数控送料机使用说明书
冲床送料机操作步骤简述

冲床送料机操作步骤简述作者:楚天数控根据不同行业,不同的用途,冲床送料机也会分为很多种,下面就楚天数控研发生产的冲床送料机操作步骤给大家做个简述。
1.装料1).确定所有电路,油路,气路连接好且没有问题.打开电源,将运行模式置于手动模式。
2).按"料架收缩"按钮,将料架收到最小.3).打开压料手臂气压开关,将箭头指向"A",此时压料手臂松开.4).按"台车后退"按钮,将台车退到最后端.5).将卷料坚直放在台车上,然后按"台车上升"或"台车下降"按钮,让卷料的中心尽量与料架中心重合.6).调整好卷料的中心后,按"台车前进"按钮,让料架穿过卷料的内圈,并尽可能让材料的中心线与矫正机的中心线重合.7).此时,按"料架扩张"按钮,让料架绷紧卷料的内圈.8).将压料手臂开关的箭头指向"B",让压料手臂的压料轮压紧卷料的外圈.9).确定没有问题后,将台车退到最后端,装料完毕.2.进料1).扳动偏心掀开把手,使整平机上部滚轮抬起.2.)拉动卷料的一头,并放入整平机的上下滚轮之间.3).复位偏心掀开把手,并将气缸的气压力开关箭头指向"B",让进料滚轮压紧材料.4).将电控箱上的运行模式开关置于手动模式.5).点动"整平前进"按钮,直到材料完全伸出整平机为止.6).调整两边的挡料轮,锁紧.进料完毕.注意:以上操作必须在手动模式下进行,自动模式下以上用到的按钮都无效。
3.调整1).调整矫正效果时可取一段长约1.5米左右的将要矫正的材料进行调试2).矫正效果是矫正机的重要指标之一,本矫正机已将矫正调整过程简化,从而体现本机高效率低劳动强度的设计思想,3).在调整整平滚轮的时候应注意左右调整手轮应同步调整4).将要加工的材料矫正到要求后就可送入材料进行自动化生产。
数控NC伺服左右偏摆送料机操作说明书

3 / 16
B
1、机械规格:
机械规格、外观
B101
型式
NCM-200 NCM-300 NCM-400 NCM-500 NCM-600 NCM-800 NCM-1000 NCM-1300
材料宽度(mm) 200
300
400
500
600
800
1000
1300
材料厚度(mm) 0.3-6.0 0.3-6.0 0.3-6.0
实现手动和自动两种方式,也可以启动和停止。 5) 特殊画面:主要是设定放松,剪切,送料及控制开关及参数的一些长度和
时间的补偿修正.
7 / 16
D
操作面板
D103
6) 设备保养:主要是关于设备的一些日常操作保养和安全方面的注意事项。 7) 日期的显示:显示当前操作界面的时间日期。
2.设定画面
1).产量设定:设定产品的件数。 2).送料长度:设定送料的长度。 3).单摆长度:设定单独偏摆的长度。 4).偏摆次数:设定偏摆的次数。 3).送料自动速度:设定自动送料的速度,可根据生产需求设定,最
2 / 16
A
前言
A101
随着五金模具技术的不断发展,以及精密冲压自动化设备 要求的不断提高。为此,佑亿根据市场需求,总结多年的生产、 销售及服务经验,研制成 MC 偏摆系列产品。
感谢您选择使用本公司产品,本公司将本着“顾客就是上 帝”的经营现念,竭诚为您提供全方位的专业化服务,让您的 企业在竞争市场永远立于不败之地,为了充分发挥本公司产品 性能,延长其使用寿命,并提高生产效率和原材料利用率,我 们强烈建议你在安装及操作前,认真阅读本手册,它将详细介 绍本机的结构、性能、保养的方法。
5 / 16
三合一送料机的操作说明
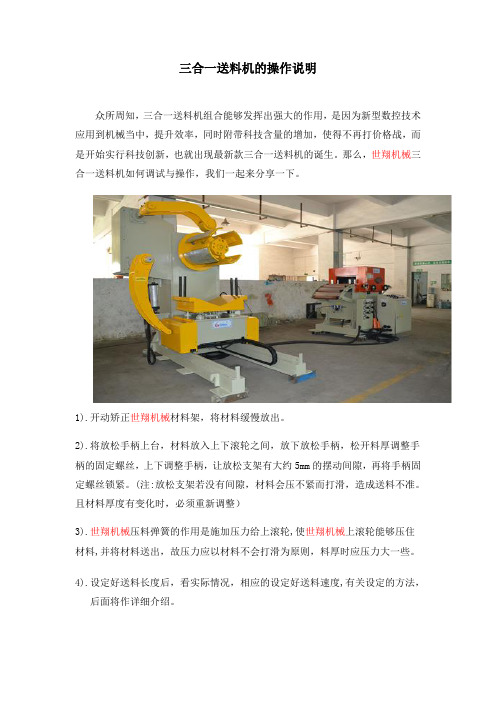
三合一送料机的操作说明
众所周知,三合一送料机组合能够发挥出强大的作用,是因为新型数控技术应用到机械当中,提升效率,同时附带科技含量的增加,使得不再打价格战,而是开始实行科技创新,也就出现最新款三合一送料机的诞生。
那么,世翔机械三合一送料机如何调试与操作,我们一起来分享一下。
1).开动矫正世翔机械材料架,将材料缓慢放出。
2).将放松手柄上台,材料放入上下滚轮之间,放下放松手柄,松开料厚调整手柄的固定螺丝,上下调整手柄,让放松支架有大约5mm的摆动间隙,再将手柄固定螺丝锁紧。
(注:放松支架若没有间隙,材料会压不紧而打滑,造成送料不准。
且材料厚度有变化时,必须重新调整)
3).世翔机械压料弹簧的作用是施加压力给上滚轮,使世翔机械上滚轮能够压住材料,并将材料送出,故压力应以材料不会打滑为原则,料厚时应压力大一些。
4).设定好送料长度后,看实际情况,相应的设定好送料速度,有关设定的方法,
后面将作详细介绍。
5).送料的有关参数设定好后,由于约数的原因,实际的送料长度与设定的数值
不太一样,所以应在手动模式下,按送料测试,冲床.行程.冲压.调整好送料的实际长度。
6).当模具内导销尖端进入导销孔时,可调整放松丝杆至碰到放松支架的轴承,直至材料放松为止,并将丝杆螺母锁紧(气动放松的送料机,则应调整好放松的角度,即在下死±15°左右)
7).送料开始的调整是由冲床的旋转凸轮来调整,所谓送料开始信号,就是要以
冲床曲轴的哪个角度开始送料,本机送料的角度推荐值为9点到3点(240°-90°)。
8).世翔机械送料机设置完成后,应先单冲试模,调整好后方可连续生产。
ICm 200Q数控自动送料切割机系统说明书
ICm 200Q数控自动送料切割机系统说明书ICm 200Q数控自动送料切割机系统说明书:一、ICm 200Q数控自动送料切割机系统切割前准备(一)、使用前必须认真检查设备的性能,确保各部件的完好性。
(二)、电源闸刀开关、锯片的松紧度、锯片护罩或安全挡板进行详细检查,操作台必须稳固,夜间作业时应有足够的照明亮度。
(三)、使用之前,先打开总开关,空载试转几圈,待确认安全无误后才允许启动。
(四)、操作前必须查看电源是否与电动工具上的常规额定220va 电压相符,以免错接到380va的电源上。
二、ICm 200Q数控自动送料切割机系统切割注意事项(一)、切割机工作时务必要全神贯注,不但要保持头脑清醒,更要理性的操作电动工具。
严禁疲惫、酒后或服用兴奋剂、药物之后操作切割机。
(二)、电源线路必须安全可靠,严禁私自乱拉,小心电源线摆放,不要被切断。
使用前必须认真检查设备的性能,确保各部件完好。
(三)、穿好合适的工作服,不可穿过于宽松的工作服,更不要戴首饰或留长发,严禁戴手套及袖口不扣而操作。
(四)、加工的工件必须夹持牢靠,严禁工件装夹不紧就开始切割。
(五)、严禁在砂轮平面上,修磨工件的毛刺,防止砂轮片碎裂。
(六)、切割时操作者必须偏离砂轮片正面,并戴好防护眼镜。
(七)、严禁使用已有残缺的砂轮片,切割时应防止火星四溅,并远离易燃易爆物品。
(八)、装夹工件时应装夹平稳牢固,防护罩必须安装正确,装夹后应开机空运转检查,不得有抖动和异常噪声。
(九)、中途更换新切割片或砂轮片时,不要将锁紧螺母过于用力,防止锯片或砂轮片崩裂发生意外。
(十)、必须稳握切割机手把均匀用力垂直下切,而且固定端要牢固可靠。
(十一)、不得试图切锯未夹紧的小工件或带棱边严重的型材。
(十二)、为了提高工作效率。
对单支或多支一起锯切之前,一定要做好好辅助性装夹定位工作。
(十三)、不得进行强力切锯操作,在切割前要待电机转速达到全速即可。
(十四)、不允许任何人站在锯后面,停电、休息或离开工作地时,应立即切断电源。
SICMA-300M操作说明书
例:设定快进速度F=3600mm/min,间隙补偿值U=0.04、V=0.02、 W=0.03,机械原点X=0、Y=0、Z=0,操作如下:
当所有参数输完后,屏幕最下一行将显示以下提示: 输入:(1_OK,2_RETRY) 此时若键入2,光标将重新跳至F值的末端,表示重新设置本页参数;键入1或 ENTER, 进入以下画面。
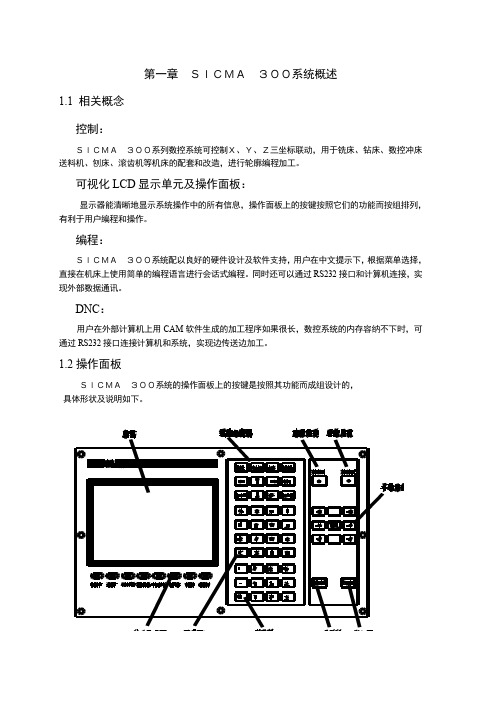
第一章 SICMA 300系统概述
1.1 相关概念
控制:
SICMA 300系列数控系统可控制X、Y、Z三坐标联动,用于铣床、钻床、数控冲床 送料机、刨床、滚齿机等机床的配套和改造,进行轮廓编程加工。
可视化 LCD 显示单元及操作面板:
显示器能清晰地显示系统操作中的所有信息,操作面板上的按键按照它们的功能而按组排列, 有利于用户编程和操作。
此外,对S、T 、M所对应的值也可进行修改。具体操作如下:
S 1 0 0 0 ENTER START 键入S1000,按 ENTER 键确认, 再按 START 键执行新值。
T和M功能的修改,操作同上。 如在MDI下运行了刀具补偿功能,退出MDI菜单前必须运行T0000撤消刀补。
2.2.7 编辑功能
用移动键移动光标至G0后面。
图2-16
INS X 1 0 Y 1 0 插入X10 Y10
用 DEL 键删除Z100,回车,程序中自动插入N0015程序段号。
G 1 U 1 0 V 1 0 插入G1 U10 V10 F100 F100 按↓键,将光标移至下一行,并将光标移至G30后面。
M02
键入M02
具相对于静止工件而运动的方向。
吴江科沃客送料机使用说明书
吴江科沃客送料机使用说明书欢迎使用吴江科沃客送料机,希望本使用说明书能够帮助您更好地使用本机器。
一、基本结构吴江科沃客送料机由主机、控制器、传动系统和电源系统组成,它可以实现线性及旋转运动,是一种理想的高效智能化送料机械设备。
二、主要特点1.高精度:采用进口伺服电机、伺服控制器和精度高的传动齿轮,确保高精度的移动运动。
2.高效率:采用电动控制,实现自动化操作,可有效提高工作效率。
3.低耗能:机器结构紧凑,运行时耗能小,能耗低。
4.安全可靠:机器安全可靠,采用双重安全保护,可有效防止意外伤害。
三、操作方式1.打开电源:将电源插头插入电源插座,打开电源按钮,电源指示灯亮起,表示机器已处于工作状态。
2.上料:将料件通过吸真空抓料装置抓取上料,完成上料操作。
3.运行:通过控制系统控制传动系统,实现机器的线性及旋转运动,完成送料工作。
4.调整:根据工作情况,可根据实际情况调节料件送料速度,以达到较好的工作效果。
5.下料:完成送料操作后,可通过吸真空抓料装置将料件下料,完成下料操作。
6.断电:打开电源按钮,将电源插头拔出电源插座,机器进入待机状态。
四、注意事项1.请勿靠近机器运行部位,以免被操作部件伤害。
2.请勿将机器放在潮湿环境中,以免电机故障。
3.请勿拆开机器,拆卸电源时需要关闭电源,以免受电击。
4.请勿把电源插头拔出机器后,进行清洁操作,以免发生意外。
5.请勿将机器放置于易燃温度过高的场所,以免发生火灾。
五、使用限制1.禁止将外力作用于机器,以免损坏机器。
2.禁止在机器上放置火源,以免发生火灾。
3.禁止将无关物品放置于机器上,以免占用机器空间。
4.禁止在料件运行时,将物体放置在料件运行路径上,以免发生意外。
5.请勿将机器放置在潮湿环境中,以免影响机器性能。
6.禁止将机器放置于易燃温度过高的场所,以免发生火灾。
总之,吴江科沃客送料机是一种具有良好性能的料件送料机器,在使用时请务必按照本使用说明书的要求操作,请你仔细阅读,并严格按要求使用本机器。
朗硕送料机说明书

朗硕送料机说明书
朗硕荣幸为您提供送料机的说明书:
1. 安全操作:
- 使用之前,请确保仔细阅读并理解本说明书中的所有警告、注意事项和操作步骤。
- 在操作送料机时,请戴上适当的保护装备,如手套、护目
镜等。
- 请确保送料机放置在平稳的表面上,并保持周围清洁和没
有任何障碍物。
- 当需要进行维护、清洁或调整送料机时,请先将其断电,
并等待所有动作完全停止后才能开始操作。
- 在进行维护、清洁或调整前,请确保送料机已经完全降温。
- 如果发现任何异常情况或故障,请立即停止操作,并进行
检查和维修。
2. 使用方法:
- 将要送料的物品放置在送料机的输送带上,并确保物品整
齐排列。
- 打开送料机的电源,并根据需要调整输送带的速度。
- 启动送料机,并观察物品在输送带上的移动情况。
- 如果发现物品出现卡住、堵塞或其他异常情况,请立即停
止送料机,并进行检查和处理。
- 在维护、清洁或调整送料机时,请先将其断电,并等待所
有动作完全停止后才能开始操作。
- 定期检查送料机的零部件,保持其良好的工作状态。
3. 维护与保养:
- 定期清洁送料机的输送带、辊子和其他零部件,以确保其正常运转。
- 定期检查送料机的传动系统和电气系统,确保其在正常工作状态下。
- 如需更换零部件,请使用原厂配件,并按照相关说明进行操作。
- 定期检查送料机的润滑系统,并添加润滑剂,以确保其顺畅运转。
以上是朗硕送料机的说明书,希望能对您有所帮助。
如有任何疑问或需要进一步的帮助,请随时联系我们。
自动送料机操作说明

自动送料机操作说明操作方式:本机操作方式分为手动和自动两种,每种操作方式都有相对应的指示灯一.具体操作:手动方式:按下“手动”键,其对应的指示灯亮。
按住各操作键执行各自的动作。
按键松开所控制的动作终止。
“上下料”键按下一次执行一次上(下)料循环动作后停止。
自动方式:按下“自动”键,工作方式即转为自动。
再触发一下机床上的工作启动键后,执行进料压紧加工松开退料停止本次循环终止。
要进行下一次工作须再按一下机床上的操作启动键,才能执行下一次循环。
二.时间与调整:时间:本机设备分为四个时间。
其中时间T1为备用。
T2为退料延时时间。
T3为退料时间,用以调整退料的时间长短。
T4为上下料时间延时。
调整(手动方式下):①长按(按住“SET”键不放,等待约3秒)“SET”,等待到设定数码管闪动,进入时间调整状态,可以对时间进行修改。
以相同的方式,可以退出时间调整状态。
②短按(按下“SET”键,然后放开),实现显示时间的转换T1-----T4。
可以查看各个时间的设定数值。
③在时间调整状态下,数码管闪动的数字就是可以修改的数字,按(增加键)数字加“1”。
④在时间调整状态下,按(左移键),数码管闪动左移一位。
(注:T1.T2.T4本机已设定完毕,如无特殊需要无需调整。
时间T3可根据物料的长短做适当调整)三.按钮与限位开关:SQ1为本机上所设的上下料限位,一次上下料动作完成触发该开关,上下料动作终止。
SQ2为机床上进料到位限制,当物料进到位后,触发该开关,进料即终止。
SQ3为机床加工完成信号开关,当机床加工完成触发该开关,本机即开始执行退料动作。
SB3:上下料键SQ4: 为机床所设的工作启动键,用以启动本机自动工作开始。
四.电路图.附后。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
系统参数设定
X
运行参数 手动参数 机器参数 回零参数
X轴
Y轴
最小速度(脉冲数/秒) 600
最小速度(脉冲数/秒) 1000
最大速度(脉冲数/秒) 8000 加速度(脉冲数/秒^秒) 1000
最大速度(脉冲数/秒) 8000 加速度(脉冲数/秒^秒) 10000
OK
X 轴/Y 轴参数与运行参数相同。 机器参数
X
手动|挡[单位脉冲数]
每按下一次移动
20
每按下一次移动
20
手动|挡[单位脉冲数]
每按下一次移动
20
每按下一次移动
20
OK
Cancei
手动 I 档:单位为脉冲数 在控制面板上的手动 I 档按钮时每按一次电机移动的距离,此档为微调 手动 III 档:单位为毫米 在控制面板上的手动 III 档按钮时每按一次电机移动的距离。此档为粗调
板卡参数( Q ) 手动参数( R ) 信号测试( S ) 设置断点( T ) 单步模式( U ) 开始加工( V ) 仿真模式( W ) 模似模式( X ) 手动控制( Y ) 设为零点( Z )
板卡参数:
运行参数:系统在加工时使用的参数。
系统参数设定
X
运行参数 手动参数 机器参数 回零参数
X轴
Y轴
深圳市艾确数控技术有限公司
深圳市艾确数控技术有限公司
地址:深圳市宝安区石岩镇应人石文韬工业区 D 栋
邮编:518000
网址:
E-mail:info@
1
深圳市艾确数控技术有限公司
一、开机准备 1、控制系统电压:单相 220V +/- 10% ; 2、气夹气压:0.5Mpa ; 3、同步传感器位置: 当曲轴位于最低点时,感应铁片触发同步信号 Q1;当曲轴离开加工板材 2 毫米时感应
X
运行参数 手动参数 机器参数 回零参数
X轴
Y轴
最小速度(脉冲数/秒) 800
最小速度(脉冲数/秒) 800
最大速度(脉冲数/秒) 1000
最大速度(脉冲数/秒) 1000
加速度(脉冲数/秒^秒) 8000
加速度(脉冲数/秒^秒) 8000
OK
Cancel
X/Y 轴参数同运行参数。 手动参数:
手动参数设定
邮编:518000
网址:
E-mail:info@
8
深圳市艾确数控技术有限公司
手动控制
X
Y+
X-
X+
Y-
控制方式 ● 小步距
大步距
X轴回零 Y轴回零 X-Y轴回零 连续步距
注意:连续步距方式移动时系统行程不受软件保护!
确定
用于手动控制 X 和 Y 轴电机。 控制方式中的小步距和大步距分别对应手动 I 档和手动 II 档,手动方向键点击一次对应轴移动一次;当选择 连续步距时,手动方向键按下时对应轴移动,弹起时停止; 注:以上显示栏中“○连续步距”由供应商专用。 设置零点: 用于把当前工作平台位置设置为零参考点,快捷键为 CTRL+F12。
邮编:518000
网址:
E-mail:info@
10
X坐标 Y坐标 步数 已冲次数
同步次数 文件记录 G64 U10 V15 M10 N4 G00 X100 Y-300
深圳市艾确数控技术有限公司
X/Y 坐标:机器工作平台当前相对参考零点的坐标; 已冲次数:系统加工的孔记录数; 同步次数:系统检测的同步次数; 文件记录:系统加工的所有记录数(包括延时、定位等); 其他空白区为加工文件代码显示区,用户可以直接修改加工代码;
地址:深圳市宝安区石岩镇应人石文韬工业区 D 栋
邮编:518000
网址:
E-mail:info@
9
深圳市艾确数控技术有限公司
快捷键: PageUp / PageDown 放大/ 缩小 图形;
CTRL+F CTRL+N CTRL+B CTRL+L
连续模式:系统根据加工文件自动完成全部加工;
开始加工:用于全部开始或停止加工,快捷键为 CTRL + F8 ;
仿真模式:使系统加工时冲头和工作台都不动作,快捷键为 CTRL+F10; 模拟模式:使系统加工时冲头不动作,仅移动工作台,快捷键为 CTRL+F11; 手动控制:
地址:深圳市宝安区石岩镇应人石文韬工业区 D 栋
X轴螺距(毫米) 32
X每螺距脉冲数
401
X轴最小行程(毫米) -1000
Y轴最小行程(毫米) -1000
20
冲头动作时间
500
气夹动作时间
Y轴螺距(毫米)
Y每螺距脉冲数
X轴最大行程(毫米)
Y轴最大行程(毫米)
200 毫秒 10 毫秒 32 401 1300 2000
OK
Cancel
冲头离开工作台面等待的毫秒数: 系统在检测到同步信号 Q2 并延时该毫秒后再执行下一个动作;该变量 用于对同步信号 Q2 检测时间的补偿;
回零参数:系统回零位时电机运动参数
注:用户不得随意改动机器参数。
【以上是举例,机器参数以显示器上为主】
地址:深圳市宝安区石岩镇应人石文韬工业区 D 栋
邮编:518000
网址:
E-mail:info@
6
深圳市艾确数控技术有限公司
系统参数设定
系统版本:软件的版本号;
文件总记录:用 XX/XX 表示,分子表示需要加工的孔记录,分母表示需要执行的记录(包含延时、定位等 记录);
断点: 系统文件的加工停止的孔记录位置; 光标位置 X/Y:十字光标所在位置的坐标; 当前记录:十字光标所在孔记录的序号。
E) 工作区
地址:深圳市宝安区石岩镇应人石文韬工业区 D 栋
A P T
快捷方式
DRILLERC…
4、系统进入后无任何提示表示系统正常。 若系统进入后出现对话框错误提示表示系统将不能正常工作。
5、加工之前先测量工件大小在气动夹钳移动范围之内,防止工作台移动量不够碰上行程限位开关而影响正常 工作,甚至损坏机器。
6、启动压力机,先点动试冲,没有问题后再启动自动加工,进入自动生产状态。 7、建议用户不得轻易修改机器参数
铁片触发同步信号 Q2;
注意:必须确保同步传感器的位置安装正确,否则在加工过程中容易发生撞车。 4、 机床工作电压:三相 380 +/- 10% 或 单相 220V +/- 10% ;
注意:机床工作电源必须和控制系统电源分开。 二、开 机
1、打开电源钥匙,旋开红色急停按钮; 2、电脑上电,进入 WINDOWS 2000/XP 操作系统; 3、用鼠标双击系统软件图标,如下图
三、操作 1、 主界面
地址:深圳市宝安区石岩镇应人石文韬工业区 D 栋
邮编:518000
网址:
E-mail:info@
2
深圳市艾确数控技术有限公司
数控冲床CNC系统
文件(F) 编辑(E) 设置(S) 查看(Y) 帮助(H)
设为零点F12 校对代码F4 设置断点F5 连续模式F7 继续加工F8 开始加工F9 仿真模式F10 模拟模式F11
Cancel
地址:深圳市宝安区石岩镇应人石文韬工业区 D 栋
邮编:518000
网址:
E-mail:info@
5
深圳市艾确数控技术有限公司
系统参数设定
X
运行参数 手动参数 机器参数 回零参数
冲头离开工作台面等待的毫秒数
摸拟状态两步之间等待的毫秒数
红色十字光标移到文件第一个加工记录 红色十字光标移到文件当前记录的下一个加工记录 红色十字光标移到文件当前记录的上一个加工记录 红色十字光标移到文件最后一个加工记录
D) 系统栏
系统版本v2.1 文件总记录=40/41 断点=0 光标位置x=50mm 光标位置y=54mm 当前记录=35
深圳市艾确数控技术有限公司
单步最大距离(毫米)
55
单步最大距离(毫米)
55
最小速度(脉冲数/秒)
600
最小速度(脉冲数/秒)
1000
最大速度(脉冲数/秒) 10000
最大速度(脉冲数/秒) 10000
加速度(脉冲数/秒^秒) 3000
加速度(脉冲数/秒^秒) 11000
留筋宽度(毫米)
2
OK
Cancel
地址:深圳市宝安区石岩镇应人石文韬工业区 D 栋
模拟状态两步之间等待的毫秒数: 当系统处于模拟状态加工时,每个加工等待的间隔时间; 冲头动作时间:系统打开/关闭冲头指令动作延时时间; 气夹动作时间:系统打开/关闭气夹指令动作延时时间; X/Y 轴螺距: 工作平台螺距长度;(注意:此参数设置必须根据不同的冲床和不同的电机进行修正,错误的 参数系统将不能很好的运行。建议以上参数由设备供应商提供设置。) X/Y 轴每螺距脉冲数:移动一个螺距系统需要发送的脉冲数,理论值等于 360/步进角,考虑到精度补偿,该 值与理论值会有所改动。 X/Y 轴最大/小行程:系统不用。
邮编:518000
网址:
E-mail:info@
3
编辑 E
剪切(W) Ctrl+X 拷贝(X) Ctrl+C 粘贴(Y) Ctrl+V 效对代码(Z)
深圳市艾确数控技术有限公司
剪切、拷贝、粘贴: 当光标移动到工作栏中的文件时使用,意义同标准的 WINDOWS 操作; 效对代码:检查工作栏中加工文件是否有错误,快捷键为 CTRL+F4。 设置 S
快捷栏
设为零点F12 校对代码F4 设置断点F5 连续模式F7 继续加工F8 开始加工F9 仿真模式F10 模拟模式F11
继续加工:用于从当前加工记录开始加工,快捷键为 CTRL+F8; C) 图形显示区