2350四辊可逆轧机设计说明书Word版
四辊冷轧机设计之压下系统设计说明书

毕业设计(论文)任务书摘要近年来世界上的冶金工业技术及设备又有长足进步,新工艺、新技术、新设备的出现,使冶金生产过程发生了本质的变化,特别是中国的钢铁工业迅速发展,这就要求对轧钢设备进行充实和更新。
本轧机为Φ190/Φ500*450四辊冷轧机小型四辊冷轧机,本次设计重点为电动压下部分。
电动压下是最常用的上辊调整装置,通常包括:电动机、减速机、制动器、压下螺丝、压下螺母、压下位置指示器和球形垫片等,其特点有轧辊调整量小、调整精度高、动作快,灵敏度高等。
同时,该轧机的主传动方式为传动工作辊,这种形式对于轧制过程比较有利。
设计中运用斯通公式计算轧制力,传动方式采用不可逆式轧机工作制度,电动压下装置是电动机通过蜗轮减速箱传递运动的,其移动距离可达到较大的数值,速度和加速度亦可达到一定的要求,压下能力较大,采用电动压下装置。
关键词:四辊冷轧机,上辊调整,电动压下AbstractIn recent years the metallurgical industry in the world technology and equipment and rapid progress, new technology, new technology, new equipment, metallurgy process appears essential changes happened, especially in China's steel industry developing rapidly, it is required to rolling equipment to enrich and updated.This mill for Φ 190 / Φ 500 * 450 four cold rolling mi ll small four cold rolling mill, and this graduation project focused on the design of the electrical pressure. Electric pressure is the most commonly used on the roll of the adjustment device, usually including: electromotor, reducer, arrester, pressure screws, pressure nut, ball pressure pads, etc.; characterized by a small amount of roll adjustment, the adjustment of high precision, fast action, high sensitivity, and so on. At the same time, drive work roll is the main drive mode for this mill, which form is more favorable for the rolling process.Design using stone formula, the transmission way rolling force by not reversible rolling mill work system, electric pressure the device is motor through the worm gear reducer relay, the mobile distance movement can be up to larger values, speed and acceleration can also achieve certain request, press ability, using electric pressure the larger device.Keywords:Four-roller cold rolling mill,roller adjust ,electric pressure前言改革开放30多年来,我国轧钢技术装备同其他行业一样有了突飞猛进的发展,目前我国已经从引进消化国外先进技术装备,发展到自主创新自我集成,基本掌握了独立设计制造全线成套技术,能够提供整条生产线工艺装备。
四辊可逆式冷轧机辊系设计
太原科技大学毕业设计(论文)设计(论文)题目:四辊可逆式冷轧机的辊系设计姓名学院(系)专业 _年级 _08级指导教师2011年 6月10日太原科技大学毕业设计(论文)任务书学院(直属系):时间:2011 年 6 月10 日说明:一式两份,一份装订入学生毕业设计(论文)内,一份交学院(直属系)。
目录摘要 (II)A BSTRACT (III)第1章绪论 (1)1.1冷轧机的发展概况 (1)1.2四辊可逆式冷轧机的发展 (1)1.3冷轧带钢生产发展与新技术 (2)1.3.1冷轧带钢生产技术设备的发展 (2)1.3.2冷轧窄带钢轧机的技术特点 (3)第2章轧辊 (5)2.1冷轧轧辊的组成 (5)2.2轧辊材质的选择 (5)2.3辊系尺寸的确定 (6)2.4轧辊力能参数计算 (7)2.4.1基本参数 (7)2.4.2艾克隆德方法计算轧制时的平均单位压力 (8)2.4.3轧辊传动力矩 (11)2.5轧辊的强度校核 (12)第3章轧辊轴承 (16)3.1轴承的选择 (16)3.2轴承寿命计算 (16)3.3轧辊轴承润滑 (17)参考文献 (18)致谢 (19)附录1英文原稿 (20)附录2英文翻译 (24)四辊可逆式冷轧机的辊系设计摘要这篇文章主要讲述了冷轧机生产与发展概述,通过运用已知参数,如钢板的厚度、宽度、轧制速度和压下速度等,对工作辊、支撑辊及相关尺寸进行了计算和校核,然后选择合适的轧辊材质和轴承,并对轴承寿命进行计算和校核。
四辊可逆式冷轧机,衔接连铸后的技术工艺,减少工艺,可实现往返可逆轧制。
四辊轧机还能提供较大的轧制压力,提高软件的可轧硬度范围,实现产品规格多样化。
关键词:四辊可逆式;冷连轧;工作辊AbstractThis article is mainly about the cold rolling mill production and development overview, By using the known parameters, such as plate thickness, width, speed, rolling speed and pressure, On the work roll, support roll and the related dimensions were calculated and checked, Then select the appropriate material and roller bearings, and bearing life is calculated and checked.Four-high reversing cold rolling mill, continuous casting and after the technical process of convergence and reduce the process can be realized from the reversible rolling.Also provide a larger four-high rolling mill rolling pressure, and improve software rolled hardness range, to achieve diversification of product specifications.Key Words:Four-high reversible;Cold rolling;Work roll第1章绪论1.1 冷轧机的发展概况轧机是现代钢厂中最常见的一种冶金设备。
300mm四辊精密合金冷轧机讲解
300mm 四辊精密合金带材可逆冷轧机技术规格书本四辊可逆冷轧机组主要用于精密合金带材的轧制。
冷轧带材的平直度、厚度公差、表面质量及板形要求符合同类产品国际和国家标准。
一、机组主要技术参数1. 轧制材料:精密合金带材σs=450Mpa2. 来料最大厚度:1.5mm3. 来料最大宽度:130mm4. 来料带卷内径:Φ508mm5. 带卷最大外径:Φ1000mm6. 最大卷重:600kg7. 成品带卷厚度范围:≤0.1~1.0mm8. 成品厚度精度:±2μ(δ≤0.1mm),±1%(δ=1.0mm)9. 带材板面平直:30~45I10. 带卷塔形≤4mm,每层间≤±0.8mm(与来料一致)11. 轧制速度:0~150m/min12. 最大轧制力:1700KN13. 最大轧制力矩:kg·m14. 卷取张力:0.3~3KN,2~25KN15. 工艺冷却润滑方式:乳化液油温及自动控制精度40~50℃16. 张力精度:在稳速下为:最大张力值时±1%,最小张力值时±3%在加速和减速时为:最大张力值时±3%,最小张力值时±5%17. 轧制速度精度:±0.1%18. 轧辊尺寸:工作辊φ105~95×300mm二、轧制工艺轧制工艺流程(见附图1)图1:轧制工艺流程图三、装备水平及特点本四辊轧机作为一台具有使用性能好和技术水平高的带材冷轧机,其配套设备的电气、仪表、液压、润滑等部分也相应采用了国际一流的或国内的精品,使整机达到国内领先、国际先进水平。
1、机械设备1)四辊轧机结构先进合理;采用支撑辊传动;2)轧机配置了较为完善的的弯辊系统;3)轧机轴承、液压系统的泵、阀等部件均选用国内知名厂家的名牌产品,大大提高了轧机运行的稳定性;4)全部传动系统的齿轮均为硬面齿,运行平稳,噪音小,寿命长;5)轧机设备采用了液压压下和液压传动,提高了轧机的机械化、自动化水平,可称之为全液压轧机。
中厚板冷轧机机架设计四辊可逆式冷轧机的机架设计

四辊可逆式冷轧机的机架设计摘要本文对薄板冷轧目前在我国的发展情况及轧制设备和工艺做出基本阐述,介绍了冷轧机得类型以及国产冷轧机得生产情况,重点介绍了四辊可逆冷轧的轧辊设计和机架工艺设计,机架结构设计。
并且对其进行了详细的校核计算。
关键词:薄板;冷轧;轧钢设备;机架Four-roller Reversible cold rolling millof the rack designAbstractIn this paper, cold rolled sheet is currently in the development of our country and rolling equipment and technology to make the basic exposition was introduced type cold rolling mill and cold rolling mill was made production, focusing on the four-high reversing cold rolling mill roll design and rack Process design, structural design of the rack. And a detailed check of their calculations.Key words: plate; cold; rolling equipment; rack目录目录 (1)摘要 (1)Abstract (2)第1章绪论 (5)1.1 轧钢生产在国民经济中的主要地位与作用 (5)1.2 冷轧带钢生产概况和发展方向 (5)1.2.1 冷轧带钢生产在国民经济中的地位 (5)1.2.2 冷轧带钢的生产历史及发展方向 (5)1.3 冷轧机的类型、特点及工作原理 (6)1.3.1 轧机的类型 (6)1.3.2 冷带轧机各类的特点及工作原理 (7)1.4 近年国产冷轧机生产情况 (8)1.5 国产板带冷轧机的技术特点 (9)第2章轧辊的设计参数 (11)2.1 轧辊主要参数 (11)2.2 轧机的选择与尺寸的确定 (11)第 3 章机架的工艺参数 (13)3.1 机架的主要结构参数 (13)3.2 断面尺寸 (14)3.3 轧制力 (15)3.3.1 已知条件 (15)3.3.2 简单轧制过程 (15)3.3.3 轧制过程基本参数 (15)3.4 咬入角计算 (16)3.4.1绝对压下量 (18)3.4.2 相对压下量 (18)3.4.3 相对压下量计算 (18)3.4.4 接触弧长 (18)3.4.5 中性角 (18)3.4.6 前滑值 (20)3.4.7 采利克夫方法计算轧制时的平均单位压 (20)3.5 机架强度计算 (22)参考文献 (27)第1章绪论1.1 轧钢生产在国民经济中的主要地位与作用轧钢生产是将钢锭及连续铸坯轧制成材的生产环节。
2300中板四辊轧机的辊型研制

-./! 中板 ’ "/## 四辊轧机 ’ 辊型 !0123! 89///67:-----------------------456789 ;----------------------------4:;39 *##4<3==. &"==/( =4>==*4>=/
ICH:AJ<KLM*N-G;F-OPMQ"R*SETUVW- CMQJMTTXJMQ- DTYVXU2TMUN - (ZVMQZVJ- ;YYWJ[VUJPM- CMQJMTTXJMQ- HM\UJULUTN - (ZVMQZVJN - "=="/3] - "6 - ET^JL2: &WVUT:EJWWN:&L:(UTTW:$P2YVM_N:(ZVMQZVJ:‘VP\ZVM:HXPM:VM^:(UTTW:9XPLY:$P2YVM_N:(ZVMQZVJN:"##*"7a :‘V\T^:PM:UZT:TKLJY2TMU:dTVULXT\:VM^:YXP[T\\:\UVUT:Pd:XPWWJMQ:YXP^L[U\N:V:[P2YLUTX:\J2LWVUJMQ:YXPQXV2: dPX:XPWW:\ZVYT:Pd:\LYYPXU:XPWW:JM:"/==:dPLX<ZJQZ:2JWW:J\:^TeTWPYT^N:fZJ[Z:[VM:bT:L\T^:fJUZJM:V:WVXQT:XVMQT:Pd:fJ^UZ: Pd:XPWWJMQ:YXP^L[U\6:;M^:V:MTf:XPWW:\ZVYT:[LXeT:J\:^TeTWPYT^:UP:XVJ\T:UZT:[VYV[JU_:Pd:UZJ\:2JWW:UP:[PMUXPW:YWVUT:\ZVYT6: 8ZXPLQZ: PLU: UZT: JM^L\UXJVW: YXP^L[UJPM: Tg[TWWTMU: TddT[U: ZV\: bTTM: QPUc : fJ^UZ: UPWTXVM[T: ^XPYYT^: LY: UP: 4#5 ,735 N : YWVUT:\ZVYT:PbeJPL\W_:J2YXPeT^N :T^QT:fVeJMQ:Pd:UZJM:YWVUT:bV\J[VWW_: TWJ2JMVUT^N:^XVLQZU:YXT\\LXT:^XPYYT^: 35, 7635N:YXT\\LXT:^J\UXJbLUJPM:[ZVMQT:bTUfTTM:XPWW\:QPU:\2VWWN:XPWW:fTVX:XT^L[T^N:fPXhJMQ:WJdT:YXPWPMQT^6: 2T^JL2:YWVUT]:"/##:dPLX<ZJQZ:2JWW]:XPWW:\ZVYT
辊可逆轧机设计说明书

2350四辊可逆轧机设计说明书(总60页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--2350四辊可逆轧机主传动系统设计摘要本文简单的介绍了热轧中厚板轧机的国内外发展现状,详细的对热轧中厚板轧机的主传动系统进行了设计计算和校核。
重点对主电动机进行力矩计算和功率选择,并对选出的电动机进行发热校核。
对轧机的轧辊、轧辊轴承和万向接轴等主要零部件进行受力分析和强度校核,同时也对润滑方式,环保性及经济分析进行了探讨,完成了2350四辊可逆轧机的设计,通过对各个部件的计算与校核,保证了设备的安全可靠运转,同时尽可能地节省能源、减少占地面积,环保及经济性分析更是体现了环境友好的求,和获得最大利益。
关键词:中厚板轧机;主传动;轧辊;轴承 ; 万向接轴AbstractThe present situation of Medium plate rolling in home and abroad has been briefly introduced. Details of the main drive system of Hot-rolled strip mill design,calculation and checking. Focus on the torque calculation and power choice of the main motors and the selected motor fever respectively, Through the design and calculation of the motor to ensurethat the rolling process does not produce power less than or burnt motor accident,Also on the lubrication mode, analysis of environment protection and economy are discussed, and completed the design of 2350 four reversible rolling mill, the calculation and checking of each component, to ensure the safe and reliable operation of equipment, at the same time as much as possible to save energy, reduce the area, environmental protection and economic analysis but also embodies the friendly environment seek, and obtain the maximum benefits.Key word:Medium plate rolling; main drive system;rollers;pillow;universaljoint shaft目录1 绪论 0选题背景及目的 0中厚板轧机的发展概况 0我国中厚板轧机的发展与现状 0国外中厚板轧机的发展与现状 (1)课题的研究方法和研究内容 (2)2 方案设计 (3)主传动方案综合评价与比较 (3)方案的选择 (4)四辊可逆轧钢机主传动装置的选择 (4)针对所选方案对各部件进行具体的选择 (4)3 轧制力能参数的确定与电动机的选择 (5)轧辊的设计 (5)轧制力能参数 (7)各道次基本尺寸的确定 (7)轧制压力的计算 (8)驱动力矩计算 (10)轧辊的校核 (13)支承辊校核 (13)工作辊校核 (15)工作辊与支承辊间的接触应力 (16)电动机的选择计算和校核 (16)驱动力矩的计算和电机校核 (17)主电机上的力矩计算 (17)过载校核 (19)4 主要零部件选择及校核 (21)轧辊轴承的选择和计算 (21)轧辊轴承的选择 (21)工作辊轴承寿命计算 (22)支承辊轴承寿命计算 (22)十字轴式万向联轴器的选择 (23)零件材质的确定及受力分析 (23)十字轴的校核 (24)轴叉校核 (26)5 机架参数计算及其校核 (30)机架结构参数选择 (30)机架的强度计算 (30)受力分析 (31)弯矩计算 (31)机架强度校核 (33)机架上横梁强度校核 (34)机架立柱校核 (35)6 润滑方式的选择 (36)润滑方式及作用 (36)油雾润滑 (36)热轧工艺润滑 (36)7 经济性和环保性分析 (37)设备环保性评价 (37)设备的经济性分析 (37)机械设备的可靠性 (37)设备的经济评价 (37)结论 (40)致谢 (41)参考文献 (42)1 绪论选题背景及目的轧钢同铸造一样是钢铁行业的主要组成部分,同样轧机是鞍钢的主要设备之一,鞍钢在1993年的改造性大修中新增了一架2350四辊可逆轧机,该机配置了自动化系统是S5-155V可编程控制器和辊缝仪,位移传感器,压力传感器,温度传感器等硬件,轧机采用先进的AGC控制技术,其装备水平及自动化程度在同类设备中处于领先地位,它从设计制造到热负荷试车历时仅13个月,创造中板轧机制造工期最短记录。
四辊轧机说明书
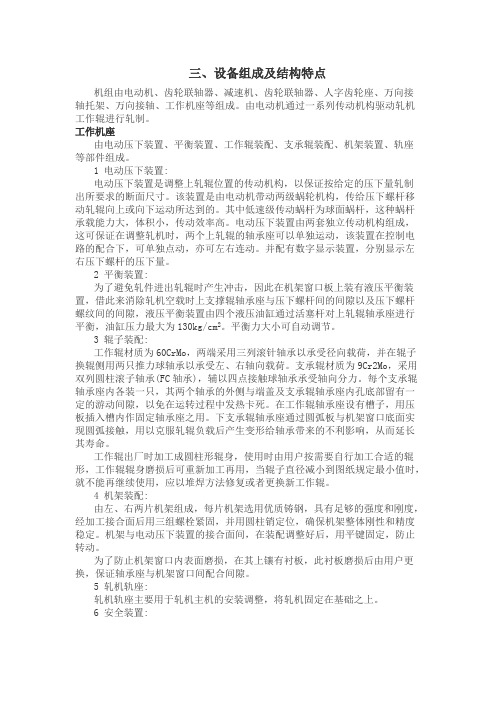
三、设备组成及结构特点机组由电动机、齿轮联轴器、减速机、齿轮联轴器、人字齿轮座、万向接轴托架、万向接轴、工作机座等组成。
由电动机通过一系列传动机构驱动轧机工作辊进行轧制。
工作机座由电动压下装置、平衡装置、工作辊装配、支承辊装配、机架装置、轨座等部件组成。
1 电动压下装置:电动压下装置是调整上轧辊位置的传动机构,以保证按给定的压下量轧制出所要求的断面尺寸。
该装置是由电动机带动两级蜗轮机构,传给压下螺杆移动轧辊向上或向下运动所达到的。
其中低速级传动蜗杆为球面蜗杆,这种蜗杆承载能力大,体积小,传动效率高。
电动压下装置由两套独立传动机构组成,这可保证在调整轧机时,两个上轧辊的轴承座可以单独运动,该装置在控制电路的配合下,可单独点动,亦可左右连动。
并配有数字显示装置,分别显示左右压下螺杆的压下量。
2 平衡装置:为了避免轧件进出轧辊时产生冲击,因此在机架窗口板上装有液压平衡装置,借此来消除轧机空载时上支撑辊轴承座与压下螺杆间的间隙以及压下螺杆螺纹间的间隙,液压平衡装置由四个液压油缸通过活塞杆对上轧辊轴承座进行平衡,油缸压力最大为130kg/cm2。
平衡力大小可自动调节。
3 辊子装配:工作辊材质为60CrMo,两端采用三列滚针轴承以承受径向载荷,并在辊子换辊侧用两只推力球轴承以承受左、右轴向载荷。
支承辊材质为9Cr2Mo,采用双列圆柱滚子轴承(FC轴承),辅以四点接触球轴承承受轴向分力。
每个支承辊轴承座内各装一只,其两个轴承的外侧与端盖及支承辊轴承座内孔底部留有一定的游动间隙,以免在运转过程中发热卡死。
在工作辊轴承座设有槽子,用压板插入槽内作固定轴承座之用。
下支承辊轴承座通过圆弧板与机架窗口底面实现圆弧接触,用以克服轧辊负载后产生变形给轴承带来的不利影响,从而延长其寿命。
工作辊出厂时加工成圆柱形辊身,使用时由用户按需要自行加工合适的辊形,工作辊辊身磨损后可重新加工再用,当辊子直径减小到图纸规定最小值时,就不能再继续使用,应以堆焊方法修复或者更换新工作辊。
四辊可逆式冷轧机设计计算书

四辊轧机设计计算书3.1 冷轧轧辊的组成冷轧辊是冷轧机的主要部件。
轧辊由辊身、辊颈和轴头三部分组成。
辊颈安装在轴承中,并通过轴承座和压下装置把轧制力传给机架。
轴头和连接轴相连,传递轧制力矩。
工作辊和支撑辊的结构如图所示。
工作辊结构支撑辊结构3.2、 冷轧辊系尺寸的选择冷轧过程中,轧辊表面承受很大的挤压应力和强烈的磨损,因此,冷轧工作辊应具有极高而均匀的硬度,一定深度的硬化层,以及良好的耐磨性与抗烈性。
降低轧辊硬度,虽然改善抗烈性,但耐磨性降低,因此,必须正确选择轧辊表面硬度。
冷轧辊用钢均多为高碳合金钢,如29r C 、o r M C 29等,我们这里选工作辊的材质为o r M C 29。
轧件对冷轧工作辊巨大的轧制压力,大部分传递给支撑辊上。
支撑辊既要能承受很大的弯曲应力,还要具有很大的刚性来限制工作辊的弹性变形,以保证钢板厚度均匀。
轧机支撑辊的表面肖氏硬度一般为HS45左右。
目前为提高板厚精度与延长轧辊的寿命,支撑辊硬度有提高的趋势。
支撑辊常用钢号为o r M C 29、V C r 9、及o n r M M C 60,我们这里选支撑辊材质为o r M C 29。
3.3、 辊系尺寸的确定1) 辊身长度L 及直径D 的确定。
辊身长度L 应大于所轧钢板的最大宽度m ax b ,即 []2max a b L += (3.1)当m ax b =400—1200 mm 时,a=50—100 mm ,现m ax b =500mm ,取a=50mm 所以 mm a b L 55050500max =+=+= 四辊轧机的辊身L 确定以后,根据经验数据:8.18.02-=D L来确定支撑辊直径2D ,取7.12=D L所以 mm LD 3207.12==对于支撑辊传动的四辊轧机,一般选4312-=D D ,现取2.312=D D则 mm D D 1002.33202.321===2) 轧辊辊颈尺寸d 和l 的确定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2350四辊可逆轧机主传动系统设计摘要本文简单的介绍了热轧中厚板轧机的国内外发展现状,详细的对热轧中厚板轧机的主传动系统进行了设计计算和校核。
重点对主电动机进行力矩计算和功率选择,并对选出的电动机进行发热校核。
对轧机的轧辊、轧辊轴承和万向接轴等主要零部件进行受力分析和强度校核,同时也对润滑方式,环保性及经济分析进行了探讨,完成了2350四辊可逆轧机的设计,通过对各个部件的计算与校核,保证了设备的安全可靠运转,同时尽可能地节省能源、减少占地面积,环保及经济性分析更是体现了环境友好的求,和获得最大利益。
关键词:中厚板轧机;主传动;轧辊;轴承 ; 万向接轴AbstractThe present situation of Medium plate rolling in home and abroad has been briefly introduced. Details of the main drive system of Hot-rolled strip mill design,calculation and checking. Focus on the torque calculation and power choice of the main motors and the selected motor fever respectively, Through the design and calculation of the motor to ensure that the rolling process does not produce power less than or burnt motor accident,Also on the lubrication mode, analysis of environment protection and economy are discussed, and completed the design of 2350 four reversible rolling mill, the calculation and checking of each component, to ensure the safe and reliable operation of equipment, at the same time as much as possible to save energy, reduce the area, environmental protection and economic analysis but also embodies the friendly environment seek, and obtain the maximum benefits.Key word:Medium plate rolling; main drive system;rollers;pillow;universal joint shaft目录1 绪论 (1)1.1 选题背景及目的 (1)1.2 中厚板轧机的发展概况 (1)1.2.1 我国中厚板轧机的发展与现状 (1)1.2.2 国外中厚板轧机的发展与现状 (2)1.3 课题的研究方法和研究内容 (3)2 方案设计 (5)2.1 主传动方案综合评价与比较 (5)2.2 方案的选择 (7)2.2.1 四辊可逆轧钢机主传动装置的选择 (7)2.2.2 针对所选方案对各部件进行具体的选择 (7)3 轧制力能参数的确定与电动机的选择 (8)3.1 轧辊的设计 (8)3.2 轧制力能参数 (10)3.2.1 各道次基本尺寸的确定 (10)3.2.2 轧制压力的计算 (12)3.2.3 驱动力矩计算 (14)3.3 轧辊的校核 (18)3.3.1 支承辊校核 (18)3.3.2 工作辊校核 (20)3.3.3 工作辊与支承辊间的接触应力 (21)3.4 电动机的选择计算和校核 (22)3.5 驱动力矩的计算和电机校核 (23)3.5.1 主电机上的力矩计算 (23)3.5.2过载校核 (25)4 主要零部件选择及校核 (27)4.1 轧辊轴承的选择和计算 (27)4.1.1 轧辊轴承的选择 (27)4.1.2 工作辊轴承寿命计算 (28)4.1.3 支承辊轴承寿命计算 (29)4.2 十字轴式万向联轴器的选择 (29)4.2.1 零件材质的确定及受力分析 (29)4.2.2 十字轴的校核 (32)4.2.3 轴叉校核 (33)5 机架参数计算及其校核 (39)5.1 机架结构参数选择 (39)5.2 机架的强度计算 (40)5.2.1 受力分析 (40)5.2.2 弯矩计算 (41)5.3 机架强度校核 (44)5.3.1 机架上横梁强度校核 (44)5.3.2 机架立柱校核 (46)6 润滑方式的选择 (46)6.1 润滑方式及作用 (46)6.2 油雾润滑 (47)6.3 热轧工艺润滑 (47)7 经济性和环保性分析 (48)7.1 设备环保性评价 (48)7.2 设备的经济性分析 (48)7.2.1 机械设备的可靠性 (48)7.2.2 设备的经济评价 (48)结论 (52)致谢 (53)参考文献 (54)1 绪论1.1 选题背景及目的轧钢同铸造一样是钢铁行业的主要组成部分,同样轧机是鞍钢的主要设备之一,鞍钢在1993年的改造性大修中新增了一架2350四辊可逆轧机,该机配置了自动化系统是S5-155V可编程控制器和辊缝仪,位移传感器,压力传感器,温度传感器等硬件,轧机采用先进的AGC控制技术,其装备水平及自动化程度在同类设备中处于领先地位,它从设计制造到热负荷试车历时仅13个月,创造中板轧机制造工期最短记录。
以前,常规中板生产线上,一般设置粗轧和精轧两台轧机,但是受中板车间厂房面积限制,生产线上只能摆放一台主轧机,这为轧机的设计提出了难题。
为满足用户提出的工艺要求,重机公司精心组织设计中坚力量,在消化吸收了国内外中板轧机的优点后,经过反复论证,并多次与用户交流,大胆进行改进,在结构尺寸受到严格限制的情况下,将粗轧相关功能融合到了精轧设备上,设计出了2350四辊可逆粗轧机,使此轧机同时满足了粗轧与精轧的功能要求。
1.2 中厚板轧机的发展概况1.2.1 我国中厚板轧机的发展与现状中厚板轧机在我国冶金行业中占有重要的位置,中厚板轧机的发展却走过了曲折而又漫长的里程,我国第一台中厚板轧机于1936年在鞍钢建成,属三辊劳特式,新中国成立以来,在苏联的帮助下先后建成了重钢2440mm中板,武钢2800mm中板等16套三辊劳特式轧机,产品规格厚度为8~80mm宽度为1.2~2.2米,长度按定倍尺生产,当时的常量不高,按每台产20万吨计算,我国在50-70年代初年产量中厚板最高只有300万吨左右。
进入70年代中期,各项建设对中厚板的要求增加,从而推动了我国冶金行业中厚板的生产迅速发展,1978年在舞阳钢厂建成我国第一套自行设计制造的4200mm厚板轧机。
首钢引进了国外3300mm二手宽板轧机,这两套轧机主要由于生产特殊钢板,进入80年代,又先后引进了十几套四辊单机架和四辊双机架的粗精轧机,截止2000年止,我国已有26套中厚板轧机,这26套轧机大多数都经过了不同程度的技术改造。
2000年,我国的中厚板产量突破了千万吨的大关。
年产量达1077.2万吨;2001年年产达1391.7万吨;2002年年产达1635.1万吨;2003年年产达1903.5万吨;2004年年产达2218.4万吨。
我国的第二个千万吨的大关的突破仅仅用了四年的时间,平均一每年300万吨的速度增长。
从四年在突破一个千万吨大关的实际速度可以看出;产量的增长主要是靠新上的中厚板轧机,包括2350中厚板轧机,其次是靠原有的轧制线技术革新改造和挖潜增产。
2000年以来,我国计划新上了18套中厚板轧机,而且产能和规格朝着高而大的方向发展,在这次建设高潮中,中厚板的发展势必将大大加速我国向科技强国迈进的步伐,为我国建设科技强国准备了可靠的位置基础。
在这18套扎集中,投产有10套,还有8套在建,其规格分布是3500mm单双机架有9台,如济钢、北台、首钢、天津钢厂、南岗、韶钢、唐山建龙等。
中厚板轧机的发展史已经经历了两个高潮,第一个高潮是在美国掀起;美国从二次世界大战结束后,反省了战争的经验教训,认识到必须建造一支更强大的海军舰队,造船业的发展推动了美国中厚板轧机的发展,突破千万吨大关时在1957年,第二个高潮是由日本掀起的。
日本在60~70年代,为了迅速发展经济,掀起了第二次中厚板的建设高潮,有了10年的实践,新建了17套中厚板轧机同时用了13年的时间,在58年突破了第一个千万吨的大关后,用了22年的实践,于1980年突破了第二个千万吨大关。
相比之下,我国仅用了四年的实践就突破了第二个千万吨大关,因此业内人士认为,中厚板轧机建设一再中国刚刚掀起,如果18台板材轧机全部投产,不出两年双千万吨大关就会轻易突破。
由于市场的需求量增大,第三次中厚板轧机建设高潮在政府宏观调控政策指引下稳步前进,必将为我国赶超日本和韩国,提供优质船板创造有利的保证,同时一定会带动我们国民经济的快速增长。
1.2.2 国外中厚板轧机的发展与现状美国在1805年左右,用二辊可逆轧机生产中板,轧辊是靠蒸汽机传动的。
1864年美国创建了世界上第一套三辊劳特式中板轧机,它不需要轧辊正反转而利用升降台进行来回轧制,当初盛行一时,推广于世界。
到1891年,美国钢铁公司霍姆斯特德厂,为了提高钢板厚度的精度,投产了世界上的第一套四辊可逆式厚板轧机。
1918年卢肯斯钢铁公司科茨维尔厂为了满足军舰用板的需要建成了一套5230mm四辊式轧机,这是世界上第一套5m以上的特宽的厚板轧机。
南厂在1931年还建成了世界上第一套连续式中厚板轧机,用于大量生产厚度为10mm左右的中板,满足了市场上对这类尺寸钢板的需要。
欧州国家中厚板生产也是比较早的。
1910年,捷克斯洛伐克投产了一套4500mm二辊式厚板轧机。
1940年,德国建成了一套5000mm四辊式厚度轧机,1937年,英国投产了一套3810mm中厚板轧机。
1939年,法国建成了一套4700mm四辊式厚板轧机。
1940年,意大利投产了一套4600mm二辊式厚板轧机。
1913年,西班牙建成了一套二辊式厚板轧机。
这些轧机都是用于生产机器和兵器用的钢板,多数是为了二次世界大战备战。
1941年日本钢公司室兰厂投产了一套5280四辊式厚板轧机,采用蒸汽机传动,主要是满足海军用钢板的需要。
20世纪50年代工业发达国家除完成大量技术改造工作之外,还新建成了一批4064mm 以下的低刚度轧机。