济钢1750m_3高炉新型无钟炉顶布料技术
《三缸式高炉无钟炉顶布料器的研究》范文

《三缸式高炉无钟炉顶布料器的研究》篇一一、引言高炉作为钢铁工业中的重要设备,其工作效能的优劣直接影响着生产效率和产品质量。
布料器作为高炉的关键组成部分,其性能的优劣直接关系到高炉的冶炼过程和炉内煤气的分布情况。
无钟炉顶布料器以其操作简单、布料的均匀性和高效性而得到广泛应用。
本篇论文以三缸式高炉无钟炉顶布料器为研究对象,旨在研究其工作原理、优化设计和实际应用,为提高高炉生产效率和经济效益提供理论支持。
二、三缸式高炉无钟炉顶布料器的工作原理三缸式高炉无钟炉顶布料器主要由布料缸、布料管道、控制阀等部分组成。
其工作原理是通过控制阀门的开闭,将原料按照一定的规律和顺序布入高炉内。
三缸式布料器具有三个独立的布料缸,可以分别控制不同种类的原料布入高炉,从而实现对高炉内原料的合理分配和高效利用。
三、无钟炉顶布料器的优化设计针对无钟炉顶布料器在实践应用中遇到的问题,本研究提出了一系列的优化设计。
首先,通过优化布料器的结构设计,使其更加符合高炉内原料的分布规律,从而提高布料的均匀性和效率。
其次,通过对控制阀门的优化设计,实现对原料布入的精确控制,确保原料在高炉内的均匀分布。
此外,我们还研究了不同原料的物理特性对布料器的影响,以更好地适应各种原料的布入需求。
四、实际应用及效果分析将优化后的三缸式无钟炉顶布料器应用于实际生产中,取得了显著的效果。
首先,布料的均匀性得到了显著提高,有效降低了高炉内的煤气消耗和能源浪费。
其次,通过对控制阀门的精确控制,实现了对原料的精确布入,提高了高炉的生产效率。
此外,优化设计还使得布料器更加耐用,降低了维护成本和停机时间。
在实际应用中,三缸式无钟炉顶布料器表现出了良好的稳定性和可靠性,为钢铁企业带来了显著的经济效益。
五、结论通过对三缸式高炉无钟炉顶布料器的研究,我们了解了其工作原理、优化设计和实际应用效果。
研究结果表明,优化设计后的无钟炉顶布料器具有布料的均匀性、高效性和稳定性等优点,能够有效地提高高炉的生产效率和经济效益。
无钟炉顶布料新理论

无钟炉顶布料新理论杜鹏宇1 程树森1 白延明2 高绪东3(1.北京科技大学冶金与生态学院,北京,100083,2.承德钢铁集团,河北承德,067002,3.兴澄钢铁有限公司,江苏江阴214432),摘要:高炉布料矩阵是根据炉料在料面的落点确定的,目前炉料落点的确定方法是选取单个颗粒炉料计算料流轨迹,由于布料过程是布料溜槽横截面不同位置上众多炉料颗粒同时下落到料面形成料流的集合,采用某个颗粒落点确定溜槽布料角度与高炉实际的布料过程不符。
单个颗粒落于等面积划分档位环间距的中间,并不能使炉料布满该档位,而是炉料分布于相邻档位区域,造成炉料分布的不确定性增加。
根据对国内某高炉开炉布料实测,对于同一批炉料,高炉布料过程实测与单个颗粒布料方程计算均表明:同一时刻不同炉料颗粒落点距离差可以达到0.4~0.7m 左右,究竟选择那一个颗粒的落点作为确定布料矩阵的溜槽角度会严重影响高炉布料的精确性。
因此,采用单个颗粒建立布料方程无法正确分析料流轨迹和落点。
本文在建立布料方程时,分析布料过程中不同颗粒的运动过程,提出以多颗粒料流轨迹集合为基准,以料流宽度来划分布料档位,确定高炉操作布料矩阵,提出料流宽度和档位划分的相协同的原则,以及料层厚度和料流宽度相一致的原则,避免料流宽度与布料档位宽度不一致造成的炉料分布误差。
关键字:布料矩阵,多颗粒,料流宽度,档位划分引言在高炉炉顶布料过程中,料流轨迹是由许多炉料颗粒同时下落的过程共同组成。
计算炉料轨迹和布料矩阵时,颗粒的选取是否与实际过程相符合成为建立布料方程的重要依据。
对于传统的单个颗粒布料方程计算方法,炉料颗粒的位置选择是否合理,以及计算颗粒是否具有代表性,都需要进一步讨论确认。
由于单个颗粒计算的落点无法确定实际布料过程中料流宽度方向的轨迹,等面积档位划分法仅考虑单个颗粒的落点,这与高炉实际布料过程产生严重差异,即使采用修正方法对落点进行修正,也无法准确得到炉料分布的状态。
济钢2号1750m3高炉34201043731263

济钢2号1750m3高炉炉缸侧壁温度异常升高的处理潘协田(济南钢铁股份有限公司)摘要对济钢2号1750m3高炉炉缸侧壁温度异常升高的原因及处理进行了总结分析。
认为冷却壁大量破损漏水、渣铁环流是导致炉缸侧擘温度升高的主要原因,通过采用炉缸灌浆、风口喂线与钒钛矿护炉、优化操作制度等一系列措施,取得明显成效。
关键词高炉炉缸冷却壁温度济钢2号1750m3高炉采用PW紧凑型串罐无料钟炉顶,3座卡鲁金顶燃式热风炉,微孔炭砖—陶瓷杯综合炉底、炉缸结构,密闭循环串联软水系统,设有2个铁口,铁口夹角成直角,24个风口。
2号高炉从2008年3月1日第二次中修以来,炉缸和炉底接触部位,位于标高8.095m 处G1点,温度从650℃升至2009年12月的1060℃。
下面重点对2号高炉炉缸侧壁温度异常升高的原因及处理进行总结分析。
1炉缸侧壁温度异常升高的原因1.1冷却壁大面积漏水的影响从2006年11月休风时发现炉体冷却壁破损比较严重,直到2007年11月1日中修停炉,冷却壁水管盲死和改工业水支管共计45根,占总数的31.3%。
其中,2段l号,4段140号,5段46、47号,共4根支管单通工业水;从炉缸到炉身整根通工业水的冷却壁水管号为2,3,10,14,30,34,38,39,40,51,58,62,72,74,75,91,94,95,98,99,111,114,118,119,122,123,134,135号,共28根;盲死水管号为12,49,55,76,110,121,125,127,136号,共9根;穿管水管号为15,32,54,133号,共4根。
由于准备不足,没有充分考虑到4段冷却壁母体大部分被侵蚀掉,而只是简单地对损坏的冷却壁水管进行了修复。
事实上,这次中修还发现4段有81根水管裸露,5段有48个丝堵漏水。
2008年3月1日,进行了第二次中修停炉。
这次中修对4段和8段冷却壁进行了整体更换,并对4段冷却壁的结构进行了改造,即减薄铸铁冷却壁母体厚度并增加铜冷却板,改为板壁结合的复合型冷却壁。
《2024年三缸式高炉无钟炉顶布料器的研究》范文
《三缸式高炉无钟炉顶布料器的研究》篇一一、引言随着钢铁工业的持续发展,高炉炼铁技术作为钢铁生产的关键环节,其效率和稳定性的提升变得尤为重要。
在众多高炉炼铁技术中,三缸式高炉因其高效的煤气-还原气体分布、优化的能源利用率和较高的热效率等优势,受到了广泛关注。
而其中,无钟炉顶布料器作为三缸式高炉的核心部件之一,对高炉炼铁过程的稳定性和效率起着决定性作用。
因此,对三缸式高炉无钟炉顶布料器的研究具有重要的理论和实践意义。
二、三缸式高炉无钟炉顶布料器的概述三缸式高炉无钟炉顶布料器是高炉炼铁过程中的关键设备,其作用是将原料均匀地分布在炉顶上,以实现煤气和还原气体的有效分布。
无钟炉顶布料器具有结构简单、操作方便、布料均匀等优点,能够有效地提高高炉的冶炼效率和稳定性。
三、三缸式高炉无钟炉顶布料器的结构与工作原理三缸式高炉无钟炉顶布料器主要由布料缸、布料管道、控制阀等部分组成。
布料缸内设有多个布料管道,通过控制阀的开启和关闭,实现原料的均匀分布。
其工作原理主要是通过控制阀的精确控制,将原料按照一定的规律和速度输送到布料缸内,然后通过布料管道将原料均匀地分布在炉顶上。
四、三缸式高炉无钟炉顶布料器的技术研究针对三缸式高炉无钟炉顶布料器,目前的研究主要集中在以下几个方面:一是优化布料器的结构,以提高布料的均匀性和效率;二是研究控制阀的精确控制技术,以实现原料的精确分布;三是研究布料器的自动化控制技术,以提高高炉炼铁的自动化程度。
此外,针对不同原料和冶炼条件,还需要进行大量的实验研究,以找到最佳的布料策略和操作参数。
五、实验研究及结果分析为了研究三缸式高炉无钟炉顶布料器的性能和优化策略,我们进行了大量的实验研究。
通过改变控制阀的开启时间和速度、调整布料管道的数量和布局等方式,我们发现,通过优化布料器的结构和控制策略,可以显著提高布料的均匀性和效率。
同时,我们还研究了不同原料和冶炼条件下,最佳的控制阀开启时间和速度等参数,为实际生产提供了重要的参考依据。
高炉无钟炉顶装料工艺技术要求
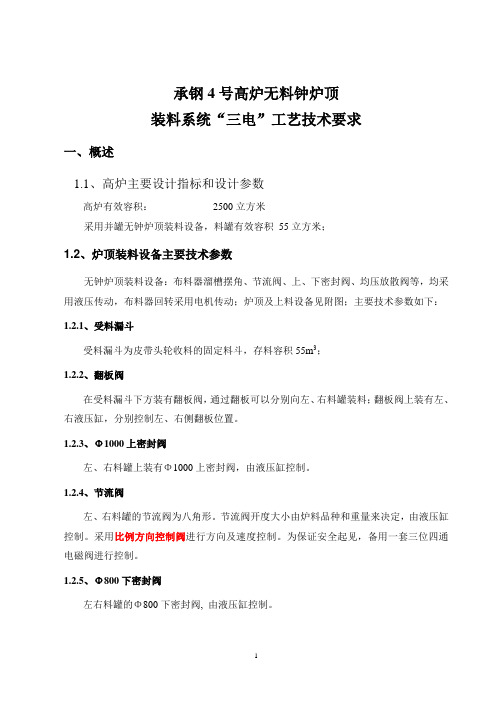
承钢4号高炉无料钟炉顶装料系统“三电”工艺技术要求一、概述1.1、高炉主要设计指标和设计参数高炉有效容积:2500立方米采用并罐无钟炉顶装料设备,料罐有效容积55立方米;1.2、炉顶装料设备主要技术参数无钟炉顶装料设备:布料器溜槽摆角、节流阀、上、下密封阀、均压放散阀等,均采用液压传动,布料器回转采用电机传动;炉顶及上料设备见附图;主要技术参数如下:1.2.1、受料漏斗受料漏斗为皮带头轮收料的固定料斗,存料容积55m3;1.2.2、翻板阀在受料漏斗下方装有翻板阀,通过翻板可以分别向左、右料罐装料;翻板阀上装有左、右液压缸,分别控制左、右侧翻板位置。
1.2.3、Φ1000上密封阀左、右料罐上装有Φ1000上密封阀,由液压缸控制。
1.2.4、节流阀左、右料罐的节流阀为八角形。
节流阀开度大小由炉料品种和重量来决定,由液压缸控制。
采用比例方向控制阀进行方向及速度控制。
为保证安全起见,备用一套三位四通电磁阀进行控制。
1.2.5、Φ800下密封阀左右料罐的Φ800下密封阀, 由液压缸控制。
1.2.6、Φ400一次均压阀左右料罐均压采用半净化煤气,通过Φ400均压阀进行一次均压,由液压缸控制。
1.2.7、Φ250二次均压阀和调节阀左右料罐二均采用氮气通过Φ250二次均压阀和调节阀实现,二均阀由液压缸控制。
1.2.8、Φ400放散阀左右料罐采用Φ400均压放散阀进行放散,由液压缸控制。
1.2.9、布料器①布料器溜槽旋转a、旋转速度8rpm,每圈7.5秒。
b、可以正反方向旋转。
②溜槽摆动a、摆角速度:正常要求1.6度/秒;b、工作角度:α=10~450c、最大摆动角度:α=450③传动系统a、布料器回转由一台7.5KW电机(自带减速机)拖动布料器旋转,布料器上方有两套可供布料器旋转的接手。
正常情况下一套接手与减速机电机连接,另一套架空备用。
正常情况下布料器为常转工作制。
b、布料器摆角传动布料器摆角采用三个直线油缸传动。
《三缸式高炉无钟炉顶布料器的研究》范文

《三缸式高炉无钟炉顶布料器的研究》篇一一、引言随着钢铁工业的持续发展,高炉炼铁技术不断取得新的突破。
三缸式高炉无钟炉顶布料器作为高炉炼铁过程中的关键设备,其性能的优劣直接影响到高炉的生产效率和产品质量。
因此,对三缸式高炉无钟炉顶布料器的研究具有重要的理论和实践意义。
本文将针对三缸式高炉无钟炉顶布料器的结构、工作原理及性能进行研究,以期为相关领域的研发和应用提供理论依据和技术支持。
二、三缸式高炉无钟炉顶布料器的结构与工作原理1. 结构三缸式高炉无钟炉顶布料器主要由布料缸、传动装置、密封装置等组成。
其中,布料缸是核心部件,其内部结构对布料的均匀性和稳定性起着决定性作用。
传动装置负责驱动布料缸进行旋转和升降运动,以保证布料过程的连续性和稳定性。
密封装置则用于保证高炉的密封性能,防止气体泄漏和热量散失。
2. 工作原理三缸式高炉无钟炉顶布料器的工作原理主要是通过传动装置驱动布料缸进行旋转和升降运动,将炉料均匀地布设在炉顶上。
在布料过程中,布料缸内的炉料经过一系列的输送和分布,最终达到高炉内部。
由于三缸式布料器的特殊性,其布料的均匀性和稳定性相较于传统布料器有所提高,有利于提高高炉的生产效率和产品质量。
三、三缸式高炉无钟炉顶布料器的性能研究1. 布料均匀性布料均匀性是评价三缸式高炉无钟炉顶布料器性能的重要指标。
通过对布料器的结构进行优化,可以改善布料的均匀性,使炉料在高炉内部分布更加合理。
这有利于提高高炉的生产效率和产品质量,降低能耗和污染物排放。
2. 布料稳定性布料稳定性是保证高炉生产过程连续性和稳定性的关键因素。
三缸式高炉无钟炉顶布料器通过传动装置和密封装置的配合,实现了布料的连续性和稳定性。
在布料过程中,布料缸的旋转和升降运动保持一定的规律和速度,保证了布料的均匀性和稳定性。
同时,密封装置的有效性能保证了高炉的密封性能,防止了气体泄漏和热量散失。
3. 能耗与环保性能三缸式高炉无钟炉顶布料器的能耗和环保性能也是评价其性能的重要指标。
无钟炉顶高炉“漏斗形”料面建立与维护方法的探讨

无钟炉顶高炉“漏斗形”料面建立与维护方法的探讨作者:高新运浏览次数:8济南钢铁股份有限公司炼铁厂摘要:高炉解剖研究成果表明,软熔带一般是倒“V”形,软熔带中的“焦窗”起“透气”作用。
“平坦形”和“馒头形”料面均影响高炉透气性,不利于高炉顺行,分析溜槽布料与料面形状的关系也表明“漏斗形”料面是炉况稳定的合理料面。
并提出通过使用附加焦或正常料焦批等建立与维护“漏斗形”料面的简易方法。
关键字:高炉;无钟炉顶;软熔带;料面形状;漏斗形料面1引言现代高炉诞生伊始,就选择了用料钟布料,由于料钟布料其炉料是沿料钟边沿下落的,因此,料钟布料能够使炉料在炉喉圆周方向分布比较均匀,从而使料面形成“漏斗形”,这一特点正好与高炉的需求相吻合。
因为高炉是一个圆筒形竖炉,风口布置在高炉圆周方向,因此,高炉圆周方向靠近炉墙的边沿区域比中心区域下料快,这就致使炉料在下降过程中其料层逐渐平坦。
这一点在上世纪70年代初,日本通过解剖高炉得到证实。
随着高炉炉容的大型化,炉喉直径和料钟直径也需要扩大,这不仅增加了料钟的制作难度,也出现了炉料不能达到高炉中心的现象。
为解决这一问题,人们首先在有料钟的基础上开发了炉喉导料板,用炉喉导料板把部分炉料推向高炉“中心”。
同时荷兰的PW公司开发了带布料溜槽的无钟炉顶系统,目前该无钟炉顶已经在高炉上全面推广应用。
虽然无钟炉顶能够把炉料分布在炉喉的任何部位,但是到目前为止,就料面保持什么样的状态还没有一个统一的说法。
目前对于无钟炉顶高炉如何保持合理料面形状问题已经逐渐引起高炉炼铁界的重视。
需要先利用前人关于高炉解剖的研究成果,对料面形状及其对软熔带的影响进行分析,首先实现认识上的统一,然后再有针对性地采用措施,以便建立起一套无钟炉顶合理料面维护方法,以此提高高炉自身稳定程度。
2高炉内现象的解释分析通过解剖高炉发现,“漏斗形”料面的料柱中矿、焦是分层分布的(这与采用矿、焦分装的装料制度有关,现在的大多数无钟炉顶高炉均是采用矿、焦分装的装料制度),从料柱纵剖面上看,起初矿层、焦层是向中心倾斜的,即初始料面为“漏斗形”,由于高炉风口布置在圆周方向,大部分焦炭在风口前燃烧,因此,边沿比中心下料快,这样料柱中的矿、焦层就逐渐平坦,当达到软容带时基本处于水平状态。
济钢1 750 m3高炉无料钟炉顶布料技术的改进

济钢1 750 m3高炉无料钟炉顶布料技术的改进发布时间:2011-01-10 浏览次数:320文字颜色: 字号:TTT 视力保护:潘协田李传辉(济南钢铁集团总公司)摘要通过对济钢1750m3高炉炉况失常处理时上部装料制度调整过程的总结分析,认为采取大角度、大角差、大矿批和中心加焦的布料模式,有利于改善高炉顺行。
关键词高炉无料钟炉顶布料l 问题的提出济钢l 号1750m3高炉从2003年9月投产到现在已有5年的时间,期间2号和3号1750m3高炉分别于2005年4月和9月投产。
3座1750m3高炉投产以来,每年都有l 座或2座高炉炉况失常,每次炉况失常都严藿打乱了公司的正常生产秩序,损失非常惨重(见表1) 。
应该说每次炉况失常都有其外在和内在的原因,在处理炉况失常的过程中,比较有效的手段就是上部布料制度的调整。
2007年以前,每次处理的主要思路就是开放中心气流,并适当疏导边缘气流,追求两道气流。
但每次处理的时间都比较长。
从2007年开始,焦炭质量逐渐变差,高炉的频繁波动,使我们不断反思传统的上部调剂思路町能存在问题。
2007年9—10月,l 号1750m3高炉发生了较为严重的失常,在恢复炉况的过程中上部装料制度的调整主要分四个阶段。
第一阶段调整的思路为适当疏导边缘气流,矩阵整体缩小角度。
布料矩阵由调整为,阶段性取得好的效果,风量有所恢复,但边缘气流出现周期性波动,炉身静压波动频繁,塌料较多。
第二阶段思路为继续疏导边缘气流,布料矩阵由矿焦错挡向矿焦同挡探索,矩阵调整为,甚至将矿矩阵变为。
但炉况没有往好的方向发展,主要表现为炉体温度周期性波动,水温差波动幅度较大,经常在2—3个小时内由4℃瞬间上升到7℃以上,炉体温度波动的过程经常伴随风压急爬、悬料等事故发生。
第三阶段的思路是认为“炉体温度不稳定是由于边缘气流抑制的小够”为指导的。
上部装料制度调整矿焦错挡,调整矩阵为CO 。
高炉仍然表现为气流不稳定,于是进一步抑制边缘气流,将矿边缘角度增加,矿边缘环数增加,焦边缘环数减少,将矩阵调整为。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第20卷第12期 2010年12月中国冶金China M etallurg yV ol.20,N o.12December 2010济钢1750m 3高炉新型无钟炉顶布料技术法泉营, 李传辉, 陈 丽(济南钢铁股份有限公司第二炼铁厂,山东济南250101)摘 要:在不断摸索实践基础上开发出了以 大角度、大角差、大矿批、中心加焦 为核心的新型无钟炉顶布料技术。
通过实施该技术,可提高炉况的稳定性,增强高炉抵抗原燃料波动的能力,稳定高炉气流分布,活跃炉缸工作状态,使高炉的各项经济技术指标明显改善。
关键词:高炉;无钟炉顶;布料技术中图分类号:T F 777 文献标志码:A 文章编号:1006 9356(2010)12 0024 05New Burden Distribution Technical on Bell Less Top in1750m 3BF of JisteelFA Q uan ying, LI Chuan hui, CH EN Li(N o.2Ir on M ill o f Ji !nan I ron and Steel Co.,Ltd.,Ji !nan 250101,Shandong,China)Abstract:Based on continual pr act ice and ex plor ation,the new burden distributio n techno lo gy ,of which the cor e technique is lar ge ang le,larg e ang le difference,larg e batch and cent ral coke char ging ,was dev eloped.As a r esult o f implement ing these measures,the stability of the BF w as boosted,the fluctuation o rig ined fr om bur den mater ial w as decreased,the centr al gas flo w of the BF w as stabilized,the hearth act ive was kept o n,better technical and econom ic indexes o f the BF w ere r ealized.Key words:blast fur nace;bell less to p;burden distr ibut ion作者简介:法泉营(1969∀),男,大学本科,工程师; E mail :yueming289@sin ; 收稿日期:2010 07 151 济钢1750m 3高炉简介济钢二炼铁共有3座高炉,有效容积均为1750m 3,24个风口,2个铁口一侧布置。
采用了烧结矿分级入炉、联合软水密闭循环、砖壁合一薄衬内型、铜冷却壁、无料钟炉顶、卡鲁金顶燃式热风炉、TRT 余压发电等先进技术,自2003年9月,1号1750m 3高炉投产以来,随着对大高炉运行规律的逐渐掌握,操作技术的不断进步,高炉的顺行指数逐年改善,经济技术指标不断提高。
2 技术开发背景济钢1750m 3高炉采用无钟炉顶布料技术,此技术相对钟式炉顶有着布料灵活、降低布料偏析影响、实现高压操作等诸多优点,但对济钢这样一个所有上部调剂理念都是建立在钟式炉顶布料基础上的技术队伍来讲,吸收消化此项技术需要一个过程。
开炉以来,1750m 3高炉工作者一直在分析、研究、探索无钟炉顶的布料规律,通过5年的不断摸索,布料矩阵不断优化。
3 问题分析2007年下半年开始,由于煤炭市场供应紧张,焦炭质量发生了明显的下滑(2007-2008年焦炭M 10变化见图1),二炼铁厂3座1750m 3高炉逐渐表现出不适应,突出表现为气流难于控制,悬料次数增加,风量萎缩,渣皮脱落频繁,炉温难于控制等。
2007年8-12月,1号、2号2座1750m3高炉相继失常,1号1750m 3高炉11月被迫停炉项修,对公司生产系统造成了巨大的冲击。
为解决焦炭质量变差造成高炉运行不稳定的突出矛盾,必须优化高炉的各项操作制度来扭转这种被动局面,而建立一种新的上部布料制度改善高炉煤气流分布迫在眉睫。
高炉气流的不稳定说明现有的装料制度明显不适应目前焦炭质量的变化,所以必须寻找一种新的布料制度来解决这个突出的矛盾,需要从以下几个方面进行分析研究。
第12期法泉营等:济钢1750m 3高炉新型无钟炉顶布料技术图1 2007年1月-2008年9月6、7号焦炭M10变化趋势图Fig.1 Trend of M 10of No.6and No.7coke from Jan.,2007to Sep.,20083.1 中心气流不足且不稳定从2007年8月开始,3座1750m 3高炉明显表现出中心气流不足的现象,中心气流是否强劲主要从炉顶摄像和十字测温来评价,强劲的中心气流应该是从炉顶摄像来看,中心气流范围窄而且气流上升的速度比较快,但从8月开始3座高炉却出现了中心气流肥大和劲头不足的情况,正常的中心气流应该保证十字测温中心点的温度在500~600#,且波动范围在100#以内,但从8月开始十字测温平均温度仅能维持在400~500#,下降了100#,而且波动范围比较大,在200#左右,中心气流不足,使得高炉排碱能力大幅度下降,低于ZnO 的蒸发温度450#,造成碱金属在炉内循环富集,破坏正常操作炉型。
3.2 边缘气流不稳定从2007年8月开始,3座高炉普遍出现炉型难于维持的现象,突出表现在水温差偏高,炉体温度不稳定,渣皮脱落比较频繁,高炉的排碱能力较差,休风时从风口里能够淌出液态锌(见图2),由于碱金属在风口富集,造成风口区组合砖异常膨胀,使中套变形(见图3)、角度上翘,破坏了初始气流的分布。
渣皮的频繁脱落,使高炉频繁出现大的炉凉,由此进一步恶化了炉缸的工作状况。
一系列的连锁反应,打乱了高炉煤气流的正常分布,使得边缘气流始终处于一种不稳定的状态。
图2 风口淌出来的液态锌Fig.2 Liquid zinc run of f through tuyere图3 变形的中套Fig.3 Deformed middle sheath3.3 煤气利用较低由于边缘气流不稳定,造成边缘频繁出现管道行程,甚至出现爆震现象,中心不开、边缘不稳直接造成高炉的煤气利用比较差,仅有45%左右,煤气利用低使得高炉不得不牺牲大量的焦比来维持铁水温度在1500#以上,造成铁水中的w [Si]非常高,在0 6%以上。
焦比的居高不下,使得高炉始终处于超成本的尴尬局面。
鉴于以上3点分析,济钢1750m 3高炉有必要开发一种新型无钟炉顶布料技术来适应高炉自身及原燃料条件发生的变化。
新型无钟炉顶布料技术的理论依据是平台漏斗理论。
该技术在炉喉料面建立边缘平台、中间环带和中心焦堆3个区域,边缘平台宽度在1 2~1 5m,中间环带是指平台末端至中心漏斗的连接斜坡,倾角不大于17∃,否则平台末端炉料频繁向中心滑落,造成料面不稳定,中心焦堆是煤气流的主要通道,其高度一般比边缘平台低1 5m 左右。
改进前无中心加焦料面形状见图4,改进后新型无钟炉顶布料技术的料面形状见图5。
4 新型无钟炉顶布料技术的实施该技术的实施分为5个阶段。
4.1 中心加焦与整体向外平移矿焦角度相结合中心加焦、大角度、大角差、大矿批 为核心的新型无钟炉顶布料技术,由中心加焦、大角度、大角25中国冶金第20卷差、大矿批4个子技术组成,其内部存在着一定的逻辑关系。
此技术的开发与应用首先是基于解决因焦炭质量的下滑造成炉况波动这个突出的矛盾,焦炭质量变差使得高炉中心气流不畅,解决中心气流不畅通成为技术的首要突破点。
从1月开始,率先在2号1750m3高炉将27∃焦炭内推至17∃,炉况明显有所改善,从十字测温看,中心温度由400#上升到500#,中心气流明显比以前显得强劲,但从炉顶成像来看,中心区域气流还是比较肥大不集中,针对此问题,分析认为中心加焦角度在17∃时焦炭仍然碰撞到溜槽,焦炭碰撞溜槽后在下落的过程中继续碰撞4根十字测温杆,使得焦炭在中心分布显得不集中,不能形成一个明显的中心堆包,无矿区不是十分明显。
于是将中心加焦角度由17∃缩小到14∃,很好地解决了这个问题。
17∃中心加焦与14∃中心加焦效果示意图见图6。
将中心加焦的角度内推到14∃以后,由于溜槽在由31∃向14∃倾动的过程中走的距离比较长,部分焦炭布在了31∃到14∃中间的区域,而真正到达中心的焦量只有总焦量的10%左右,10%的焦炭不足以支撑形成中心堆包形成无矿区的技术理念,于是将中心的焦炭圈数由3圈逐渐增加到4 5~5圈,使真(a)17∃中心加焦料流轨迹示意图;(b)14∃中心加焦料流轨迹示意图。
图6 中心加焦角度17∃与14∃料流轨迹对比Fig.6 C omparison of burden f low trajectory betw een17∃and14∃in chute angle under central coke charging正布到14∃位置的中心焦比例达到15%。
4.2 扩大每个挡位的角差实施中心加焦后,由于边缘焦量大幅度减少,使得焦炭不足以在边缘形成一个稳固的平台,造成料面不稳定,探尺工作存在 滑尺的现象,为彻底解决这个问题,从1月13日开始,将矿石最外环角度增加了2∃,最内环角度增加0 7∃,角差由9 3∃扩大到10 6∃,探尺 滑尺的现象明显减少,高炉下料状况明显改善,1月18日将矿石最外环角度增加了1∃,最内环角度减少了0 4∃,角差由10 6∃扩大到12∃,探尺 滑尺的现象基本消除,高炉表现为下料均匀稳定,改进前后的料面形状见图7。
自此大角度、大角差技术思路得以实现。
(a)小角度、小角差料面形状; (b)大角度、大角差料面形状。
图7 小角度、小角差与大角度、大角差料面形状对比F ig.7 Burden surface pro file betw een large angle and large ang le difference and small angle and sma ll angle difference26第12期法泉营等:济钢1750m3高炉新型无钟炉顶布料技术4.3 扩大矿批随着中心加焦、大角度、大角差技术方案的实现,在炉况的日常运行中发现,尽管炉况的稳定性非常好,但消耗比较高,燃料比维持在545~555kg/t 之间,这与2007年1-6月国内同类型先进高炉的差距是比较大的,冷静分析认为采取了中心加焦技术后,建立了中心无矿区由于矿石和焦炭的接触面减少,使得煤气在上升的过程中与矿石发生间接反应率降低,使得大量的煤气没有充分利用白白浪费掉。