转炉用低硅铁脱氧合金化的实验
转炉炼钢脱氧工艺分析

转炉炼钢脱氧工艺分析发布时间:2021-05-19T09:05:28.921Z 来源:《中国科技人才》2021年第8期作者:李涛[导读] 转炉根据炉衬耐火材料的性质可分为酸性转炉和碱性转炉两种;根据气体吹入炉内的部位,可分为底吹、顶吹、侧吹和顶底复合吹炼转炉;按气体种类可分为空气转炉和氧气转炉。
石横特钢集团有限公司山东省肥城市 271600摘要:随着社会经济发展的转型,钢铁行业也需要实现创新,引入一些新工艺,控制产品的生产成本,促进产品质量的本质提高。
从转炉炼钢的角度来看,脱氧技术一直存在问题。
因此,如果想真正实现整体优化的过程中,应该采取有效的钢液脱氧处理措施, 让炼钢成本中的脱氧成本得到全面控制,确保钢铁产品的质量不断提高,在对相关企业的发展创造有利条件。
关键词:转炉;炼钢脱氧工艺;沉淀脱氧1、炼钢转炉的主要类型和冶炼工艺转炉根据炉衬耐火材料的性质可分为酸性转炉和碱性转炉两种;根据气体吹入炉内的部位,可分为底吹、顶吹、侧吹和顶底复合吹炼转炉;按气体种类可分为空气转炉和氧气转炉。
碱性氧气顶吹和顶底复吹转炉由于其生产速度快、产量大,单炉产量高、成本低、投资少,成为使用最普遍的炼钢设备。
转炉主要用于生产碳钢、合金钢等。
转炉炼钢是以铁水、废钢、铁合金为主要原料,加入少量生石灰,鼓入空气或氧气,使硅、锰、磷、硫、碳等杂质氧化,在氧化过程中放出大量的热量(含1%的硅可使生铁的温度升高200℃),使炉内达到足够高的温度(不需借助外加能源),靠铁水本身的物理热和铁水组分间化学反应产生热量而在转炉中完成炼钢过程。
2、转炉炼钢脱氧工艺问题和氧的产生和危害钢液中的氧通常以非金属夹杂物或溶解氧的形式出现。
在炼钢和吹氧过程中可能会出现氧。
但是,无论用哪种方法来扩大炼钢,这种方法都可以用来去除钢中的其他材料,物质会被分解,特别是在锰、硅、磷和碳的加工过程中。
基本上,氧气会被使用,与氧气发生化学反应,导致其他物质与氧气融合形成新的物质,同时分解其他物质。
炼钢转炉冶炼低碳钢脱氧合金化工艺优化
炼钢转炉冶炼低碳钢脱氧合金化工艺优化随着工业技术的发展和市场需求的变化,钢铁行业对于低碳钢的需求越来越高。
低碳钢具有良好的可加工性、韧性和焊接性能,广泛应用于汽车、船舶、建筑等领域。
而炼钢转炉是生产低碳钢的重要工艺设备,其冶炼过程中的脱氧合金化工艺直接影响着低碳钢的质量和性能。
本文将对炼钢转炉冶炼低碳钢脱氧合金化工艺进行优化提升。
一、传统工艺存在的问题传统的炼钢转炉冶炼低碳钢脱氧合金化工艺存在一些问题,主要包括:1. 脱氧材料不足:传统工艺中常用的脱氧剂是硅铁,其存在着脱氧效果不佳、回收利用难等问题,无法满足低碳钢的脱氧需求。
2. 钢水中氧含量高:传统炼钢转炉工艺在钢水中脱氧不彻底,导致钢水中氧含量仍然较高,降低低碳钢的质量。
3. 合金元素添加不均匀:为了满足低碳钢的性能需求,需要添加合金元素,但传统工艺中合金元素的添加存在不均匀的问题,造成低碳钢性能的不稳定。
二、工艺优化方案针对传统工艺存在的问题,我们可以采取以下工艺优化方案:1. 优化脱氧剂的选择:传统的硅铁脱氧剂可以通过其他脱氧剂进行替代,例如铝、锰等。
这些脱氧剂具有良好的脱氧效果和易回收利用的特点,可以提高低碳钢的质量。
2. 加强脱氧过程控制:通过提高脱氧剂的加入量和延长脱氧时间,确保炉料中的氧含量完全脱氧。
可以采用自动控制系统,实时监测钢水中氧含量,调整脱氧剂的加入量,实现钢水的有效脱氧。
3. 合金元素均匀添加:采用先进的合金元素添加技术,确保合金元素的均匀分布。
可以利用真空脱气设备将合金元素均匀加入钢水中,或者采用复合脱氧剂,使脱氧剂和合金元素同时添加,提高低碳钢的合金化效果。
4. 优化工艺参数:通过对炉温、转炉容量、吹氧时间等工艺参数的优化调整,提高低碳钢的冶炼效果。
可以利用计算机模拟技术对工艺参数进行优化设计,以实现低碳钢冶炼过程的最佳效果。
三、优化方案的效果及推广通过实施上述工艺优化方案,可以显著提高炼钢转炉冶炼低碳钢脱氧合金化的效果,进一步提升低碳钢的质量和性能。
转炉炼钢脱氧工艺的优化方法分析

12Metallurgical smelting冶金冶炼转炉炼钢脱氧工艺的优化方法分析牟贝成(天津荣程联合钢铁有限公司,天津 300350)摘 要:在炼钢过程中,转炉炼钢脱氧方式应用越来越多样化,而且钢液脱氧效果控制同样也是炼钢过程的重要内容,能够确保整个钢产品质量不受影响。
本文根据以往工作经验,对转炉炼钢脱氧工艺内容进行总结,并从沉淀脱氧工艺优化、脱氧方式的优化、脱氧工艺优化前后效果对比三方面,论述了转炉炼钢脱氧工艺的优化方法分析,希望对相关工作能够起到一定的帮助作用。
关键词:转炉;炼钢脱氧工艺;沉淀脱氧中图分类号:TF713.5 文献标识码:A 文章编号:11-5004(2020)23-0012-2 收稿日期:2020-12作者简介:牟贝成,生于1984年,男,汉组,山东省潍坊市人,助理工程师,本科,研究方向:钢水冶炼、浇注及钢坯轧制。
随着社会经济发展形式的转变,钢铁行业同样也需要实现创新,引进一些新的工艺,控制好产品的生产成本,促使产品质量得到本质性提升。
站在转炉炼钢角度来说,脱氧工艺领域之中一直存在问题,所以说,想要真正实现工艺的全面优化,应采用高效的钢液脱氧处理措施,让炼钢成本中的脱氧成本得到全面控制,确保钢产品质量稳步上升,为相关企业发展创造有利条件。
1 转炉炼钢脱氧工艺实际转炉炼钢过程中,能够实现生铁中碳元素的部分氧化,最终形成化学和物理性质较高的钢,进而完成整个冶炼过程。
反观炼钢液,内部氧气的存在形式为溶解氧以及非金属杂物形式,主要产生自吹氧炼钢和原料等环节之中。
想要将钢中的硫和磷等元素控制到钢种所需的目标值,则需要大量的氧气或者主要通过氧化反应,因此,氧化反应的产生显得十分重要,人们可以通过氧化合物出现,将更多的杂质析出。
但同时钢液中的含氧量也会迅速提升,相关工作人员需要进行脱氧处理,即使这样在晶界附近,还是会析出氧化亚铁,这对于连铸坯凝固组织结构及稳定性极为不利。
如果无法实现全面的脱氧处理,容易导致钢塑性大幅下降,甚至还会出现热脆情况,致使钢铁出现氧化现象,进而在钢铁之中混入氧化物,降低钢产品的力学性能。
转炉炼钢脱氧和硅锰成分控制的研究
表4硅、锰元素收得牢
Tal)le 4 Yield rallo of Si,Mn
蟛
脱氧制度和成分控制的新设计
基于以I:的分析.对脱氧和成晶含量的控制提 出一种新的设想和确定日标值。
出钢过程中,当出钢量达I 5%~20%时加入 硅铁,然后再加入铝饼,让硅铁充分熔化和脱氧。
出钢量达80%~90,;再加入锰铁。锰铁的密 度为7.2 g/cm。,熔点为l 250~l 300℃t钢水密度 为7.0 g/cm’,温度在1 600(:以上;渣f密度为2.2 ~2.8 g/cm3。锰铁能很快穿过渣层进入钢水中,在 钢水中下沉、吸热、熔化和扩散。锰铁的密度略大于 钢水.在钢水巾的沉降速度不会很快,加上钢水的搅 动和对流作』H,在锰铁到达钢包底之前能先全熔化。 另外还nr以控制锰铁的块度。使之在较短的时间内 熔|匕完毕。
shortcomings.Especially,for SONIC lOW alloy steel,then Mn often goes beyond contr01.By changing the addition order into the following one Si—Fe,the AI,then Mn—Fe,which is
本文链接:/Conference_300153.aspx
第34卷增刊 1 9 9}年l 0月
钢铁
JR()N AND STEEL
V01.34.Suppl. 0ctober.1999
转炉炼钢脱氧和硅锰成分控制的研究
刘文辉
(韶关钢铁集团有限公司)
摘要转炉炼钢的t要钢种为普碳钢和低台金钢,传统的脱氧方法是先加入锰铁,再加入硅铁,最后加入铝 或者硅铝钡等。这利r先弱后强的fJu入方法,存在很大的不足,特别是含锰较高的低合金钢,常出现锰含量出 格。改为先加入硅铁.再加入铝.最后加入锰铁,锰只作为纯合金元素加入钢中,在热力学和反应动力学上是 口r行的,经济上合算。r艺上容易作副,并且减少废品和回炉。 关键词脱氧台金化收得牢
低硅钢综合脱氧工艺实践
A1 含 量 较 高 , 水 的 流 动 性 较 差 。 2 03 钢 表 1 试 炼低 硅 钢 的 有 关数 据
1 低 硅 钢 钢水 脱 氧 试 验
1 1 脱 氧 工 艺
低 硅 钢 中 硅 小 于 0. % , 产 工 艺 为 : 卜 1 生 EA
IH CM 。
为保证低硅 , 不应使用 高硅脱 氧剂 , 宜用 纯铝 、 铝合 金 、 硅 或低 硅合 金脱 氧 , 无 同时 为保证 连铸 钢 水 良好 的流动性 , 应对 钢水进行 钙处理 。从低成 本 角度 考 虑 , 采用 硅 钙线进 行 钙处 理 , 喂线 后钢 中 但 的硅含 量会 增加 。 以喂 线 量要 适 中。试 生产 时 , 所
0.1 % ~ 0 0 5 , F 终 点 喂 适 量 硅 钙 线 对 00 .2 %) L
在钢 中氧含 量高时用非 铝脱 氧 , 终脱 氧用 铝。具体 方案为 : A E F放 钢 时用 适 量 硅 、 、 钙 钡类 合 金 预脱
氧 , 之生成 s 2C O和 B O而不增硅 ; L 位 使 i 、a o a 在 F 增碳 , 加 电石造好 精炼 渣强 化脱 氧 , 期加 铝锰 并 后 铁 , 制酸溶铝在 0 0 2 控 .1 %以下 , 在精炼终点 喂硅钙
注: 炉钢 水 量 9 ~10 , 钙线直 径 1 m n 每 5 0 t硅 6 r。
2 改进 脱 氧 制度
根据钢 水脱氧试验情 况 , 我们把脱 氧方式调整
为 铝 脱 氧 和非 铝脱 氧相 结 合 的综 合 脱 氧 新 工 艺 , 即
我们采 用的脱氧方案 为 : A  ̄ E F内用铝锰铁 和铝粉脱 氧, L 在 F位 用 铝 饼 调 节 酸 溶 铝 含 量 ( 制 范 围 控
转炉出钢硅铁预脱氧工艺生产实践
预脱氧工艺试验 , 以达到降低花纹板钢脱氧成本的
纹板钢种成分见表 1 。
%
表 1 花 纹板钢 的化学 成分 ( w B )
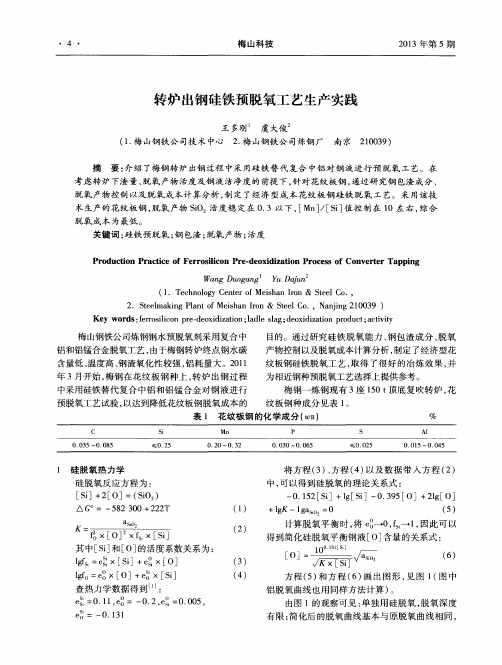
1 硅脱 氧 热 力学
将方 程 ( 3 ) 、 方程 ( 4) 以及 数 据 带 入 方 程 ( 2 )
硅 脱氧 反 应方程 为 :
中, 可 以得到 硅脱 氧 的理论 关 系式 :
查热 力学 数据 得 到 ¨ J :
e =0.1 1, e 0 = 一0 2, o e 0 s i = 0. 0 0 5,
.
Hale Waihona Puke ( 3 ) ( 4 ) [ O]=
A x L l J
s o
( 6 )
方程( 5 ) 和方程 ( 6 ) 画出图形 , 见图 1 ( 图 中 铝脱 氧 曲线 也用 同样 方 法计 算 ) 。
,一
・5 ・
( [ O] 出一[ O] 平× 8 . 7 5+1 0×[ S i ] )
.
.
0 75 ×0. 7 8
.
6. 5+
×1 6 . 1
8
金
( 7)
式( 7 ) 中: [ 0] 出 为 转炉 出钢 氧 含量 ; [ 0] 平 为 吹氩
站进 站氧 含量 ; 0 . 0 3为 钢 液 铝 百 分 含 量 ; [ s i ] 为
钢液 硅百 分含 量 。
式( 7 )中 , 当转炉 出钢氧 含量 [ 0 为 已知 量, 吹氩站 铝线 收得 率 与 钢 液 氧含 量 、 钢液 温
由 图 1的观 察可 见 : 单独 用硅 脱 氧 , 脱 氧 深度 有限 ; 简化 后 的脱 氧 曲线 基本 与 原脱 氧 曲线相 同 ,
龙钢转炉用硅锰和碳化硅脱氧合金化试验
本一致。
5.1 关于合金收得率由表3可知,新旧工艺相比,ηMn提高了0.70%~8.27%,ηSi基本接近,ηC有所下降。
这是由于使用了SiMn复合合金后,极大地改善了脱氧的热力学条件,同时使脱氧产物的形核、长大和排除都具有比较有利的动力学条件。
使SiMn中Mn和Si的收得率均有不同程度的提高。
这一点与复合合金剂对钢中[O]的影响也是一致的(见图1)。
图1 复合合金剂对钢中[O]的影响另外,硅锰合金中硅元素比锰元素的还原性强,会优先氧化,从而降低了钢中氧位,改善了锰元素的合金化条件,提高了ηMn。
加之由于使用了SiC粉,因其与氧的亲和力大于硅铁与氧的亲和力(见图2),其脱氧反应剧烈,导致消耗于脱氧的SiMn相对减少,也相应提高了SiMn合金中Mn和Si的收得率。
图2 脱氧反应标准自由能变化与温度关系图SiC(s)+3(FeO)=SiO2(s)+{CO}+3Fe(l)ΔG01=-260999-52.8777T KJ/mol(1)SiC(s)+3〔O〕=SiO2(s)+{O}ΔG02=-607354+91.58T KJ/mol(2)Si(s)+2(FeO)=SiO2(s)+2Fe(l)ΔG03=-486802.8+113.03T KJ/mol (3)Si(s)+2〔O〕=SiO2(s)ΔG04=-717706+209.3T KJ/mol (4)C(s)+(FeO)=Fe(l)+{CO}ΔG05=120885.6-132.84T KJ/mol (5)C(s)+〔O〕={CO}ΔG06=5434-84.68TKJ/mol (6)另一方面,SiC的密度只有3.2g/cm3,且试验时用的碳化硅中SiC含量偏低,又多呈粉状,加入钢包后,部分飘浮在钢液面上,由于烧损(即消耗于氧化性渣和气氛中)和机械损失(即损失于钢液面的渣中)以及用于脱氧的SiC量增加,导致SiC中Si和C 的收得率偏低。
而SiMn和SiC综合脱氧合金化的结果使得ηSi基本不变。
炼钢生产中转炉炼钢脱氧工艺综述
炼钢生产中转炉炼钢脱氧工艺综述摘要:随着时代的不断发展,我国的钢铁工业也有了长足的进步。
为了实现节能减排,进一步促进钢铁工业良性发展,需要在现在的钢铁生产与制造过程中,积极探寻清洁生产工艺。
因此,要深入研究转炉炼钢脱氧工艺,进一步提高工艺水平,有效保障炼钢质量。
本文介绍了冶金钢铁生产过程中的主要产品质量控制因素,并分析了在转炉炼钢生产过程中氧的形成与影响,综述了在转炉炼钢产中的主要脱氧方案与具体操作。
关键词:炼钢生产;转炉炼钢;脱氧工艺中图分类号:TF703 文献标识码:A引言从整体上而言,我国的钢铁在生产过程中仍然存在着一定的质量问题,导致这方面问题出现的原因比较多,其中,转炉炼钢脱氧工艺的选择及其对钢水质量影响至关重要,而转炉炼钢脱氧在提升产品质量和效率上也发挥着非常关键的作用。
所以,应该从转炉炼钢脱氧工艺各个技术环节入手,加大探究力度,以此来推动冶炼钢铁技术的提升以保证钢铁产品质量。
1 转炉炼钢的原理转炉炼钢所使用的主体设备是转炉,炼钢所需要的主要原料是铁水及废钢,而转炉炼钢的全部吹炼步骤都是氧化反应,炼钢的主要任务为:脱碳、脱磷、脱硫、脱氧以除去夹杂物等,目的是增加温度和调整成分。
在吹炼期间的钢水温度和成分控制中需要运用热平衡方法和加石灰、轻烧公式,在转炉冶炼操作过程中需要形成以适当的二元碱度(氧化钙同二氧化硅之比)及氧化镁为主要组分的渣系,以有效去除P、S等杂质元素,并使熔炼结果能够获得最理想的出钢温度和成分条件。
在吹炼阶段中,顶吹氧气与铁水、废钢等进行了强烈的化学氧化反应,所获得的钢水氧含量无法达到钢材的品质要求,所以在出钢阶段中必须开展脱氧合金化技术来得到质量要求合格的钢水,以满足炼钢的质量需要。
2 氧的生产和危害通常在原料和吹氧炼钢过程中产生氧。
因为炼钢过程中析出杂质时需要利用氧,在LF精炼和连铸阶段,析出杂质后将会随之减少氧的含量,且少量的氧不会影响钢的质量。
在炼钢过程中,如果没有有效处理钢液溶解的氧,将会导致氧含量超过控制标准。
转炉炼钢脱氧工艺分析
21Metallurgical smelting冶金冶炼转炉炼钢脱氧工艺分析徐 亮(河北钢铁集团宣化钢铁公司,河北 张家口 075100)摘 要:以如今实际的炼钢情况而言,转炉炼钢的应用频次较高,此种炼钢方法的自动化水平普遍高于其他技术,其生产效果相对显著,但是此种炼钢方法在具体应用期间必须关注脱氧技术的良好应用,由于脱氧操作质量能够在一定程度上决定炼钢操作的效果。
总体而言,在炼钢操作期间,转炉炼钢的应用需要重视脱氧技术的操作,因此针对其展开探讨与研究对于炼钢业的发展具有重要的意义。
关键词:转炉炼钢;脱氧工艺;对策分析中图分类号:TF713.5 文献标识码:A 文章编号:11-5004(2020)21-0021-2收稿日期:2020-11作者简介:徐亮,男,生于1987年,汉族,辽宁鞍山人,工程师,研究方向:炼钢冶金。
钢铁企业立足实际,选择合适的转炉炼钢脱氧工艺,通过降低钢中的夹杂物,改善钢水的流动性,提升脱氧效率与效果。
1 转炉炼钢与脱氧工艺的相关概述1.1 转炉炼钢的原理转炉炼钢操作的设备为转炉。
转炉的形态类似于鸭梨,内部为由耐火砖形成的炉壁,炉体能够360度任意角度旋转。
炼钢所需的原料为铁水和废钢,转炉炼钢在整个吹炼过程为氧化反应,炼钢的基本任务包括:脱碳、脱磷、脱硫、脱氧去除有害气体和杂质,提高温度和调整成分。
吹炼过程根据铁水温度和成分操作人员利用热平衡公式和加白灰、轻烧公式使炼钢渣系形成合适的碱度和氧化镁有效的去除C、P、S,并在冶炼结束能够达到合适的出钢温度和成分要求。
由于在吹炼过程中顶吹氧气和炉内铁水、废钢发生强有力的化学氧化反应,最终所得钢水所含氧含量不能满足钢种质量要求,所以在出钢过程中要开展脱氧合金化操作来提升钢的品质,达到钢种要求。
1.2 脱氧工艺在炼钢过程中的重要作用转炉炼钢期间脱氧技术主要为了降低钢中氧的数量,防止因为氧含量较多,和别的物质发生不利于生产质量要求的反应。
转炉用低硅铁脱氧合金化的实验
低硅铁(3) 0.143 0.531 0.206 0.0231 0.021 86.6 83.9
从表3可以看出用低硅铁代替硅铁合金,对钢 水中的C、Mn、Si、P、S元素含量影响不大,同时 从表中也可以看出加入低硅铁对合金元素的吸收率 影响不大,Si元素的吸收率在83%左右,比使用SiFe合金略低一些,但影响不是太大。能满足Q235 钢成品成分中Si含量的控制。
4.5 连 铸 坯 质 量 及 对 连 铸 生 产 的 影 响
使用低硅铁合理代替硅铁合金进行脱氧合金 化,使钢水温度控制进一步趋向稳定,减少了各连
拉炉次之间的温度波动,从而稳定了连铸拉速,减 少了连铸高温拉漏事故,同时作业率也得到了提 高。
为了检验价低硅铁对连铸坯质量及钢材性能的 影响,对所试验的Q235钢,选择典型炉次取1502方 坯20炉进行了跟踪检验,硫印检验结果如表6。同 时对成品轧材进行性能检验,结果见表7。
表1 试验用低硅铁、硅铁化学成分
名称
硅含量 %
硅铁合金 75
低硅铁 18.7
铁含量 % 23 70
磷含量 %
0.035 0.039
硫含量 %
0.016 0.014
单价 元/ 吨 3600 1170
4 试验结果 这次试验共计62炉钢(单炉重量30.5吨),用低
硅铁20.063吨。Q235钢成品硅含量按0.20%配加, 低硅铁的Si的吸收率按估算值80%考虑,低硅铁和
表2 合金加入量
工艺
平均合金加入量(kg/炉) 炉数
低硅铁 硅铁合金
硅铁合金(原工艺)(1) 60
/
103
硅铁合金和低硅铁各按
27
209
52.2
增Si0.10%的配加(2)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铁合金,降低炼钢成本。
关 键 词 :低硅铁;脱氧合金化;降低成本
中 图 分 类 号 :TF704.1
文献标识码:B
文 章 编 号 : 1006-5008(2003)02-0015-03
EXPERIMENT OF DEOXIDATION ALLOYING WITH LOWSILICON IRON IN CONVERTER
表1 试验用低硅铁、硅铁化学成分
名称
硅含量 %
硅铁合金 75
低硅铁 18.7
铁含量 % 23 70
磷含量 %
0.035 0.039
硫含量 %
0.016 0.014
单价 元/ 吨 3600 1170
4 试验结果 这次试验共计62炉钢(单炉重量30.5吨),用低
硅铁20.063吨。Q235钢成品硅含量按0.20%配加, 低硅铁的Si的吸收率按估算值80%考虑,低硅铁和
=11.3元/t (2)用低硅铁全部代替硅铁合金,所加低硅
铁的费用为; 0.412×1170/30.5=15.80元 /t 低硅铁中70%的铁折合成铁块,其成本为: (0.412 × 70%/95%) × 960/30.5=9.96 元 /t 所以采用低硅铁时其费用为: 15.8- 9.96=
5.84元/t (3)成本降低额 用低硅铁代替硅铁合金相当于吨钢成本降低: 11.3-5.84=5.47元/t 年总成本降低额为:按邯钢一炼钢Q235钢 年
种不同的冶炼工艺选择典型炉次各10炉,用定氧仪 分析钢中的氧含量,检验结果见表4。
表4对钢中[O]含量的分析结果表明,用低硅 铁 取 代 硅 铁 合 金 脱 氧 合 金 化 , 钢 中 的 [O] 含 量 略 高,主要是出钢温度偏高所致,但从总体上看,都 在要求范围之内,效果和硅铁合金基本一致。
4.4 钢水温度
参考文献:
[1] 冯聚和.氧气顶吹转炉炼钢[M].北京,冶金工艺出版社,1995.
(上接第14页 )
(5)保证正常精炼时底吹氩气压力4kg左右。 5 结论
在目前的生产条件下,低碳铝镇静钢的增硅问 题难以避免,只能通过改善工艺制度、严格过程操
作来控制钢水中硅的增加。
参考文献: [1]黄希祜.钢铁冶金原理[M].北京: 冶金工业社,1990. [2]陈家祥. 钢铁冶金学(炼钢部分)[M].北京:冶金工业出版社,
4.3 钢 水 中 的 气 体 含 量
对Q235钢,在相同的冶炼条件下,对上述三
表4 试验钢中的氧含量
工艺
[O]× 10-6
波动范围 平均值
硅铁合金 (原工艺)(1)
34~45 38.4
硅铁合金和低硅铁各按增Si0.10%配加(2) 35~46 38.3
低硅铁(3 )
34~47 38.1
15
总第 134期
HEBEI YEJIN
硅铁合金的配比加入量根据终点温度进行调整,参
考值为每加100kg低硅铁可使出钢温降增加4~6℃, 合金加入时间以出钢1/4时开始至出钢3/4时加完。
4.1 低硅铁的使用情况
这次试验共计62炉钢,其中有35炉全部采用低 硅铁取代硅铁合金,27炉采用硅铁合金和低硅铁各 按增Si0.10%的配加方式,高碳锰铁和硅铝钡的加 入量不变,每种工艺的合金加入量如表2 。
16
河北冶金
2003年第2期
项目 最大值(级)
中心疏松 1
规格 5∠
屈服强度( N/ 波动范围 290~335
表6 硫印检验结果
中心裂纹 0.5
中间裂纹 1
皮下裂纹及角裂 /
平均值 303.7
表7 试验钢机械性能
抗拉强度
波动范围
平均值
410~485
441.2
延伸率 波动范围 32~34
皮下气泡 0.5
平均值 33.2
缩孔残余 2
冷弯试验 完好
从表6、7可以看出采用低硅铁后,连铸坯质量 和钢材性能均能达到国家标准的要求。
5 效 益 (1)Q235钢全部用硅铁合金,费用为: 0.103×3600/30.5=12.15元 /t 硅铁合金带入一部分铁,折算成铁块,其费
用为: (0.103×25%÷95%)×960/30.5=0.85元/t 所以采用硅铁合金时其费用为:12.15-0.85
产量50万吨计。 50×5.47=273.5万元
6 结束语 (1)使用低硅铁代替硅铁合金进行脱氧合金
化对合金元素吸收率、钢水成分、钢水质量以及连 铸坯质量影响不大。
(2)每加100kg低硅铁代替26kg硅铁合金可使 出钢温降增加5℃左右。
(3)用低硅铁全部代替硅铁合金可是吨钢成 本降低5.47元左右。
1 前 言 随着中国加入WTO,关税的逐步下调以及钢
铁进口限额控制的取消,将对中国的钢铁市场产生 较大冲击,中国的钢铁企业要想占领市场,就要具 备质量和价格优势。
由于当前外进废钢价格较高,转炉吃外进废钢 在成本上不合算,所以邯钢一炼钢厂转炉冶炼主要 用自产废钢和铁块,但用量比较小,炉料结构不太 合理,热富余较多,为了控制终点出钢温度,虽然 转炉在吹炼中矿石用量达到20kg/t钢左右,但终点 温度偏高的还是较多。再加上有大包和中包在线烘 烤设备,使出钢温降较低,从而造成钢包内钢水温 度偏高,钢水温度较高浇钢影响了连铸拉钢生产的 顺行同时对连铸坯质量非常不利,而且为控制终点 钢水温度,转炉白灰、白云石消耗量也增大了。为 了解决这一问题,合理利用转炉的热富余,经过认 真分析和调研,决定采用廉价的低硅铁部分取代硅 铁合金,并于2001年8月在氧气顶吹转炉上进行了 试验(主要在Q235钢上),有效地控了钢水温度 并降低了炼钢成本,取得了较好的综合效益。
4.5 连 铸 坯 质 量 及 对 连 铸 生 产 的 影 响
使用低硅铁合理代替硅铁合金进行脱氧合金 化,使钢水温度控制进一步趋向稳定,减少了各连
拉炉次之间的温度波动,从而稳定了连铸拉速,减 少了连铸高温拉漏事故,同时作业率也得到了提 高。
为了检验价低硅铁对连铸坯质量及钢材性能的 影响,对所试验的Q235钢,选择典型炉次取1502方 坯20炉进行了跟踪检验,硫印检验结果如表6。同 时对成品轧材进行性能检验,结果见表7。
表3 试验钢成分及合金元素吸收率
工艺 C
硅铁合金(1) 0.144
硅铁合金和低硅铁 各按增Si0.10%的配 0.146 加 (2)
各元素平均含量 %
Mn Si
P
0. 0. 0.
527 207 0227
0.522 0.209 0.0226
合金元素 吸收率 % S 0. 86.7 84.1 020
0.019 86.6 83.8
表2 合金加入量
工艺
平均合金加入量(kg/炉) 炉数
低硅铁 硅铁合金
硅铁合金(原工艺)(1) 60
/
103
硅铁合金和低硅铁各按
27
209
52.2
增Si0.10%的配加(2)
低硅铁(3 )
35
412
/
4.2 钢水成分及合金元素吸收率
试验过程中对每炉的成分进行了跟踪,对合金 元素的吸收率进行了计算,其结果见表3 。
河北冶金
总第134 期 2003年第2期
HEBEI METALLURGY
2003年第2期
Total 134 2003,Number 2
转炉用低硅铁脱氧合金化的实验
闫晓平,潘素英,段永卿,师艳秋,翟晓毅
(邯郸钢铁公司 一炼钢厂,河北 邯郸 056015)
摘 要 :在氧气顶吹转炉钢水中加入廉价的低硅铁全部或部分替代硅铁合金进行脱氧合金化,可以节约硅
1990.
17
波动范围
平均值
1633~1658
1628
出钢温降( ℃)
波动范围
平均值
37~52
45
硅铁合金和低硅铁各按
1665~1691
1672
1611~1624
1616
48~61
56
增Si0.10%的配加 (2)
低硅铁(3 )
1665~1691
1673
1601~1617
1608
59~72
65
从表5可以看出用低硅铁取代硅铁合金可使平 均出钢温降增加20℃,即加412kg低硅铁可使钢水 降温20℃,这样每加100kg低硅铁可使钢水温度降 低5℃左右,所以使用低硅铁可减少高温钢,为连铸 的稳速拉钢提供便利条件。
低硅铁(3) 0.143 0.531 0.206 0.0231 0.021 86.6 83.9
从表3可以看出用低硅铁代替硅铁合金,对钢 水中的C、Mn、Si、P、S元素含量影响不大,同时 从表中也可以看出加入低硅铁对合金元素的吸收率 影响不大,Si元素的吸收率在83%左右,比使用SiFe合金略低一些,但影响不是太大。能满足Q235 钢成品成分中Si含量的控制。
收稿日期:20Q235钢种上进行,根据出钢温
度合理调整低硅铁与硅铁合金的配比加入量,使用 方法与冶炼Q235钢原工艺要求一样。 3 原料条件
低硅铁中Si≥18%、P≤0.045% 、S≤0.20%, 块度要求为10~60mm, <10mm的不大于 5%。为了 能得到准确的试验结果,除对低硅铁的块度和磷、 硫含量作了要求之外,还对试验所用低硅铁、硅铁 合金进行了取样化验,共取5个样,成份含量均取 其平均值,化验结果如表1 。
为了确定使用低硅铁对钢水温度的影响情况, 合理配比低硅铁与硅铁合金的加入量,将使用低硅 铁的钢水温度情况进行了统计,与使用硅铁合金的 炉次进行了比较,结果见表5。
表5 钢水温度比较
工艺
硅铁合金 (原工艺)(1)
出钢温度( ℃)
波动范围
平均值
1664~1692
1673
氩前温度( ℃)
YAN Xiao-ping, PAN Shu-ying, DUAN Yong-qing, SHI Yan-qiu, ZHAI Xiao-yi