变径变螺距螺旋轴参数化模型及性能仿真
基于ANSYS的螺旋结构参数化建模
基于ANSYS 的螺旋结构参数化建模钟世金,莫江涛,王静文,刘舜尧(中南大学机电工程学院,湖南长沙410083)[摘 要]基于ANSYS 有限元分析软件,利用其前处理模块中的实体造型功能及二次开发工具APDL 、U IDL ,实现螺旋结构的参数化建模,提高了此类模型的建模效率,并为类似问题的解决提供一条新途径。
[关键词]螺旋结构;ANSYS ;二次开发;参数化建模[中图分类号]TB115 [文献标识码]A [文章编号]1003-8884(2005)01-0009-03[收稿日期]2004-11-02[作者简介]钟世金(1951-),男,湖南辰溪人,中南大学机电工程学院高级工程师,大学本科,研究方向:设备故障诊断与测试技术,机械设计与制造方法。
0 前言ANSYS 有限元分析程序是著名CAE 供应商—美国ANSYS 公司的产品,主要用于结构、热、流体和电磁四大物理场独立或耦合分析的CAE 工具[1]。
ANSYS 有限元分析包括前处理、求解和后处理三个基本过程。
前处理主要进行单元选用、材料定义、创建CAD 模型和划分网格,最终得到一个完整的有限元模型。
螺旋结构如弹簧、螺纹等在工程中应用广泛,借助ANSYS 对其进行分析,具有重要的现实意义。
CAD 模型的创建是有限元分析的第一步,也是关键的一步,但ANSYS 本身并未对此类结构的建模提供直接的方法。
本文尝试利用ANSYS 提供的二次开发工具实现螺旋结构的参数化建模,为此类结构的建模提供一种通用有效的方法。
1 ANSYS 二次开发技术ANSYS 为用户进行二次开发提供了丰富有效的工具,如APDL 、U IDL 等,利用这些工具,可方便地定制自己的有限元分析程序。
APDL 是ANSYS 的一种专用解释性语言,由类似于FOR TRAN77的程序设计语言和1000多条ANSYS 命令组成[2]。
APDL 允许复杂的数据输入,使用户实际上对任何设计或分析属性(如尺寸、材料等)拥有控制权。
nx在变距螺杆建模及加工中的应用
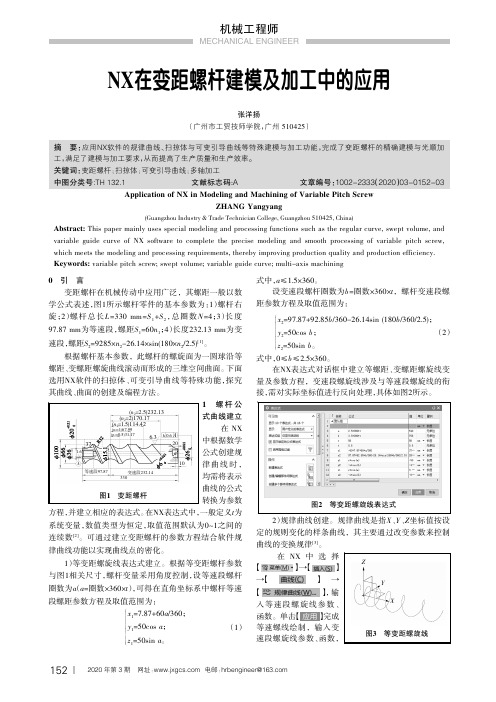
扇设 设 设x2=97.87+92.85b/360原26.14sin (180b/360/2.5);
设
缮设 设y2=50cos b;
(2)
设
设
z设
墒设
2=50sin
b。
式中,0臆b臆2.5伊360。
在NX表达式对话框中建立等螺距、变螺距螺旋线变
使用扫掠体命令可沿路径扫掠实体,扫掠体可以控
制工具相对于路径的方向,还可以从目标体中减去扫掠
工具或将目标体与扫掠工具相交。
1)螺杆基本体创建。等变距螺杆的主体部分由准66圆
柱体与准26、准15.1孔组成,可使用“旋转”命令一次完成。
应用【旋转】命令,在X-Y 平面绘制草图(如图4),并
指定X轴为回转轴,完成旋转特征创建。
6.3 h 0.6 A
20
1 螺杆公 式曲线建立
在 NX 中根据数学 公式创建规
A 等速段97.87
变速段232.14 330
10 律 曲 线 时 , 均需将表示
图1 变距螺杆
曲线的公式 转换为参数
方程,并建立相应的表达式。在NX表达式中,一般定义t为
பைடு நூலகம்
系统变量,数值类型为恒定,取值范围默认为0~1之间的
中图分类号:TH 132.1
文献标志码:粤
文章编号:员园园圆原圆猿猿猿(圆园20)03原园152原园3
Application of NX in Modeling and Machining of Variable Pitch Screw
ZHANG Yangyang
(Guangzhou Industry & Trade Technician College, Guangzhou 510425, China)
包装机械中变螺距螺杆的设计与加工培训资料(doc 58页)
攀枝花学院本科毕业设计包装机械中变螺距螺杆的设计与加工学生姓名:魏杰学生学号: 201210601152院(系):机械工程学院年级专业: 2012级机制二班指导教师:周丹二〇一六年六月攀枝花学院本科毕业设计摘要摘要在现代包装机械中,输送设备的螺旋输送机系统起着非常重要的作用,它对不同种类散装物体或容器,如瓶、罐、盒等呈现连续或不连续的运输方式,为按照指定的要求或工艺路线,逐个的、准确的运送到包装工位发挥了重要作用。
在国内,变螺距螺杆的加工一直是一个比较难的问题,大部分变螺距螺杆的加工都是根据加工师傅的经验制造出来的,并且加工效率非常低。
本文研究了三段组合式分件供送螺杆(等速度段、变加速段、等加速段),并建立构建螺旋槽的接触线,用于研究供送圆柱形物体的三段组合式变螺距螺杆的形成过程。
其次紧接着运用所得到的接触线的数学模型,再运用计算机辅助设计(使用了Pro / ENGINEER5.0与creo2.0软件)创建一个供送圆柱形物体三段组合式变螺距螺杆的接触线,并根据接触线最终建立一个三维参数化实体模型。
本文在加工工艺过程上面做了很大的改变,突破了传统加工方法的束缚,运用三维软件的自动编程功能,在四轴联动的铣削加工中心上模拟出了变螺距螺杆的加工过程。
关键词:变螺距螺杆;Pro/E;Creo;三维参数化实体模型攀枝花学院本科毕业设计ABSTRACTABSTRACTClassified feeding screw is a modern packaging machinery in conveying system of a main conveying device, it will show a regular or irregular arrangement of the batches of objects or containers such as bottles, cans, boxes, according to the process requirements, one by one, stably supplied to the packaging station plays a key role in. In order to adapt to the supply container shape diversification, this paper studies the three section combined type feeding screw feeding elliptic cylindrical and rectangular objects, screw spiral groove of the respective forming principle, built form the respective spiral groove of the contact line, spiral line intersection and tank bottom spiral line mathematical model, and construct two a feeding screw in Pro / E three-dimensional parametric model.This paper firstly studies the commonly used three section combined type feeding screw feeding cylindrical object screw spiral groove forming process, and the establishment of form a spiral groove contact line, spiral line intersection and tank bottom spiral line mathematical model. Followed by the use of the contact line, the intersection of line and the bottom of the groove spiral helix mathematical model, studied by means of computer aided design ( using Pro / Engineer software 5 ) establish feeding cylindrical object in the three section combined type feeding screw three-dimensional parametric entity model method, and eventually established the 3D parametric solid model. Application of Pro / Engineer generated by the software part carrying spiral for 3D parametric entity model, through rapid prototyping and CNC machining center of advanced manufacturing means, directly make the feeding screw, changed the traditional manufacturing of part carrying spiral for complex modes.Key words: feeding screw;Pro/E;Creo;three-dimensional parametric model目录摘要 (Ⅰ)ABSTRACT (Ⅱ)1 绪论 (1)1.1 概述 (1)1.2变距螺杆的研究与发展状况 (2)1.2.1变距螺杆在国外的发展状况 (2)1.2.2我国变距螺杆的发展状况 (3)1.3课题研究思路与内容、意义 (4)1.3.1课题研究的思路 (4)1.3.2课题研究的内容 (4)1.3.3课题的意义 (5)2 建立供送圆柱形物体的变螺距螺杆数学模型 (6)2.1 变螺距螺杆的螺旋线组成分析 (6)2.2 变螺距螺杆螺旋线形式的确定 (6)2.3 变螺距螺旋线相关公式的推导 (7)2.3.1螺杆变加速度段运动规律 (8)2.3.3螺杆等加速度段运动规律 (9)2.3.3 螺杆各组成段运动规律小结 (10)3 供送圆柱形物体螺杆CAD辅助设计 (12)3.1供送圆柱形物体螺杆建模软件的选择 (12)3.2供送圆柱形物体螺杆螺旋槽面数学模型 (12)3.3参数的设置 (12)3.4螺旋线的生成 (13)3.4.1等速度段接触螺旋线的生成 (13)3.4.2变加速段接触螺旋线的生成 (14)3.4.3等加速段螺旋线的生成 (14)3.4.4 三段式螺旋曲面的生成 (15)4 分件供送螺杆的加工 (18)4.1 变螺距螺杆的加工方法 (18)4.2 变螺距螺杆加工方法的特点 (20)4.3 装夹方法 (21)4.3.1变螺距螺杆在加工中心上的装夹方法 (21)4.3.2变螺距螺杆的普通铣床专用夹具设计 (22)4.3.3变螺距螺杆最终装夹方法的确定 (27)4.4 设备及刀具选择选择 (28)4.5 选择毛坯,确定毛坯尺寸 (28)4.6 选择加工方法,制定工艺路线 (29)4.7 工序设计 (29)4.8 确定切削用量及基本时间及数控工序卡与刀具卡 (30)5 基于Pro/E变螺距螺杆的模拟加工 (35)5.1 Proe/ CAM的功能和特点 (35)5.2数控程序的编制方法 (36)5.3 Pro/E自动编程总体方案的确定 (36)5.4 Pro/E自动编程的具体步骤 (37)5.51工件模型的建立 (37)5.52工件的加工参数设置 (39)5.53演示刀具轨迹 (44)5.54 数据后置处理 (45)结论 (46)参考文献 (47)附录Ι(数控加工程序部分代码) (48)附录Π(变螺距螺杆模型样品图) (52)致谢 (53)1绪论1.1 概述分件供送螺杆(简称变螺距螺杆)是一个现代化的包装机械最核心的一部分,一个输送系统重要的输送装置,它会显示出瓶,罐,盒等散装物体或容器的定期或不定期的安排等,根据一个给定的进程发送包装领先的关键构件,人们常常生动地形容其是自动生产线的咽喉部位[1]。
变螺距螺纹加工的参数化编程
变螺距螺纹加工的参数化编程杨丰【摘要】文章阐述了变螺距螺纹加工的编程方法,探讨了用宏程序实现变螺距螺纹的参数化编程,提高了编程效率,增强了程序的灵活性和通用性.【期刊名称】《长沙航空职业技术学院学报》【年(卷),期】2013(013)002【总页数】4页(P61-64)【关键词】变螺距螺纹加工;宏程序;参数化编程【作者】杨丰【作者单位】长沙航空职业技术学院,湖南长沙410124【正文语种】中文【中图分类】TG659当前,变螺距螺纹的应用日益广泛。
如绞肉机采用变螺距送料杆,前端是大螺距加快送料速度,从前端到后端螺距逐渐变小,后端是小螺距增大螺杆推力。
塑料挤压机采用变螺距螺杆,解决了熔体质量和挤出量是相矛盾的问题,使挤出机应用时送料的空间比较大,挤出口内部的空间比较小,这样挤出的材料气泡少,质量好。
目前变螺距螺纹的加工,主要是在数控机床上完成,文章主要研究在数控车床上加工变螺距螺纹。
1 螺纹车削加工的常用进刀方式数控车削螺纹的进刀方式主要径向进刀、斜向进刀两大类,其中斜向进刀又分单侧斜向进刀、改良的单侧斜向进刀、双侧交互式进刀三种情况。
具体应用时应根据螺纹的螺距、加工精度、工件材料、刀片型式、刀具材料等来选择。
1.1 径向进刀方式径向进刀方式(如图1所示)是最常用的一种方式。
多次进刀的方向一致,切削时刀具的两条切削刃都参与切削。
该种进刀方式,可以获得比较正确的齿形,但由于刀片两侧刃同时切削,切削力较大,容易产生扎刀现象,且排屑困难,因此主要适用于加工螺距较小的螺纹。
1.2 斜向进刀方式斜向进刀方式主要是单面切削,不容易产生扎刀现象,一般适用于加工螺距3mm 以上的螺纹。
(1)单侧斜向进刀方式刀具以和径向成30°的方向进刀切削(如图2所示),由于是单刃切削,切削力较小,易于排屑,且散热较好。
但加工时,刀片可能有拖曳或摩擦的现象而使刃口崩刃,另外切屑的单向排出,会破坏另一侧牙面的表面质量。
(2)改良的单侧斜向进刀方式刀具以和径向成27°~30°的方向进刀切削(如图3所示)。
S类数控车刀螺钉变形量的数学模型及其有限元仿真研究
S类数控车刀螺钉变形量的数学模型及其有限元仿真研究【摘要】本文主要研究了S类数控车刀螺钉变形量的数学模型及其有限元仿真研究。
在介绍了研究背景、研究意义和研究目的。
在详细介绍了S类数控车刀螺钉变形量的数学模型建立、有限元仿真方法、有限元仿真结果分析、影响因素讨论以及参数优化设计。
在总结了研究成果,展望了未来研究方向,并提出了结论与建议。
通过本文的研究,可以更好地了解S类数控车刀螺钉变形量的情况,为相关领域的工程实践提供参考和指导,具有一定的理论和应用价值。
【关键词】数控车刀螺钉、变形量、数学模型、有限元仿真、影响因素、参数优化设计、研究成果、未来展望、结论与建议。
1. 引言1.1 研究背景S类数控车刀螺钉变形量的研究背景:在现代制造业中,数控车床是一种非常常见且重要的加工设备,其广泛应用于机械加工、航空航天、汽车制造等领域。
而数控车刀作为数控车床上的关键部件,其性能直接影响到加工质量和效率。
螺钉是数控车刀中重要的连接部件,螺钉的变形量对数控车刀整体性能具有重要影响。
目前国内外对于数控车刀螺钉变形量的研究还比较有限,尤其是针对S类数控车刀螺钉的变形量研究更是缺乏系统性和深入性。
有必要开展更深入的研究,以对S类数控车刀螺钉的变形量进行数学建模和仿真研究,从而为数控车刀的设计和优化提供理论依据。
通过对S类数控车刀螺钉变形量的研究,不仅可以提高数控车床的加工精度和效率,还可以进一步完善数控车刀的设计和制造工艺,促进制造业的发展和提高产品质量。
对S类数控车刀螺钉变形量的数学模型及有限元仿真研究具有重要的理论和实践意义。
1.2 研究意义S类数控车刀螺钉在机械加工中扮演着至关重要的角色,其在加工过程中的变形量直接影响着加工质量和效率。
深入研究S类数控车刀螺钉的变形量及其影响因素,对提高机械加工的精度和效率具有重要意义。
通过建立数学模型,可以更好地理解和描述S类数控车刀螺钉在不同工况下的变形规律,为进一步的仿真分析提供基础。
变径变螺距榨螺体积的计算方法研究
变径变螺距榨螺体积的计算方法研究王连栋;吕新民【摘要】在分析变径变螺距榨螺参数化线形的基础上,列出了螺齿线形的简化方程.同时,探讨了物料在榨膛内的填充和压榨情况,建立了榨螺体积计算的简便模型,提出了计算压缩比的一种新方法,为变径变螺距榨螺的后续设计提供了理论依据.【期刊名称】《农机化研究》【年(卷),期】2010(032)005【总页数】3页(P75-77)【关键词】螺旋榨油机;变径;变螺距;体积【作者】王连栋;吕新民【作者单位】西北农林科技大学,机械与电子工程学院,陕西,杨凌,712100;西北农林科技大学,机械与电子工程学院,陕西,杨凌,712100【正文语种】中文【中图分类】TS223.30 引言榨螺是螺旋榨油机的核心工作部件。
榨油机在工作时,油料作物不断被输送至由榨螺与榨条形成的挤压腔内,受到挤压、剪切并向前推进,从而把物料中的油分榨出。
但是对于市场上的普通榨油机,物料在榨膛内流动时易结拱和形成流动死区,造成榨油机功耗过大,榨螺寿命缩短等缺陷,而变径变螺距的榨螺却能很好地解决此类问题。
遗憾的是此类榨螺设计的成功实例不多,其原因在于所采用的公式多为经验公式,又多采用试算的研究方法,加上多种参数的偶然性变化频繁,导致这种榨螺的发展很缓慢。
由于这种榨螺的各项性能的优越性,前人进行了很多理论研究工作,基于这些理论,本文按照数学思想推导出一个变径变螺距榨螺体积以及榨膛空余体积和压缩比的计算方法,减少了经验公式的应用次数,使得计算结果较为准确,为榨油机的研究做出了一些探索。
1 螺旋线方程的提出及相关推导在画法几何学及工程制图中所研究的圆锥螺旋线是变角和等距的,即螺距为常数。
由于这种螺旋线与锥面的素线的夹角是变化的,因此它不是定倾曲线。
基于此,变径变螺距榨螺的线形拟采用等角圆锥螺旋线。
根据几何知识,变径变螺距榨螺轴螺旋线的参数方程[1]为(1)其中,n=asinγ,b=acosγ,a和m为常数,γ为圆锥顶半角,t为参数,其值可取为0,2π,4π,…,2kπ。
变距螺杆基于UG平台的精确建模

相似文献(1条)
1.期刊论文 蔺小军.任军学.史耀耀.田荣鑫 基于UG的变距螺杆造型与数控加工 -航空制造技术2003(8)
变距螺杆是石油、化工、轧钢等行业的关键零件,双头双楔型端面变深变距螺杆是其中较复杂的一种.本文介绍了基于UG软件的该类变距螺杆的造型 和数控加工技术,该技术已应用于实际加工.
本文链接:/Periodical_sxjx201004065.aspx 授权使用:武汉工业学院(whgyxy),授权号:a70fee92-33ca-4b48-8784-9e930111c1d5
a0----0//螺旋线的起始角 am360//螺旋线的终止角 N=10//螺旋线圈数 t=1//UG系统参数变量 R一20//螺旋线半径 s=(1一t)*ao+a*t//螺旋线角度变量 xt=R*COS(N*s)//螺旋线X轴变量 yt=R*sin(N*s)//螺旋线Y轴变量 zt=200*t‘2+50*t//螺旋线Z轴变量 2变距螺杆螺旋线的生成
变距螺杆的设计要根据输送物的初始速度、截面 形状、运动规律和螺杆的直径、变速圈数等已知条件, 确定螺旋线的运动方程;再用UG中的二次开发语言 GRIP进行编程将其转化成UG能识别的参数方程。 在此过程中,尽管不同的螺杆有不同的方程,但是方 法和原理是相同的。因篇幅所限,此处不展开讨论。以 下是某变距螺杆的参数方程:
第4期(总第161期) 2010年8月
机械工程与自动化 MECHANICAL ENGINEERlNG & AUTOMATl0N
文章编号:1672-6413(2010)04一0176一02
No.4 Aug.
变距螺杆基于UG平台的精确建模
成小军
(广东省技师学院,广东 博罗
516100)
摘要:对变距螺杆基于UG平台的精确建模过程进行了研究。分析了建模过程中出现自交实体不能进行布尔运
S类数控车刀螺钉变形量的数学模型及其有限元仿真研究-5页文档资料
S类数控车刀螺钉变形量的数学模型及其有限元仿真研究机床、刀具联接系统和刀具部分组成了现代切削加工系统,因此机床可靠性、联接可靠性和刀具可靠性直接影响到加工系统的可靠性。
理论上,有限元分析法可以对离心力作用下的刀具联接模型的变形量进行分析和计算,进而得到刀柄的极限可靠性转速。
我们对在变进给量当中,磨损与刀具寿命之间的关系进行研究,得到了一个可靠性的数学模型,通过实验验证模型,我们知道变进给量切削可靠性要比定进给量切削的可靠性大。
本文主要对S类螺钉夹紧方式进行研究,因为其具备夹紧方式简便、节省空间的优点,且在小型切削刀具当中通常都是使用此类夹紧方式,在研究当中,我们把螺钉看做是一变截面悬臂梁模型,并进行数学建模,且模型当中存在预紧力和切削力。
在分析和验证螺钉的变形量的时候可以选用MSC.marc软件作为辅助软件。
1 有限元分析1.1 模型建立车刀具备复杂的结构,因此,我们不能在有限元元件当中直接进行建模,所以,为了能够更简便的对车刀进行有限元分析,我们采用UG三维软件对车刀进行三维建模,车刀结构的简化处理能够让我们在进行有限元分析的计算时,所得出的结果更精确。
本文当中,我们也对所用车刀进行了相应的简化处理,比如将车刀进行简化、压缩和删除一些不会对有限元计算结果产生很大影响的计算值。
MSC.marc是一个综合的有限元仿真平台,它可以识别大多数的CAD模型软件。
marc当中的模型除了需要利用UG软件进行建模之外,还需要以IGES的格式进行导入,最后进行网格划分。
1.2 计算结果及分析数控车刀在车削前受螺钉预紧力,在切削是受切削力,因此我们不仅要对车刀的预紧过程进行静力学仿真,也要对车刀的切削过程进行静力学仿真。
在对其进行仿真的时候,我们可以分别对其进行以下几种力的条件设置,2000N、2500N、3000N、3500N、4000N。
由以上的力的值,我们可以计算出螺钉和刀杆的应力、位移和塑性变形结果。
在螺钉和刀杆应力、挠度及塑性变形图当中,我们可以知道,当预紧力处于2000-4000N之间时,螺钉和刀杆所受的应力值比其屈服极限小,但是螺钉承受的应力要比刀杆承受的银行里要大;当预紧力处于2500N时,螺钉产生最小的应力,且车刀具备最佳的预紧效果;螺钉的预紧力一样,螺钉的应变与刀杆的应变比值为10,且会出现极小的变形量差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
designed Scrffql,shaft is built.Through numerical simulation and analysis,the influence of the working speed and diameter-to-pitch
ratio of the screw shaR upon the three-dimensional flow and mixing effect of the material is researched,the relation between the
Parametric Model and Performance Simulation on the
Screw Conveyor of Variable Diameters and Variable Pitches
QIU Aihong GONG Shuguang XIE Guilan XU Lan (School ofMechanical Engineering,Xiangtan University,Xiangtan 41 1 105)
sc螂r pr0、,id髓a theoretical basis for the structure design of screw shaR with variable diameter and variable pitch.The
shaR with
diameter variable
and variable pitch produced by utilizing the contents ofthis research has been applied in enterprises.
design of ScI'eW shaft is given.By
material utilizing the mixture theory based on mean weighting function of area,a 3D analysis model of
flow under the drive of the
八/、厂\ /\弘/\
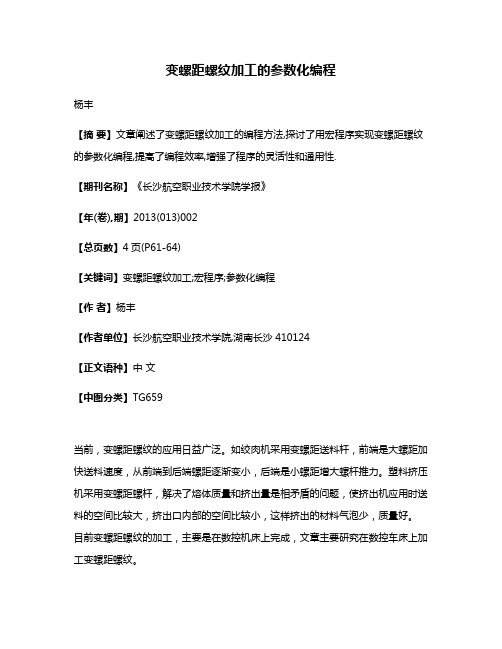
图1螺旋下料量及结构示意图
变径变螺距螺旋轴的几何尺寸与物料流动之 间存在着某种复杂的关系,要从这个复杂关系中求 出螺旋轴的几何尺寸是比较困难的【141。而对于一个
万方数据
2008年5月
邱爱红等:变径变螺距螺旋轴参数化模型及性能仿真
133
给定的工程问题,某些几何尺寸是已知的如螺旋轴 的总长度工、螺旋轴的半径,.等,另外若根据设计
的填充系数屯=1,物料的密度为p=l 900kg/m3。
(1)螺径已知,确定螺距。设螺旋叶片的外径
由500衄至560 mm均匀变化。将已知参数代入到
式(4)有
E:73 420/lira3/r.mill
将其代入到式(10),有尉=173.47 mm,则由式(11)
可知,螺旋叶片的最小半径为
Rl血=max{r,尉}_173.47 toni
1.2流场仿真的基础理论
在Fluent软件中的多相模型有VOF模型、混
合模型、欧拉模型掣比】,根据沥青混合料的性质和
使用的工况,将选用混合模型来进行螺旋轴流场的 仿真研究,其连续方程为
昙(岛)+V·(‰瓦)=,fl
(1)
式中 吒:2生』笙坐 成
成2乙杩依A 瓦——质量平均速度 成——混合密度 依——第k相的体积分数 刀——混合料中所包含的相数 廊——描述了由于气穴或用户定义的质量
螺旋轴的搅拌功能是为了使多相流物料能够 混合均匀,而在流体混合均匀的计算过程中,前人 已做了许多工作,如LIDOR等[7】提出了应变分布函 数的概念,并用平均应变来描述混合均匀化的程度;
KWON掣8】提出了加权平均特征变形的评价方法:
BIGIO等[9】提出了再取向理论等,但这些理论主要 适用于二维流场分析。对于三维流场的混合均化问 题,魏新利等【1 0。11】提出了基于面积平均加权函数乞
(15)
当螺旋叶片的外径由≯500mill至≯560 mill均
匀变化时,其最小的叶片半径将为250 mi/l满足式 (15)的要求,因此取足=250mill,若整段螺旋轴 共分为4个螺距,并取始端螺距为S=155 mill,则
有
tanp:—Rmax—-Rl:—280-—250:0.033
L
920
由式(12)和式(13)有 属=x=C=asinfl=250 lllI/l
1工作介质与基础理论
1.1工作介质
沥青混合料是指经人工组配的矿质混合料与 粘稠沥青在专门设备中加热搅拌而成的混合料,其 温度通常为130"--160 oC,并兼具Hooke弹性与牛 顿粘性的双重性质。因此沥青混合料在螺旋输送机 内的流动是一种多相流体的复杂流动,它具有随机
性、扩散性、有涡性和耗散性掣131。
料量,否则就不能保证物料在螺旋槽内全面流动。
由式(3)有
.
』L
∑K=es,十E(是+墨)+…+EL
(6)
七=l
而对于图l中的第k个螺距来说,其体积为
圪=兀e‘[(盈+stop)2一r2】衄 (7)
因此有
主圪=兀r[(墨+stop)2_r2]嘏+…+
兀仨。[(R+stanfl)2--r2 dS (8)
’国家自然科学基金(50475143)、湖南省教育厅(04C654)和湘潭大学博士 启动基金(06QDZl6)资助项目。20070606收到初稿,20071220收到修 改稿
万方数据
径变螺矩螺旋轴【4】。在工程应用中对变径变螺矩螺 旋轴的设计常采用类比或试算的方法【5】,加上物料 流动性能的复杂性以及螺旋轴设计参数较多等原 因,使得变径变螺矩螺旋输送机的设计很少取得 成功[6】o
源的质量传递 为了评价变径变螺距螺旋轴对物料混合均化 的效果,本文将采用文献【10]提出的基于面积平均 加权函数乞的混合理论来进行评判,其中系数乞的 计算式可表示为
乞=【(《+亏+Z)+2(焉+最+尼)】“2 (2)
式中 或,屯,之——流体微团沿坐标轴方向的线应 变速率
‰,%,彪——流体微团的角应变速率 即乞的大小取决于流体微团的角应变速率与线应 变速率的大小,其单位为1/s,乞的值越大则说明 其混合效果越好。
2螺旋轴的参数化模型与设计
2.1变径变螺距参数化模型的建立 在建立变径变螺距螺旋轴参数化模型之前,根
据螺旋轴的工作情况,提出如下2个假设:①不考 虑物料在螺旋内的压缩情况。②螺旋内物料沿螺旋 的轴向运动速度等于螺旋叶片的轴向推移速度。
为保证物料在螺旋槽内全面流动,防止结拱, 必须使螺旋轴在整个下料段上的单位长度下料量相 等,即每个螺距的体积应等于包括本螺距在内的前 面各螺距上的下料量之和,如图l所示,若用数学 表达式可表示为
要求已知螺旋叶片或螺距的变化规律,则可采用下
面的简化方法来确定螺旋轴其他的几何尺寸。
(1)确定螺旋叶片最小半径。由图l可知,最 小螺旋叶片半径冠必须要大于螺旋轴的半径,.,
即有
墨曲>,.
(5)
另一方面,从图l的几何关系和第一个螺距体 积不变时可以得到,当R取最大值时,螺距墨有最
小值,且第一个螺距的体积不能小于单位长度的下
,.:厢:cexp(mt) 由式(12)n-I"得,螺旋线的半径为
,。.、
、7
螺旋线第k个螺距为
&=气一‰一I=b[exp(2krc·m)-exp(2(k一1)兀·肌)】
(14) 2.2设计实例
已知某企业螺旋轴的设计参数为:生产率 Q=770t/h,螺旋轴长L=0.92m,螺旋轴的直径 为矽=164 nlm,工作转速为一=50 r/min,取物料
将式(6)代入到式(8)中,并对等式两边的S同时取极 限(其意义是:当S趋于无穷小时,该S段的下料体 积就接近于E,而此时所得的R就有最小值),注意 到当S一0时有:盈一足,化简后有
EL=罢工(3砰一3r2)
(9)5)和式(10),可得到螺旋叶片最小半径为
墨=一n届磊)
132
机械工程学报
第44卷第5期
的混合理论,即单位体积流体在单位时间内发生的 当量变形,该值越大说明混合效果越好。同时随着
计算机技术和计算流体力学(Computational fluid dynamics,CFD)软件的发展,以螺旋轴实际结构为 模型对其进行三维流场分析已成为可能。
本文在保证料流均匀的条件下,以沥青混合料 为研究介质,建立了变径变螺距螺旋轴的参数化计 算模型,给出了螺旋轴参数化设计的实例。根据基 于面积平均加权函数的混合理论,建立了在所设计 螺旋轴驱动下物料流动的三维分析模型,利用 Fluent软件ll 2J对其进行了数值模拟与分析,所得结 果将为变径变螺距螺旋轴的结构设计提供指导。
=
碴姻 =
+是
K%~
0
^
K=eZS=EL k=l
式中 三——螺旋轴的总长度 墨,是,…,最——第l、第2、至第,1个螺距的长度,
如图l所示 E——单位长度每转下料体积(埘吼3/r.Inm) 即有
E:垒兰!Q:
(41
、’
60npkaL
式中Q表示生产率(kg/h);栉表示螺旋轴的工作转 速(r/min);P表示物料密度(kg/m3);白表示物料的 填充系数,其他符号的意义可见图1所示。
material working speed of screw shaft and the
conveying performance is discussed,and the distribution cloud figure of the mean
weighting function of the area of screw axial flow field,at the same time,the ennesponding conclusion are obtained,and which