SAE J452 2003 SAE铸造铝合金的化学成分、机械和物理性能200851023122468182
各种牌号铝合金成分及性能应用
各种牌号铝合金成分及性能应用【铝合金概述】以铝为基的合金总称。
主要合金元素有铜、硅、镁、锌、锰,次要合金元素有镍、铁、钛、铬、锂等。
铝合金密度低,但强度比较高,接近或超过优质钢,塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性,工业上广泛使用,使用量仅次于钢。
铝合金分两大类:铸造铝合金,在铸态下使用;变形铝合金,能承受压力加工,力学性能高于铸态。
可加工成各种形态、规格的铝合金材。
主要用于制造航空器材、日常生活用品、建筑用门窗等。
铝合金按加工方法可以分为变形铝合金和铸造铝合金。
变形铝合金又分为不可热处理强化型铝合金和可热处理强化型铝合金。
不可热处理强化型不能通过热处理来提高机械性能,只能通过冷加工变形来实现强化,它主要包括高纯铝、工业高纯铝、工业纯铝以及防锈铝等。
可热处理强化型铝合金可以通过淬火和时效等热处理手段来提高机械性能,它可分为硬铝、锻铝、超硬铝和特殊铝合金等。
铝合金可以采用热处理获得良好的机械性能,物理性能和抗腐蚀性能。
铸造铝合金按化学成分可分为铝硅合金,铝铜合金,铝镁合金和铝锌合金。
【纯铝产品】纯铝分冶炼品和压力加工品两类,前者以化学成份Al表示,后者用汉语拼音LG(铝、工业用的)表示。
【压力加工铝合金】铝合金压力加工产品分为防锈(LF)、硬质(LY)、锻造(LD)、超硬(LC)、包覆(LB)、特殊(LT)及钎焊(LQ)等七类。
常用铝合金材料的状态为退火(M焖火)、硬化(Y)、热轧(R)等三种。
【铝材】铝和铝合金经加工成一定形状的材料统称铝材,包括板材、带材、箔材、管材、棒材、线材、型材等。
【铸造铝合金】铸造铝合金(ZL)按成分中铝以外的主要元素硅、铜、镁、锌分为四类,代号编码分别为100、200、300、400。
【高强度铝合金】高强度铝合金指其抗拉强度大于480兆帕的铝合金,主要是压力加工铝合金中硬铝合金类、超硬铝合金类和铸造合金类。
【铝合金缺陷修复】铝合金在生产过程中,容易出现缩孔、砂眼、气孔和夹渣等铸造缺陷。
铝合金的密度是多少
铝合金的密度是多少.铝合金的特性Tags: 铝合金的密度是多少 | 时间: 2010:7:22 19:07:482010年06月14日铝合金一﹑铝合金的特性(Aluminium alloy property)纯铝延性高﹐没什么强度高纯度铝其凝集紧缩高达6.6%﹐通常只用语电动机转子之压铸99.3%纯铝之铝其导电率(conductivity)为规范铜的54%.其它杂质为铁(Fe)和矽(Si),其作用目的有防止粘模﹑提高高温强度等铝合金分二元合金和三元合金﹕1﹑二元合金﹕Al-Si合金(ADC1﹐A413.0)﹔Al-Cu合金﹔Al-Mg合金(ADC5,ADC6)2﹑三元合金﹕Al-Si-Cu合金(ADC10﹐ADC12﹐ADC14﹐A380﹐383.0)﹔Al-Si-Mg合金(ADC3,A360.0),常用合金是Al-Si-Cu系列合金二﹑化学成分表(Chemical element)JIS铝合金压铸材料成分规范表编号 Cu Si Mg Zn Fe Mn Ni Sn ALADC1 1.0 11.0~13.0 0.3max 0.5max 1.3max 0.3max 0.5max 0.1max otherADC3 0.6max 9.0~10.0 0.4~0.6 0.5max 1.3max 0.3max 0.5max 0.1max otherADC5 0.2max 0.3max 4.0~8.5 0.1max 1.8max 0.3max 0.1max 0.1max otherADC6 0.1max 1.0max 2.5~4.0 0.4max 0.8max 0.4~0.6 0.1max 0.3max otherADC10 2.0~4.0 7.5~9.5 0.3max 1.0max 1.3max 0.5max 0.5max 0.3max other otherADC12 1.5~3.5 9.6~12.0 0.3max 1.0max 1.3max 0.5max 0.5max 0.3max other ADC12Z 1.5~3.5 9.6~12.0 0.3max 3.0max 1.3max 0.5max 0.5max 0.3max other ADC14 4.0~5.0 16.0~18.0 0.45~0.65 1.5max 1.3max 0.3max 0.3max 0.3max other 美铝合金压铸材料成分规范表编号AA/ASTM 化学成分Cu Si Mg Zn Fe Mn Ni Sn Impurity AL413.0/S12B 1.0 11.0~13.0 0.1 0.5 2.0 0.35 0.5 0.5 0.25 otherA413.0/S12B 1.0 11.0~13.0 0.1 0.5 1.3 0.35 0.5 0.5 0.25 other380.0/SC84B 3.0~4.0 7.5~9.5 0.1 3.0 2.0 0.5 0.5 0.35 0.5 otherA380.0/SC84A 3.0~4.0 7.5~9.5 0.1 3.0 1.3 0.5 0.5 0.35 0.5 other443.0/S5C 0.6 4.5~6.0 0.1 0.5 2.0 0.35 0.5 0.15 0.25 other518.0/G8A 0.25 0.35 7.5~8.5 0.15 1.8 0.35 0.15 0.15 0.25 other360.0/SG100B 0.6 9.0~10.0 0.4~0.6 0.5 2.0 0.35 0.5 0.15 0.25 otherA360.0/SG100A 0.6 9.0~10.0 0.4~0.6 0.5 1.3 0.35 0.5 0.15 0.25 other383.0/SC102A 2.0~3.0 9.5~11.5 0.1 3.0 1.3 0.5 0.3 0.15 0.5 other384.0/SC114A 3.0~4.5 10.5~12.0 0.1 3.0 1.3 0.5 0.5 0.35 0.5 other390.0/--- 4.0~5.0 16.0~18.0 0.45~0.65 0.1 0.6~0.1 0.1 -- -- 0.2 other列国铝合金压铸材料类似对照表合金系 CNS编号 JIS编号(H5302) AA/ASTM (1984) SAE J452 ISO (DIS3522)NFA57-703/2(1981) BS1490 DIN1725 (1986) Italy (UNI)AL-Si系 1种 ADC1 A413 305.0 Al-Si12CuFe A-S12Y4 LM20 GD-AlSi12(Cu) 5079AL-Si-Mg系 3种 ADC3 A360.0 309.0 -- A-S9GY4 LM9 GD-AlSi10Mg 5074AL-Mg系 5种 ADC5 518.0 -- -- A-G6Y4 LM5 GD-AlMg9 3058AL-Mg系 6种 ADC6 515.0 -- -- A-G3T -- -- --AL-Si-Cu系 10种 ADC10 B380.0 306.0 AlSi8Cu3Fe A-S9U3Y4 LM24 GD-AlSi9Cu3 5075AL-Si-Cu系 10种Z ADC10Z A380.0 306.0 AlSi8Cu3Fe -- -- GD-AlSi9Cu3 --AL-Si-Cu系 12种 ADC12 383.0 383.0 -- -- LM2 -- --AL-Si-Cu系 12种Z ADC12Z 383.0 383.0 -- -- LM2 -- --AL-Si-Cu系 14种 ADC14 B390.0 A23900 -- -- LM30 -- --False False Bitmap1.压铸常用合金是AL-Si-Cu系三元合金(ADC10﹐ADC10Z﹐ADC12﹐ADC12Z﹐ADC14)﹐ADC12相对ADC10因铜含量略低﹑矽含量略高﹐在各方面有较优的性质﹐为今朝最常用合金2.AL-Si-Mg合金(ADC3)有杰出之强度﹑耐蚀性和延性此类合金中会析出Mg2Si﹐在高温(639?C)时Mg2Si的固溶量为1.85%﹐室温时为0.25%.Mg2Si有提高硬度﹑强度的作用﹐但会减低延性合金中Mg含量需>0.2%才有用用ADC3的高温强度与ADC10至关﹐耐蚀﹑可以出产耐气密的铸件ADC3亦会时效硬化﹐可是水平较含Cu者低3.Al-Si合金﹕Si含量增加﹐强度和硬度增加﹐导电性减低﹐同时流动性随之增加﹐Si含量帮忙高温强度的提升﹐同时大为减低凝集紧缩量帮忙告竣气密要求﹐可是对厚薄不均一之铸件高矽(因靠近等温凝集)反而会阻碍压力通报﹐其实验预示矽含量9%之A380反而较矽含量11%之A383缩孔少Al-Si 合金耐蚀性极佳只略输Al-Mg合金若为提高耐蚀性可做阳极处理﹐但因Si含量表面呈灰玄色﹐阳极处理会更突现压铸流纹Si含量的影响Si含量的增加流动性耐磨性硬度强度加工性凝集紧缩量延性影响("↑"增加,"↓"减少) ↑↑↑↑↓↓↓4.Al-Mg合金铸件之机械性质﹑加工性﹑延性属大乘﹐Mg含量增加﹐抗拉强度上涨5.Al-Cu合金﹕含Cu的铝合金有利于热处理﹐Cu亦提高高温强度﹐改善流动性﹐减低防蚀能力A383合金较A380抗热裂性好合金元素影响Si改善流动性,增加时强度,硬度增加,伸长率减少.Cu提高机械性﹐提高磨削性﹐可是耐蚀性减低Mg:ADC-5,ADC-6是耐蚀性合金﹐凝集规模大﹐会产生热间脆性﹐制品容易分裂因此压铸模的冷却体系要增强﹐凝集速度要快(压铸坚苦)Fe规格跨越很很长时间容易产生硬点Zn当不纯物时产生高温脆性增加时产生粒间腐化﹐铝合金压铸后1-2年易断失的工具多是Zn含量过高Ni含量增加时强度和硬度会增加﹐可是耐蚀性减低要增加高温强度时Ni要添加Mn是含有Cu,Si的铝合金会使高温强度提高可是过高会产生硬点Al-3%Mn合金流动性好﹐耐蚀性好三﹑机械特性表(Mechanical property)美铝合金抗拉强度σb/MPa 屈服强度σo2/MPa 伸长率δ/% 硬度 (HB) 剪切强度τ/MPa 冲击强度αk/J 疲劳强度σ1/MPa 杨氏模量ε/GPaUltimate tensile strength Yield strength Elongation Hardness Brinel Shear strength Impact strength Fatigue strength Young_Modulusunit MPa MPa % HB MPa J MPa GPa360 300 170 2.5 75 190 n/a 140 71A360 320 170 3.5 75 180 n/a 120 71380 320 160 3.5 80 190 4 140 71A380 320 160 3.5 80 190 n/a 140 71383 310 150 3.5 75 n/a 4 145 71384 330 170 2.5 85 200 n/a 140 n/a390 320 250 <1 120 n/a n/a 140 81.313 300 140 2.5 80 170 n/a 130 71A13 290 130 3.5 80 170 n/a 130 n/a43 230 100 9 65 130 n/a 120 71218 310 190 5 80 200 9 140 n/aJIS铝合金抗拉强度σb/MPa 屈服强度σo2/MPa 伸长率δ/% 硬度 (HB) 剪切强度τ/MPa 冲击强度αk/J 疲劳强度σ1/MPa 杨氏模量ε/GPaUltimate tensile strength Yield strength Elongation Hardness Brinel Shear strength Impact strength Fatigue strength Young_Modulusunit MPa MPa % HB MPa J MPa GPaADC1 290 142 3.5 80 191.1 7.9 132.3 70.6ADC3 320 172 3.5 75 205.8 14.4 132 70.6ADC5 310 186 5 80 200.9 20.2 137 n/aADC6 280 167 10 60 191.1 31.6 137 n/aADC10 320 167 3.5 80 210.7 8.5 142 74.5ADC12 310 172 3.5 80 205.8 8.1 142 70.6ADC14 320 n/a <1 80 n/a 3.8 n/a n/a四﹑物理特性表(Physical property)美铝合金疏密程度γ熔化温度 T 比热 C 热膨系数α热导率λ导电率σ浦松比μDensity Molten temperature Specific heat Thermal expansion Thermal conductivity Electric conductivity Poison's ratiounit g/cm3 ℃ J/kg℃μm/m*K w/m*K %IACS mm/m360 2.63 557~596 963 21.0 113 30 0.33A360 2.63 557~596 963 21.0 113 29 0.33380 2.74 540~595 963 22.0 96.2 27 0.33A380 2.71 540~595 963 21.8 96.2 23 0.33383 2.74 516~582 963 21.1 96.2 23 0.33384 2.82 516~582 n/a 21.0 96.2 22 n/a390 2.73 510~650 n/a 18.0 134 27 n/a13 2.66 574~582 963 20.4 121 31 n/aA13 2.66 574~582 963 21.6 121 31 n/a43 2.69 574~632 963 22.0 142 37 0.33218 2.57 535~621 n/a 24.1 96.2 24 n/aJIS铝合金疏密程度γ熔化温度 T 比热 C 热膨系数α热导率λ导电率σ潜热Density Molten temperature Specific heat Thermal expansion Thermal conductivity Electric conductivity Latent heatunit g/cm3 ℃ KJ/kg℃μm/m*K w/m*K %IACS KJ/Kg ADC1 2.65 574~582 0.96 21.4 121 31 n/aADC3 2.63 557~596 0.96 22.0 113 29 n/aADC5 2.57 535~621 0.96 25.0 96 24 n/aADC6 2.65 598~645 n/a 25.0 138 25 n/aADC10 2.71 537~593 0.96 21.8 96 23 394.8ADC12 2.68 515~582 0.96 21 96 23 394.8ADC14 2.73 507~648 n/a 27 134 n/a n/a铝合金压铸性能及其它特性商标 360/A360 380/A380 383 384 390 13/A13 43 218抗热裂性 resistance to hot cracking 1 2 1 2 4 1 3 5 致密性 pressure tighness 2 2 2 2 4 1 3 5充型能力 Die-Filling 3 2 1 1 1 1 4 5不粘型性 Anti-soldering 2 1 2 2 2 1 4 5耐蚀性 Resistance to Corrosion 2 4 3 5 3 2 2 1加工性 Mac你好ning 3 3 2 3 5 4 5 1打光性 Polis你好ng 3 3 3 3 5 5 4 1电镀性 Electroplating 2 1 1 2 3 3 2 5阳极处理 Anodizing 3 3 3 4 5 5 2 1氧化保护层 Chemical Oxide Coating (Protecting) 3 4 4 5 5 3 2 1 高温强度 Strength at High Temp. 1 3 2 2 3 3 5 4注﹕1表示最佳﹐5表示最差资料来源﹕ASTM欢迎您的下载,资料仅供参考!致力为企业和个人提供合同协议,策划案计划书,学习资料等等打造全网一站式需求。
SAE J标准目录中文
代号 180-2002 182-1997 183-2002 184-1998 185-2003 187 188-2003 189-1998 190-1998 191-2003 192-2003 193-1996 195-1988 198-2003 200-2001 201-1997 207-1985
名
称
机械制动灯开关
合成树脂塑料密封胶—不干型
前照灯开关
废气排放测量用仪器和测量技术
商用车制动器额定功率要求
点火开关
视野术语
柴油机燃油喷嘴总成—8,9,10 和 11 型
乘用车和轻型载货车稳态方向控制试验规程
车轮/轮辋—载货车—性能要求和试验规程
摩托车后视镜
车辆识别号码体系
乘用车识别号码体系
悬架弹簧额定承载能力
技术委员会指南
汽车和非道路车辆气制动储气罐性能要求和识别要求
天然泡沫橡胶
海绵橡胶和多孔橡胶制品
汽车用乳胶浸渍制品和涂料
冷却系统软管
冷却软管(政府用于替代 MS52130 部分而对 SAE J20 进
行的增补)
钢丝缠绕支撑冷却软管的正常使用(SAE J20 的增补件)
燃油和机油软管
液压式铲车举升能力
雪地车定义和术警报灯
通用工业机械人员防护
公路上使用的工业设备灯光和标志
A 类车辆风窗玻璃阴影区域
汽车鼓式制动器液力分泵
摩托车操纵件和显示器
摩托车制动系统试验代码
摩托车和动力驱动自行车行车制动系统性能要求
电动风窗玻璃刮水器开关
冷拔机械弹簧钢丝和弹簧
座椅安全带织带磨损性能要求
安全标志
纤维板褶皱弯曲试验
淬硬和回火螺纹紧固件的脱碳
中日材料对照
材料牌号材料牌号 Cu Si Mg Zn Fe Mn Ni Sn ADT4 2.0~4.0 7.5~9.5 0.3以下以下 3.0以下以下 1.3以下以下 0.5以下以下 0.5以下以下 0.3以下以下1.5~3.5 9.6~12.0 0.3以下以下3.0以下以下 1.3以下以下 0.5以下以下 0.5以下以下 0.3以下以下ADT17 4.0~5.0 16.0-~18.0 16.0-~18.0 0.45~0.65 0.45~0.65 0.1以下以下 1.3以下以下 0.1以下以下 0.1以下以下 0.1以下以下 日本牌号日本牌号C Si Mn P S FC20 3.10~3.60 1.9~2.4 0.5~0.8 0.1以下以下0.15以下以下材料材料 试棒直径(mm) 拉伸强度MPa(Kgf/mm 2) 硬度(HV) FC20 20 220(23) 235 30 200(20) 220 摘自:TSG5100G 系列号:38E-0-0034-0 材料牌号材料牌号C Si Mn P S HT200 3.1~3.4 1.5~2.0 0.6~0.9 <0.3 <0.12 中国灰铸铁力学性能GB5675-85 铸件壁厚mm σb N/mm 2(kgf/mm 2)≥材料牌号材料牌号附铸试棒附铸试棒 附铸试块附铸试块> ≤ 30 50 R15 R25 HT200 20 40 80 150 40 80 150 300 180(18.4) 160(16.3) [155(15.8)] [154(14.8)] 135(13.8) [170(17.3)] 150(15.3) 140(14.3) 130(13.3) 日本优质碳素结构钢机械性能表JISG4051 材料牌号材料牌号 热处理热处理 屈服点屈服点 不小于Kgf/mm 2 抗拉强度不小于Kgf/mm 2伸长率(%) 不小于不小于收缩率(%) 不小于不小于 冲击值冲击值 不小于Kgf*m/cm 2硬度硬度 HB 有效直径mm S10C 正火正火退火退火 21 32 33 109~146 109~149 S15C 正火正火 退火退火 24 38 30 111~167 111~149 S28C S30C 正火正火 退火退火 淬回火淬回火 29 34 48 55 25 23 57 11 137~197 126~156 152~212 30 S35C 正回火正回火 退火退火 淬回火淬回火 31 40 52 58 23 22 50 10 149~207 126~163 167~235 32 S38C S40C 正火正火 退火退火 淬回火淬回火 33 45 55 62 22 20 50 9 156~217 131~163 179~255 35 S43C S45C 正火正火 退火退火 淬回火淬回火 35 50 58 70 20 17 45 3 167~229 137~170 201~269 37 S48C S50C 正火正火 退火退火 淬回火淬回火 37 55 62 75 16 15 40 7 179~235 143~187 212~277 40 S53C S55C 正火正火 退火退火淬回火淬回火 40 60 66 80 15 14 35 6 183~255 149~192 299~285 42 摘自:《中外常用金属材料手册》陕西省标准化情报研究所编P362. 日本优质碳素结构钢化学成分表 单位%序号序号 材料牌号材料牌号 C Si Mn P 以下以下 S 以下以下 1 S10 0.08~0.13 0.15~0.35 0.3~0.6 0.03 0.035 2 S10C 0.08~0.13 0.15~0.35 0.3~0.6 0.03 0.035 3 S15 0.13~0.18 0.15~0.35 0.3~0.6 0.03 0.035 4 S25 0.22~0.28 0.15~0.35 0.3~0.6 0.03 0.035 5 S28 0.25~0.31 0.15~0.35 0.6~0.9 0.03 0.035 6 S30 0.27~0.33 0.15~0.35 0.6~0.9 0.03 0.035 7 S33 0.30~0.36 0.15~0.35 0.6~0.9 0.03 0.035 8 S35 0.32~0.38 0.15~0.35 0.6~0.9 0.03 0.035 9 S38 0.35~0.41 0.15~0.35 0.6~0.9 0.03 0.035 10 S40 0.37~0.43 0.15~0.35 0.6~0.9 0.03 0.035 11 S43 0.40~0.46 0.15~0.35 0.6~0.9 0.03 0.035 12 S45 0.42~0.48 0.15~0.35 0.6~0.9 0.03 0.035 13 S48 0.45~0.51 0.15~0.35 0.6~0.9 0.03 0.035 14 S50 0.47~0.53 0.15~0.35 0.6~0.9 0.03 0.035 15 S53 0.50~0.56 0.15~0.35 0.6~0.9 0.03 0.035 16 S55 0.52~0.58 0.15~0.35 0.6~0.9 0.03 0.035 备注:S10相当JIS S10C,S15相当于JIS S15C,其余依次类推。
铝合金技术参数
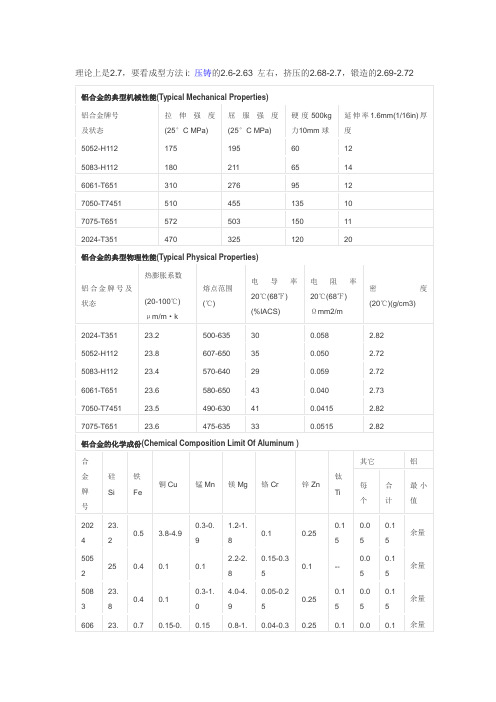
理论上是2.7,要看成型方法i: 压铸的2.6-2.63 左右,挤压的2.68-2.7,锻造的2.69-2.72 铝合金的典型机械性能(Typical Mechanical Properties)铝合金牌号及状态拉伸强度(25°C MPa)屈服强度(25°C MPa)硬度500kg力10mm球延伸率1.6mm(1/16in)厚度5052-H1121751956012 5083-H1121802116514 6061-T6513102769512 7050-T745151045513510 7075-T65157250315011 2024-T35147032512020铝合金的典型物理性能(Typical Physical Properties)铝合金牌号及状态热膨胀系数(20-100℃)μm/m·k熔点范围(℃)电导率20℃(68℉)(%IACS)电阻率20℃(68℉)Ωmm2/m密度(20℃)(g/cm3)2024-T35123.2500-635300.058 2.82 5052-H11223.8607-650350.050 2.72 5083-H11223.4570-640290.059 2.72 6061-T65123.6580-650430.040 2.73 7050-T745123.5490-630410.0415 2.82 7075-T65123.6475-635330.0515 2.82铝合金的化学成份(Chemical Composition Limit Of Aluminum )合金牌号硅Si铁Fe铜Cu锰Mn镁Mg铬Cr锌Zn钛Ti其它铝每个合计最小值202 423.20.5 3.8-4.90.3-0.91.2-1.80.10.250.150.050.15余量505 2250.40.10.12.2-2.80.15-0.350.1--0.050.15余量508 323.80.40.10.3-1.4.0-4.90.05-0.250.250.150.050.15余量60623.0.70.15-0.0.150.8-1.0.04-0.30.250.10.00.1余量16425555705 023.50.1520.-2.60.11.9-2.60.045.7-6.70.060.050.15余量707 523.60.5 1.2-2.00.32.1-2.90.18-0.285.1-6.10.20.050.15余量1050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉1060 要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具1145 包装及绝热铝箔,热交换器1199 电解电容器箔,光学反光沉积膜1350电线、导电绞线、汇流排、变压器带材2011 螺钉及要求有良好切削性能的机械加工产品2014 应用于要求高强度与硬度(包括高温)的场合。
铝合金化学成分表格

铝合金锭化学成分表
压铸用铝合金之成分
压铸铝合金之机械性能
压铸铝合金之特性及用途
压铸铝合金之机械性能
压铸铝合金之特性及用途
国标ADC12铝锭铜1.5-3.5% 硅9.5-12% 镁0.3%以下锌1.0%以下铁1.0%以下锰0.5%以
下余量铝
国标ADC10铝锭铜2.0-4.0% 硅7.5-9.5% 镁0.3%以下锌1.0%以下铁1.0%以下锰0.5以下余量铝国标ADC6铝锭铜0.1% Max 、硅1.0% Max、镁2.6-4.0 %、锌0.4 %Max 、铁0.8 %Max、锰0.4-0.6 、镍0.1 %Max 余量铝
国标YLD102铝锭铜0.3%Max 、硅10.0-13.0% 、镁0.25%Max、锌0.1 %Max 、铁0.9%Max、锰0.4%Max 、铬0.1 %Max 余量铝
国标A356.1铝锭铜0.25%Max 、硅6.5-7.5% 、镁0.25-0.45%、锌0.35 %Max 、铁0.5%Max、锰0.35%Max 、钛0.25 %Max 余量铝
国标A380铝锭铜3.0-4.0%、硅7.5-9.5% 、镁0.0.30%、锌2.0-3.0%、铁1.0%Max、锰0.50%Max 、锡0.20 %Max 余量铝可按客户提供金属元素,生产不同牌号的铝合金锭
铝合金机械性能
铸造用铝合金之成份及特性
压铸用铝合金之成份及特性
铸造铝合金的代号和化学成分(GB8733-88)
二.日本工业标准 JIS H5302:2000
日本压铸铝合金化学成分表
日本压铸铝合金机械性能表。
铝合金化学成分表
铝合金锭化学成分表
压铸用铝合金之成分
压铸铝合金之机械性能
压铸铝合金之特性及用途
压铸铝合金之机械性能
压铸铝合金之特性及用途
国标ADC12铝锭铜1.5-3.5% 硅9.5-12% 镁0.3%以下锌1.0%以下铁1.0%以下锰0.5%以下余量铝
国标ADC10铝锭铜2.0-4.0% 硅7.5-9.5% 镁0.3%以下锌1.0%以下铁1.0%以下锰0.5以下余量铝国标ADC6铝锭铜0.1% Max 、硅1.0% Max、镁2.6-4.0 %、锌0.4 %Max 、铁0.8 %Max、锰0.4-0.6 、镍0.1 %Max 余量铝
国标YLD102铝锭铜0.3%Max 、硅10.0-13.0% 、镁0.25%Max、锌0.1 %Max 、铁0.9%Max、锰0.4%Max 、铬0.1 %Max 余量铝
国标A356.1铝锭铜0.25%Max 、硅6.5-7.5% 、镁0.25-0.45%、锌0.35 %Max 、铁0.5%Max、锰0.35%Max 、钛0.25 %Max 余量铝
国标A380铝锭铜3.0-4.0%、硅7.5-9.5% 、镁0.0.30%、锌2.0-3.0%、铁1.0%Max、锰0.50%Max 、锡0.20 %Max 余量铝可按客户提供金属元素,生产不同牌号的铝合金锭
铝合金机械性能
铸造用铝合金之成份及特性
压铸用铝合金之成份及特性
铸造铝合金的代号和化学成分(GB8733-88)
二.日本工业标准 JIS H5302:2000
日本压铸铝合金化学成分表
日本压铸铝合金机械性能表。
中日材料对照
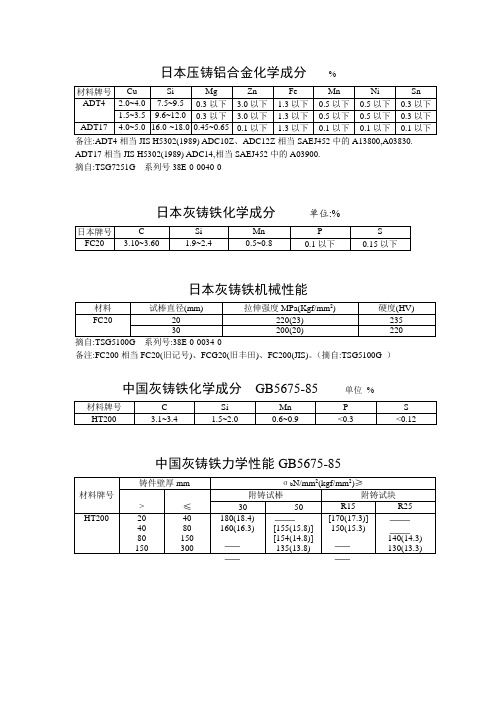
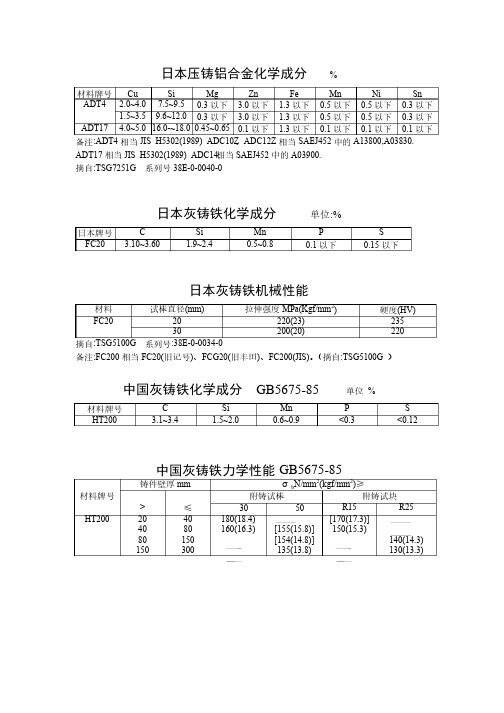
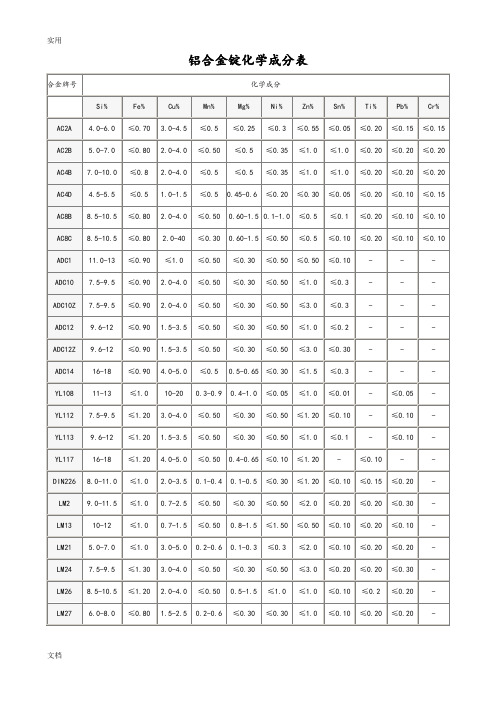
日本压铸铝合金化学成分%备注:ADT4相当JIS H5302(1989) ADC10Z、ADC12Z相当SAEJ452中的A13800,A03830. ADT17相当JIS H5302(1989) ADC14,相当SAEJ452中的A03900.摘自:TSG7251G 系列号38E-0-0040-0日本灰铸铁化学成分单位:%日本灰铸铁机械性能摘自:TSG5100G 系列号:38E-0-0034-0备注:FC200相当FC20(旧记号)、FCG20(旧丰田)、FC200(JIS)。
(摘自:TSG5100G )中国灰铸铁化学成分GB5675-85 单位%中国灰铸铁力学性能GB5675-85日本优质碳素结构钢机械性能表JISG4051摘自:《中外常用金属材料手册》陕西省标准化情报研究所编P362.日本优质碳素结构钢化学成分表单位%备注:S10相当JIS S10C,S15相当于JIS S15C,其余依次类推。
摘自:TSG3200G中国优质碳素结构钢化学成分表GB699-88 单位%中国优质碳素钢力学性能GB699-88日本合金结构钢化学成分表单位%备注:各种不纯物含量Ni在0.25%以下,Cu在0.3%以下。
摘自:TSG3220G 系列号:38E-0-0023-0日本合金结构钢机械性能摘自:林慧国等编《袖珍世界钢号手册》日本铬合金结构钢机械性能(JIS G4104)摘自:《中外常用金属材料手册》陕西省标准化情报研究所编P363.备注:SCr15、SCr20相当JIS G4052 SCr415、SCr420H,JIS G4104 SCr415H,SCr420H。
(摘自:TSG3220G)中国合金结构钢化学成分及力学性能表GB3077-88日本轴承钢化学成分%中国轴承钢化学成分和硬度YB(T)1-80日本螺钉所用材料摘自:TSB1001G 系列号:38E-0-003-0本TSB1001G螺钉的机械性能摘自:TSB1001G 系列号:38E-0-003-0。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SAE(汽车工程师学会)国际车辆表观信息报告一般信息—SAE铸造铝合金的化学成分、机械和物理性能前言—此文件依据新的SAE技术标准部的格式,除此之外,没有其它任何改动。
1. 范围—SAE铸造铝合金的相关标准涉及很大范围的铸件,包括一般用途和特殊用途的铸件,但不包括所有的商业用合金。
近些年来,铝合金已经被很多编码体系采纳,见表1。
最近,SAE推荐使用UNS 编码体系来区别这些材料,铸件主要通过砂模铸造、永久铸模铸造和拉模铸造方法制取;然而,外壳空模、熔模铸造、石膏型铸造以及其他一些不常用的铸造方法也被采用,如果合金没有所需的特性,推荐生产商可以考虑这些方法。
2. 引用的文件2.1 适用的出版物—以下出版物这里组成一组规范,如没有其它说明,以SAE的最新版本为准。
2.1.1 ASTM出版物—可从ASTM(美中试验材料协会)索取ASTM E 29—使用有效测试数据测试规范适用性的方法ASTM E 34—铝及铝合金化学分析测试方法ASTM E 117—生铅的点到面光谱分析方法ASTM B 557—变形和铸造铝合金及镁合金的张力测试方法3. 铸件类型—通用—铸造铝合金通常有两种类型:不可热处理的和可热处理的。
不可热处理合金一般在铸态使用(F),可以进行退火+回火处理(O),消除铸造应力或减少加工畸变。
可热处理合金一般在某种热处理状态下使用,这是由于热处理可以提高强度,处理制度通常是高温固溶处理+水淬+低温时效处理(T6)。
在T7条件下,铸件进行高温固溶处理后时效,可得到中高温下使用时性能稳定,切削时不易变形的产品。
有时不进行人工时效处理,铸件经淬火后自然时效使用(T4);有时(尤其用于高温时)不进行固溶处理,只进行稳定化处理或时效处理(T5),这种热处理可取得一定的应力松弛,通过调整热处理制度可以取得较好综合性能,而且常用的处理制度可以形成一组热处理规范。
表1—SAE铸造铝合金的典型应用和相近规范1.S—砂模铸造;PM—永久模铸造;D—拉模铸造。
4. 浇铸类型和合金—节选—砂模铸造较永久模铸造或拉模铸造允许更大的尺寸公差,总体壁厚和帽口较永久模铸造或拉模铸造的大,此工艺可生产具有良好内部完整性的部件,近来发展起来的自动高压砂模形模法使批量生产砂模铸件成为可能(相对于硬模和拉模铸造,砂模铸造减少了修模时间,这就有利于部件投入生产)。
永久模铸造可以缩小尺寸公差,对于相同的化学成分,可得到较砂模铸造略高的机械性能,使用可操纵的型芯可形成内外空腔,并带不随金属型芯抽出的底切部,此种称之为半永久模铸造,此工艺可以生产出具有良好内部完整性的铸件。
半永久模铸造和永久模铸造通常采用两种方法浇铸:重力浇铸(金属液直接倒入模内),低压浇铸(金属液从封装低压空气的炉内压入模内)。
拉模铸造已用于大量生产汽车部件,它比砂模铸造和永久模铸造取得更小的尺寸公差。
此工艺可得到更小的总体壁厚和帽口,铸件重量较轻,还可以浇铸设计和取向要求的一些小孔,拉模铸件表面较光,但有时会由于熔模剂的使用而恶化。
如果表面需要抛光,出于成本因素的考虑,此特点是非常有利的。
尺寸均匀、重量轻、帽口小使末道加工成本降低,这一点,再加上铸锭轻、浇口切除、浇铸速度高并能在铸态使用等,使拉模铸造成本比其它工艺低很多,即使加工成本要高一些。
拉模铸造冷速很快,试棒的拉伸强度值和屈服强度值很高,但是内部完整性较差,这就使得其性能指标较低。
小水口高压喷射金属液,可能带来夹杂、固化现象以及实际浇铸设计不利于形成完整区域,从而产生内部缺陷,大大降低实际部件的性能水平,所以生产商和用户应该在设计、规划和各个阶段的控制方面紧密合作,以取得满意的铸件质量。
5. 图样设计—在铸造铝合金砂模铸造的图样设计时,缩孔的允许值见表2A,此值会随铸件的形状和尺寸不同而略有不同。
建议生产商考虑图样设计,以保证取得最好的产品。
表2所提供的信息基于美国铸造工人学会的一项研究。
6. 化学成分—化学分析根据ASTM E 34(铝及铝合金化学分析测试方法)进行,或者根据生产商和购买商协商认同的其它标准进行,此分析可以利用光谱法,如有争议,以ASTM E 34提供的方法分析的结果为准。
为了与表3列出的成分范围相对应,需对测量值或计算值进行四舍五入,数据的小数点后的具体位数根据ASTM E 29(数据小数点位数标定的推荐方法)的方法确定。
7. 机械及物理性能—SAE铸造合金的典型物理性能见表4,机械性能是对标准试样的测试值,这些试样在尽量接近的浇铸凝固条件下重复浇铸,若非测试设备要求,不容许加工。
表5中砂模铸造合金的性能是由直径0.5英寸(12.7mm)的标准测试试棒得到的,无急冷处理;表6中永久模铸造合金的性能也是由直径0.5英寸(12.7mm)的标准测试试棒得到的,表7中给出的拉模铸造合金的典型拉伸强度是由直径0.25英寸(6.4mm)的标准测试试棒得到的,见ASTM B 557(变形和铸造铝合金及镁合金的张力测试方法)表2A—SAE铝合金特性表2A—SAE铝合金特性(续)1.1代表最好,5代表最差。
2.不适用于永久模铸造和拉模铸造,允许值是对普通砂模铸件,缩孔要求随设计和尺寸的不同而不同。
3.合金对激冷和经过脆化温度时产生的热应力的承受能力。
4.液态合金在模具中的流动能力5.伴随合金凝固体积的减小和液体补缩的数量。
注:浇铸类型:S—砂模铸造;PM—永久模铸造;D—拉模铸造。
表2B—SAE铝合金特性注:浇铸类型:S—砂模铸造;PM—永久模铸造;D—拉模铸造。
表2B—SAE铝合金特性(续)注:浇铸类型:S—砂模铸造;PM—永久模铸造;D—拉模铸造。
1.基于5%盐雾试验(ASTM B 117)2.综合分级基于切削特性、抛光质量和工具寿命;对可热处理合金,分级基于T6热处理,其它热处理,特别是退火,可能级别较低。
3.综合分级基于常规抛光程序抛光速度和质量。
4.标准方法电镀铸件的能力。
5.根据硫酸电解液中阳极化以后的色彩、亮度和均匀性分级。
6.根据涂层和基体合金耐腐蚀性能综合分级。
7.在260摄氏度持续加热时的拉伸强度和屈服强度。
8.用同样的材料作焊料时的熔焊能力。
9.能够承受钎焊温度而无过分畸变和熔化的能力10.不推荐超过93摄氏度使用。
SAE J452 2003年12月修订版表3—SAE铸造铝合金的化学成分(1)11/24SAE J452 2003年12月修订版表3—SAE铸造铝合金的化学成分(续)12/24SAE J452 2003年12月修订版1.没有范围的地方所列值为最大值,铝为余量。
2.S—砂模铸造;PM—永久模铸造;D—拉模铸造。
3.还含0.40-1.0%的银。
4.成分限于前面列出的SAE合金334略有不同。
5.若铁超过0.45%,锰含量不低于铁的一半。
6.还含0.04-0.07%的铍。
7.SAE35近似于B443.0,实际的SAE35就是443.0,它已被B443.0代替。
8.还含0.003-0.007%的铍和最大0.002%的硼。
13/24SAE J452 2003年12月修订版表4—SAE铸造合金的典型物理性能14/24SAE J452 2003年12月修订版表4—SAE铸造合金的典型物理性能(续)1.大概熔化范围是一种经验数据,没有精确的值,通常化学成分和工艺的不同都会导致所给数据的偏差。
2.冷铸样品,所有其它样品都是粘性砂模铸造。
3.拉模铸造合金的有效温度范围是20-200摄氏度。
4.估计值。
15/24SAE J452 2003年12月修订版表5—SAE砂模铸造合金的机械性能极限(1)16/24SAE J452 2003年12月修订版表5—SAE砂模铸造合金的机械性能极限(1)(续)1.从直径0.005的铸造试棒测试取得的数据,具体参考ASTM B 557图8,测试过程参考ASTM B 557。
2.硬度值仅供参考。
3.经验数据。
4.机械性能依赖于具体合金的铸造工艺和热处理制度,这些合金通常以最优质量应用,工艺技术尚未标准化,可参考具体铸造厂应用的性能极限。
17/24SAE J452 2003年12月修订版表6 —SAE永久模铸造合金的机械性能极限(1)18/24SAE J452 2003年12月修订版表6 —SAE永久模铸造合金的机械性能极限(1)(续)1.从直径0.005的铸造试棒测试取得的数据,具体参考ASTM B 557图8,铁模铸造,测试过程参考ASTM B 557。
2.硬度值仅供参考。
3.经验数据。
表7 —SAE拉模铸造合金的机械性能极限(1)1.测试试棒参考ASTM B 557图13,拉模铸造,测试过程参考ASTMB 557,从商业铸件的取样不能与以上数据对比。
19/24SAE J452 2003年12月修订版从铸件加工的测试试样的性能会因取样位置而不同,从薄处取样的性能可能会优于浇铸测试试棒,而取自厚部或浇铸口附近的样品性能会较低,这种关系不只是铝合金,所有的金属铸件都一样。
一般情况下,从铸件加工的测试试样用作接受或否定的基础,它们的机械性能由生产商和购买商协商而定。
不同的铸造测试试样用于金属质量的控制,在热处理状态下用作热处理工艺的控制,因此,这些测试试样要与它们所代表的铸件一同热处理,设计安全系数涵盖商业铸件与合金规定的性能之间的差异。
8.热处理命名体系—铸造铝合金的热处理命名体系包括三个名称:F,O和T,定义如下:F—铸态—铸造结束后未经任何热处理。
O—退火—对铸件消除应力,此处理产生最好的塑性和尺寸稳定性,但是强度和硬度最低。
T—热处理—对合金热处理以使其稳定。
T后常跟一个或多个数字,定义具体的热处理,第一个数字代表最基本的热处理,后续数字代表对初始基本热处理的演变,如T5是对合金的一种热处理,T51是对T5的演变,T52又是另一种演变等等。
T的分支或者说基本的热处理类型解释如下:T4—固溶热处理+淬火+自然时效—固溶热处理是将合金加热到熔点一下某个温度保温一段时间,这就促进合金中的扩散、固溶或均一化以消除合金成分偏析,随后组成的弥散分布造成合金均匀的硬化和强化,此过程发生在稍高于人工时效的温度或室温,这称之为自然时效。
某些合金在从固溶处理温度淬火以后,为达到预期的或稳定的状态,自然时效需要3到14天时间,对T4演变的数字通常指名淬火介质。
20/24T5—对铸件只进行人工时效—从浇铸温度冷却以后,不用固溶处理直接人工时效,这是为提高机械性能或尺寸稳定性,同时,T5可以避免固溶和淬火处理时产生畸变。
T6—固溶热处理+淬火+人工时效—提高机械性能和尺寸稳定性。
T7—固溶热处理+淬火+稳定化处理—稳定到达到最大强度的时效条件,以得到某些特殊性能,或使得部件在比T6时效温度高的温度使用。
表8列出了铸造铝合金的典型热处理制度注:不同热处理的时间排序通常要取得最优的结果,如,室温自然时效要在固溶处理之后或人工时效或稳定化处理之前,另外,固溶处理之后,需要快速淬火以得到所需机械性能。