阶梯油杯的冲压工艺设计及制作
阶梯轴类机械零件的加工工艺基础知识

阶梯轴类机械零件的加工工艺基础知识阶梯轴类机械零件是机械设备中重要的一类连接零部件,具有承载力强、精度高、寿命长等特点。
在制造过程中,阶梯轴需要经过多道复杂的加工工艺,以保证其精度、质量和可靠性。
本文将介绍阶梯轴类机械零件的加工工艺基础知识。
一、加工前准备1.材料选择阶梯轴的制作材料多为高强度合金钢或不锈钢等金属材料,其选材应根据机械设计要求进行选择,并进行材料性质检测和验证。
在确定材料的强度和韧性等性能后,制定加工工艺方案。
2. 设计制图阶梯轴类零件在加工前,需经过设计制图,包括工艺制图和(或)装配图,工艺制图应详细标明各道工序的加工要求、加工精度和工艺参数等。
装配图应明确各个连接位置及连接方式,确保零件的尺寸和几何形状符合设计要求。
3.加工设备和工具准备阶梯轴类零件的加工需要使用各种加工设备和工具,包括车床、铣床、磨床、钻床、淬火炉、磁粉探伤设备等。
选用设备应根据工艺要求和制造能力进行选择,并检查设备的完好性和精度。
二、加工工艺1.车削加工阶梯轴类零件中的轴身部分多采用车削加工,具体工艺流程如下:(1)切削液选择:根据材料特性、加工质量和加工效率的要求,选择与之匹配的切割液。
(2)切削参数设置:包括切削速度、进给速度、切削深度等,应根据材料性质、加工情况和刀具规格设定。
(3)车刀选择:一般用硬质合金车刀或砂轮车刀,应按照切削条件和加工要求选择合适的车刀。
(4)车削加工程序:根据工艺制图和车削要求,进行车床设备的操作,控制车刀的深度和轨迹,精确加工阶梯轴的几何形状和尺寸。
2.铣削加工阶梯轴零件中的阶梯部分多采用铣削加工,具体工艺流程如下:(1)切削液选择:根据材料特性、加工质量和加工效率的要求,选择与之匹配的切割液。
(2)铣削参数设置:包括切削速度、进给速度、切削深度等,应根据材料性质、加工情况和切削刀具规格设定。
(3)铣刀选择:一般用硬质合金铣刀或钢铣刀,应按照切削条件和加工要求选择合适的铣刀。
(完整版)冲压课程设计

目录前言课程设计任务书第一章概论 (1)1.1 冲压的概念和其加工特点 (1)1.1.1 冲压的概念 (1)1.1.2 冲压技术的加工特点 (1)1.2 冲压技术和模具工业的重要地位 (1)1.3 冲压工序的分类 (2)1.4冲压模具技术的发展前景 (2)第二章零件的工艺性分 (4)2.1 零件的工艺性分析 (4)2.2 确定冲裁件的工艺方案 (5)第三章工作零件刃口尺寸的计算 (6)3.1 刃口尺寸的计算 (7)第四章排样方式 (8)4.1 排样 (9)第五章冲裁力和压力中心的计算 (10)5.1 冲裁力计算 (10)5.2 压力中心的计算 (11)第六章工作零件结构尺寸 (12)6.1 卸料块的设计 (12)6.2 弹性元件橡胶的设计 (13)6.3 落料凹模板尺寸 (14)6.4 凸凹模的设计 (15)6.5 冲孔凸模的设计 (16)第七章模架及其它零件的设计 (17)7.1 上下模座 (17)7.2 模柄 (18)第八章总结 (19)参考文献 (21)前言冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。
冲压通常是在常温下对材料进行变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。
冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程。
冲压所使用的模具称为冲压模具,简称冲模。
冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。
冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。
冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。
与机械加工及塑件加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。
主要表现如下。
(1)冲压加工的生产效率高,且操作方便,易于实现机械化和自动化。
钳工阶梯组合件工艺流程

钳工阶梯组合件工艺流程英文回答:As a machinist, I have experience with the process of producing combination parts for a ladder. The process involves several steps to ensure the final product meetsthe required specifications. Here is a detailed explanation of the process:1. Material Selection: The first step is to select the appropriate materials for the ladder combination parts.This usually involves choosing metals such as aluminum or steel, based on the desired strength and weight requirements.2. Cutting and Shaping: Once the materials are selected, they need to be cut and shaped according to the design specifications. This can be done using various cuttingtools such as saws, shears, or CNC machines. For example,if the ladder requires a specific angle for the steps, themetal needs to be cut and shaped accordingly.3. Drilling and Punching: After the cutting and shaping process, holes need to be drilled or punched into the metal to allow for assembly. This is typically done using drillsor punches. For instance, if the ladder requires bolts to hold the parts together, holes need to be drilled in the appropriate locations.4. Welding or Joining: Once all the necessary holes are made, the next step is to join the different parts together. This can be done through welding, riveting, or using other joining techniques. For example, if the ladder steps needto be securely attached to the ladder frame, welding can be used to create a strong bond.5. Finishing: After the parts are assembled, they needto be finished to ensure a smooth and polished surface.This can involve processes such as grinding, sanding, or polishing. For instance, if the ladder parts have sharp edges or rough surfaces, they need to be smoothed out to prevent any potential injuries.6. Quality Control: Throughout the entire process, quality control measures need to be implemented to ensurethe final product meets the required standards. This can involve inspections, measurements, and testing. For example, the ladder combination parts may need to undergo loadtesting to ensure they can support the intended weight.7. Packaging and Shipping: Once the ladder combination parts pass the quality control checks, they are packagedand prepared for shipping to the customer. This involves proper packaging to protect the parts during transportation.中文回答:作为一名钳工,我有制作阶梯组合件的工艺流程经验。
冲压模具设计与制造冲压工艺过程设计的步骤与内容ppt课件
冲压件的工序性质是指该零件所需的冲压工序种类。 冲压工序性质应根据冲压件的结构形状、尺寸和精度要求,各 工序的变形规律及某些具体条件的限制予以确定。
§6.3 冲压工艺规程制订步骤 烧伤病人的治疗通常是取烧伤病人的健康皮肤进行自体移植,但对于大面积烧伤病人来讲,健康皮肤很有限,请同学们想一想如何来治疗该病人
(3) 工序顺序的安排
冲压工序顺序的安排主要决定于冲压变形规律和零件质量要求, 其次要考虑到操作方便、毛坯定位可靠、模具简单等。
a. 骤 烧伤病人的治疗通常是取烧伤病人的健康皮肤进行自体移植,但对于大面积烧伤病人来讲,健康皮肤很有限,请同学们想一想如何来治疗该病人
§6.3 冲压工艺规程制订步骤 烧伤病人的治疗通常是取烧伤病人的健康皮肤进行自体移植,但对于大面积烧伤病人来讲,健康皮肤很有限,请同学们想一想如何来治疗该病人
(4) 工序组合方式的选择
工序组合能否实现及组合的程度如何主要取决于零件的生产批 量、形状尺寸、质量精度要求,其次要考虑模具结构、模具强度; 模具制造维修以及现场设备能力等。
§6.3 冲压工艺规程制订步骤 烧伤病人的治疗通常是取烧伤病人的健康皮肤进行自体移植,但对于大面积烧伤病人来讲,健康皮肤很有限,请同学们想一想如何来治疗该病人
4.选择模具类型; 5.选择冲压设备; 6.编写工艺文件及设计计算说明书
a. 从零件形状、尺寸、精度及模具结构和强度出发考虑工序组 合的可能性;
b. 从模具制造与维修能力及现场设备能力方面考虑工序组合的 可行性。
§6.3 冲压工艺规程制订步骤 烧伤病人的治疗通常是取烧伤病人的健康皮肤进行自体移植,但对于大面积烧伤病人来讲,健康皮肤很有限,请同学们想一想如何来治疗该病人
(2) 工序数量的确定
油杯冲压工艺及模具设计

课程设计课程名称《冲压工艺及模具设计》题目名称油杯冲压模具设计学院材料与能源学院专业班级11级模具2班学号学生姓名指导教师2014年07月10日目录一、设计任务书 (1)二、工件的工艺分析 (3)三、工艺方案的拟定 (3)四、排样形式和裁板方法,材料利用率计算 (7)五、模具类型及结构形式的确定 (7)六、工序压力计算,压力中心的确定 (8)七、设备选择 (9)八、模具主要零件的选用及设计计算 (10)九、参考文献 (17)广东工业大学课程设计任务书题目名称油杯冲压工艺及模具设计学生学院材料与能源学院专业班级材料成型及控制工程11级模具2班姓名学号一、课程设计的内容根据给定的冲压零件图进行产品的冲压工艺分析和比较,制定合理的冲压工艺方案,进行有关工艺计算,确定冲压模具的类型和结构,选择冲压设备,绘制模具的装配图及零件图,编制冲压工艺卡,并撰写设计说明书。
二、课程设计的要求与数据1.课程设计时间共2周,按时独立完成课程设计任务,符合学校对课程设计的规范化要求;2.绘制所设计模具的装配图和非标件零件图:图纸整洁,布局合理,图样和标注符合国家标准;3.编制冲压工艺卡,撰写设计计算说明书(约20页):要求公式使用准确,计算正确,语言流畅,书写工整,插图清晰整齐;4.设计说明书与图纸按学校规定装订成册。
三、课程设计应完成的工作1.冲压工艺设计:包括分析零件的冲压工艺性,拟订冲压件的工艺方案,确定合理的排样形式、裁板方法,并计算材料的利用率;确定模具结构及尺寸等;2.根据总冲压力及考虑模具的结构尺寸选择成形设备的型号;3.模具结构及其零部件设计:设计一道工序的冲模,绘制冲模总装配图及主要零件图;4.冲压工艺过程卡片;5.设计计算说明书。
四、课程设计进程安排五、应收集的资料及主要参考文献[1] 自编. 冲模设计课程设计指导书[M]. 广东工业大学,2014.[2] 自编. 冲模图册[M]. 广东工业大学,2007[3] 教材. 冲压工艺与模具设计[M].[4] 李志刚主编. 中国模具设计大典[M]. 南昌: 江西科学技术出版社, 2003.[5] 罗益旋主编. 最新冲压新工艺新技术及模具设计实用手册[M]. 长春: 吉林出版发行集团, 2004.[6] 肖景容, 姜奎华主编. 冲压工艺学[M]. 北京: 机械工业出版社, 2000.[7] 郝滨海编著. 冲压模具简明设计手册(第二版)[M]. 北京:化工工业出版社, 2009.发出任务书日期:2014 年6 月30 日指导教师签名:计划完成日期:2014 年7 月11 日基层教学单位责任人签章:主管院长签章:二、工件的工艺分析此零件使用的材料为15Mn优质低碳钢,15Mn为高锰低碳渗透钢,性能与15号钢相似,焊接性能好,但淬透性、强度与塑性均比15号钢都高些,具有较好的冲压成型性能。
油杯铸造工艺课程设计
0.2
0.12
HT150 的力学性能见表 1-2。
表 1-2 HT150 的力学性能
抗拉强度(MPa) 抗弯强度(MPa) 抗压强度(MPa) 硬度(HBS)
≥150Mpa
≥324Mpa
≥637Mpa
160~180
1
1.3 技术要求
箱体技术要求分为两个部分,一部分为零件图中技术要求;一部分为附加技 术要求。其中,零件图中技术要求如下:
3 铸件的生产方式
由于油杯外形尺寸不大,形状较为简单,铸件也无特殊要求,因此采用砂型 铸造。
油杯铸件质量约 2.7kg,生产批量为单件,以工厂的实际设备条件,选择手 工两箱造型,中间为了保证油杯内腔的弯曲形状,故选用芯盒制芯。
5
4 造型、造芯材料(型、芯砂)选择
型砂(芯砂)质量不好会使铸件产生气孔、砂眼、粘砂、夹砂等缺陷。造型、 造芯材料按粘结剂材料分类,可分为:粘土砂(干型、湿型、表干型),无机粘 结剂砂(水玻璃砂、水泥砂),有机粘结剂砂(树脂砂、油砂)。
化,自动化 不用烘干,成本低,劳 动条件好,机械化造型 应用最多;采用硼润土 活化砂及高压造型,可 以得到强度高、透气性
较好的铸型
应用情况 结构复杂,质 量要求高,单 件,小批中大
型铸件 多用于单批或 大批大量的中
小件
油杯内部空腔应使用砂芯,查表 4-2 选择芯盒制芯。
表 4-2
手工造芯方法
制芯方法 芯盒制芯
HT150 的化学成分见表 1-1。
表 1-1 HT150 的化学成分
牌 号 铸件壁厚/mm C
Si
Mn
P≤
S≤
<30
3.3~3.5 2.0~2.4 0.5~0.8
油挡冲压件工艺分析、计算及模具设计说明书.
太原科技大学毕业设计(论文)设计(论文)题目:支架冲压件工艺分析、计算与模具设计姓名学院材料成型及控制工程专业成型(塑性成型)年级成型081401指导教师2012年6 月6 日太原科技大学毕业设计(论文)任务书(由指导教师填写发给学生)学院(直属系):材料科学与工程学院时间:2012年3月12日说明:一式两份,一份装订入学生毕业设计(论文)内,一份交学院(直属系)。
油挡冲压件工艺分析、计算及模具设计摘要本论文题目为油挡冲压件工艺分析、计算及模具设计。
首先对加工零件进行了加工工艺和结构工艺的分析。
通过计算毛坯尺寸和拉深系数提出了四种方案,落料与正拉深在复合模中加工成半成品,再在翻边、精整复合模上进行翻边和精整。
对模具的排样做出了合理的布置,使材料利用率达到较高的水平。
计算了冲压过程中所需要的各种冲压工艺力,包括落料力、卸料力、拉深力、精整力、顶料力等,并对压力机进行了合理的吨位初选。
复合模在结构上采用了正装的形式,计算出了落料拉深和精整工作部分的尺寸。
对模具的闭合高度进行了合理的确定,还设计出模具的主要零件落料凹模、落料拉深凸凹模、精整凹模等,以及合理的装配图。
关键词: 模具设计;复合模;落料拉深;精整ABSTRACTThe subject of this thesis for the oil block stampings technology, computing, and mold design. First of all on the processing parts carried out the the the analysis of of the processing technology and structure of the craft. The four options put forward by calculating the rough size and drawing coefficient, blanking drawing in the composite modulus for processing into semi-finished products, and then in the flange, flange and finishing finishing compound die. The nesting of the mold to make reasonable layout, material utilization to reach a higher level. Calculation of the stamping process of stamping process force, including the blanking force, the discharge power, drawing force, finishing force, ejector force, and presses the reasonable tonnage primaries. The composite modulus in the structure of a form of dress, to calculate the size of the part of the blanking, drawing and fine work.Reasonable to determine the height of the mold is closed, also designed the main parts of the mold blanking die, blanking, deep drawing punch, finishing the die, and reasonable assembly drawing.Key words :Mould design; Composite die; Blanking deep drawing;finishing前言随着经济的发展,冲压技术应用应用范围越来越广泛,在国民经济各部门中,几乎都有冲压加工生产,它不仅与整个机械行业密切相关,而且与人们的生活紧密相连。
油箱注油口冲压工艺与模具设计
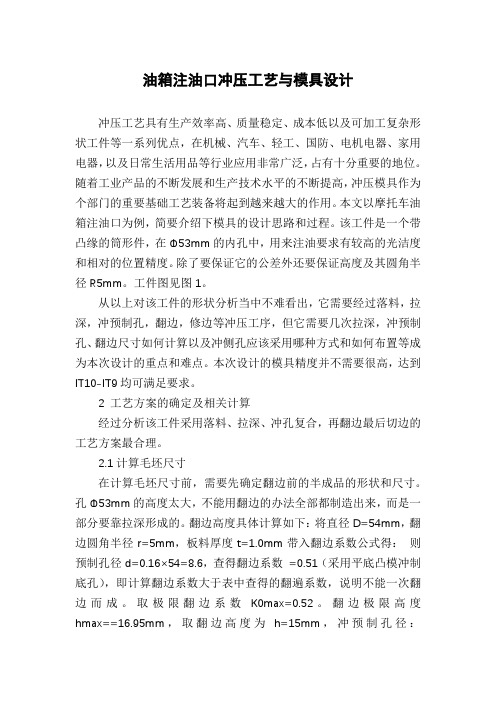
油箱注油口冲压工艺与模具设计冲压工艺具有生产效率高、质量稳定、成本低以及可加工复杂形状工件等一系列优点,在机械、汽车、轻工、国防、电机电器、家用电器,以及日常生活用品等行业应用非常广泛,占有十分重要的地位。
随着工业产品的不断发展和生产技术水平的不断提高,冲压模具作为个部门的重要基础工艺装备将起到越来越大的作用。
本文以摩托车油箱注油口为例,简要介绍下模具的设计思路和过程。
该工件是一个带凸缘的筒形件,在Φ53mm的内孔中,用来注油要求有较高的光洁度和相对的位置精度。
除了要保证它的公差外还要保证高度及其圆角半径R5mm。
工件图见图1。
从以上对该工件的形状分析当中不难看出,它需要经过落料,拉深,冲预制孔,翻边,修边等冲压工序,但它需要几次拉深,冲预制孔、翻边尺寸如何计算以及冲侧孔应该采用哪种方式和如何布置等成为本次设计的重点和难点。
本次设计的模具精度并不需要很高,达到IT10-IT9均可满足要求。
2 工艺方案的确定及相关计算经过分析该工件采用落料、拉深、冲孔复合,再翻边最后切边的工艺方案最合理。
2.1计算毛坯尺寸在计算毛坯尺寸前,需要先确定翻边前的半成品的形状和尺寸。
孔Φ53mm的高度太大,不能用翻边的办法全部都制造出来,而是一部分要靠拉深形成的。
翻边高度具体计算如下:将直径D=54mm,翻边圆角半径r=5mm,板料厚度t=1.0mm带入翻边系数公式得:则预制孔径d=0.16×54=8.6,查得翻边系数=0.51(采用平底凸模冲制底孔),即计算翻边系数大于表中查得的翻遍系数,说明不能一次翻边而成。
取极限翻边系数K0max=0.52。
翻边极限高度hmax==16.95mm,取翻边高度为h=15mm,冲预制孔径:d=K0max×D=0.52×54=28.08取冲预制孔为d=28mm。
冲孔、翻边前半成品如图2所示。
2.2 按凸缘筒形件的拉深2.3 冲裁排样方式的设计及计算3 模具类型及结构形式的选择3.1落料、拉深、冲孔复合模首先进行各工序压力的计算,包括落料力、卸料力、拉伸力、压边力、冲预制孔力和推件力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Z 0.36, Z 0.246 Z - Z 0.114
max min
由表查出:x=0.5
由查表可得,落料的尺寸公差△=0.35 D ( D x) ( 155 - 0.5 0.35) 154.83 所以落料部分: D (D - Z ) ( 154.825 - 0.246) 154.58
三、各工序模具结构型式的确定
选用落料模、首次拉深模和二次拉深模。
四、计算各工序冲压力 以及选择冲压设备
凸凹模刃口计算
若零件没有标准尺寸,对于圆形件,一般 可按IT6-7精度制造模具,故零件的精度等 级为IT12
由于零件是圆形且简单,故采用凸模与凹 模分开加工的方法。 为了保证间隙值,必须满足下列条件:
Z Z 0.4( Z Z ) 0.6( Z Z )
p d max min p max min d max min
由表2-4查出: 由表2-6查出凸、凹模制造公差: 0.03, 0.02 落料部分 Z Z
max min
阶梯油杯的冲压工艺设计
指导教师: 姓名:
一、冲压件的工艺分析
该零件为阶梯油杯,材料08,厚度2mm。 零件为旋转体,外形对称,无尖角、凹陷 或其他形状突变,属于典型的板料冲压件, 可以拉深成形。
二、确定工艺方案
1 . 计算毛坯尺寸 旋转体零件采用圆形毛坯,不考虑板料厚度变化,其直 径按面积相等原则进行计算。 计算方法一: 先将零件划分为若干便于计算的简单几何体,共六部分, 如图所示:
d 0.03 d 0 0 0 0 p d min -p -0.02
0.03 0 0 -0.02
模具结构简图
剩余四次拉伸
首次拉伸和落料
零件三维建模
谢 谢!