4250TEU集装箱船的船体特点和现代建造工艺
4250TEU集装箱船脱硫塔结构强度有限元分析
第23期2020年8月No.23August ,20204250TEU 集装箱船脱硫塔结构强度有限元分析张伟(江苏海事职业技术学院,江苏南京211100)摘要:文章以4250TEU 集装箱船为研究对象,依据劳氏船级社RULES AND REGULATIONS FOR THECLASSIFICATION OF SHIPS (2007)的要求,对该船上的脱硫塔结构进行强度计算。
运用大型有限元软件MSC.Patran/MSC.Nastran ,计算工况选取脱硫塔在正常操作工况和事故工况下分别考虑横摇和纵摇两种情况,对该脱硫塔结构强度进行建模计算。
计算结果表明,该脱硫塔结构强度满足规范要求。
关键词:集装箱船;脱硫塔结构;有限元分析中图分类号:U664文献标志码:A江苏科技信息Jiangsu Science &Technology Information基金项目:江苏海事职业技术学院课题;项目名称:基于有限元的船用脱硫塔结构优化设计及强度计算研究;项目编号:KJYB201902。
江苏海事职业技术学院千帆计划资助项目;项目编号:CX1701。
作者简介:张伟(1989—),女,江苏溧阳人,工程师,硕士;研究方向:船舶结构设计。
引言在大中型船舶上安装脱硫装置是目前的主流趋势[1],为降低整个脱硫项目的生产成本,对其结构形式进行优化设计,对企业而言就显得至关重要。
本文以4250TEU 集装箱船为例,采用有限元软件MSC.Patran/MSC.Nastran 对该集装箱船脱硫塔结构进行强度计算。
参考劳氏船级社规范(以下简称“《规范》”),对脱硫塔结构在正常操作工况和事故工况下的强度进行了校核。
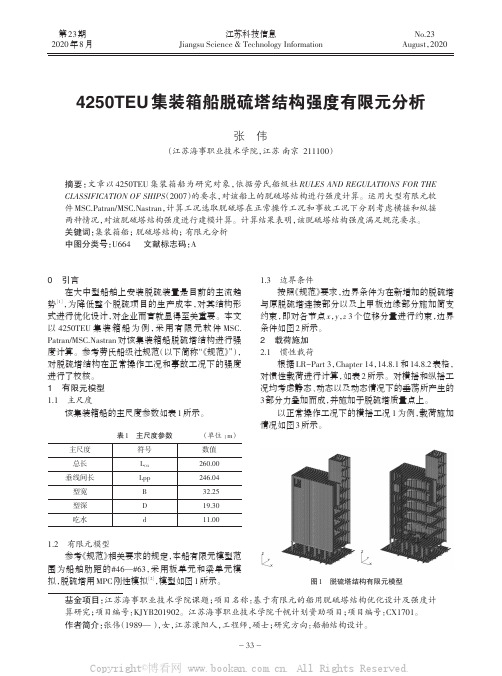
1有限元模型1.1主尺度该集装箱船的主尺度参数如表1所示。
1.2有限元模型参考《规范》相关要求的规定,本船有限元模型范围为船舶肋距的#46—#63,采用板单元和梁单元模拟,脱硫塔用MPC 刚性模拟[2],模型如图1所示。
现代船舶建造工艺流程-壳舾涂一体化造船模式
现代船舶建造工艺流程根据现代造船“壳舾涂一体化总装造船”模式,船舶生产经历了传统造船到现代造船的过渡,因为技术的发展和日新月异的创造力与技术革新突破,才达到了目前的造船情况。
传统造船分为两个阶段:1是常规船体建造和舾装阶段,先装龙骨系统,再装肋骨系统,最后装外板系统;2是分段建造,舾装分为2个阶段,分段舾装和船上舾装。
现代造船则由于成组技术的引入,船体实行分道建造,舾装分为3个阶段,单元舾装、分段舾装、船上舾装。
由船体建造、舾装、涂装结合工作组成了所谓的“壳舾涂一体化总装造船”。
当前造船行业正向着数字造船和绿色造船的方向努力。
一、船舶建造工艺流程层次上的划分为:1、生产大节点:开工——入坞(上船台搭载)——下水(出坞)——试航——交船生产大节点在工艺流程中是某工艺阶段的开工期(或上一个节点的完工期),工艺阶段一般说是两个节点间的施工期。
生产大节点的期限是编制和执行生产计划的基点,框定了船舶建造各工艺阶段的节拍和生产周期;节点的完成日也是船东向船厂分期付款的交割日。
2、工艺阶段:钢材预处理——号料加工——零、部件装配——分段装焊——坞内装焊(合拢)——拉线镗孔——船舶下水——发电机动车——主机动车——系泊试验——试航试验——交船3、以上工艺阶段还可以进一步进行分解。
4、是以上工艺阶段是按船舶建造形象进度划分的,造船工艺流程是并行工程,即船体建造与舾装作业是并行分道组织,涂装作业安排在分道生产线的两个小阶段之间,船体与舾装分道生产线在各阶段接续地汇入壳舾涂一体化生产流程。
二、船舶建造的前期策划船舶设计建造是一项复杂的系统工程,在开工前船厂必须组织前期策划,一是要扫清技术障碍;二是要解决施工难点。
1、参透“技术说明书”(设计规格书)。
技术说明书是船东提出并经双方技术谈判,以相应国际规范及公约为约束的船舶设计建造的技术要求。
船厂在新船型特别是高附加值船舶的承接中必须慎重对待:必须搞清重要设备运行的采用标准情况、关键技术的工艺条件要求,特别是要排查出技术说明书中暗藏的技术障碍(不排除某些船东存有恶意意图);2、对设计工作的组织。
集装箱船船体结构极限强度研究
集装箱船船体结构极限强度研究发布时间:2022-09-20T01:09:14.787Z 来源:《科学与技术》2022年第10期作者:杜万里,殷东升,张洪亮,胡立明,王雪鹏,杨润,赵文龙[导读] 与传统干杂货船相比,采用标准运输模块进行集装箱运输更加方便、高效、安全杜万里,殷东升,张洪亮,胡立明,王雪鹏,杨润,赵文龙中国船舶集团青岛北海造船有限公司,单位邮编:266520 摘要:与传统干杂货船相比,采用标准运输模块进行集装箱运输更加方便、高效、安全。
因此,集装箱船逐渐取代了传统的干货船,成为海上运输的主力。
从规模经济的角度看,船舶的基本尺寸越大,其经济效益越明显。
20世纪90年代以来,集装箱船正式步入了规模化时期,随着对高强度的船舶设备、大功率舰船发电机等核心技术的逐步掌握,集装箱船逐渐发展壮大。
由于近年全球经济运行状况的回升以及国际海事组织节能减排令的推行,超大型集装箱船将再次成为国际航运发展的重点。
关键词:大型集装箱船;结构强度;工艺研究引言随着经济全球化的进展,全球各国商品贸易额日益扩大,集装箱货轮以其效率、便利、安全等优点已形成了全球海运的主力军,同时为逐步减少货物运输成本,集装箱货轮日益向大型化和高速化发展,目前大型集装箱货轮已成为全球集装箱海运市场的最主力船舶类型。
与此同时,由于中大型集装箱货轮所具备的高技术、高附加值等优点,也日益引起世界造船企业的高度关注,所以进行对大中型集装箱货轮的构造分析与制造工艺技术研究,对改善中国造船企业的造船技术水平,并进而增强其在全球造船市场上的综合竞争力,有着很大的现实意义。
1.水动力砰击对总强度与局部强度的影响超大型集装箱船由于有着很大的首外飘和较平坦的尾部线体等特征,再加上飞行速度较高,在不良海况下,随着身体的大幅度摇荡运动,很易引起首尾下方和首部舷侧外飘地区的水动力砰击现象。
瞬间突然而强烈的舰船砰击也会使舰船出现巨大的抖动现象,使舰船梁本构非线性波浪弯矩加大而造成整体结构刚度下降。
世界及我国船用低速柴油机行业发展研究_刘啸波

Research of Industry Development of Low-speed Marine Diesel Engine at Home and Abroad
LIU Xiao-bo1,2, REN Hui-long1, LI Chen-feng1
(1. College of Ship Building Engineering, Harbin Engineering University, Haerbin 150001, China; 2. China Shipbuilding Information Center, Beijing 100192, China)
与韩国相比,虽然日本造机企业的技术力量和水 平仍然明显领先,但是由于日元升值等问题,导致日 本造机企业在与韩国的海外竞争中不占优势。同时, 由于造船业下滑,导致日本造机产业的发展进入瓶颈 期。根据日本国土交通省统计数据[8],2007 年至 2011 年日本船用低速机产量(单机功率在 1 万马力以上) 相对较为稳定,总台数基本维持在 400 台左右,年均 产量 810 万马力。根据克拉克松统计数据测算[6],2007 年至 2011 年日本船用低速机年均需求约为 720 万马 力。可见,日本船用低速机产量主要以满足国内需求 为主,国际市场订单较少。
1 世界船用低速柴油机行业发展概况
1.1 市场规模 1.1.1 接单规模
根据《柴油机与燃气轮机》中的船用柴油机订单 调查报告,世界船用低速柴油机新接订单情况如图 1 所示[1-5]。在前一轮的船市高峰期,船用柴油机订单增 长迅速,并在 2007 年左右达到顶峰,成交量超过 2700 台。受 2008 年以来世界经济形势和造船形势恶化的影 响,世界船用低速机订单大幅下滑,2009 年成交量仅 为 2007 年成交的 20%。2010 年和 2011 年成交量有所 恢复,但整体形势也不乐观。2011 年全球船用低速柴 油机新接订单 854 台,功率合计约为 2000 万马力。按 照每马力 200~270 美元测算(据专家介绍,我国船用低
第八章-分段装配-货舱区环型各分段制造
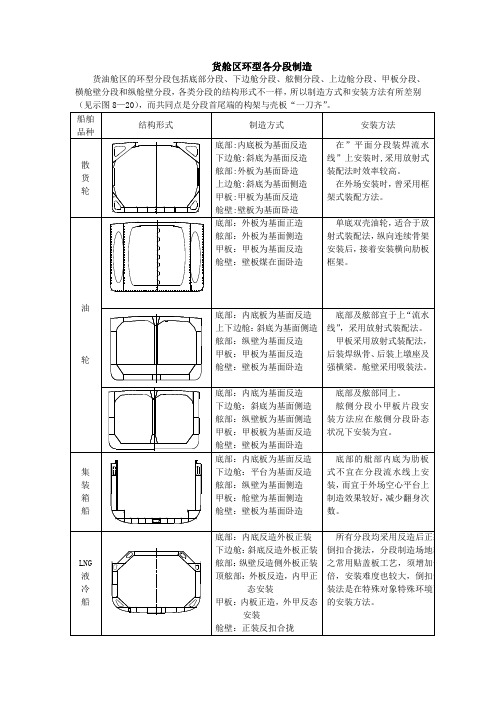
货舱区环型各分段制造货油舱区的环型分段包括底部分段、下边舱分段、舷侧分段、上边舱分段、甲板分段、横舱壁分段和纵舱壁分段,各类分段的结构形式不一样,所以制造方式和安装方法有所差别(见示图8—20),而共同点是分段首尾端的构架与壳板“一刀齐”。
示图8—20一、底部分段制造大型船舶底部一般分为平底线区的“方箱”底部,及其二侧舭部的底边水舱组成。
1、制造方式:大型船舶“方箱”底部均分为不对称的左右(P.S)二个片段分别制造,搭载前才总组合拢成整体。
制造方式是在“平面分段装焊流水线”上的内底板为基面反造,然后贴盖外板拼板。
而特殊船舶LNG则以内底板为基面反造,而外板纵骨则安装在另一外板胎架的铺板上。
将反造的内底片段翻身反扣至正态外板片段中成形分段。
1、安装方法我厂曾用过三种。
(1)七、八十年代曾用框架式装配法(见示图8—21)示图8—21(1)九十年代之后用放射式装配法(见示图8—22)示图8—22(3)LNG船用顺序式装配法(见示图8—23)示图8—232、操作控制要领(1)纵骨、纵桁及横向肋板间距尺寸按“LNG分段建造精度控制表”标准。
(2)纵骨、纵桁及横向肋板的垂直度按“LNG分段建造精度控制表”标准。
(3)纵骨、纵桁、内底板及外板首、尾端应在同一横断面内,检测办法用线锤或激光经纬仪。
4、构架装配顺序内底板拼板划线及切割→纵骨安装→16极焊接→安装肋板→插入纵桁板→架设外板纵骨材→构架焊接→预舾装→贴盖外板拼板→定位加强焊。
(1)内底纵骨安装。
将纵骨按零件号吊到分段内底板相对应的位置。
根据图纸尺寸确定纵骨轮廓与外板端缝的相对位置,然后用点焊固定。
点焊时应从纵骨中间向二端固定,定位焊结束后,要用角尺或水平尺检测盘直度,在关键部位肋骨与内底板的垂直度须用钢板条临时加强以防止纵材焊接变形。
(2)肋板安装。
吊装肋板按相应的肋位线插入纵材之间。
在吊装肋板时会遇到肋板上的纵骨切口不易插入纵骨,这时须修正肋板上的切口。
我国核动力集装箱船技术参数

我国核动力集装箱船技术参数全文共四篇示例,供读者参考第一篇示例:我国核动力集装箱船技术参数随着我国经济的快速发展和对能源的需求不断增加,我国海运行业也迅速发展,海上运输量逐年增加。
为满足海上运输的需求,提高运输效率和安全性,我国开始研发核动力集装箱船技术。
核动力集装箱船是一种利用核能源作为动力源的集装箱船,拥有高效、环保和安全的特点。
其技术参数包括以下几个方面:1. 动力系统:核动力集装箱船以核反应堆作为主要动力源,通过核裂变反应产生热能,驱动船舶发动机进行航行。
核动力系统具有高能效、长时间续航和低排放的特点,能够实现远洋大船舶的长途航行。
2. 船体结构:核动力集装箱船采用钢质船体结构,具有良好的强度和稳定性,适合长途海上运输。
船体设计合理,具有良好的操纵性和适航性能,能够适应各种天气和海况。
3. 船载设备:核动力集装箱船配备先进的设备和技术,包括自动导航系统、船载通信系统、货物装卸设备等。
这些设备能够提高船舶的运输效率和安全性,实现船舶自主运行和自动化作业。
4. 安全控制系统:核动力集装箱船配备完善的安全控制系统,包括辐射监测系统、应急救援系统、火灾探测系统等。
这些系统能够及时监测船舶运行状态,保障船舶和船员的安全。
5. 环保性能:核动力集装箱船具有较高的环保性能,能够减少燃油消耗和大气排放,降低对环境的影响。
采用核能源作为动力源,船舶无需燃油加注,减少化石能源的使用,有利于减少温室气体排放和空气污染。
6. 经济性:核动力集装箱船具有较高的运输效率和经济性,能够降低运输成本和提高利润空间。
核动力系统具有较长的使用寿命和低维护成本,能够降低船舶运营成本,提高运输效率。
我国核动力集装箱船技术参数具有先进的技术水平和较高的性能指标,能够满足海上运输的需求,提高运输效率和安全性。
未来,我国将进一步加大核动力船舶的研发和推广力度,努力打造具有国际竞争力的核动力集装箱船船队,推动海运行业向高质量发展。
第二篇示例:我国核动力集装箱船技术参数核动力集装箱船是一种利用核能发电系统作为动力的大型集装箱船舶。
2750TEU集装箱船主推进系统校中工艺及研究
测 量 中间 轴法 兰 与艉 轴 法 兰 的偏 移 值 曲轴 臂距 差应 不 大于 04 mm,其 余缸 .8 ( AG)和 曲折值 ( S GAP ,使 偏 移 的曲轴臂 距差不大 于02mm。 ) . 4
值 和 曲折值 符 合 “ 轴系 校 中模 型 图
的要求 。
以上 所 有数 据 检 查合 格 后 ,推 进 行下一步工作一一轴承 负荷测量 。
5 船 舶标 准 化工程 9 2 1 , 3 币 0 6 1
船舶蒜准化工 疖 程
负荷测试1
负 荷测试2
图3 轴系 负荷 测试 示意 图
20 a 压 记录 对 应百 分 表 的读 数 , .MP 油
直 至油压完全 释放 。
半
R C‘ = R () 2
3结论
2 5 TE 7 0 U集 装箱 船 的主 推 进 系统 安 装 采用 的 以上 校 中工 艺过 程 ,通过 轴 系 螺栓 连 接 前 的校 中和轴 系 螺栓 连
. . 、
\ /
- _
南 5
2 0。。’ 。
FS6 0 0 l S 0 .5 6
’
南 。’ 。 。’ ’ 如 。’’ 由
。
由
图 1 轴 系 布 置 图
主 推进 系 统 对 中期 问 ,船上 应 停 止一 栓 连 接 前 的 校 中和 轴 系 螺栓 连 接 后 的 置标 记 .调整 艉 轴上 下 和左 右 位 置至 切 有 碍对 中 的振动 、风 割及 电焊 等 工 负荷测量 两部分 。
值 ,使 偏 移值 和 曲折值 符 合 “ 轴系 校 安 装 中 间轴 与 艉轴 、主 机与 中 间轴 的 2 、主 机最 后 一 道主 轴 承 ( N 试 ) 图3
进一步缩短周期,提高出坞船完整性(船坞车间)

307G
308G 309G 801G
304G
305G
艉半船底分段
艏半船底分段
缩短周期,提高出坞完整性
中组预拼装:艏岛
缩短周期,提高出坞完整性
中组预拼装:艉岛
缩短周期,提高出坞完整性
中组预拼装:艉岛
ThemeGallery is a Design Digital Content & Contents mall developed by Guild Design Inc.
• 坞期控制在35天左右,创造了 30天的记录
出坞船
出坞船
谢谢大家!
L/O/G/O 船坞车间
我们要做中国最优秀的船厂
管理创新项目: 缩短周期,提高出坞完整性
L/O/G/O 船坞车间
缩短周期,提高出坞完整性
具体措施:
• • 一、劳动力组织方面,合理配比工种人员, 明确分工。 二、持续改进中组合拢工艺,精度控制, 工装改进。 三、合理安排、精心布置,保证造船质量, 保证计划和节点提前完成 四、积极配合,加强横向协调、沟通,提 高完整性
•
•
缩短周期,提高出坞完整性
一、劳动力组织方面,合理配比工种人员, 明确分工。
• 年初公司下达了今年生产计划目标任务,车 间根据不同建造船型和生产总量,提前策划, 在各施工队、班组人数总量不变的的情况下, 科学合理配比各工种人员,设立专业定位班 组,分工明确,职责落实,满足生产要求。
缩短周期,提高出坞完整性
缩短周期,提高出坞完整性
1、规章制度、考核办法:
缩短周期,提高出坞完整性
制度保证:
缩短周期,提高出坞完整性
2、利用主机围栏区域调配分段位置,便于 吊装,缩短吊运周期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 船体 特点
() 1 由于 要 求航 速 高 , 以设 计 的船 体 水 线 以 所 下 型线狭 瘦 , 船 几 乎 没 有平 行 舯体 。为 了扩 大 艏 全 楼 甲板 的堆箱 数 , 部 型 线 外飘 很严 重 。船 体 纵 骨 首
与外板结 构 的布置 在 首 尾 部 即 为 扭 曲状 , 而板 材 的 线 形在首 尾 区域是 双 向弯 曲 。
作者简介 : 勇华 (9 6一) 男 , 余 17 , 工程师 , 主要从事技术管理工作。
3 8
江 苏 船 舶
第2 8卷
状 。分段建 造 中合 拢 经 常 出 现 多 阶 梯 的 “ 型 总 u”
组。
() 5 扩大 总 组 , 性 试 验 前移 , 装 、 密 舾 涂装 工作
前移 。 由于集 装箱 船 建造 精 度要 求 较 高 , 板 线型 外
摘
要 : 绍 了 42 0 E 介 5 T U集 装 箱 船 的船 体 特 点 , 述 了现 代 船 舶生 产设 计 和 实 际 施 工 过 程 中 推 行 的 一 些 设 计 理 叙
念和建造工艺。 关 键 词 : 装 箱 船 ; 体 特 点 ; 造 工 艺 集 船 建
中 图 分 类 号 : 64 1 1 U 7.3 文 献 标 识 码 : B
收 稿 日期 :0 1— 1—1 21 0 0
( ) 了最 大 限度 装 箱 , 舱 开 口非 常 大 。为 2为 货
保 证强 度 , 用 了 大量 的超 厚 高 强度 钢 。 角 隅和 箱 采
脚 等高 应力 区也 不 允许 开 设 各 类 人孔 、 流水 孔 和 通 焊孔 , 且 板材 自由边 要求 打磨 光滑 , 并 超厚 高强 度钢
第2 8卷
第 3期
江苏船舶
JANGS S P I U HI
Vo. No 3 128 .
21 0 1年 0 6月
J n . 01 u e2 1
42 0 E 集 装 箱 船 的 船 体 特 点 和 现 代 建 造 工 艺 5 T U
余 勇华
( 苏新 扬 子 造 船 有 限 公 司 , 苏 靖 江 2 4 3 ) 江 江 15 2
的预 热 、 接 、 工 校 正 、 弯 加 工及 坡 口开设 都 是 焊 火 冷
难题 。
( ) 装 有 冷 藏 箱 处 的 横 舱 壁 , 口盖 , 扎 3在 舱 绑 桥 , 舱通 风 、 舱通 道 的布置及 加强 使得结 构非 常 货 货 复杂 , 造施 工 困难 。 建 ( ) 了在 舱 内装 箱 , 舱 内的 结 构 呈 阶 梯形 4为 货
1 42 0 E 集 装 箱 船 主 要 量 度 5 T U
420 E 5T U集 装箱 船 是 目前 船 宽能 满 足 巴拿 马
运河 的最 大船 型 , 有 较 高 的 经 济性 能 。该 船 是 一 具 种 高附加 值 的大 型集装箱 船 , 术 难度 较高 , 建造 技 其
有着 很 多 的难 点 。该船 主要 量度 为 :
较大 , 大合拢 建造 周 期相 当长 。缩短 坞 内周 期 的办 法就是 将总组 扩大 , 然后在坞 内进行 大合拢 , 即总段 建造 。经过试 验 、 断总结 经验和改 进 , 不 最终将 全船
() 5 集装 箱 船 舱 内有 大量 的导 轨 , 为提 高 建 造 效率 , 必须分 段预装 。 () 6 集装箱 建造 的精 度 控制 要求 较 高 , 越 大 , 船
总 长
2 .1 61 0 m
3 2 2. 5 m
型 宽
型 深 设 计 吃水 结 构 吃水
1 3 9. 0 m
1 . 0 m 1 O
1 6 2. 0 m
42 0 E 5 T U集 装箱 船总 布置 图如 图 1 示 。 所
●
图 1 42 0 E 5T U集 装 箱 船 总 布 置 图
精度 控制要 求更高 。
10多个分段 缩短 到 5 总段 , 且 总段 在进 行合 7 0多 并
拢时精 度控制 满 足 要 求 , 到坞 内周 期 约 9 达 0~10 0 天 。对 于上层 建筑 这样 舾 装周 期 较 长 区域 , 在起 吊
3 现 代 建 造 工艺
现代造 船 模式 强调 壳舾 涂 一 体化 , 中间产 品 以 组 织生产 , 优化造 船 作 业 主流 程 , 行作 业 前移 , 推 提 高分段完 整性 , 高总 装 化水 平 , 现最 优 化 生产 。 提 实 为提高建造 速度 和建 造 质 量 , 取 了如 下各 类 工艺 采 方法。
一
步快 速有序 搭载 , 短船坞 制造周期 , 缩 在分段 制造
边 的油漆 导致重 新 打磨 和 涂 装 , 至于 重新 搭 建 甚
时将导 轨架预 装在整 个横舱壁 中。并 且将其 中间产
脚手 ; 二是有 足够 的空间方便 施工 , 人员也 不用在横 壁 ( 2个舱 ) 边来 回跑 ; 是便 于保 持 和 甲板 或 或 两 三 平 台的角隅加厚 板板缝 的连续 性 。 ( ) 甲板折 角线 避 免机 械 加工 。这 是利 用分 2主 段 划分 或板缝 布置来尽 量减 少机械 加工 、 省工 时 、 节
能力 的范 围 内尽 量 将舾 装单 元 所 有 分 段 总 组 在 一
起, 提高 出坞时 的完整性 。本船 段分为 上下两部 分 , 其 中上部共 8层 , 量 达 7 0 t 重 0 。敷 料 、 门窗安 装 结 束后 将其 吊装 上船 , 大大 节省 了码 头舾装 时间 , 为 并
码头 能够 出坞 后立 即进行设 备调试 创造条 件 。 () 6 横舱 壁导轨 架 双面 预装 工 艺 。为 缩短 船坞
横隔舱 总组 时间 和减少 吊装 次数 , 而 推动 船 坞进 从
一
() 1 分段 划分充 分考 虑 了保 护涂 层 以及 施工 的 便利 , 尽量避 免 出现 合拢缝 为角接 , 并且 尽量远 离横 舱壁 ~1m。这样 一 是为 了避 免 合 拢 时破 坏横 壁 另