PVC生产工艺流程
化工PVC各工段工艺流程
化工PVC各工段工艺流程引言聚氯乙烯(Polyvinyl Chloride,PVC)是一种重要的合成聚合物材料,在化工工业中被广泛应用。
PVC的生产过程被分为不同的工段,每个工段都有特定的工艺流程。
本篇文档将介绍PVC的主要工段以及各个工段的工艺流程。
概述化工PVC的生产过程主要包括氯乙烯的聚合、工艺稳定化处理、塑化剂加工、成型和加工等工艺环节。
下面将详细介绍每个工段的工艺流程。
1. 氯乙烯聚合工段氯乙烯聚合是PVC生产的第一步。
其工艺流程主要包括: 1. 氯乙烯的进料和储存:氯乙烯作为原材料,经过净化处理后进入反应器; 2. 反应器:将氯乙烯加入聚合反应器中,在催化剂的作用下聚合成PVC; 3. 聚合反应:控制反应温度和压力,使聚合反应进行至合适的程度; 4. 聚合结束:反应结束后,通过冷却和过滤等工艺对聚合物进行处理。
2. 工艺稳定化处理工段在PVC生产过程中,为了提高其稳定性和使用寿命,需要对其进行工艺稳定化处理。
其工艺流程主要包括: 1. 加入稳定剂:将稳定剂添加到聚合物中,以提高PVC的热稳定性; 2. 加热混合:将PVC和稳定剂加热混合,使稳定剂均匀分布在聚合物中; 3. 冷却和固化:通过冷却和固化过程,使稳定剂充分固化在聚合物中。
3. 塑化剂加工工段为了改善PVC的可塑性和加工性能,需要添加塑化剂。
其工艺流程主要包括:1. 加入塑化剂:将塑化剂添加到PVC中,通过较高的温度和剪切力使其与聚合物充分混合; 2. 传热和混合:将PVC和塑化剂进行传热和混合反应,使塑化剂充分分散在聚合物中; 3. 冷却和固化:通过冷却和固化过程,使塑化剂充分固化在聚合物中。
4. 成型工段在PVC生产中,成型是将PVC加工成所需产品的重要环节。
其工艺流程主要包括:1. PVC制品设计和模具制作:根据产品需求,设计PVC制品的形状和尺寸;制作相应的模具; 2. PVC熔融和注塑:将PVC加热熔融,并将熔融PVC注入模具中; 3. 冷却和模具开启:冷却PVC制品使其固化;开启模具,取出成型的PVC制品; 4. 码垛和包装:将成型的PVC制品进行码垛,并进行相应的包装。
pvc管道生产工艺流程及配方表
pvc管道生产工艺流程及配方表标题: PVC管道生产工艺流程及配方解析一、引言PVC(聚氯乙烯)管道,因其优异的机械性能、耐腐蚀性、抗老化性和安装方便等特性,在建筑给排水、农业灌溉、化工排污等领域有着广泛应用。
本文将详细介绍PVC管道的生产工艺流程以及其生产配方。
二、PVC管道生产工艺流程1. 原料准备阶段主要原料为PVC树脂粉、稳定剂、增塑剂、填料以及其他助剂。
根据产品规格和性能要求,按照特定配方比例精确称量各组分。
2. 混料阶段将计量好的各种原料加入高速混合机中进行均匀混合,确保各组分充分分散并与PVC树脂粉紧密结合,形成稳定的干混料。
3. 熔融挤出阶段干混料经过螺旋输送器送入单螺杆或双螺杆挤出机,在高温下熔融塑化,并在机头模具部分定型挤出成为管状结构。
4. 冷却定型阶段刚挤出的热态管材通过冷却水槽进行冷却定型,保证管道内外壁光滑平整,尺寸精度符合标准要求。
5. 印字与切割阶段定型后的管材表面可按需求印制相关标识信息,然后通过自动切割设备按设定长度进行切割。
6. 检验包装阶段对切割好的PVC管道进行严格的质量检验,包括外观质量、尺寸精度、力学性能等各项指标,合格产品进行包装入库。
三、PVC管道生产配方表以下是一个典型的PVC-U管道生产配方示例:- PVC树脂粉:100份- 稳定剂:3-5份- 增塑剂:10-20份(视管材硬度要求而定)- 钙锌复合稳定剂:1-3份- 内外润滑剂:1-2份- 填充剂(如碳酸钙):适量(以降低成本和提高刚性)- 抗冲改性剂:根据需要添加- 阻燃剂(如有防火要求时):适量请注意,以上配方仅为示例,实际生产过程中,各类助剂的种类和用量需根据具体的产品规格、性能要求以及生产环境条件等因素进行科学调整。
四、结语PVC管道的生产过程涵盖了从原料选择到成品检验的多个环节,每个环节都至关重要。
科学合理的配方设计和严谨精准的工艺控制是保证产品质量的关键,也是提升PVC管道市场竞争力的核心要素。
聚氯乙烯生产工艺流程
聚氯乙烯生产工艺流程聚氯乙烯(Polyvinyl Chloride,简称PVC)是由氯乙烯单体经过聚合反应产生的一种热塑性合成树脂。
PVC具有良好的物理性能、化学稳定性和加工性能,广泛应用于建筑材料、电线电缆、塑料板材、管道等领域。
以下是一种常见的聚氯乙烯生产工艺流程。
1. 原料准备:聚氯乙烯的主要原料是乙烯和氯气。
乙烯通常从石油或天然气中提炼出来,而氯气则是通过盐酸电解产生的。
2. 氯乙烯生产:乙烯与氯气在催化剂的存在下进行加成反应,生成氯乙烯单体。
这个反应过程通常在高温和高压条件下进行,并采用连续流动的方式进行。
3. 聚合反应:氯乙烯单体经过氯化链的聚合反应,形成聚合氯乙烯颗粒。
该反应通常在聚合釜中进行,聚合釜内部具有搅拌装置以保证反应均匀进行。
4. 精制处理:聚合氯乙烯颗粒经过筛网除去不良颗粒。
然后,颗粒经过溶剂处理,去除掉不溶于溶剂的杂质。
5. 粉碎和干燥:经过精制处理后的聚合氯乙烯颗粒进行粉碎,将颗粒细化为粉末;然后利用干燥机将湿度降低至目标值,以便后续加工。
6. 添加剂混合:将干燥的聚合氯乙烯粉末与所需的添加剂,如增塑剂、稳定剂、着色剂等一起加入到混合机中进行充分混合。
添加剂可以根据产品的不同需求进行调整。
7. 挤出成型:混合好的PVC颗粒通过挤出机加热熔融,然后通过模具,将熔融的PVC挤出成型。
挤出成型可以选择成型板材、管道等。
8. 冷却和切割:挤出成型后的PVC在冷却水槽中迅速冷却,以使其固化。
然后,通过切割设备将PVC产品切割成所需长度,以便包装和运输。
9. 包装和存储:切割好的PVC产品进行包装,通常使用塑料薄膜进行包装。
然后将包装好的产品储存到仓库中,待出售或进一步加工使用。
以上是聚氯乙烯生产的一个基本工艺流程,具体的生产工艺还会根据不同厂家和产品的要求进行调整。
聚氯乙烯的生产过程需要严格控制各个环节的条件和参数,以确保产品的质量和性能。
PVC生产工艺流程图解析
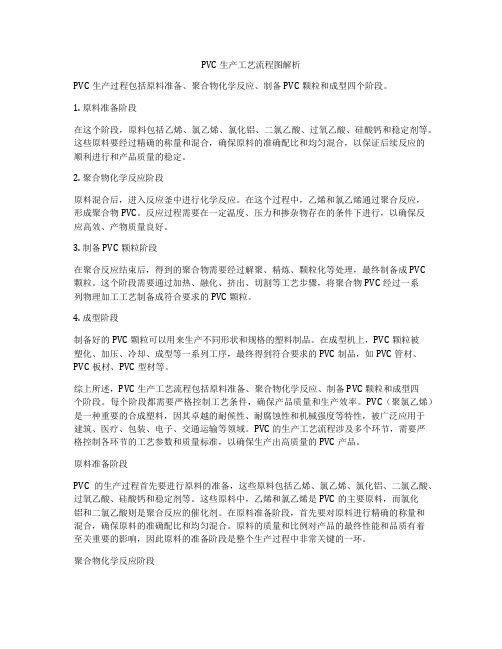
PVC生产工艺流程图解析PVC生产过程包括原料准备、聚合物化学反应、制备PVC颗粒和成型四个阶段。
1. 原料准备阶段在这个阶段,原料包括乙烯、氯乙烯、氯化铝、二氯乙酸、过氧乙酸、硅酸钙和稳定剂等。
这些原料要经过精确的称量和混合,确保原料的准确配比和均匀混合,以保证后续反应的顺利进行和产品质量的稳定。
2. 聚合物化学反应阶段原料混合后,进入反应釜中进行化学反应。
在这个过程中,乙烯和氯乙烯通过聚合反应,形成聚合物PVC。
反应过程需要在一定温度、压力和掺杂物存在的条件下进行,以确保反应高效、产物质量良好。
3. 制备PVC颗粒阶段在聚合反应结束后,得到的聚合物需要经过解聚、精炼、颗粒化等处理,最终制备成PVC颗粒。
这个阶段需要通过加热、融化、挤出、切割等工艺步骤,将聚合物PVC经过一系列物理加工工艺制备成符合要求的PVC颗粒。
4. 成型阶段制备好的PVC颗粒可以用来生产不同形状和规格的塑料制品。
在成型机上,PVC颗粒被塑化、加压、冷却、成型等一系列工序,最终得到符合要求的PVC制品,如PVC管材、PVC板材、PVC型材等。
综上所述,PVC生产工艺流程包括原料准备、聚合物化学反应、制备PVC颗粒和成型四个阶段。
每个阶段都需要严格控制工艺条件,确保产品质量和生产效率。
PVC(聚氯乙烯)是一种重要的合成塑料,因其卓越的耐候性、耐腐蚀性和机械强度等特性,被广泛应用于建筑、医疗、包装、电子、交通运输等领域。
PVC的生产工艺流程涉及多个环节,需要严格控制各环节的工艺参数和质量标准,以确保生产出高质量的PVC产品。
原料准备阶段PVC的生产过程首先要进行原料的准备,这些原料包括乙烯、氯乙烯、氯化铝、二氯乙酸、过氧乙酸、硅酸钙和稳定剂等。
这些原料中,乙烯和氯乙烯是PVC的主要原料,而氯化铝和二氯乙酸则是聚合反应的催化剂。
在原料准备阶段,首先要对原料进行精确的称量和混合,确保原料的准确配比和均匀混合。
原料的质量和比例对产品的最终性能和品质有着至关重要的影响,因此原料的准备阶段是整个生产过程中非常关键的一环。
pvc管材生产工艺流程
pvc管材生产工艺流程PVC管材生产工艺流程PVC管材是一种常见的管道材料,广泛应用于建筑、农业、卫生和工业领域。
PVC管材的生产过程包括原料准备、混炼、挤出、冷却、成型和检测等步骤。
首先,原料准备是生产PVC管材的第一步。
原料主要包括PVC树脂、增塑剂、稳定剂和润滑剂等。
这些原料需经过配比和粉碎处理,确保每种原料的比例和颗粒度符合要求。
接下来是混炼环节。
将经过粉碎处理的原料送入混合机中,加入适量的添加剂,并进行高速搅拌。
通过混炼,使各种原料均匀混合,并提高PVC树脂的可塑性和加工性能。
第三步是挤出。
在挤出机中,将混炼好的原料送入螺杆加热筒中。
螺杆的旋转将原料加热并推向模具。
PVC材料在高温和高压的作用下,被挤出成管道形状。
挤出过程中,需要根据不同的管道尺寸和要求,选择不同规格的模具。
挤出后的PVC管道进入冷却环节。
在冷却台上,通过喷淋水冷却快速降温。
冷却过程中,还可以调整水的喷射速度和压力,并使用冷却剂来加速降温。
冷却后的PVC管材具有较高的硬度和强度。
冷却之后,PVC管材进入成型环节。
成型主要是通过切割、打孔或切割和打孔的组合方式,将挤出的管道切断成指定的长度,并在管子上打上连接孔或沟槽。
成型的过程需要使用专用的切割机和成型工具。
最后是检测。
检测员对生产出的PVC管材进行质量检测。
主要检测项包括管材的外观质量、尺寸精度、加工性能和力学性能等。
合格的PVC管材将进行包装,待装车运输。
总结而言,PVC管材的生产工艺流程包括原料准备、混炼、挤出、冷却、成型和检测,每个环节都起到关键作用,确保最终产出的PVC管材符合要求。
通过科学的工艺流程和严格的质量控制,可以生产出高质量的PVC管材,满足各种领域的需求。
PVC管材生产工艺流程
PVC管材生产工艺流程
1.PVC颗粒进料:将PVC颗粒通过输送装置送入混炼机。
2.混炼:在混炼机中,加入稳定剂、增塑剂和其他助剂,以及适当的
填充料,例如钙粉和香蕉粉。
通过搅拌和加热的方式将各种原料充分混合。
3.挤出:将混合好的PVC熔体通过挤出机挤出成管材的形状。
挤出机
由一个螺杆和一个金属模头组成。
螺杆将熔体从喂料口运输到挤出机的出口,金属模头将熔体形成所需的管状。
4.冷却:挤出成型的管材通过一个冷却水槽,水槽内有冷却水对管材
进行冷却。
冷却有助于使管材迅速硬化和固化。
5.切割:冷却后的管材进入切割机,通过切割刀将管材切成所需的长度。
6.检验:切割后的管材进行外观检查和尺寸检测,确保管材符合规格
要求。
7.弯曲:一些需要弯曲的管材会经过弯曲机进行弯曲处理,以满足需求。
8.检验:弯曲后的管材再次进行外观检查和尺寸检测,确保管材没有
发生裂纹或变形。
9.打包:合格的管材通过包装机进行打包,以便储存和运输。
通常采
用塑料袋或纸箱包装。
10.入库:打包好的管材进入仓库储存,等待发货。
以上是一种典型的PVC管材生产工艺流程,具体的工艺流程可能因厂家和管材产品的不同而有所变化。
但总体上,通过原料混炼、挤出成型、冷却、切割、检验、弯曲、检验、打包和入库等工艺步骤,可以得到高质量的PVC管材产品。
pvc管道生产工艺流程及配方表
pvc管道生产工艺流程及配方表
标题:PVC管道生产工艺流程及配方表详解
一、PVC管道生产工艺流程
1. 原材料准备:PVC管道的主要原料是聚氯乙烯(PVC)树脂,以及各种助剂如稳定剂、增塑剂、填充剂等。
这些原材料需要按照配方比例精确称量。
2. 混合:将称量好的原料放入混合机中进行混合,确保各种成分均匀分布。
3. 熔融挤出:混合后的物料进入挤出机,在高温和压力下熔融成液态,然后通过模具挤出形成管道雏形。
4. 冷却定型:挤出的管道雏形通过冷却水槽进行冷却,使其硬化并定型。
5. 切割:定型后的管道根据需要的长度进行切割。
6. 二次加工:如需要,可进行内外壁打磨、印刷标识等二次加工。
7. 检验包装:最后,对成品进行质量检验,合格后进行包装,准备出厂。
二、PVC管道基本配方表
以下是一个基本的PVC管道配方表,具体配方可能因生产商和产品需求有所不同:
- PVC树脂:100份
- 稳定剂:2-5份(常用有铅盐、钙锌复合稳定剂等)
- 增塑剂:10-30份(如DOP、DBP等)
- 填充剂:20-50份(如碳酸钙、滑石粉等)
- 润滑剂:0.5-2份(如硬脂酸、石蜡等)
- 加工助剂:0.1-1份(如抗氧剂、紫外线吸收剂等)
以上配方中的份量通常以树脂重量为基准,单位通常是“份”。
请注意,实际生产中,配方和工艺参数需要根据设备性能、产品要求、环境条件等因素进行调整。
同时,为了保证产品质量和环保要求,选择无毒、环保的助剂也是非常重要的。
PVC管材生产工艺流程
PVC管材生产工艺流程
一、原料选择
二、搅拌混合
将所选的PVC树脂、辅助剂等按一定的配方放入高速混合机中进行搅拌混合,使各种原料均匀混合,形成塑料料浆。
三、挤出成型
将混合均匀的塑料料浆通过给料机输送至双螺杆挤出机,挤出机利用双螺杆的旋转和螺杆间的压力,将塑料料浆进行分散、塑化、熔融,并将熔融的塑料挤出成型,形成管材的初始形状。
四、真空冷却
经过挤出机挤出成型的管材会经过冷却水箱中的冷却水浸泡,同时利用真空系统对管材进行内外的冷却和固化,使其保持稳定的形状和尺寸。
五、牵引定径
冷却固化后的管材会经过牵引定径机构,利用牵引辊和定径模具对管材进行牵引和定径,使其达到所需的尺寸和形状要求。
六、切割检验
通过切割机将牵引定径好的管材进行切割,并进行必要的外观质量和尺寸检验。
合格的管材将进行下一步的处理,不合格的管材需进行返工或处理。
七、包装储存
经过质检合格的管材将进行包装,一般采用塑料薄膜包装,以保护管材的表面免受损坏。
包装好后的管材将进行储存,并标明型号、规格、生产日期等信息。
八、卸货装车
根据订单要求,将包装好的管材进行卸货装车,准备发往用户。
在装车过程中,需要注意对管材的搬运、装载等操作,以防止管材的损坏。
九、质量控制
在整个生产过程中,需要进行质量控制,对原料、中间产品和最终产品进行检验和测试,以确保产品的质量符合标准要求。
常见的检测项目包括外观检查、尺寸测量、力学性能测试等。
以上就是PVC管材的生产工艺流程,通过这一系列的生产工艺,可以制造出质量稳定、外观平整、尺寸精确的PVC管材产品。
PVC生产工艺流程
PVC生产工艺流程PVC(聚氯乙烯)是一种广泛应用于塑料制品中的聚合物材料,其生产工艺流程主要包括原料准备、聚合反应、塑化、挤出、成型、冷却和包装等步骤。
下面将详细介绍PVC的生产工艺流程。
1.原料准备PVC的主要原料是氯乙烯(C2H3Cl),它是通过乙烯(C2H4)和氯气(Cl2)在催化剂作用下反应得到的。
乙烯和氯气需要通过液化或气化方法得到纯净的原料。
同时,还需要准备一些助剂,如热稳定剂、润滑剂、填充剂和颜料等,用于调整PVC的性能和外观。
2.聚合反应将氯乙烯和一定比例的聚合引发剂加入反应釜中,在高温(大约60-70℃)和高压(大约5-10MPa)下进行聚合反应。
聚合反应通常需要几个小时的时间,反应的结果是将氯乙烯聚合成PVC高分子。
3.塑化聚合得到的PVC高分子是具有一定的韧性但仍然是硬固态的,不能直接用于生产塑料制品。
因此,需要将其塑化成软化的熔体,以便于挤出和成型。
塑化过程中需要添加一定比例的塑化剂,如邻苯二甲酸酯类等,以降低PVC的玻璃化转变温度,使其在较低的温度下变为熔融状态。
4.挤出将塑化后的PVC熔体通过挤出机进行挤出,通过挤出机的螺杆将PVC 熔体从机筒中推送出来,经过模样(也称为挤出头)的形状,通过模具形成所需的截面形状。
挤出工艺的优点是可以连续生产长条状、薄壁状或管道状的PVC制品。
5.成型通过挤出头形成的PVC材料可以进行进一步的成型处理,以制作成所需的塑料制品。
常见的成型方法包括注塑成型、吹塑成型和压延成型等。
注塑成型和吹塑成型适用于制备中小型塑料制品,而压延成型适用于较大尺寸的塑料制品,如板材和薄膜等。
6.冷却经过成型的PVC制品需要冷却才能固化成最终的形状和性能。
通常采用水冷却或自然冷却的方式进行。
冷却的过程中,PVC制品会逐渐变硬和固化,并保持其所需的形状和尺寸。
7.包装冷却完成后的PVC制品需要进行包装,以便于运输和销售。
常见的包装方式有散装包装和托盘包装等,根据不同的产品形状和尺寸选择合适的包装方法。
pvc的加工工艺流程
pvc的加工工艺流程PVC(聚氯乙烯)是一种常见的塑料材料,具有耐腐蚀性、耐热性和机械强度高等特点。
在工业生产中,PVC常被用于制作管道、电线电缆、地板等产品。
其加工工艺流程主要包括以下几个步骤:熔融:PVC加工的第一步是将PVC料粒熔融成熔融状态。
通常采用高温加热的方式,将PVC料粒放入熔融机中进行加热,使其熔化成为可加工的熔融物料。
挤出:熔融的PVC物料通过挤出机进行挤出加工。
挤出机是一种将熔融物料转化为特定形状的设备。
在挤出机中,熔融的PVC物料被加压推入挤出机螺杆中,经过加热和搅拌后,通过挤出机模具的形状和尺寸的控制,将PVC物料挤出成所需的产品形状,如管道、板材等。
冷却:挤出后的PVC产品需要经过冷却处理,以使其固化。
冷却通常采用水冷却或风冷却的方式进行。
在挤出机出口处设置冷却装置,通过水或风的作用,使挤出的PVC物料快速冷却并固化。
切割:冷却固化后的PVC产品需要被切割成所需的长度和形状。
根据不同的产品要求,采用不同的切割方式,例如机械切割、热切割等。
通过切割后,得到符合要求的PVC制品。
表面处理:由于PVC材料本身不易黏附其它材料,为了使PVC制品更好的与其它材料结合,通常需要进行表面处理。
常见的表面处理方式包括粗糙处理、涂覆等,以提高PVC制品的黏附性能。
品检:最后一步是对加工完成的PVC产品进行品检。
通过对产品外观、尺寸、力学性能等进行检测,对产品进行筛选和质量评估。
只有通过品检合格的PVC产品,才能出厂销售。
以上就是PVC的加工工艺流程,它们相互配合,共同完成对PVC原料的加工和形成成品的过程。
这些工艺步骤的控制和处理直接影响产品的质量和性能,因此在加工过程中需要进行严格的控制和管理,以确保最终产品的质量达标。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8、機韾音異常﹕
某種膠料混料時負荷增大引致皮帶叫韾,則停機開低速几分鍾后再轉高速.. 9、更換顏色、指令﹕ 三種PVC粉K75,K70,K57,以K75分子結構最大最小為K57。9.1、同種或不同 種PVC粉轉換指令,如顏色深轉顏色淺的時一定要清干淨機. 9.2、同種PVC粉,由顏色淺轉深時,不必過于干淨. 9.3、不同種PVC粉, 由顏色淺轉深時如果分子結構大向小的轉換必頇清淨機,而分子結 構小向大轉,不必過于淨,但仍必頇清機. 9.4、同一種顏色,由同一種PVC粉轉換時,大至清一下即可,而不同種PVC粉轉換時, 即使顏色一 樣,也必頇清淨. 9.5、由顏色太深轉太淺時,必頇折下混合鍋葉片用碎布抹淨.
編制﹕
審核﹕
批准﹕
6
塑膠生產流程(五) 三、.常見的生產問題分析及預防﹕ 1、漏粉.漏油﹕ 加入同指令內或重新放入拌料鍋中加少同種油打熟. 2、多放或少放PVC粉及油﹕
膠粉分次加入同種指令 .
3、放錯小料﹕ 膠粉打入含同種PVC樹脂且性質相同的的配方中. 4、忘記放小料而打熟﹕ 分次加入含同種PVC樹脂且不影響性質的黑色配方中. 5、做黑色料時,忘放黑粉﹕ 若膠粉未從混合鍋放下的,加入黑粉混合几分鍾放下;若膠粉已下到冷卻鍋的, 則多加黑粉攪拌均勻再做膠條. 6、燒 焦﹕ 6.1、混合鍋內燒焦﹕加入同種粒子打,能打散的放下,不能散的則報廢. 6.2、螺桿內燒焦﹕應停機用半硬料清機,至無黑點時止.. 7、機 速﹕ 先開低速混合,再轉高速,并用高速打熟.
塑膠生產工藝
塑膠生產的工藝流程圖------------------------------------------------------------------1 塑膠生產自主檢查項目------------------------------------------------------------------2 塑膠生產流程(一) -------------------------------------------------------------------------3 塑膠生產流程(二) -------------------------------------------------------------------------4
編制﹕
審核﹕
批准﹕
5
塑膠生產流程(四) 6、切粒 6.1、切粒前應檢查切粒粒機,盛料斗是否干淨。 6.2、檢查切粒情況,粒均,最長不超過40mm為好。 7、包裝
7.1、根據生產排期填寫標貼,如果外賣料則應在外賣專用袋子上寫﹕型號﹑指令
號﹑數量﹑批號。 7.2、如果采用回收包裝袋,則應檢查袋子﹕袋子不得有任何字跡和污物,不能有 任何標貼﹑標識。 7.3、包裝時應檢查膠粒是否切粒均勻,有無雜料等。 7.4、包裝好的膠粒必頇堆放整齊,頇做到袋袋有貼,物貼相符,標簽貼好後還應 加貼一層透明膠紙。 7.5、如有不良膠粒,需分開堆放于不合格品區,并標明原因。 7.6、每天作業完畢都應清掃場地,保持場地整潔。 7.7、根據生產情況填寫產品記錄表。 7.8、與接班人員交接生產情況﹑環境衛生等。 8 、碎料工序 8.1、使用的主要工具是碎料機,用于將押出機的大塊狀水口塑膠料粉碎,利于塑
6、切粒過長﹕
切粒最長限度,如有長的可調切粒機速,膠條 放置位置及冷卻水溫度. 7、混入雜料﹕ 清機不乾淨或用舊包裝袋時末抖淨雜料;解決措施﹕清理押出機內部螺缸、螺 杆、以及機頭死角的膠料,使用舊包裝袋時清理乾淨。
編制﹕
審核﹕
批准﹕
8
塑膠產品的品質檢查流程圖 •塑膠產品的品質檢查流程圖 IQC來料檢查
取 下 標 牌, 蓋 合 格 章
重 新 檢 查
移 至 報 廢 區 報 廢
編制﹕
審核﹕
批准﹕
9
編制﹕
審核﹕
批准﹕
3
塑膠生產流程(二) 2、配大料 2.1、根據生產排期領取相應的工藝卡。 2.2、根據工藝卡檢查所需物料是否齊備,若不夠或不齊報告班組長向倉儲領取, 領出的物料是否良好﹕標識﹑狀態等;各項檢查合格後方可生產。
2.3、檢查桶﹑袋﹑盆等盛裝器具是否干淨。
2.4 、盛裝物料的袋子必頇采用原料的包裝袋。 2.5、配料順序一般為﹕先稱大量的後稱小量的。 2.6、配好的大料應按各機台的排期按先後送至機台旁邊并擺放整齊,同時作好標 識加蓋紙板。 2.7、工作結束前應整理周邊環境,將物料擺放整齊,歸還工藝卡。 2.8、與接班人員交接﹕生產情況﹑環境衛生等。 3、混合 3.1、根據生產排期領取的工藝卡。 3.2、根據工藝卡檢查所需物料(樹脂﹑增塑劑﹑填充劑﹑小料等)是否良好齊備。 3.3、根據工藝卡混合溫度。 3.4、倒料進混合鍋前應檢查混合鍋鍋蓋﹑鍋邊﹑鍋底﹑葉片是否干淨﹕。 3.5、關緊氣門倒料進鍋順序一般為先粉後油,最後放小料。
早會後,需與上班進行交接工作,交接內容應包括﹕生產進度﹑品質情況﹑
儀器設備狀況﹑環境衛生等,對各項問題確認後在前一班的產品記錄表上簽 名認可。 1.3、儀器設備點檢 投入生產前需對儀器設備進行檢查,以確保即將開始的生產的順利進行,點 檢結果需記錄在點檢記錄表上。 1.4、明確生產任務﹕ 除早會上班組長安排的工作外,還要明確自己的生產任務,看清生產排表, 熟記生產的產品型號﹑數量。 二、塑膠生產流程 1、配小料 1.1、根據生產排期領取相應的工藝卡﹕小料配比表和顏色配比表。 1.2、根據工藝卡檢查所需物料﹕是否齊備,如種類不齊﹑或數量不夠,應報告班組
4、攪拌
4.1、攪拌鍋存料不得超過容積的三分之二。 4..2、攪拌鍋出料以及清機應與混合鍋相同。 5、擠出 5.1、根據生產排期領取相應的工藝卡。 5.2、根據工藝卡設定擠出各段溫度,如果剛上班冷機時應先加熱模頭及頸部。 5.3、各段溫度到達設定溫度後,打開模頭,取下蜂巢板,先用2~3kgs的清機料(一般 用半硬料)加入料斗,啟動主機馬達進行擠出,待所有清機料都擠出後,應檢查 清機料是否含有雜質,如有雜質還頇加入清機料進行擠出,直到螺桿擠出的料無 發現雜質。 5.4、打開攪拌鍋氣門,啟動攪拌鍋馬達,讓混合好的膠粉流入料斗。 5.5、啟動主機,檢查擠出的膠片,混練情況,有無雜質﹑雜色等。 5.6、檢查擠出的膠片良好後,停下主機裝上過濾綱(過濾綱一般用100# 80# 60#各一
塑膠生產流程(三) -------------------------------------------------------------------------5
塑膠生產流程(四) -------------------------------------------------------------------------6 塑膠生產流程(五) -------------------------------------------------------------------------7 塑膠生產流程(六) -------------------------------------------------------------------------8 塑膠產品的品質檢查流程圖------------------------------------------------------------9
3.6、各種配合劑倒入混合鍋後鎖緊鍋蓋,同時將鍋蓋頂部的小蓋打開。
3.7、打開混合電源,啟動混合馬達﹕先低速攪3~5分鐘至高速混合。 3.8、混合過程中應密切注意鍋里情況,有無結塊﹑不均勻﹑燒焦等。 3.9、當混合溫度達到設定溫度時,蜂鳴器報警接著機器自動停下來,此時應打開 鍋蓋檢查混合情況,通常以料松散不粘手為好。 3.10、檢查混合良好後,可將膠粉流放到攪拌鍋,但放料前應檢查下料管道有無存 留生粉或雜粉,如有則應清除掉才可放料。 3.11、打開氣門,啟動低速馬達放料。
長,開出領料單去倉庫領取所需的物料,檢查物料的標識、狀態、品質是否良
好,各項合格後方可投入生產。 1.3、檢查盛裝物料的桶、袋﹑盆等器具是否干淨。 1.4、配小料一般順序為﹕先穩定劑後色素﹑先小量後大量。 1.5、如果配3#機(Φ65m/m)的小料,各種配合劑均要減半配制。 1.6、使用電子磅稱色素配顏色時,應避免流動空氣,影響稱量的準確度。 1.7、配好的小料應擺放整齊并標識膠料配方型號﹑小料數量﹑所用機型、機號。 1.8、配料員應經常與外面操作員聯系,清楚生產情況﹑進度和膠料品質。 1.9、配小料結束時,應清理配料房及整理好各種原料,歸還工藝卡。 1.10、在交接班時交接生產情況﹑環境衛生等。
編制﹕
審核﹕
批准﹕
7
塑膠生產流程(六) 四、常見質量問題及處理﹕ 1、雜質﹕ 由于作業員疏忽,把紙皮或木屑打入鍋內,則會形成膠條麻點;處理則多加過濾 網,勤換過濾網.
2、顏色不符﹕
根據色板,確定顏色不符後,放置不合格產品暫存區暫存,待處理 3、麻點﹕ 膠粉混合不均勻,或混合鍋內膠粉漏到冷卻鍋;解決措施是﹕增加混合時間、或 將含有漏粉的膠粉分批加入相同配方中重新混合。 4、燒焦﹕ 混合過熱、或清機押出機螺缸內有燒焦的存料。 5、粗糙﹕ 5.1、混料不均勻﹕ 原材料難混合﹕不屬于不良現象 屬作業不良現象,需再次造粒. 5.2、塑化不良﹕ 提高押出機溫度;多加過濾網增加壓力.
膠料的再加工。
8.1.1、 在碎料時, 水口料不應太大,且下料不要太快. 8.1.2、在碎料時,手不要伸入機內,等機完全停止時,再打機蓋. 8.2、為了更好的回收,水口料規定是K70和K57兩種樹脂粉,同時水口料應沒有燒 焦和雜質. 8.3、為了更好利用水口料,在不影響品質的同時,打好後裝袋封好放在不良品再生 區,等打PVC-028-0001時,再加進入. 8.4、在停止時,應把機清干淨,把電源打下,并做好碎料機的保養工作.
PVC粉
可塑劑
安定劑
填充劑
其它助劑
色粉
紅色不良品標牌 IPQC檢查 不良品暫存區 調整機器 不 合 格 開出MRB,交QA部 首件檢查 合 格 周期巡檢 讓 步 接 受 降 級 使 用 報 廢 處 理 返 工 處 理