镀层结合力测试
镀层性能检验标准
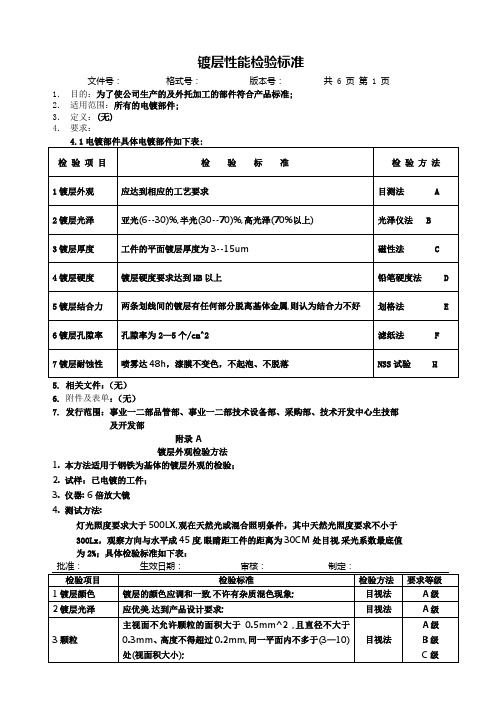
镀层性能检验标准文件号:格式号:版本号:共 6 页第 1 页1.目的:为了使公司生产的及外托加工的部件符合产品标准;2.适用范围:所有的电镀部件;3.定义:(无)4.要求:5. 相关文件:(无)6.附件及表单:(无)7. 发行范围:事业一二部品管部、事业一二部技术设备部、采购部、技术开发中心生技部及开发部附录A镀层外观检验方法1. 本方法适用于钢铁为基体的镀层外观的检验;2. 试样:已电镀的工件;3. 仪器: 6倍放大镜4. 测试方法:灯光照度要求大于500LX,观在天然光或混合照明条件,其中天然光照度要求不小于300Lx,观察方向与水平成45度,眼睛距工件的距离为30CM处目视,采光系数最底值为2%;具体检验标准如下表:注意:A级—工件主视面的外观要求B级—工件可视面的外观要求C级—工件不可视面的外观要求依不同的工件在现场作具体的样本示范;附录B镀层光泽的测定1. 本方法适用于钢铁为基体的镀层光泽的测量;2. 试样:电镀的工件;3. 仪器: a、光泽计b、标准板4. 测试方法:每次操作开始,先将仪器调整,并校准光泽计使其能正确读出高光泽工作标准板的光泽值,然后再读出低光泽工作标准板的光泽值,光泽计校准以后,在试漆膜的平行于涂布方向的不同位置取得3个读数,再用高光泽的工作标准板校准仪器以确保读数没有偏差,如结果误差范围小于5个单位,其记录其平均值作为镜面光泽值,否则再进行3次测定,记录全部6个值的平均值及极限值;注意:本法仅在平整性好的表面上测定漆膜光泽才有效;5. 要求: 镀层光泽的要求为亚光(6--30)%,半光(30--70)%,高光泽(70%以上);附录C镀层磁性测厚仪法1. 本方法适用于钢铁为基体的镀层厚度的测量;2. 试样:电镀的工件;3. 仪器: 磁性测厚仪:精确度为0.1um;4. 测定方法:先将测厚仪在标准样板上调零,接着选择相应的标准值进行校正,在进行测量过程中,取距样品边缘不少于1CM的上、中、下3个位置进行测量,记录其测量值并计算平均值;5. 要求:工件的平面镀层厚度为3--15um;附录D镀层显微硬度的测定1.本方法适用于钢铁为基体的镀层显微硬度的测定;2. 试样:电镀的工件;3.测试设备: 检验镀层显微硬度的设备是专用显微硬度计:国产有设备如631 型、71型、HX-1000型等多种,显微硬度计的技术要求如下:A.放大倍率600倍以上;B. 测微目镜分度值0.01mm;C. 负荷重量10--200g;D. 工作台调节范围10--40mm;4. 测试条件4.1使用环境测试应在室温20±1℃,周围介质干燥,无灰尘及腐蚀性气体的环境中进行, 仪器放在稳固,无震动的工作台上,并保持水平位置;4.2 试样表面状态受检测试样表面应是洁净,平整,光滑状态,表面粗糙度Ra<0.4;4.3 测试位置受检测的试样部位可以是镀层表面或剖面,在镀层表面测试时,应以主表面中心为宜(防止电流密度和边缘影响),并避免镀层表面缺陷对测试的干扰,试样同一测试部位中,压痕之间的距离应在压痕对角线长度2.5倍以上;4.4 负荷重量载荷大小应根据试样表面镀层厚度和硬度不同来选择,通常载荷大小可按下式估算:m = HV.δ^2/7.4176式中 m----载荷质量(g);HV----估计镀层硬度值(kg/mm2);δ----镀层厚度(um);4.5 加荷速度一般要求尽量在接近静压状态下选择合适的速度,通常选用30s左右完成加荷;5. 试验方法5.1 试样准备试样测试部位应平整、光滑、无油污,测量剖面时,则按金相测厚法制备试样;5.2 仪器检查及校正按仪器说明书进行,使仪器工作正常、压痕清晰、并符合标准硬度值范围;5.3 选择载荷和速度根据被测镀层金属的性质和厚度选择好载荷质量和加荷速度,在可能范围内尽量选用较大负荷和最小的速度;5.4 加荷将试样置于硬度计的物镜下,选择压痕合适位置后,缓慢地移至金刚石压头下方,均匀缓慢地进行加荷,直至仪器指示灯指示加荷结束,立即卸去负载;5.5 观察压痕重新将试样移至物镜下,若工作正常,通过硬度计目镜可以清晰地看出正方形角锥体压痕及压痕的对角线;5.6 测量压痕的长度准确测出压痕两条对角线的长度,若两条对角线长度相等或接近时,说明测量有效,然后计算对角线长度平均值,并计算镀层的硬度值;5.7 对于同一试样,应在相同条件下测量三次以上,以算术平均值作为镀层的测量结束;附录E镀层结合力的测定1. 本方法适用于钢铁为基体的镀层结合力的测量;2. 试样:电镀的工件;3. 仪器: 刃口为30°的硬质划刀4. 测试方法:4.1 用一刃口为30°的硬质划刀,划两条相距为2mm的平行线,划线时,应施以足够的压力,使划刀一次就能划破镀层达到基体金属,如果两条划线之间的镀层有任何部分脱离基体金属,则认为结合力不好;4.2本试验的另一划法是:划边长为1mm的正方形格子,观察格子内的镀层是否从基体上剥落;附录F镀层孔隙率滤纸测定法1. 本方法适用于在钢铁上的镀层孔隙率的测定;2. 仪器:a、150ml烧杯 b、分析天平:感量为0.1mg c、滤纸;3. 试样:经电镀的工件;配制时所用试剂均为化学纯,溶剂为蒸馏水;5. 测定方法:5.1试样表面用有机溶剂或氧化镁仔细除净油污,经蒸馏水清洗后用滤纸吸干,如试样在镀后立即检验,可不必除油;5.2将浸润相应试液紧贴在被测试样表面上,滤纸与试样间不得有气泡残留,至规定时间后,揭下滤纸,用蒸馏水小心冲洗,置于解决6的玻璃板上凉干;5.3为显示直至铜或黄铜基体上的孔隙,可在带有孔隙斑点的滤纸上滴加4%的亚铁氰化钾溶液,这时滤纸上原已显示试液与镍层作用的黄色斑点消失,剩下至钢铁基体的蓝色斑点和至铜或铜底层作用的红色斑点,冲洗后贴于玻璃板上干燥;5.4为显示直至镍层的孔隙,可将带有孔隙斑点的滤纸,放在清洁的玻璃板上,并在滤纸上平均滴加溶度为500ml/L25%的氨水含二甲基二醛亏2g/L的溶液,这时滤纸上显示镍层的黄色斑点转为玫瑰红色,而原显示至铜层及钢铁基体的有色斑点转为无色,因而更有利于判别至镍层孔隙的结果;5.5检验外层为落层的多层镀层时,应在镀后放置30min ,进行,在镀铜的钢件,铜及铜合金基体上的镀层,测定至铜层的孔隙时,其有色斑点不完全印在滤纸上,应计算试样上呈现的红褐色斑点;5.6孔型的计算:在自然光或荧光灯下直接观察相应镀层孔隙的有色斑点,将刻有平方厘米方格的有机玻璃板,放在印有孔隙痕迹的滤纸上,分别计算一平方厘米方格内的各种有色斑点数目,并将所得点数相加,最后根据滤纸与试样接触面积,计算镀层的孔隙率:孔隙率 = n/s (个/cm^2)式中: n--孔隙斑点总数(个)s--所测试样面积(cm^2)一般以三次试验的算术平均值作为检验的结果;6. 要求:镀层的孔隙率要求为2—5个/cm^2;附录H镀层耐中性盐雾的测定(NSS)1.本方法适用于钢铁为基体的镀层耐试蚀性的测定;2. 试样:2.1试样的数量一般规定为3件,也可按有关方面协商确定;2.2试验前必须对试样进行洁净处理,但不得损坏镀层和镀层的钝化膜;2.3试样在盐雾箱中一般有垂直悬挂或垂直线成15°--30°角两种放置方式,试样间距不得小于20mm,试样支架用玻璃或塑料等材料制造,支架上的液滴不得落在度样上;2.4试验后用流动冷水冲洗试样表面上沉积的盐雾,干燥后进行外观检查和评定等级;3. 试验药品与设备:3.1将化学纯的氯化钠溶于蒸馏水中或去离子水中,其浓度为50±5g/L;3.2溶液的pH值为6.5-7.2,使用前须过滤;3.3用于制造试验设备的材料,必须抗盐雾腐蚀和不影响试验结果;3.4箱的容积不小于0.2m3,最好不大于0.4m3,聚积在箱顶的液滴不得落在试样上;3.5要能保持箱内各个位置的温度达到规定的要求。
镀层结合力检测方法
镀层结合力检测方法
1. 划格试验法!就像在镀层上画小方格一样,用刀具轻轻地划,然后看看镀层会不会剥落呢!比如给一个小零件做这样的检测,就能知道它的镀层结合力好不好啦。
2. 弯曲试验法哟!把试件弯曲,感受一下它的镀层会不会有裂痕或者脱落,这就像是掰一根小树枝,能看出它是不是结实呀。
比如说检测一个镀过层的薄片,弯曲它,哇,马上就能看出结果啦。
3. 热震试验法呢!给镀层加热然后快速冷却,这得多刺激啊,就像让镀层经历一场“冰火两重天”,看看它能不能扛得住,像检测一个小饰品就可以用这种方法呀。
4. 锉刀试验法哇!用锉刀去锉镀层,哎呀,这可真考验镀层的牢固程度呢,就像用锉刀去挑战镀层的“底线”,比如试试一个小工具的镀层结合力就这么干。
5. 坠落试验法嘿!把试件从高处扔下去,看看镀层会不会摔坏,这多简单直接呀,就像扔一个小玩具,马上见分晓哟。
拿个小镀件来试试这个方法吧。
6. 拉伸试验法呀!对试件进行拉伸,看镀层能不能跟着一起变形而不脱落,这就像拉橡皮筋一样有趣呢。
像检测一个小金属条的镀层结合力就可以用这个。
7. 摩擦试验法呐!用东西去摩擦镀层,看它会不会被擦掉,多直白的方法呀,就好像摩擦一个小物件让它“原形毕露”。
找个镀过层的小物品来试试呗。
8. 撕拉试验法哟!直接去撕拉镀层,感受一下它有多难被扯下来,这真的很刺激呢,就如同和镀层展开一场“拔河比赛”。
比如对一个小部件进行这样的检测呀。
我觉得这些镀层结合力检测方法都各有特点,都能很好地检测镀层结合力呢,能帮我们了解镀层的质量好坏!。
镀层质量检验标准

光亮银镀层质量检验标准)外观:镀层呈光亮银白色、结晶细致、色泽均匀。
)镀层厚度:应符合使用条件和使用环境或客户工艺所规定的要求。
采用微电脑多功能电解测厚仪测试。
)镀层抗腐能力:(抗硫能力)应符合使用条件和使用环境或客户工艺所规定的要求。
将试样浸入5%的硫化钾的溶液中,5 分钟后取出用纯净水洗净后观察,试样表面无变色,无发黄为合格。
四)结合力强度:按《GB/T5270-1985 金属基体的金属覆盖层附着力强度试验方法》检测。
五)焊接能力:在235℃的锡锅内,手工钎焊,浸锡时间为2-3 秒,试样表面的浸锡区应光洁平滑,无漏锡为合格。
六)允许缺陷:涂保护剂的工件的镀层表面有轻微的雾状。
七)不允许缺陷:1)镀层表面有斑点、黑点、烧焦、露铜、粗糙、起泡、脱皮2)镀层表面有条纹状、树枝状、海绵状。
3)暗灰色、发黄,不光亮镀层。
4)未洗净的、附有盐类残留的痕迹。
5)局部表面无镀层(不包括工艺标准所规定的).光亮锡镀层质量检测标准一)外观:镀层呈银白色、结晶细致、色泽均匀。
二)镀层厚度:应符合使用条件和使用环境或客户工艺所规定的要求。
采用微电脑多功能电解测厚仪测试。
三)镀层抗腐能力应符合使用条件和使用环境或客户工艺所规定。
按《GB6458 中性盐雾试验方法》检测。
四)结合力强度:按《GB/T5270-1985 金属基体的金属覆盖层附着力强度试验方法》检测。
五)焊接能力:在235℃的锡锅内,手工钎焊,浸锡时间为2-3 秒,试样表面的浸锡区应光洁平滑,无漏锡为合格。
六)允许缺陷:涂保护剂的工件的镀层表面有轻微的雾状。
七)不允许缺陷:1)镀层表面有斑点、黑点、烧焦、露铜、粗糙、起泡、脱皮。
2)镀层表面有条纹状、树枝状、海绵状。
3)暗灰色、发黄,不光亮镀层。
4)未洗净的、附有盐类残留的痕迹。
5)局部表面无镀层(不包括工艺标准所规定的)光亮镍镀层质量检验标准)外观:镀层呈乌亮色、结晶细致、色泽均匀。
)镀层厚度:应符合使用条件和使用环境或客户工艺所规定的要求。
镀层质量检验标准

一)外观:镀层呈光亮银白色、结晶细致、色泽均匀。
二)镀层厚度:应符合使用条件和使用环境或客户工艺所规定的要求。
采用微电脑多功能电解测厚仪测试。
三)镀层抗腐能力:(抗硫能力)应符合使用条件和使用环境或客户工艺所规定的要求。
将试样浸入5%的硫化钾的溶液中,5分钟后取出用纯净水洗净后观察,试样表面无变色,无发黄为合格。
四)结合力强度:按《GB/T5270-1985金属基体的金属覆盖层附着力强度试验方法》检测。
五)焊接能力:在235℃的锡锅内,手工钎焊,浸锡时间为2-3秒,试样表面的浸锡区应光洁平滑,无漏锡为合格。
六)允许缺陷:涂保护剂的工件的镀层表面有轻微的雾状。
七)不允许缺陷:1)镀层表面有斑点、黑点、烧焦、露铜、粗糙、起泡、脱皮。
2)镀层表面有条纹状、树枝状、海绵状。
3)暗灰色、发黄,不光亮镀层。
4)未洗净的、附有盐类残留的痕迹。
5)局部表面无镀层(不包括工艺标准所规定的)一)外观:镀层呈银白色、结晶细致、色泽均匀。
二)镀层厚度:应符合使用条件和使用环境或客户工艺所规定的要求。
采用微电脑多功能电解测厚仪测试。
三)镀层抗腐能力应符合使用条件和使用环境或客户工艺所规定。
按《GB6458中性盐雾试验方法》检测。
四)结合力强度:按《GB/T5270-1985金属基体的金属覆盖层附着力强度试验方法》检测。
五)焊接能力:在235℃的锡锅内,手工钎焊,浸锡时间为2-3秒,试样表面的浸锡区应光洁平滑,无漏锡为合格。
六)允许缺陷:涂保护剂的工件的镀层表面有轻微的雾状。
七)不允许缺陷:1)镀层表面有斑点、黑点、烧焦、露铜、粗糙、起泡、脱皮。
2)镀层表面有条纹状、树枝状、海绵状。
3)暗灰色、发黄,不光亮镀层。
4)未洗净的、附有盐类残留的痕迹。
5)局部表面无镀层(不包括工艺标准所规定的)一)外观:镀层呈乌亮色、结晶细致、色泽均匀。
二)镀层厚度:应符合使用条件和使用环境或客户工艺所规定的要求。
采用微电脑多功能电解测厚仪测试。
涂镀层结合力检测技术及应用

研究生课程论文(2014 -2015 学年第一学期)涂镀层结合力检测技术及应用涂镀层结合力检测技术及应用摘要:涂层结合力是涂层/基体材料体系中的一项重要的力学性能指标,而表征与评价涂层结合力又得依靠实验方式测定。
由于涂层/基体材料体系的多样性和复杂性,至今还没有形成适合于测量这类材料的界面结合强度的标准方法。
目前,常用来测量涂层结合强度的方法有:拉伸法、剪切法、弯曲法、划痕法、压入法等。
本文就目前结合力检测技术做了综述,讨论了它们的适用范围,比较了它们的优势与不足。
关键词:涂层;结合力;检测技术Coating binding force detection technology and its applicationSchool of materials science and engineering, South China University of Technology, Guangzhou 510640Abstract:Coating binding force is an important mechanical performance index for the coating / substrate material system, and the characterization and evaluation of coating binding force have to rely on the experimental methods. Because of the diversity and complexity of the coating / substrate material system, up to now, the standard method suitable for measuring the strength of this kind of material interface has not yet been formed. At present, there are some methods such as tensile test, shear, bending, scratch, indentation methods commonly used to measure coating binding force. In this article, the current detection technologies of the coating binding force are summarized, and their applicable scope are discussed, their advantages and disadvantages are also compared.Keywords:coating;binding force;detection technology1引言在表面工程与材料科学中,广泛采用各种各样的涂层技术以达到保护基体材料的目的[1~5]。
电镀结合力测试方法
电镀结合力测试方法
1. 划痕法呀,就像在物品上轻轻划一道痕迹一样简单。
你看,用一个硬度比较高的工具在电镀层上划一下,如果电镀层没起皮、没脱落,那结合力不就挺好嘛!就像你和好朋友的关系很牢固,怎么推都不会散一样。
2. 弯曲法,嘿,这可真是有趣呢!把电镀后的样品弯曲一下,要是电镀层没出现裂缝啥的,这不就说明结合力强嘛!这就好比一根有韧性的树枝,怎么弯折都不会断呀。
3. 热震法,哇塞,想象一下把东西放到热水里又快速放到冷水中,就这么来回折腾。
如果电镀层能经得住这种折腾而不剥落,那结合力肯定杠杠的!这就跟人经得起大起大落一样厉害!
4. 拉力法,这就好像拔河一样呢,用一定的力去拉电镀层,看看它会不会轻易就被拉下来。
如果拉半天都没事,那结合力可真棒呀!就如同坚固的城墙,怎么攻打都屹立不倒。
5. 冲击法,跟砸东西有点像哦!用个小锤子啥的敲一下电镀的物品,电镀层安然无恙的话,那结合力肯定没问题呀!这不正像人面对突然的打击也能坚强应对吗?
6. 剥离法,嘿,这就像是撕贴纸一样,要是很难撕下来或者撕的时候没把电镀层弄坏,那结合力太好啦!就如同粘得死死的胶,怎么都弄不开。
7. 锉刀法,用锉刀在电镀层上锉一锉,就像生活中打磨一样。
要是电镀层依然稳稳当当的,那结合力得多棒呀!就好像经过磨练的人变得更加坚韧。
总之,这些电镀结合力测试方法都各有特点,都能很好地检测出电镀层结合力到底好不好呢!。
镀锡产品的镀层附着力测试标准

镀锡产品的镀层附着力测试标准在工业生产中,镀锡产品的镀层附着力是一个非常重要的指标。
它不仅关系到产品的质量和性能,还直接影响了产品的可靠性和耐久性。
为了确保镀锡产品的镀层附着力达到标准要求,需要进行严格的测试。
一、镀层附着力的定义和意义在了解镀层附着力的测试标准之前,我们首先要明确什么是镀层附着力。
简单来说,镀层附着力指的是镀层与基材之间的结合力。
镀层附着力好,就意味着镀层不易剥落,能够长时间地保持在基材上。
而附着力不足的话,镀层容易脱落,导致产品无法使用或者使用寿命大大缩短。
镀层附着力测试的标准和方法就是为了评估并确保镀层与基材之间的结合力。
这些标准和方法包括了一系列的试验和检测,以测量镀层在各种情况下的附着力。
二、常见的镀层附着力测试标准和方法1. 剥离试验:这是一种常见的测试方法,通过使用剥离测试机或者手工方法,将镀层从基材上剥离下来。
通过测量剥离的力度,可以评估镀层与基材之间的结合力。
常用的剥离试验方法包括拉剥试验、剪切试验和冲击试验等。
2. 划伤试验:这是通过在镀层上用一个定格的划痕工具划伤一定深度,然后观察划痕的情况以评估镀层附着力的测试方法。
常见的划伤试验方法有十字划痕试验和圆锥划痕试验等。
3. 手工检查:这是一种简单直观的测试方法,通过人工检查镀层是否有剥落、起泡、开裂等缺陷来评估镀层附着力。
虽然这种方法不够科学准确,但是在一些简单的测试场合仍然有一定的应用。
三、对镀层附着力测试标准的理解和观点镀层附着力测试标准的制定是为了保证产品的质量和性能,在工业生产中具有非常重要的意义。
通过对镀层附着力的测试,可以及早发现和解决镀层结合力不足的问题,从而提高产品的可靠性和耐久性。
在实际的生产中,我们应该选择合适的测试方法和标准来进行镀层附着力的测试。
不同的产品和应用场景可能需要不同的测试方法和标准。
我们需要根据实际情况进行选择,并确保测试的准确性和可靠性。
镀层附着力测试标准的制定和实施是非常重要的,它直接关系到产品的质量和性能。
镀层结合力测试
镀层结合力测试一、概述镀层结合力测试是指对于金属材料表面的涂层或镀层进行结合力测试,以检测涂层或镀层与基材之间的结合强度。
该测试是非常重要的,因为它可以保证涂层或镀层在使用过程中不会脱落,从而保护基材不受损害。
二、测试方法1. 剥离法剥离法是一种常用的测试方法,其原理是通过施加拉伸力来剥离涂层或镀层与基材之间的结合。
具体步骤如下:(1)将试样固定在夹具上;(2)在试样表面划一条深度约2mm的切口;(3)将胶粘剂均匀地涂在试样表面上;(4)将拉伸装置连接到试样上,并施加逐渐增加的拉伸力,直至涂层或镀层脱落。
2. 刮痕法刮痕法是一种简单易行的测试方法,其原理是通过刮擦试样表面来观察涂层或镀层是否脱落。
具体步骤如下:(1)将金刚石笔尖或其他硬度适中的物体放在一定角度上,对试样表面进行刮擦;(2)观察刮痕处的涂层或镀层是否脱落。
3. 滚轮法滚轮法是一种较为精确的测试方法,其原理是通过滚动试样表面来检测涂层或镀层与基材之间的结合强度。
具体步骤如下:(1)将试样固定在夹具上;(2)将金属球或其他硬度适中的物体放在试样表面上,并施加一定压力,使其在试样表面上滚动;(3)观察涂层或镀层是否脱落。
三、影响因素1. 基材性质基材的性质对涂层或镀层与基材之间的结合强度有很大影响。
通常来说,基材越硬越密实,涂层或镀层与其之间的结合强度就越高。
2. 涂料性质涂料的性质也会影响结合力测试结果。
例如,粘度过高、流动性差、干燥时间过长等都会降低涂料与基材之间的结合强度。
3. 表面处理表面处理是影响涂层或镀层与基材之间结合力的另一个重要因素。
表面处理不当会导致涂层或镀层与基材之间存在空隙,从而降低结合强度。
四、测试标准常用的测试标准有ASTM D3359、ISO 2409等。
这些标准规定了测试方法、设备、试样制备等方面的具体要求,保证了测试结果的可靠性和准确性。
五、结论通过镀层结合力测试,可以得出涂层或镀层与基材之间的结合强度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镀层结合力测试
引言
镀层结合力测试是评估镀层与基材之间粘附力的方法。
镀层结合力是确保涂层品质的关键指标,对于保证涂层的使用寿命和性能至关重要。
本文将从测试方法、影响因素和常见应用领域等方面进行全面、详细、完整且深入地探讨镀层结合力测试。
测试方法
剥离测试
剥离测试是常用的测量镀层结合力的方法之一。
它通过施加外力来测量镀层与基材之间的结合强度。
常见的剥离测试方法包括剥离试验机法、压片剥离法和剪切试验法。
标准试验
标准试验是镀层结合力测试中常用的方法之一。
国际标准化组织(ISO)和美国材料和试验协会(ASTM)等机构发布了一系列标准试验,用于评估不同类型镀层的结合力。
例如,ISO 4624标准试验用于涂装工业,可以测量涂层与基材之间的粘性力。
微刚度测试
微刚度测试是一种新兴的测试方法,用于评估镀层结合力。
它通过使用纳米压痕仪测量镀层受力时的弹性变形来评估镀层结合力。
微刚度测试具有快速、高精度和无损伤的特点,适用于各种镀层材料的测试。
其他测试方法
除了剥离测试、标准试验和微刚度测试外,还有一些其他测试方法可用于评估镀层结合力。
例如,离子束法可以通过将高能离子轰击镀层来评估结合力。
此外,还有一些表面形貌分析方法(如扫描电子显微镜和原子力显微镜)可以用于评估镀层结合力的质量。
影响因素
镀层结合力受到多种因素的影响。
下面列举了一些常见的影响因素:
1.基材表面处理:基材的清洁度、表面粗糙度和化学活性等都会影响镀层结合
力。
适当的基材表面处理可以提高镀层结合力。
2.镀层材料:镀层材料的选择和制备工艺会直接影响结合力。
不同材料的结合
力可能会有所差异。
3.镀层厚度:镀层厚度对结合力有显著影响。
通常,较厚的镀层可以提供更好
的结合力。
4.环境条件:环境条件,例如温度和湿度,会对镀层结合力产生影响。
恶劣的
环境条件可能导致结合力下降。
5.测试方法:不同的测试方法对结合力的评估结果有所差异。
因此,在进行结
合力测试时应选择合适的测试方法。
6.其他因素:其他因素,如镀层制备工艺、表面镀层形态和结构等,也会影响
镀层结合力。
应用领域
镀层结合力测试广泛应用于各个领域。
下面列举了一些常见的应用领域:
1.汽车工业:汽车制造过程中的镀层结合力测试可以确保涂层的质量和可靠性,
提高汽车的耐用性和安全性。
2.电子工业:电子产品中的镀层结合力测试可以保证电路板和连接器的可靠性,
提高电子产品的性能和寿命。
3.航空航天工业:航空航天领域对镀层结合力的要求非常高,结合力测试被广
泛用于评估航空航天材料和涂层的性能。
4.医疗器械:医疗器械上的涂层通常用于增加耐腐蚀性和生物相容性。
结合力
测试可以确保涂层在使用过程中的稳定性和可靠性。
5.建筑工业:建筑工业中的镀层结合力测试可以保证涂层的附着力,提高建筑
材料的耐久性和防腐蚀性。
结论
镀层结合力测试是一项关键的评估工艺,可以评估镀层与基材之间的结合强度。
剥离测试、标准试验和微刚度测试是常用的测试方法。
镀层结合力受到多种因素的影响,如基材表面处理、镀层材料和厚度等。
镀层结合力测试在汽车、电子、航空航天、医疗器械和建筑等领域都有广泛的应用。
通过有效的镀层结合力测试,可以保证镀层品质、提高产品性能和寿命。