ZA27支重轮轴套铸造
GA278径向退绕扁丝筒子架
[ ] 刘 锴 . 入浅 出西门子 S 3 0 L M]北 京 : 2 深 7 0 P C[ . 北京
航 空 航 天 大 学 出 版社 ,0 4 20.
块进行 数 据 的交 换 、 发送控 制命令 并接 受反 馈信号 ,
提高 r温度 系统 的控 制精 度和稳定 性 , 为无 纺布模
[] F 5 3 M3 5使用说 明书 . [] F 5 I 4 M3 5P D模块使用入 门.
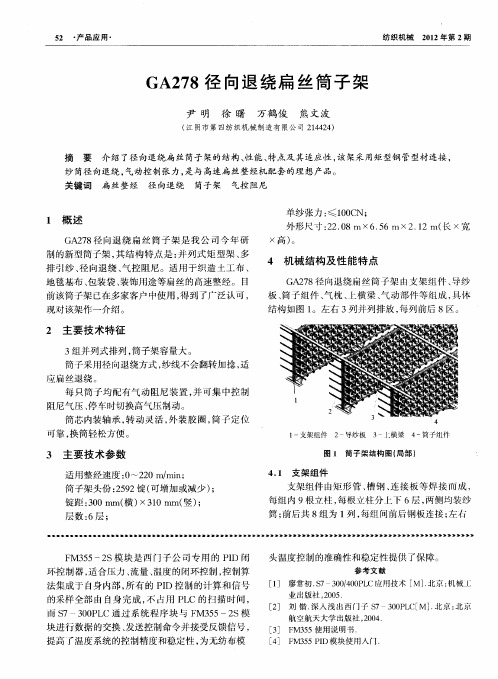
间加 大使筒 子停 转 。粘贴在 挡板 上 的海绵 可有效 防 止筒 子边纱 从侧 面滑 脱 。
4 5 气枕 .
问都 装有 多孑 导纱板 , 后 向前 逐 步增多 , L 从 纱筒 上 的 丝从 纱筒 引 出后经 过前 根立柱 上偏 上方 的单孔 导纱
板, 再前 引穿 入组 问多孑 导纱板 , 后穿 过前排 导 纱 L 最 板 , 向机 头 。 导纱 支 架 与 瓷 眼之 问用 轴 用 挡 圈 固 引
F 5 M35—2 S模 块是 西 门子 公 司 专 用 的 PD 闭 I 环控 制器 , 适合 压力 、 流量 、 温度 的闭环 控制 , 控制算 法集成 于 自身 内部 , 所有 的 PD 控制 的计算 和 信 号 I 的采样 全部 由 自身 完 成 , 占用 P C的 扫 描 时 问 , 不 L
径 向退 绕 筒子 架 气控 阻尼
纱 筒径 向退绕 , 气动控 制 张力 , 与 高速 扁丝整 经机 配套 的理想 产品 。 是 关键 词 扁 丝 整经
1 概 述
G 2 8 向退 绕 扁 丝 筒 子 架 是 我 公 司今 年 研 A7 径 制 的新 型筒子架 , 其结 构 特 点是 : 列 式 矩 型架 、 并 多 排 引纱 、 向退绕 、 径 气控 阻 尼 。适 用 于织 造 土 工布 、
ZA27支重轮轴套铸造

在首次试制时,铸件1区的下方内壁及外侧产生严重裂纹,主要集中在立筋及转角处(如图所示)。
其它立筋及转角处也存在不同程度的裂纹。
这些裂纹形状弯曲,开口明显,金属氧化严重,呈暗蓝色,属典型的热裂纹。
造成此处裂纹的主要原因应是高温应力及凝固滞后所致。
因为在浇注薄壁铸件时,自硬砂型芯不能被烧透,而成一层坚固的结焦残碳层,砂粒的位移量很小,即树脂砂的高温退让性极差,阻碍铸件收缩产生高温应力,引起裂纹,同时该区域流经大量的钢水,造成本区域过热,钢水凝固滞后,收缩受到阻碍所产生的应力而导致裂纹。
基于上述的分析及试制结果,问题的关键是降低型芯的硬度,增加型芯的退让性,增加该区域的激冷效果。
第二次试制采取了如下措施:(1)将型芯的使用时间控制在16h 以内;(2)在1区的立筋及内壁处增加冷铁数量;(3)打箱时间由4 5h 延长到6h 。
试制结果发现,铸件1区外部裂纹随机出现,肉眼看不到裂纹,用磁粉探伤可发现断续裂纹存在。
1区内筋裂纹消失,但在立筋的中部掏空边缘处发现有裂纹。
试验表明,采用外冷铁等工艺措施,虽然取得了一定效果,但未能彻底消除裂纹,裂纹转移到未放冷铁的部位。
通过前两次的试制,认为裂纹的存在还是因铸件高温应力所致。
因此为提高型芯的退让性,降低铸件的高温应力,我们将原砂的粒度由50/100提高到40/70,树脂加入量控制在0 8%~1 0%,同时在芯砂中加入一定比例的木屑。
结果提高了砂芯的高温退让性,裂纹明显减少,但铸件的砂眼明显增加,清理、焊补量很大。
为解决这个难题,我们依据上述的理论分析及实践结果,采取如下措施:增加增塑剂;在铸件凝固滞后部位及结构复杂部位加特种砂(大粒砂20/40与铬铁矿砂40/70)。
采取此措施后,并对铸件进行了探伤检查,没发现裂纹存在,取得了较好的效果。
试验结果表明,在呋喃树脂砂所需原材料的质量满足工艺的情况下,通过采用外冷铁、特种砂,控制砂芯的使用时间等工艺措施可生产出合格的铸件。
ZA27合金的性能研究与应用分析

ZA27合金的性能研究与应用分析魏周斌;段望春;张兴【摘要】重点介绍了ZA27合金的滑动摩擦性能和耐磨性能,并与锡青铜和”巴氏”合金的性能做了对比分析.对比结果可得,ZA27合金机械性能比锡青铜和”巴氏”合金优异、且生产成本低廉,可作为耐磨铜合金和巴氏合金的理想替代材料.【期刊名称】《机械研究与应用》【年(卷),期】2011(000)005【总页数】2页(P105-106)【关键词】ZA27合金;机械性能;滑动摩擦;耐磨性能【作者】魏周斌;段望春;张兴【作者单位】甘肃省机械科学研究院,甘肃兰州730030;甘肃省机械科学研究院,甘肃兰州730030;甘肃省机械科学研究院,甘肃兰州730030【正文语种】中文【中图分类】TG131 引言锌基合金是以锌为基体,加入一定的Al、Cu及微量的 Mg、Mn、Si、B、Ti、Re 等元素形成的固溶体。
近年来锌基合金的研究和应用得到了长足的发展,其中应用范围最广的就是ZA27合金。
ZA27合金熔点低、铸造、机械加工性能好。
ZA27合金机械性能优异,具有极好的塑性和超高强度,滑动耐磨性能良好,摩擦系数小,对油亲合好,能降低工业噪音和减轻机械振动,价格低廉,可作为耐磨材料和锡青铜、巴氏合金的替代材料。
近年来,ZA27合金发展迅速,应用领域越来越大,可广泛用于各种机械受力、耐磨零件,各类机械的传动易损件,应用于冶金、矿山、机床、轻工等行业,如轴瓦、轴承、滑块、蜗轮、螺母、垫圈、缸套、阀体等,适合各种机械加工方法,成本可大大下降,具有明显的经济和社会效益。
2 ZA27合金的成分与熔炼2.1 ZA27合金的成分ZA27合金的合金代号为:ZZnAl27-3,成分如表1所示。
表1 ZA27合金成分表 /%元素主要成分杂质Al Cu Mg Zn Pb Cd Ti Fe含量(%)25~28 2.0~2.5 0.01~0.02余量<0.004<0.003<0.002<0.12.2 ZA27 合金的熔炼2.2.1 熔炼材料熔炼材料为一号锌锭(99.99%Zn)、特二号铝锭(99.6%Al)、一号电解铜(99.95%Cu)、一级镁锭(99.95%Mg)、少量变质剂及脱氧剂。
395B电铲支重轮架平衡轴轴肩受损失效分析及改造方案

395B电铲支重轮架平衡轴轴肩受损失效分析及改造方案发布时间:2022-08-26T05:22:42.990Z 来源:《科技新时代》2022年第2期作者:段海波[导读] 395B系列电铲是准能集团黑岱沟露天煤矿开采中使用的主要采掘设备段海波国家能源集团准格尔能源集团有限责任公司设备维修中心穿采车间内蒙古鄂尔多斯 010300摘要:395B系列电铲是准能集团黑岱沟露天煤矿开采中使用的主要采掘设备,支重轮架平衡轴是该系列电铲行走系统的关键部件,因平衡轴轴肩断裂而导致行走系统失效是常见故障。
为保障生产,节约成本,笔者对负责主修的5#395电铲所发生过的历次支重轮架平衡轴轴肩受损故障进行分析,对轴肩结构进行改造并设置了相应的焊接工艺,极大地减少了维修量与维修成本,提高了电铲工作效率。
关键词:395B电铲;支重轮架平衡轴;焊接工艺395B系列电铲是准能集团黑岱沟露天煤矿开采中使用的主要采掘设备。
支重轮架平衡轴是该电铲行走系统的关键元件,该轴净重1985kg,每铲6件。
其作用是在电铲行驶过程中,将载荷(电铲自重)通过平衡轴传递到支重轮架,再由支重轮架传递至支重轮。
因此它也是主要受力元件与易损件。
支重轮架平衡轴结构如图1所示,每个支重轮架安装两个相同尺寸的支重轮,支重轮架通过滑动轴承(铜套)安装在平衡轴上,滑动轴承与支重轮架采用过盈配合。
平衡轴前段伸出支重轮架,轴肩处安装卡兰,卡兰负责固定支重轮架避免电铲在行走过程中脱离平衡轴[1]。
(二)平衡轴轴肩断口分析笔者对几台395B电铲所发生的平衡轴轴肩断裂故障进行对比,发现各电铲上该故障发生位置大体相同,其断裂部位处形貌也非常近似,断裂部位呈棘爪状断面宏观形貌,呈结晶晶粒状,并伴有瞬断痕迹,在断面上发现有一大块光滑平坦的疲劳断口,疲劳辉纹隐约可见,疲劳辉腾纹及其间隔均较宽,属低周疲劳。
断口上伴有逆时针方向分布的扭转瞬断台阶,而扭转疲劳破坏又是轴类零件最常见的失效形式,它一般是在应力集中处萌生疲劳核心,在低于扭转疲劳极限的应力作用下,出现亚临界扩展,裂隙随着时间发展不断延申,最终诱发断裂。
挤压铸造ZA27锌合金蜗轮精品PPT课件

❖ 华金挤压铸造锌合金蜗轮
铸造ZA27蜗轮
❖ 蜗轮一般采用锡青铜,但锡资源稀少及价格昂贵,使得锡青 铜主要用于非常重要的蜗杆传动中。 ZA27锌合金由于具有良 好的铸造性能、力学性能、摩擦磨损性能、加工性能及低廉 的成本等优势,已作为耐磨材料被广泛应用于现代工业的较 多领域,并部分代替青铜、黄铜等结构材料。
❖ 但锌合金结晶温度范围宽(ZA27:381℃~487℃)[7,8],呈糊 状凝固, 而糊状凝固获得的蜗轮,一般会在其内部产生诸如 缩孔、缩松等缺陷,导致蜗轮力学性能和耐点蚀等性能的降 低,甚至使得电梯曳引机在使用过程中较早地发生失效,并 有引发安全事故的隐患。
挤压铸造ZA27的组织性能
❖ 金相组织对比
挤压铸造
金属型重力铸造
金属型重力铸造、挤压铸造制备 (ZA27)蜗轮的显微组织分别如如上图所 示,金属型重力铸造制备的蜗轮晶粒粗大,易产生缩松;而在挤压铸造 工艺下,树枝晶明显破碎,呈细小的等轴晶,无明显缩松缺陷。
拉伸断口扫描照片
挤压铸造的拉伸断口
重力铸造的拉伸断口
不同铸造工艺下蜗轮材料的针孔
挤压铸造
测试用曳引机
挤压铸造重力铸造点蚀对比
金属型重力铸造100小时
挤压铸造 300小时
分析讨论
❖ 在蜗杆传动中,由于材料和结构上的原因,蜗杆的强度总是高于蜗轮轮 齿的强度,所以失效常发生在蜗轮轮齿上。由于蜗杆传动中,齿面间相 对滑动速度较大,故蜗轮常以疲劳磨损失效。疲劳磨损也叫接触疲劳, 其表现形式主要有点蚀、剥落和剥层等,它是指当两个接触体相对滚动 或滑动时,在接触区形成的循环应力超过材料的疲劳强度的情况下,表 面层将引发裂纹,并逐步扩展,最后使裂纹以上的材料断裂剥落下来的 磨损过程。
ASTM A668E超长空心水轮机轴锻件研制

表 1 水轮机轴用材验收指标
1 订 货规 格及 技术 要 求 1 . 1 规 格及 粗加 工 尺寸
T a b l e 1 T h e a c c e p t a n c e c r i t e r i a o f ma t e r i a l
us e d f o r hy dr a ul i c t ur bi ne s ha f t
Zh a n g J i n z h u,Zh a n g Ha i f e n g
Ab s t r a c t : B y o p t i mi z i n g t h e c h e mi c a l c o mp o s i t i o n o f AS T M A 6 6 8 E ma t e r i a l a n d a d d i n g t h e a l l o y i n g e l e me n t s a p —
机械设计:轴系总装配

2 A
3
4 12.5 7 其余
轴系装配图
688
8 A 1
A
170
项目号
零件号
Rolling bearings 32917 GB 297-94
说明
数量
2 1
A
160
1 2 3
GB32917X2型圆柱棍子轴承
主轴
GB_CONNECTING_PIE CE_KEYS_CSK 28X110 GB_CONNECTING_PIE CE_KEYS_CSK 28X140
250
6
借(通)用件登记 描图 描校 旧底图总号 5 底图总号
40.01
4 2 3.2
20
7
8
斜圆柱齿轮 分度圆直径R=170mm 螺旋角b=10°29′
1
20
பைடு நூலகம்
6 标记 处数 分区 更改文件号 签名 标准化 工艺 审核 批准 2 3 共 1 张 第 1 张 版本 4 替代 年月日 阶段标记 重量 356.143 比例 1:7 2015-01 轴系装配图
688170aa78125016040012020570aa24356其余3232125项目号零件号说明数量1rollingbearings32917gb29794gb32917x2型圆柱棍子轴承22主轴13gbconnectingpiecekeyscsk28x110gbconnectingpiecekeyscsk28x140套筒4mmgb普通平键281611014gb普通平键2816140154mm合金钢套筒r85mmr100mm16套筒2mmgbrhhelicalgear16m43t129ha20pa160fw43a75h50l1050ngbrhhelicalgear10m17t105ha20pa250fw17a75h50l950n2mm合金钢套筒r95mmr105mm17斜圆柱齿轮分度圆直径r688mm螺旋角b125018斜圆柱齿轮分度圆直径r170mm螺旋角b102911234ab4321ba审核校核设计标记处数分区更改文件号签名年月日工艺标准化批准阶段标记共张第张1重量比例日期签字底图总号旧底图总号描校描图借通用件登记零件代号版本主管设计替代轴系装配图1
中铁二局第五工程有限公司_企业报告(业主版)
TOP4
中铁二局五公司贵南铁路矿渣材 桂林海天贸易有限
料采购计划-询价公示
公司
47.8
2022-12-28
TOP5
中铁二局五公司贵南铁路矿渣材 桂林海天贸易有限
料采购计划的中标结果公告
公司
47.8
2023-05-23
本报告于 2023 年 08 月 12 日 生成
4/31
重点项目
项目名称
中标单位
中标金额(万元) 公告时间
1.1 总体指标 ...........................................................................................................................1 1.2 需求趋势 ...........................................................................................................................1 1.3 项目规模 ...........................................................................................................................2 1.4 行业分布 ...........................................................................................................................3 二、采购效率 ...............................................................................................................................11 2.1 节支率分析 .....................................................................................................................11 2.2 项目节支率列表 ..............................................................................................................12 三、采购供应商 ...........................................................................................................................12 3.1 主要供应商分析 ..............................................................................................................12 3.2 主要供应商项目 ..............................................................................................................12 四、采购代理机构........................................................................................................................17 4.1 主要代理机构分析 ..........................................................................................................17 4.2 主要代理机构项目 ..........................................................................................................18 五、信用风险 ...............................................................................................................................18 附录 .............................................................................................................................................25
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在首次试制时,铸件1区的下方内壁及外侧产生严重裂纹,主要集中在立筋及转角处(如图所示)。
其它立筋及转角处也存在不同程度的裂纹。
这些裂纹形状弯曲,开口明显,金属氧化严重,呈暗蓝色,属典型的热裂纹。
造成此处裂纹的主要原因应是高温应力及凝固滞后所致。
因为在浇注薄壁铸件时,自硬砂型芯不能被烧透,而成一层坚固的结焦残碳层,砂粒的位移量很小,即树脂砂的高温退让性极差,阻碍铸件收缩产生高温应力,引起裂纹,同时该区域流经大量的钢水,造成本区域过热,钢水凝固滞后,收缩受到阻碍所产生的应力而导致裂纹。
基于上述的分析及试制结果,问题的关键是降低型芯的硬度,增加型芯的退让性,增加该区域的激冷效果。
第二次试制采取了如下措施:(1)将型芯的使用时间控制在16h 以内;(2)在1区的立筋及内壁处增加冷铁数量;(3)打箱时间由4 5h 延长到6h 。
试制结果发现,铸件1区外部裂纹随机出现,肉眼看不到裂纹,用磁粉探伤可发现断续裂纹存在。
1区内筋裂纹消失,但在立筋的中部掏空边缘处发现有裂纹。
试验表明,采用外冷铁等工艺措施,虽然取得
了一定效果,但未能彻底消除裂纹,裂纹转移到未放冷铁的部位。
通过前两次的试制,认为裂纹的存在还是因铸件高温应力所致。
因此为提高型芯的退让性,降低铸件的高温应力,我们将原砂的粒度由50/100提高到40/70,树脂加入量控制在0 8%~1 0%,同时在芯砂中加入一定比例的木屑。
结果提高了砂芯的高温退让性,裂纹明显减少,但铸件的砂眼明显增加,清理、焊补量很大。
为解决这个难题,我们依据上述的理论分析及实践结果,采取如下措施:增加增塑剂;在铸件凝固滞后部位及结构复杂部位加特种砂(大粒砂20/40与铬铁矿砂40/70)。
采取此措施后,并对铸件进行了探伤检查,没发现裂纹存在,取得了较好的效果。
试验结果表明,在呋喃树脂砂所需原材料的质量满足工艺的情况下,通过采用外冷铁、特种砂,控制砂芯的使用时间等工艺措施可生产出合格的铸件。
呋喃树脂砂工艺是一个系统工程,管理必须到位,各个环节必须按章办事,严格遵守工艺规程,否则就很难体现呋喃树脂砂工艺的优越性。
(编辑:张允华)
1999年1月26日收到初稿,1999年3月1日收到修改稿。
ZA27支重轮轴套铸造
东北大学(沈阳110006)本溪县轴瓦厂(本溪县117105)
佟铭铎孙启吉吉
履带式工程机械支重轮轴套在工作中需承受较大的载荷、冲击及摩擦,工作条件比较恶劣,通常用锡青铜整体铸造或用钢背衬铜双金属铸造。
我们从1992年开始试生产ZA27支重轮轴套,并进行了实际装机试用。
实践表明使用寿命超过了铜合金轴套,应用范围也迅速扩大,从用于维修配件已过渡到制造装机零件。
有关部门已制定了关于工程机械用锌铝合金轴套行业标准JB/T 8815 1998。
图1 支重轮轴套
1 铸型工艺支重轮轴套结构如图1所示,属于薄壁套类铸件,其尺寸规格较多,轴套内径d 为59mm ~70mm,壁厚 为3 5mm
~5 5mm,高度h 为85mm~98mm 。
根据铸件的结构和锌铝合金的凝固特点,将法兰朝下,采用从顶部明浇方法。
选用砂型、金属型及半
金属型铸造工艺进行试验,试验结果表明半金属型铸造工艺是较为理想的,最后稳定于半金属型工艺。
铸型工艺见图2,芯子和底型为铸铁制成,外型为砂型。
由于底面是金属型,法兰部位首先凝固,带有锥度的芯子使铸件壁形成上厚下薄,这样有利于顺序凝固。
生产的铸件无缩松等缺陷,致密度较好。
图2 铸型工艺
2 化学成分及合金熔化
由于铸件和铸型的特点,铸件凝固较快,易形成偏硬的组织。
为使铸件尽可能获得较好的塑性,选用的合金成分为(质量分数,%):25~26Al,1 8~2 0Cu,0 01~0 015M g,其余为Zn 。
炉料采用特二号铝、一号铜及一级镁,用石墨坩埚炉熔化。
先化铝而后加入铜,待熔化后再加入锌,当温度合适时压入镁屑,并充分搅拌、除渣(加入回炉料时应用氯化锌处理)。
出炉温度为650~700#,浇注温度为600~650#。
力学性能试样取自图3所示的Y 型试块,力学性能见表1。
表1 铸态力学性能
性能 b /M Pa (%)HB a k /(J cm -2)范围373~4332 2~8104~1303 8~8 9平均值
401 8
4 6
128
6 3
注:a k 取4个试样的值,其余为13
个试样的值。
图3 Y 型试块毛坯
3 热处理
根据用户的装配和使用要求,为进一步提高铸件
的塑性和尺寸稳定性,对部分轴套进行了退火(均匀化)热处理,其工艺规范如图4所示。
随炉处理试样的力学性能见表2。
表2 热处理后力学性能
性 能 b /M Pa (%)HB 范围306~3277 7~1292~104平均值313 3
9 7
94 1
注:7个试样
图4 退火工艺
4 结语
(1)由金属芯等组成的半金属型铸造轴套,采用顺序凝固,轴套的工作表面组织致密,提高了其使用性能。
采用铝和铜偏低的ZA27合金,通过退火热处理,使塑性明显提高。
生产的轴套满足了装配和使用的要求。
(2)与ZCuSn5Pb5Zn5铜合金支重轮轴套相比,ZA27合金轴套的磨损和对配合轴的磨损均较小,其使用寿命提高1~2 6倍。
(3)由于比铜合金轴套价格可降低25%左右,重量可减轻40%左右,使用寿命长等,而获得较好的经济效益和社会效益。
(编辑:张允华)。