作业指导书 包装码垛
码垛机操作作业指导书
码垛机操作作业指导书1.目的规范操作,保证操作正确无菌线码垛机。
2.适用范围本文件适用于无菌线码垛机的操作。
3.职责3.1 码垛机岗位操作工负责执行本文件。
3.2 生产主任与领班负责监督操作执行本文件。
3.3 生产经理对本文件的有效性负责。
4.定义无5. 程序5.1开机前的准备5.1.1 检查空压是否为6BAR。
5.1.2 检查生产中所需物料以及相关报表是否准备齐全。
按实际填写《物料使用(码跺岗开机或转换物料前)检查表》。
5.1.3 检查箱输送系统码垛系统及板运输系统各类电眼和传感器是否完好。
5.2 开机5.2.1 将机器周边安全门关好,并按下相应的复位键。
5.2.2 在操作屏主页“类型选择”功能中选择所生产的产品类型相对应的程序后,按“下载”按钮下载。
5.2.3 机器之手动检查,在主操作台选择手动功能键,此时屏幕下方显示手动菜单。
5.2.4 在手动菜单中,分别选择机器、装料站、包装件推入。
包装件进料中的子菜单中的各项后,分别按启动键,检查行推层推装载平台主提升及定位挡板各部份运行是否正常,有无异响。
5.2.5 正常后选择触摸屏,功能菜单下的子菜单,“打开/关闭1”中将模拟运行功能、手动调用剩余包装件功能及清空机器功能分别关闭。
5.2.6 选择功能菜单下的子菜单“打开/关闭3”中将垛板进口,垛板出口功能分别打开。
5.2.7 选择功能菜单下的子菜单“打开/关闭4”中将包装件进口功能项选择打开,将形成一个垛层包装件进料停止功能项选择关闭。
5.2.8 选择功能菜单下的子菜单“打开/关闭5”中将包装辅助材料处理器功能项选择关闭。
5.2.9 在功能菜单项中选择“复位”功能,分别按下“机器”和“包装件输送带”复位按钮,直到按钮变成蓝色。
5.2.10 在主控台上按下“自动功能键”后,“启动功能键”闪烁,按下“启动功能键”后,机器自动复位,并处于自动状态下。
5.3 生产运行5.3.1 生产中密切留意机器运行状态,出现异常及时处理,确保设备高效运行。
码垛工艺作业指导书
作业指导书文件名称:码垛工艺作业指导书文件编码:版本号:修改号:生效日期:受控状态:编制:日期:审核:日期:批准:日期:1.0目的为了规范码垛机操作规范,确保产品符合码垛生产工艺流程,保证产品符合产品质量要求。
2.0 适用范围适用于纸箱从螺旋输送机进入机器码垛、出垛、产品入库、生产结束整个过程。
3.0 定义本工艺作业指导书用于指导码垛区各岗位操作人员按照标准流程执行操作,确保生产工艺符合生产要求。
4.0 职责与权限4.1 叉车操作共按生产计划领取特定数量的托盘4.2 码垛机操作人员按生产计划调整好机器参数。
4.3码垛机操作人员负责监督提醒纸箱是否封好,是否喷码。
4.4 码垛机操作人员要确保除最后一垛的所有垛是满的,及数量要达标1L的55箱,2L50箱,4.5L36箱,5L48箱,4L48箱,500ML50箱。
5.0码垛机工艺流程5.1码垛机工作原理产品由输送带送进输送机入口,受光电检测进入输送机转向机,根据堆垛要求,依据程序设定控制转向气缸动作。
箱子由滚道输送到横向推进区,由PLC 配合光电控制推箱横送动作,将箱子送入整列机。
由滚筒输送形成一列,整形后由整列推箱机构动作,将一列箱推至整列区,第二列......形成一层后,当箱翻板打开,由整列推箱机构动作,将一层纸箱推进层叠机托盘。
层叠机根据层数上升或下降,同时托盘运动至栈板上方,由推纸箱整列到气缸动作,使产品排列整齐。
托盘后退至等待区,同时放松整列气缸,使产品整齐落在栈板上方,工作到栈板层数,层叠机升至设定高度,成垛由叉车叉出。
6.0安全须知6.1机器在运行状态或手动操作下人勿靠近码垛机上下运动的区间范围,以防止意外事故发生。
6.2在铲车加卸铲板时,人应与之保持距离,以防铲板倒踏或铲车伤人等事故的发生。
6.3如码垛机出现故障时,有人在设备上处理故障时,手勿触摸操作屏幕,可根据实际情况关掉气源或电源方可进行,以防失误或错误操作导致意外事故的发生。
6.4不熟悉码垛机操作的人员或非工作人员勿动操作屏幕,以防设备损坏或其它事故的发生。
(完整word版)产品包装作业指导书

产品包装作业指导书DL 包装作业指导书Q/Q/ 包装作业指导书1. 目的及适用范围是针对货物(设备和材料)的不同特点所进行的包装及运输指导,规定货物运输、运输文件编制、国内包装和供货商运输包装的一般要求。
本指导书适用于我公司向买方提供产品、设备的运输包装,亦适用供货商对我公司采购物资的运输包装要求。
2. 相关规范GB/T191 包装储运图示标志GB/T1413系列1集装箱分类尺寸和额定质量GB/T4879 防锈包装 GB/T5048 防潮包装GB/T5398 大型运输包装件试验方法 GB/T6388 运输包装收发货标志 GB/T7384 框架木箱 GB/T8266 缓冲包装设计方法 GB/T12464 普通木箱GB/T12268 危险货物品名表GB/T13384 机电产品包装通用技术条件 GB/T18925 滑木箱JB/ 重型机械通用技术条件第13部分:包装 3. 术语货物-指项目所有消耗或非消耗材料和设备、危险的或非危险的、按照或不按照采购订单供货的,或作为采购订单分项部分供货的物品。
装运条款-定义装运或交货条款,定义货权转移的概念及各方的责任。
卖方有义务按照采购订单装运或交货条款的规定进行供货。
包装-指在货物存储和运输过程中为保护货物,方便储运,按一定技术方法采用的容器,材料及辅助物等的总体名称。
如:箱子,柳条箱,板条箱,桶,罐,绑扎或其它设施,其目的是为了避免损失或在运输链起始至仓库中发生损失和损害。
1 / 30DL 包装作业指导书Q/集装箱-集装箱是一种运输设施,应满足:具有耐久性,其坚固强度足以反复使用;便于商品运送而专门设计;在一种或多种运输方式中运输时无需中途换装;设有便于装卸和搬运的装置,特别是便于从一种运输方式转运到另一种运输方式;(5)设计时应注意到便于货物装满或卸空;注:集装箱一词不包括车辆或传统包装。
超重或超大件超过表任何标准的单件设备为超重件。
表长米超过表标准的单件设备为超大件表长 12米危险品-指在运输过程中,可能危害人身的安全、健康或者损害运输工具、设备以及其它财产的物品或者物质。
作业指导书 包装码垛

包装码垛日常维修作业指导书0. 目的规范包装码垛生产线日常检查维护作业操作步骤,最主要的目的是确保操作人员的人身安全,其次是为提高日常检维修效率,降低人员劳动力的浪费,最终达到设备平稳运行。
1. 适用范围催化聚丙烯PK902A/B/C三条包装码垛生产线以及常减压硫磺回收装置两条硫磺包装码垛生产线等日常检维修。
2. 操作程序(1)施工前准备作业人员作业前必须先到现场确认工作,并开具相关作业票证施工前要先做好施工前5分钟隐患排查工作包装码垛维修时,作业前确保电源关闭,避免作业过程中机器突然启动造成人生伤害在称重包装机里作业时,由于作业空间狭小必须带好安全帽以及防护用品,避免碰伤在码垛机平台作业时(作业平面离地面2米以上)确保系好安全带作业现场必须挂禁碰开关牌,以防止无关人员触碰开关启动机器造成人员伤害(2)施工准备人员准备(聚丙烯包装码垛小组)序号姓名性别工种级别持证情况1 李滨男仪表、工程师工程师证2 金勇男钳工、助工助理工程师证3 付川川男电气、助工助理工程师证4 韩建东男钳工、高级工高级钳工证5 史建新男仪表、高级工高级钳工证6 庞冬青男电气、中级工中级钳工证工具准备序号名称数量安全检查情况备注1 梅花、叉口各2套安全检查合格2 内六角扳手2套安全检查合格3 活扳手2套安全检查合格4 铜棒刮刀2套安全检查合格5 手锤、螺丝刀各2套安全检查合格6 套把、套筒各2套安全检查合格7 管钳、手钳各2套安全检查合格8 游标卡尺2套安全检查合格9 深度尺1件安全检查合格材料准备日常检修所需材料主要有:气缸\ZBML1200 MBB63-40/Y-05M下夹板衬\ZBML800 Q/ZDJ.02.39.05软衬\ZBML800 Q/ZDJ.02.39.06气缸\ZBML1200 MDBF63-55滚轮\ZBML1200 GDAG.01.04.00气缸\ZBML1200 MDBB50-400车轮\FZBM800-A Q/GDG.05.11深沟球轴承\SKF\6003-2RS外球面球轴承\NTN\UCFL205下切刀\DS-9C 106083\-J聚酯输送带\EP300-275×2.0×2560托辊\ZBML1200 Q/BSTG03-00PVC输送带\PVC-600×2×2560\闭环深沟球轴承\SKF\6005-2RS深沟球轴承\SKF\6204-2RS深沟球轴承\SKF\6003-2RS改向滚筒\SFCL.00 Q/MGK01.23.00托辊\ZBML1200 Q/MGK03.47.00#外球面球轴承\NTN\UCFL204主动托辊\ZBML1200 Q/MGK04.15.00#从动托辊\ZBML1200 Q/MGK04.24.00#拖链\TKK035.50.100 塑料外球面球轴承\NTN\UCP206深沟球轴承\SKF\6002-2RS深沟球轴承\SKF\6004-2RSH深沟球轴承\SKF\6304-2RS外球面球轴承\NSK\UCF205外球面球轴承\NSK\UCF208外球面球轴承\NSK\UCF209外球面球轴承\NSK\UCFL208D1外球面球轴承\NSK\UCP204D1PVC输送带\600×2×2140\闭环普通输送带\帆布-600×2.0×2140\环形普通输送带\帆布-480×3.0×3310\环形普通输送带\帆布-480×3.0×2730\环形平型传动带\JZBA.C5 2.0×2120×50普通输送带\帆布-275×2×8060\(P25-14A) 普通输送带\帆布-600×2.0×2500\环形同步带\PLX-966-14M55同步带\PLX-9276-14M40同步带\700H200三角带\B-2700普通输送带\帆布-600×2.0×3870\环形PVC输送带\1000×(2.8)2965/P32-07A\环形平型传动带\600×2.0×2560(P25-14A)\环形PVC输送带\1000×(2.8)4110/P32-07A\环形平型传动带\600×4.0×16314(P32-14A)\环形平型传动带\600×2.0×9900(P25-14A)\环形平型传动带\600×2.0×3350(P25-14A\环形平型传动带\600×2.0×2550(P25-14A)\环形平型传动带\275×2.0×2560(P25-14A)\环形同步带\PLX-7028-14M55联组带\5V-4L-4450(3)检修工序拆卸前准备工作,确认现场满足检修要求开具相关作业票以及“五分钟”排查隐患在包装机作业时确保关闭电源,更换吸盘时因作业空间狭小必须劳保着装规范,并有监护人监护更换输送带时也要确保电源关闭,码垛机作业时要系好安全带,并挂“禁动”牌其他日常巡检作业中要注意躲避叉车,避免碰伤作业完成后及时清理废料并封闭作业票。
码垛(写垛条)作业标准书

码垛(写垛条)作业标准书1.目的对码垛机(写垛条)作业进行规范,保证产品包装质量。
2.范围适用于码垛机(写垛条)操作。
3.术语无4.职责4.1 码垛机(写垛条)操作人员要负责本标准的执行。
4.2 包装段主管负责监督本标准的执行。
5.工作流程图无6.内容及要求6.1 核查码垛机参数设置是否与当班生产品种相符。
6.2 核查条码打印机品种选择是否正确,其他参数设置是否准确。
6.3 核查无误后启动自动码垛,码垛机自动码好一垛后,码垛人员检查合格后贴好标识卡(要求贴在每垛的对着叉车面下面第二层中间位置及右侧面下面第六层中间位置)并记录,记录内容:品种、数量、序号时间段(检验员号)、日期、规格、班次、垛号,标识卡要检查确认打印完整清晰真实准确。
每班接班第一垛或中途转换产品需将第一垛标示卡打印出,操作工自检,班长/车间主任复检,现场QC检验员三级确认后方可批量生产。
交接班、更换品种、电脑意外关机等进行三级确认,确认工作需逐级确认,下次确认前必须将上次的确认工作完成,不得累积。
6.4 包装过程中遇任何影响产品质量的异常情况,码垛员工应及时将产品做好标示,存放于“待检区”待检,及时通知现场QC检验员进行后续处理工作。
6.5 要求整垛产品中无箱皮破损、倒置箱、封箱效果不好、喷码不合格产品,操作人员发现异常需立即急停快速处理。
如码垛机异常,不能正常生产,开始人工起垛,修好后小于80件的15min随完,大于80件人工码垛。
包装过程中保持现场卫生。
6.6操作人员每班清洁完卫生后填写《包装工段卫生检查记录表》并经班长或者QC确认后方可下班。
6.7 注意事项:6.7.1 码垛机下严禁有实罐、泡沫、纸箱。
6.7.2 倒线包装时,做好记录。
6.7.3 码垛机异常从链道抱出产品大于80件时,需人工码垛;小于80件时需在15min内随入成品垛中并标识清楚。
要求标示卡上的时间段必须将整垛产品的时间点覆盖。
6.7.4 两小时对产品进行拆检1次(至少拆两箱产品),查看是否有瘪罐、带胶罐、罐底码与箱体码对应等。
码垛操作规程(3篇)
第1篇一、概述码垛操作规程是针对码垛作业过程中的安全、效率和质量要求而制定的。
本规程适用于所有进行码垛作业的人员,旨在确保码垛作业的顺利进行,降低事故发生率,提高产品质量。
二、操作前的准备1. 确认码垛设备正常运转,检查设备周围环境是否整洁、无障碍物。
2. 熟悉码垛设备操作面板上的按钮、开关、指示灯等,了解其功能及操作方法。
3. 根据码垛要求,准备相应的包装材料、托盘等。
4. 确认作业人员配备齐全,穿戴好个人防护用品,如安全帽、工作服、手套等。
三、操作步骤1. 启动码垛设备,确保设备运行平稳、可靠。
2. 根据作业要求,调整设备参数,如码垛层数、托盘间距等。
3. 将包装好的货物依次放置在码垛设备指定的位置,确保货物摆放整齐、平稳。
4. 检查货物堆放是否达到规定的层数和高度,如发现异常,立即停止操作,调整后再继续。
5. 码垛过程中,密切观察设备运行情况,如发现异常,立即停机检查。
6. 码垛完成后,检查货物堆放是否稳固,如发现松动,及时调整。
7. 关闭码垛设备,整理现场,清理垃圾。
四、注意事项1. 严禁在码垛过程中进行无关操作,如聊天、玩手机等。
2. 严禁将手、脚等身体部位伸入设备内部,防止意外伤害。
3. 严禁在设备运行时进行检修、维护,如需进行,必须停机并切断电源。
4. 严禁超负荷码垛,以免造成设备损坏或货物损坏。
5. 严禁在码垛过程中吸烟、喝酒,确保作业安全。
五、操作后的工作1. 记录本次码垛作业的相关数据,如码垛层数、货物数量等。
2. 对码垛设备进行日常维护,确保设备正常运行。
3. 清理现场,确保工作环境整洁。
4. 检查作业人员是否存在安全隐患,如有,及时纠正。
六、总结码垛操作规程是确保码垛作业顺利进行的重要保障。
所有从事码垛作业的人员必须严格遵守本规程,提高作业效率,确保作业安全。
第2篇一、操作前的准备1. 操作人员需穿戴好防护用品,如安全帽、工作服、手套等。
2. 检查码垛设备是否正常运行,包括电源、气源、传感器等。
产品包装作业指导书模板

产品包装作业指导书Q/DL.GY-020- 包装作业指导书1.目的及适用范围1.1.本文是针对货物(设备和材料)的不同特点所进行的包装及运输指导,规定货物运输、运输文件编制、国内包装和供货商运输包装的一般要求。
1.2.本指导书适用于我公司向买方提供产品、设备的运输包装, 亦适用供货商对我公司采购物资的运输包装要求。
2.相关规范2.1.GB/T191 包装储运图示标志2.2.GB/T1413( ISO 668) 系列1集装箱分类尺寸和额定质量2.3.GB/T4879 防锈包装2.4.GB/T5048 防潮包装2.5.GB/T5398 大型运输包装件试验方法2.6.GB/T6388 运输包装收发货标志2.7.GB/T7384 框架木箱2.8.GB/T8266 缓冲包装设计方法2.9.GB/T12464 普通木箱2.10.GB/T12268 危险货物品名表2.11.GB/T13384 机电产品包装通用技术条件2.12.GB/T18925 滑木箱2.13.JB/T5000.13 重型机械通用技术条件第13部分: 包装3.术语3.1.货物-指项目所有消耗或非消耗材料和设备、危险的或非危险的、按照或不按照采购订单供货的, 或作为采购订单分项部分供货的物品。
3.2.装运( 或交货) 条款-定义装运或交货条款, 定义货权转移的概念及各方的责任。
卖方有义务按照采购订单装运或交货条款的规定进行供货。
3.3.包装-指在货物存储和运输过程中为保护货物, 方便储运, 按一定技术方法采用的容器, 材料及辅助物等的总体名称。
如: 箱子, 柳条箱, 板条箱, 桶, 罐, 绑扎或其它设施, 其目的是为了避免损失或在运输链( 公路, 铁路, 空运, 海运) 起始至仓库( 最少12个月) 中发生损失和损害。
3.4.集装箱-集装箱是一种运输设施, 应满足: ( 1) 具有耐久性, 其坚固强度足以重复使用; ( 2) 便于商品运送而专门设计; ( 3) 在一种或多种运输方式中运输时无需中途换装; ( 4) 设有便于装卸和搬运的装置, 特别是便于从一种运输方式转运到另一种运输方式; (5)设计时应注意到便于货物装满或卸空; 注: 集装箱一词不包括车辆或传统包装。
产品包装作业指导书(带图)
【三、作业流程】
【二、产品范围】
ቤተ መጻሕፍቲ ባይዱ
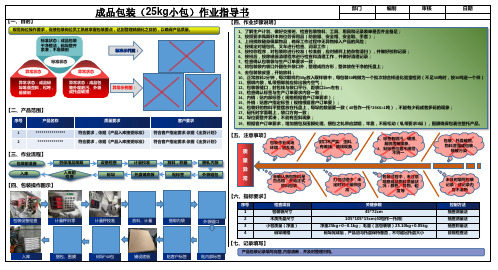
封口不严实、歪斜、有偏线、跳线现象
1、标签有脏污、破损、易脱落等现象。2、贴标签位置不规范,不统一
包装、托盘破损、物料泄露或包装袋被污染
未确认首包物料是否合格,开始正式放料包装
打包过程中,未定时对计量秤校准
包装过程中,未注意观察成品物料质量状况:颜色、异物、粒度等
未及时填写包装记录,或记录内容不清晰
包装作业现场环境,脏乱差
标准状态:成品包装干净整洁,码垛整齐紧凑,不易倾倒
2
*************
符合要求,依据《产品入库接受标准》
符合客户指定要求,依据《出货计划》
异常状态
标准状态
异常状态
包装前准备
劳保用品佩戴
设备检查
放料,称量
入库
入库前检查
【七、记录填写】
计量校准
捆轧内袋
贴标签
托盘铺底板
码垛
外袋缝包
【四、包装操作图示】
1、了解生产计划、做好交接班、检查包装物料、工具、用具和记录表单是否齐全备足;2、按照要求佩戴好本岗位劳保用品(防酸服、安全帽、安全鞋、手套);3、上班摘除随身佩戴物品,确保工作过程中无异物掉入产品的风险;4、按规定对缝包机、叉车进行检查、润滑工作;5、按校称程序,对包装称进行校准(校准前,应对磅秤上的杂物清扫),并做好校称记录;6、接班后,按除磁器清理程序进行检查和清理工作,并做好清理记录;7、检查确认包装袋与生产订单要求一致;8、将包装袋内袋口外翻在外袋口外,整理成四方形,整体放在干净的托盘上;9、去包装袋皮重,开始放料;10、正常放料2分钟,每次取样约30g放入取样袋中,每包装30吨做为一个批次综合样送化验室检测(不足30吨时,按30吨送一个样)11、捆绑内袋,轧带捆绑前应排出袋内空气;12、包装袋缝口,封包线与袋口平行、距袋口2cm左右;13、检查确认标签与生产订单要求内容一致;14、内销:贴内部标签(规格根据客户订单要求);15、外销:贴客户指定标签(规格根据客户订单要);16、包装好的物料平整摆放在托盘上,每垛的数量要一致(40包作一托*25KG=1吨),不能有少码或者多码的现象;17、码托时字面朝上,袋口方向一致;18、垛位要整齐紧凑,不能有歪斜现象;19、根据客户订单要求,增加捆包及围膜处理。捆包之轧带应禁锢,牢靠,不易松动(轧带要求3纵),围膜确保包裹住整托产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
包装码垛日常维修作业指导书
0. 目的
规范包装码垛生产线日常检查维护作业操作步骤,最主要的目的是确保操作人员的人身安全,其次是为提高日常检维修效率,降低人员劳动力的浪费,最终达到设备平稳运行。
1. 适用范围
催化聚丙烯PK902A/B/C三条包装码垛生产线以及常减压硫磺回收装置两条硫磺包装码垛生产线等日常检维修。
2. 操作程序
(1)施工前准备
作业人员作业前必须先到现场确认工作,并开具相关作业票证
施工前要先做好施工前5分钟隐患排查工作
包装码垛维修时,作业前确保电源关闭,避免作业过程中机器突然启动造成人生伤害
在称重包装机里作业时,由于作业空间狭小必须带好安全帽以及防护用品,避免碰伤
在码垛机平台作业时(作业平面离地面2米以上)确保系好安全带
作业现场必须挂禁碰开关牌,以防止无关人员触碰开关启动机器造成人员伤害
(2)施工准备
人员准备(聚丙烯包装码垛小组)
序号姓名性别工种级别持证情况
1 李滨男仪表、工程师工程师证
2 金勇男钳工、助工助理工程师证
3 付川川男电气、助工助理工程师证
4 韩建东男钳工、高级工高级钳工证
5 史建新男仪表、高级工高级钳工证
6 庞冬青男电气、中级工中级钳工证
工具准备
序号名称数量安全检查情况备注
1 梅花、叉口各2套安全检查合格
2 内六角扳手2套安全检查合格
3 活扳手2套安全检查合格
4 铜棒刮刀2套安全检查合格
5 手锤、螺丝刀各2套安全检查合格
6 套把、套筒各2套安全检查合格
7 管钳、手钳各2套安全检查合格
8 游标卡尺2套安全检查合格
9 深度尺1件安全检查合格
材料准备
日常检修所需材料主要有:
气缸\ZBML1200 MBB63-40/Y-05M
下夹板衬\ZBML800 Q/ZDJ.02.39.05
软衬\ZBML800 Q/ZDJ.02.39.06
气缸\ZBML1200 MDBF63-55
滚轮\ZBML1200 GDAG.01.04.00
气缸\ZBML1200 MDBB50-400
车轮\FZBM800-A Q/GDG.05.11
深沟球轴承\SKF\6003-2RS
外球面球轴承\NTN\UCFL205
下切刀\DS-9C 106083\-J
聚酯输送带\EP300-275×2.0×2560
托辊\ZBML1200 Q/BSTG03-00
PVC输送带\PVC-600×2×2560\闭环
深沟球轴承\SKF\6005-2RS
深沟球轴承\SKF\6204-2RS
深沟球轴承\SKF\6003-2RS
改向滚筒\SFCL.00 Q/MGK01.23.00
托辊\ZBML1200 Q/MGK03.47.00#
外球面球轴承\NTN\UCFL204
主动托辊\ZBML1200 Q/MGK04.15.00#
从动托辊\ZBML1200 Q/MGK04.24.00#
拖链\TKK035.50.100 塑料
外球面球轴承\NTN\UCP206
深沟球轴承\SKF\6002-2RS
深沟球轴承\SKF\6004-2RSH
深沟球轴承\SKF\6304-2RS
外球面球轴承\NSK\UCF205
外球面球轴承\NSK\UCF208
外球面球轴承\NSK\UCF209
外球面球轴承\NSK\UCFL208D1
外球面球轴承\NSK\UCP204D1
PVC输送带\600×2×2140\闭环
普通输送带\帆布-600×2.0×2140\环形
普通输送带\帆布-480×3.0×3310\环形
普通输送带\帆布-480×3.0×2730\环形
平型传动带\JZBA.C5 2.0×2120×50
普通输送带\帆布-275×2×8060\(P25-14A) 普通输送带\帆布-600×2.0×2500\环形
同步带\PLX-966-14M55
同步带\PLX-9276-14M40
同步带\700H200
三角带\B-2700
普通输送带\帆布-600×2.0×3870\环形PVC输送带\1000×(2.8)2965/P32-07A\环形平型传动带\600×2.0×2560(P25-14A)\环形PVC输送带\1000×(2.8)4110/P32-07A\环形平型传动带\600×4.0×16314(P32-14A)\环形平型传动带\600×2.0×9900(P25-14A)\环形平型传动带\600×2.0×3350(P25-14A\环形平型传动带\600×2.0×2550(P25-14A)\环形平型传动带\275×2.0×2560(P25-14A)\环形
同步带\PLX-7028-14M55
联组带\5V-4L-4450
(3)检修工序
拆卸前准备工作,确认现场满足检修要求
开具相关作业票以及“五分钟”排查隐患
在包装机作业时确保关闭电源,更换吸盘时因作业空间狭小必须劳保着装规范,并有监护人监护
更换输送带时也要确保电源关闭,码垛机作业时要系好安全带,并挂“禁动”牌
其他日常巡检作业中要注意躲避叉车,避免碰伤
作业完成后及时清理废料并封闭作业票。
3.注意事项
由于包装码垛生产线存在很大噪音,所以必须佩戴好护耳器或者耳塞,高处作业必须佩戴安全带。
4. 风险识别
序号施工活动潜在危险严重性可能性风险性具体控制措施
1 包装码垛生
产线厂房
噪音 2 2 4 佩戴好护耳器或耳塞
2 人员培训人身伤害、
设备损坏
2 2 2
作业人员都通过三级
安全教育
3 检修准备人身伤害、
设备损坏 4 2 4
作业人员劳保着装符
合要求,相关作业票
证办理齐全
4 设备维修机械伤人
设备损坏
2 2 2
严格按照作业工序施
工
5 施工结束人身伤害、
设备损坏、
延误工期、
环境污染
3 2 5 做到工完料净场地清。