楔横轧轧制有限元分析及无料头技术研究
楔横轧上料机器人设计与分析

楔横轧上料机器人设计与分析郭凯;张静;寇子明;郭宏伟;夏峰;单天松【期刊名称】《机电工程》【年(卷),期】2022(39)9【摘要】在楔横轧机轧制过程中,为了实现对大质量、大尺寸轴类零件的灵活抓取与大范围的稳定转运作业,设计了一种新型楔横轧上料机器人。
该机器人分别利用六连杆机构和四连杆机构实现机身的两次升降运动和水平摆动,并基于拉紧机构和回转关节实现夹钳的开闭和翻转,从而完成对大尺寸轴类零件的转运。
首先,依据机构运动原理简图,结合大尺寸轴类零件带来的重载抓取和转运要求,进行了机器人三维虚拟样机设计;然后,采用D-H参数法推导了机器人运动学的正逆解,通过Robotics Toolbox建立了机器人的运动仿真模型,并基于蒙特卡洛法规划了机器人的工作空间;最后,利用ADAMS对机器人虚拟样机进行了动力学仿真分析,获得了各驱动部件及关键杆件上各铰接点的受力和力矩变化曲线。
研究结果表明:机器人末端夹钳的水平移动范围为-889 mm~1172 mm,纵向移动范围为1548 mm~2551 mm,证明机器人末端夹钳可灵活抓取物料,并可完成大范围的稳定转运;该结果可为超大型轴类楔横轧制设备的自动化上料提供一种解决方案。
【总页数】9页(P1269-1277)【作者】郭凯;张静;寇子明;郭宏伟;夏峰;单天松【作者单位】太原理工大学机械与运载工程学院;山西省矿山流体控制工程技术研究中心;矿山流体控制国家地方联合工程实验室;哈尔滨工业大学机电工程学院;青岛海德马克智能装备有限公司【正文语种】中文【中图分类】TH122;TP242【相关文献】1.楔横轧轧制有限元分析及无料头技术研究2.挤压式楔横轧小料头轧制的微观组织演变分析3.车轴精整,校直在三辊楔横轧上的应用探讨4.楔横轧无料头热剪切制坯工艺参数对端部堆料的影响研究5.辊式楔横轧和板式楔横轧数值模拟的对比分析因版权原因,仅展示原文概要,查看原文内容请购买。
楔横轧机轧制工艺及典型机型应用的分析研究
楔横轧机轧制工艺及典型机型应用的分析研究【摘要】本文对楔横轧的轧制工艺、二辊楔横轧机的工作原理、结构特点及H1000二辊楔横轧机设备组成、工艺参数、使用特点等进行分析和研究,使读者对楔横轧机有一个更全面的认识,对新的设备设计具有指导作用。
【关键词】楔横轧机;轧制工艺;工作原理;工艺参数;使用特点1.楔横轧工艺概述用楔横轧成型方法轧制轴类零件或毛坯是二十世纪六十年代由捷克斯洛伐克发展起来的金属成型工艺;1963年,国内的几所大学及科研院所就开始进行了这方面的探索与实验工作,直到二十世纪70年代初才获得了汽车球头销的楔横轧工艺的初步成功,到八十年代末九十年代初,象木凿、五金扳手毛坯等较简单零件才逐步用于工业生产。
随着对楔横轧技术的不断深入研究,使此项技术得到了不断的发展,从而也使其越来越多的应用于工业生产。
目前应用于生产的零件品种达几百多种.使我国成为世界上用楔横轧工艺生产产品种较多的国家之一。
楔横轧工艺主要适用于带旋转体的轴类零件的生产,如汽车、拖拉机、摩托车、内烧机等变速箱中的各种齿轮轴、发动机中的凸轮轴、球头销等。
它不仅可以代替粗车工艺来生产各种轴类零件、而且为各种模锻零件提供精密的模锻毛坯。
与锻造成型工艺相比,有节约原材料、生产效率高、节省劳动力,改善产品质量为工作环境(低噪音)及易于自动化等优点,是一项有发展前途而且值得推广的成型工艺。
楔横轧工艺的基本原理是,将加热后的棒材送入两个同向旋转的带有楔性凸起的模具中间,棒材在模具的带动下,作与模具反向的回转运动,同时材料发生径向压缩变形和轴向延伸变形,从而成形阶梯轴类零件。
(见图1)楔横轧机类型有辊式、板式和单辊弧式楔横轧机。
板式楔横轧机模具制造较为简单,模具调整比较容易,因而轧件的精度较高,工艺可靠,轧制时毛坯的位置固定,因此不需设置侧向支撑毛坯的导向尺,适用于轧制复杂外形结构,精度要求高,零件品种变换很多的情况;但其行程大小受到限制,所以变形程度也受到影响,板式轧机有空行程,故影响到生产率和变形程度都不能很大。
楔横轧大型轴类件轧制力规律研究
第16卷第1期2009年2月塑性工程学报J OU RNAL OF PL ASTICIT Y EN GIN EERIN GVol 116 No 11Feb 1 2009楔横轧大型轴类件轧制力规律研究3(北京科技大学机械工程学院,北京 100083) 束学道彭文飞聂广占胡正寰摘 要:轧制力是楔横轧成形大型轴类件的重要技术参数之一。
文章采用ANSYS/L S 2D YNA 3D 有限元软件对大型轴类件的楔横轧成形进行数值模拟,分析轧制力随工艺参数和轧件直径变化的规律,通过轧制实验验证表明,有限元模拟具有良好的可靠性。
该文对于楔横轧大型轴类件轧制力规律的研究结果,为设计大型楔横轧机确定力能参数,实现大型轴类零件的楔横轧经济化生产,提供了理论依据。
关键词:楔横轧;大型轴类件;轧制力中图分类号:T G 335119 文献标识码:A 文章编号:100722012(2009)0120102204The study of rolling force on forming large 2sizedshaft 2part by cross w edge rollingSHU Xue 2daoPEN G Wen 2feiN IE Guang 2zhanHU Zheng 2huan(School of Mechanical Engineering ,University of Science and Technology Beijing ,Beijing 100083 China )Abstract :Rolling force is one of important technological parameters in forming large 2sized shaft 2part by the cross wedge rolling.By using Finite Element Method ANSYS/L S 2D YNA 3D software ,the cross wedge rolling process of forming large 2sized shaft 2part is simulated.It is also to be analyzed that the varying rule of rolling force with technological parameters and part πs diameter changing.Through experimental verification ,the result shows that Finite Element Method simulation has great reliability.The paper for the result of varying rule of rolling force can provide theoretical foundation with setting parameters of force and energy for designing large 2sized cross wedge rolling mill and achieving economic production of large 2sized shaft 2part by cross wedge roll 2ing.K ey w ords :cross wedge rolling ;large 2sized shaft 2part ;rolling force3国家自然科学基金重点资助项目(50435010)(50475175);塑性成形模拟及模具技术国家重点实验室开放基金资助项目(07206)。
利用有限元分析法预测楔横轧件心部缺陷
1. 概述楔横轧是两个平行轧辊对轧件施加压缩力和轧制力的变形过程。
该方法的优点是轧件在成形过程中绕轧件本身轴线旋转,可用来制造螺杆、齿轮轴和带槽的轴。
近年来,楔横轧被用来制造形状较复杂的零件。
虽然这种工艺被广泛使用,理论上也很明确模具轧制工件的成形质量,但很难确定工艺条件对成形性能的影响。
在不合理的轧制工艺条件下轧件中心会产生缺陷,在实际操作中由工人凭经验决定最佳工艺条件。
在本文中,关注了平面模楔横轧过程模具轧制工件的成形质量及其心部所产生的缺陷,通过实验研究了初始压缩量对轧件成形性能的影响。
采用三维弹塑性有限元分析该过程的变形,并使用积分韧性断裂准则预测心部缺陷。
2.实验方法2.1 积分韧性断裂准则预测断裂需要应用断裂准则。
准则通常分为两种类型:积分韧性断裂准则和基于微观结构的断裂准则。
本文中,材料的性质决定了要使用前一种准则。
当材料上各质点的积分破坏值达到临界破坏值时,就认为断裂。
下面列出了本文使用的两种韧性断裂准则:(a) Cockcroft-Latham 模型Cockcroft和Latham假设当最大法向应力沿着断裂等效应变路径积分达到材料的极值C1(临界破坏值)时发生断裂[1]。
其定义如下:1.1 带环形缺口的圆柱试样拉伸实验的图像分析为了确定公式(1)、(2)中的断裂参数,就要通过合理的实验得到断裂的应力和应变的变化过程。
为了达到这个目的,提出了测量方法并开发了图像分析拉伸测试系统[3]。
Bridgman[4]提出了分析缩颈处各种应力分量的方法。
这些应力分量由如下公式计算:1.1 图像分析为了分析实验中缩颈形状的变化,用带环形缺口的圆柱拉伸试样进行试验。
试样如图1所示。
试样缩颈处的形状由摄像机记录(图2)。
将得到的图像处理成黑白色,然后用电脑测量负载大小并分析缩颈处的a和R。
本拉伸实验中所使用的材料为JIS SWCH10(低碳钢)。
拉伸实验所使用试样的初始缺口半径为R=1.0mm和3.0mm。
GH4169合金航空叶片类零件楔横轧制坯工艺的研究
GH4169合金航空叶片类零件楔横轧制坯工艺的研究GH4169合金航空叶片类零件楔横轧制坯工艺的研究文/甘洪岩,陈岩,程明,宋鸿武,张士宏·中国科学院金属研究所本文介绍了一种短流程可实现成形成性一体化控制的GH4169合金航空叶片类零件高效、高精密楔横轧制坯方法,其有助于实现叶片类零件短流程高效无余量精密塑性成形成性一体化制造。
背景介绍镍基GH4169高温合金因具有优异的高温性能而被广泛应用于制造航空航天关键零部件。
然而,GH4169合金制造零件的机械性能受成形后微观组织影响很大,晶粒尺寸主要依靠热成形工艺控制。
目前GH4169合金叶片类零件制坯常采用热成形(热锻、热挤压)及机械加工方法。
普通热锻法效率低、精度难以保证,一般必须进行后续切削加工。
一方面切削加工会严重降低加工效率和材料利用率,另一方面破坏了锻造流线和表层组织,改变了表面残余应力分布,导致锻件变形和疲劳性能严重降低,需要进一步校形、喷丸处理和光整加工。
因此,国内外工业界不断寻求叶片类零件高效无余量精密塑性成形成性一体化制造技术——楔横轧制工艺。
楔横轧指圆柱形坯料在两轧辊的模具间或在两平板模具之间发生连续局部变形,轧制零件形状和模具底部型槽形状一致的工艺技术。
楔横轧技术是一种高效、近净成形的金属塑性成形工艺。
加工时材料同时发生径向压缩变形和轴向延伸变形,能充分发挥金属材料的塑性潜力。
与其他轧制成形相比,楔横轧可高效地加工出变截面零件,利用该工艺所轧制的产品具有较高的强度和耐磨性,适用于各种结构钢、工具钢、铜基、钛基、镍基和锆基等合金进行塑性加工。
目前,楔横轧技术在世界范围内受到重视,主要用于汽车轴类件和工程机械轴类件的生产。
目前楔横轧主要有以下几种形式(图1)。
GH4169合金航空叶片类零件制坯现状目前,GH4169合金航空叶片类零件制坯加工制造方法主要有铸造法和多道次热锻法。
铸造法由于其组织缺陷难以避免,在不能满足组织性能要求时一般需要采用塑性加工法。
基于有限元理论的楔横轧机机身力学行为与刚度研究

具 。如 果 按 照 轧 机 机 身 的 实 际 结 构 及 实 际 受 力 情 况 对 其 进 行 理 论 研 究 和 故 障 分 析 ,要 运 用 结 构 弹 性 力
中心 距 调 整 机 构 以及 导 向板 机 构 等 组 成 。 机 身 的 主
图 1 楔横轧工作原理 图
要 作 用 有 : 承 受 轧 制 力 并 在 它 上 面 平 衡 ; 承 受 轧 ① ②
项 目: 山东省 自然科 学基金资助项 目( 20 F 5 Y 07 7 )
日期 :0 0 0 — 6 2 1— 1 2
文 章 编 号 - 6 2 O1 1 2 1 0 — 0 2 0 1 7 一 2 ( 0 0) 3 0 5 — 3
基 于 有 限 元 理 论 的 楔 横 轧 机 机 身 力 学 行 为 与 刚 度 研 究
李 娜 。袁 文 生 ,程 钢 ( . 南铸 造 锻 压 机 械 研 究 所 有 限公 司 , 1济 山东 济 南 2 0 2 5 0 2; 2 山东 建 筑 大 学 , . 山东 济 南 2 0 1 5 0 4)
上 。 动 箱 与 主 机 安 装 在 同一 底 座 上 , 动 箱 体 用 螺 传 传
栓 与左 机 架 固 紧 在 一 起 。 进 行 轧 制 时 , 制 力 通 过 当 轧
作 机 座分解 成轧 辊 、 承与轴 承 座多物 体接 触模 型 , 轴 压下 螺杆 与压下 螺母 两物体接 触 模型 和机 身单个 计 算 模 型 , 别 计算 接触模 型 和独立 模型 的变 形 , 者 分 二 耦 合 得 到 轧 机 的整 体 刚 度 。 同 时 , 用 AN YS有 限 运 S
Q2 5 弹 性 模 量 E= O x1 a 3, 2 O 0MP ,
楔横轧技术的发展与展望
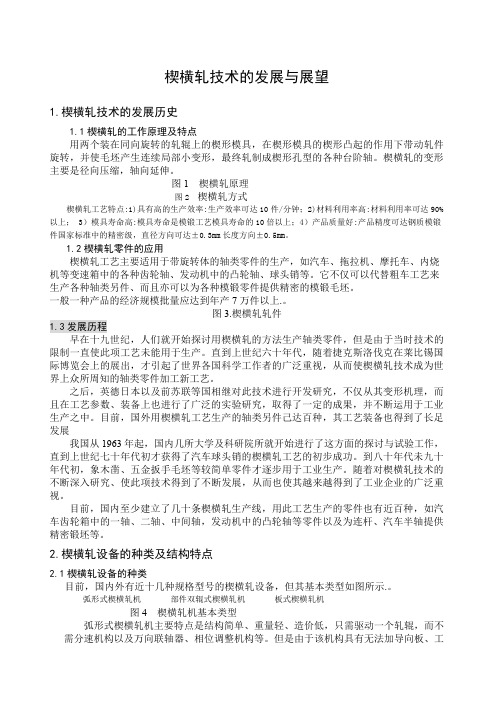
楔横轧技术的发展与展望1.楔横轧技术的发展历史1.1楔横轧的工作原理及特点用两个装在同向旋转的轧辊上的楔形模具,在楔形模具的楔形凸起的作用下带动轧件旋转,并使毛坯产生连续局部小变形,最终轧制成楔形孔型的各种台阶轴。
楔横轧的变形主要是径向压缩,轴向延伸。
图1 楔横轧原理图2 楔横轧方式楔横轧工艺特点:1)具有高的生产效率:生产效率可达10件/分钟;2)材料利用率高:材料利用率可达90%以上; 3)模具寿命高:模具寿命是模锻工艺模具寿命的10倍以上;4)产品质量好:产品精度可达钢质模锻件国家标准中的精密级,直径方向可达±0.3mm长度方向±0.5mm。
1.2楔横轧零件的应用楔横轧工艺主要适用于带旋转体的轴类零件的生产,如汽车、拖拉机、摩托车、内烧机等变速箱中的各种齿轮轴、发动机中的凸轮轴、球头销等。
它不仅可以代替粗车工艺来生产各种轴类另件、而且亦可以为各种模锻零件提供精密的模锻毛坯。
一般一种产品的经济规模批量应达到年产7万件以上.。
图3.楔横轧轧件1.3发展历程早在十九世纪,人们就开始探讨用楔横轧的方法生产轴类零件,但是由于当时技术的限制一直使此项工艺未能用于生产。
直到上世纪六十年代,随着捷克斯洛伐克在莱比锡国际博览会上的展出,才引起了世界各国科学工作者的广泛重视,从而使楔横轧技术成为世界上众所周知的轴类零件加工新工艺。
之后,英德日本以及前苏联等国相继对此技术进行开发研究,不仅从其变形机理,而且在工艺参数、装备上也进行了广泛的实验研究,取得了一定的成果,并不断运用于工业生产之中。
目前,国外用楔横轧工艺生产的轴类另件己达百种,其工艺装备也得到了长足发展我国从1963年起,国内几所大学及科研院所就开始进行了这方面的探讨与试验工作,直到上世纪七十年代初才获得了汽车球头销的楔横轧工艺的初步成功。
到八十年代未九十年代初,象木凿、五金扳手毛坯等较简单零件才逐步用于工业生产。
随着对楔横轧技术的不断深入研究、使此项技术得到了不断发展,从而也使其越来越得到了工业企业的广泛重视。
楔横轧二次楔入轧制力能参数实验研究的开题报告
楔横轧二次楔入轧制力能参数实验研究的开题报告
一、研究背景
楔横轧工艺是现代轧制技术中常用的一种工艺方式,能够有效地降低轧制压力和增加钢材的形变能力,提高轧制能力和质量。
然而,在楔横轧工艺中,楔角和轧制参
数的选取对轧制力和形变能力具有重要影响,且不同钢种之间的差异较大。
因此,开
展楔横轧二次楔入轧制力能参数的实验研究,对于提高轧制效率和质量具有重要意义。
二、研究目的
本研究旨在通过二次楔入轧制力能参数的实验研究,探究不同楔角和轧制参数对轧制力和形变能力的影响规律,为楔横轧工艺的优化提供理论基础和实验依据。
三、研究内容
(1)确定实验方案,包括钢种、楔角、轧制速度等参数的设定,设计制作实验
装置;
(2)进行实验,通过测量轧制力和形变能力等指标,探究楔角和轧制参数对轧
制力和形变能力的影响规律;
(3)对实验所得数据进行统计分析,建立相关数学模型,深入研究楔角和轧制
参数对轧制力和形变能力的影响机理;
(4)对实验研究结果进行综合分析和评价,提出相应的优化方案和建议。
四、研究方法
本研究主要采用实验方法,设计制作实验装置,对不同楔角和轧制参数进行实验,测量轧制力和形变能力等指标,并进行统计分析和建模。
同时,本研究将采用文献资
料法、理论分析法等方法,对相关理论和数据进行整理、分析和归纳。
五、研究意义
本研究对于楔横轧工艺的优化具有重要意义,可以指导实际生产中的楔横轧制作业,提高轧制效率和质量;同时,本研究还可以为楔横轧工艺的理论研究提供实验数
据和实验依据,促进楔横轧技术的不断发展和创新。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
楔横轧轧制有限元分析及无料头技术研究楔横轧轧制技术以其高效、节能的特点受到越来越多的关注。
结合有限元数值模拟技术,楔横轧工艺的基础理论得以深入研究,为消除轧件端部凹心指明了研究方向。
依据凹心产生机理,通过多种途径实现了小料头、无料头轧制,促进了楔横轧技术的应用与推广。
标签:楔横轧;有限元;数值模拟;无料头引言楔横轧作为一种非常适合阶梯轴和回转类零件生产的新工艺,是锻造与轧制两种变形方式的交叉融合,与传统切削、锻造成形相比具有高效、节材、低成本等优点,广泛应用于汽车、拖拉机、摩托车等轴类零件的生产。
但由于楔横轧属于复杂的三维非线性(几何非线性、材料非线性、边界条件非线性)塑性成形,成形机理复杂、影响因素较多,传统的试轧、物理实验、试验试错法无法得到变形过程中轧件的金属流动规律和应力应变分布情况,不能精确地对其进行设计,导致新产品开发周期长、成本高。
随着楔横轧技术的发展及应用,迫切需要了解变形过程中金属的流变规律、应力应变的分布规律、轧件表面质量强度及空心缺陷成因等,因此应用数值模拟对变形过程进行定量分析显得尤为重要。
近年来,随着有限元技术的不断发展,数值模拟在楔横轧成形过程中得到了越来越多的应用,通过有限元计算结果对轧制过程中金属流动、温度场、应力、应变等进行了详细分析,为轧件工艺制定及模具设计、制造提供了依据。
数值模拟的结果为楔横轧无料头技术的研究指明了方向。
料头是制约楔横轧技术进一步发展的关键因素,国内外的有关学者运用有限元数值模拟与轧制实验相结合的手段对无料头技术开展了一系列的研究,取得了一定的研究成果。
无料头轧制技术的发展对于创新楔横轧轧制工艺、完善轧制理论及降低生产成本具有重要的科学意义和工程应用价值。
1 楔横轧轧制成形过程分析楔横轧成型技术经过近几十年的发展,出现了辊式、弧形式及板式三种不同形式的楔横轧机,辊式楔横轧是生产中较为普遍采用的轧机形式。
楔横轧的主要特征是轧件在旋轉过程中局部、连续成形,辊式楔横轧的成形原理为:两个或三个带楔形模的轧辊,以相同的方向旋转,带动圆形坯料旋转,坯料在楔形的作用下发生径向压缩和轴向延伸,被轧制成与模具底部型槽形状完全一致的轴类零件。
轧件成形过程分为四个阶段:楔入段、楔入平整段、展宽段及精整段,与之对应的楔形模具也由这四部分组成。
楔入段中,楔形模具的起楔部分使坯料旋转起来并在坯料上轧出一条较浅的V形槽;随后V形槽逐渐变深,直至与模具V 形一致,即为楔入平整段;V形槽向两端逐步扩展,此为展宽过程,是轧件的主要变形阶段;最后是精整段,对轧件进行整形,使其表面光整,尺寸精确,以提高轧件的外观质量和尺寸精度。
工艺参数直接影响轧件的成形质量,成形角α和展宽角β是楔横轧模具设计中最重要的两个设计参数。
2 有限元数值模拟技术在楔横轧成型中的应用采用有限元数值模拟技术,可以得到金属塑变过程中材料流动、温度分布、应力应变等规律,还可以对模具进行受力分析,并可预测出可能的缺陷及失效形式。
有限元数值模拟应用于楔横轧问题的研究始于20世纪90年代末期,目前,有限元模拟技术已成为研究楔横轧零件成形技术的主要方法,主要用于分析楔横轧成形规律。
在两辊楔横轧有限元模拟研究基础之上,特大型楔横轧(大直径)、闭式轧制、多楔轧制等轧制技术有了较大的进步和发展。
国内外用来分析楔横轧工艺的有限元软件主要为:DEFORM和ANSYS。
其有限元模拟系统均包括前处理、有限元计算、后处理三个模块。
前处理模块主要包括材料模型、单元类型的选择及几何模型建立、网格划分等;有限元计算模块包括定义分析类型、约束条件、载荷数据及计算应力、应变、挠曲等;后处理模块主要是进行结果的显示与输出等。
有限元数值模拟过程中相关问题的处理正在成为楔横轧数值模拟研究的热点。
对此,北京科技大学、北京机电研究所、重庆大学、吉林大学、燕山大学等单位相关研究人员相继开展了一系列的研究,并取得了一定的成果。
2.1 应用DEFORM-3D对楔横轧成型过程进行数值模拟DEFORM-3D是一款专业性很强的有限元分析软件,其功能主要包括成形、热处理及热微观组织分析,不仅能够模拟应力、温度以及组织变化等问题,还可以分析它们之间相耦合的二维和三维大变形问题。
DEOFRM可以对锻造、轧制、挤压、热处理等加工工艺进行模拟,对其过程承受应力应变、残余应力、热传导耦合、金属回弹甚至磨损状况进行分析。
除模拟金属塑性的大变形外,DEOFRM 还能对各种各样的刚塑性及弹塑性等材料进行模拟分析。
DEFORM-3D软件之所以被广泛应用于楔横轧有限元数值模拟,主要是因为:(1)强大、完善的网格自动再剖分功能,可以进行特别繁琐的大变形零件分析;(2)前处理中的边界条件可自动生成,操作便捷;(3)丰富的后处理数据,包括应力应变、速度、缺陷和力能参数曲线等,方便对整个成形过程的研究分析。
程超[1]、沈智[2]等应用DEFORM-3D分别分析了闭式楔横轧、大直径轧件楔横轧轧制过程中应力应变场、金属流动规律;研究了成形角、展宽角、断面收缩率、坯料直径对轧制过程及轧件端部质量的影响规律,为提高轧件质量及合理确定模具工艺参数提供了理论依据。
江洋等[3]采用DEFORM-3D对楔横轧厚壁空心轴进行热力耦合数值模拟,在成形角35°~45°、展宽角4°~7°、断面收缩率35%~65%、轧制温度900℃~1100℃时,轧件不圆度与成形角及断面收缩率的变化成反比,与展宽角及轧制温度变化成正比。
张宁等[4]运用DEFORM-3D软件对GH4169合金零件的楔横轧成形进行变形、传热、微观组织演变的耦合数值模拟,揭示了轧件在楔横轧成形过程中各个变形阶段(楔入段、展宽段和精整段)微观组织的演变规律,研究表明,楔横轧大变形能使动态再结晶发生并完成,得到细小均匀的晶粒组织,轧件晶粒的细化程度随断面收缩率的增大而增大,轧件在高温下主要发生晶粒长大,因此减小精整段的长度以及缩短进入下道工序的时间,可以避免粗晶的产生,提高成形件的综合力学性能。
黄汝刚[5]等利用DEFORM-3D软件对对带芯棒轧制的过程进行模拟,对空心轴类零件在整个过程中的应力场、应变场、速度场以及等效应变速率场进行了分析研究。
2.2 应用ANSYS/LS-DYNA对楔横轧成型过程进行数值模拟作为世界上最著名的通用显式非线性动力分析软件,ANSYS/LS-DYNA能够模拟真实世界的各种复杂几何非线性、材料非线性和接触非线性问题,特别适合求解各种二维、三维非线性结构的高速碰撞、爆炸和金属成形等非线性动力冲击问题,同时可以求解传热、流体及流固耦合问题,能够用来分析板料的锻造、铸造、挤压、轧制、冲压成形等高度非线性动力学问题。
在运用ANSYS/LS-DYNA的模块进行数值模拟时,由于该模块创建三维几何模型相对较复杂,因此一般采用其他三维建模软件建立几何模型。
首先建立楔横轧工艺轧制模具的三维特征模型,将设计好的模具按照各个参数反映到建立的模型中,然后运用画图软件的动态模拟功能,实现轧制过程中的具与轧件的相互作用,建立完整的楔横轧系统。
将完成的三维特征模型按照IGES的类型进行保存,将保存的文件载入到ANSYS/LS-DYNA软件中。
袁文生[6]、王南[7]等运用ANSYS/LS-DYNA软件对楔横轧轧制过程进行了数值模拟,得到了轧件在不同轧制阶段应力场、应变场变化规律,揭示了轧件的变形特征和金属流动规律;指出交变的三向应力和剪应力是轧件发生中心疏松、空心缺陷的主要原因。
张更超等[8]采用ANSYS/LS-DYNA首次成功模拟了铝合金AL1100阶梯轴的楔横轧轧制全过程,得到了轧制过程中的应变分布云图,总结出了轧制过程中等效应变、轧制力的变化特征,探讨了成形角、展宽角、断面收缩率平三工艺参数对等效应变、轧制力的影响。
束学道[9]等在ANSYS/LS-DYNA有限元软件基础上进行二次开发,采用二次开发的有限元命令流程序,较系统地分析了轧制过程中轧制力矩的变化规律,轧制力矩随展宽角和轧件尺寸的增大而增大,随成形角的增大而减小;断面收缩率对轧制力矩的影响比较复杂,轧制力矩首先表现为随断面收缩率的增大而增大,当断面收缩率达到一定数值(通常为ψ=55%左右)后,又随断面收缩率的增大而减小。
该文还指出在设计大型楔横轧机时,在工艺允许条件下,优选最大展宽角、最小成形角、最大轧件尺寸来确定最大轧制力矩。
3 楔横轧无料头技术研究现状传统塑性成形工艺的成材率在一系列新技术应用的背景下有所提高,而楔横轧的成材率因料头问题始终停滞不前(80%-85%),严重削弱了其市场竞争优势。
因此,如何实现楔横轧轧制完成后少切削甚至无切削,进一步提高材料利用率,是促进楔横轧技术推广的关键。
对于少、无料头轧制,国内外学者进行了积极的探索和研究,其研究方向大致集中在工艺参数对凹心的影响、设计挡楔和坯料形状、开发轧制新工艺等方面。
杨光等[10]采用数值模拟与二次回归正交旋转组合设计法分析了各工艺参数对无台阶端头轧件料头体积损耗的影响规律,研究表明:轧件的料头体积与轧制长度成正比,与展宽角成反比。
束学道[11]等提出了挤压式楔横轧工艺以实现小料头轧制,该工艺产生的料头体积相较于传统楔横轧产生的料头体积减小了75%左右,其材料利用率可以提高到95%左右,同时该轧制方法还可以细化晶粒,提高金属综合力学性能。
张晓英[12]提出采用锥形坯料的方式消除端头凹心,并通过数值模拟研究了锥角大小对轧件端头凹心深度的影响,得到了无端头凹心的坯料形状和尺寸,结果表明:采用具有锥形端部的坯料成形楔横轧件可以减少甚至消除成形后轧件端头凹心缺陷,且端头凹心的深度随着端部锥角的减小而减小,当端部锥角为120°时,轧件端头凹心已经基本消除。
胡斌等[13]提出了无料头辊剪制坯工艺,并运用DEFORM-3D软件建立了有限元模型,通过改变轧辊的旋转速度提高了坯料端面的成形质量。
魏新红等[14]通过位移法、网格法和轴向应变图法多个角度分析凹心在楔横轧轧制的产生过程,通过设置挡楔和设计坯料形状两种方法来减小轧件端部凹心,得到楔横轧轴类件端部凹心值随着坯料形状角的减小而减小的影响规律。
无料头技术的研究将随着楔横轧技术的应用及计算机技术的发展越来越深入。
4 结束语(1)楔横轧轧制基础理论虽然已经有了很大的进步和发展,如金属流变规律、轧齐曲线理论、轧制旋转条件、凹心产生及消除等,但楔横轧成形是一个非常复杂的过程,各种影响因素错综复杂,做到系统、全面、真实的描述成形过程,尚有大量的技术工作有待深入进行。
(2)楔横轧轧件端部凹心产生机理已初步明确,总结了模具和轧件参数对凹心大小的影响规律,但实际生产中真正实现无料头轧制技术难度仍较大,必须进行轧制工艺的创新。