楔横轧模具三维计算机辅助设计系统
楔横轧模具轧齐曲线3D设计方法

4
楔横轧、成型角、展宽角、轧齐曲线
引言:
轧齐曲线是楔横轧模具设计中的一个难点,以往设计均是二维示意曲线图 形,加工不准确,要靠调试过程中大量打磨才能保证轧件的内直角阶梯尺寸。 轧齐曲线有其理论方程式如下:
X=(r0^3/(3*r1^2)-r1/3)/TAN(α)-Xn-Xn^2*TAN(α)/r1-Xn^3*(TAN(α))^2/(3*r1^2); Y=X/TAN(β); Z=r1+Xn*TAN(β);
2
一汽巴勒特公司
存放到 proe 起始目录下。 3、轧齐曲线 3D 设计 (1)新建 proe 文件,绘制无轧齐曲线数模如下图所示:
作者:朱彦峰
图2
(2)根据表 1 中的原点坐标值建立如下图所示轧齐曲线坐标系:
图3
(3)根据坐标系 cs0 和“ibl 文件”,利用 From Equation 建立如下图所示 轧齐曲线:
1
一汽巴勒特公司
作者:朱彦峰
表1
上表如果分别输入设计参数 r0、r1、α、β,运算器将会自动运算出轧齐曲线上 1 至 10 点的坐标值(如红色区域所示)。
2、制作 ibl 文件 将上图红色区域内的坐标值负值到新建“记事本”文件中,得道如下图所 示 ibl 文件:
图1
填写完如上内容后,将“记事本”文件另存为扩展名为 ibl 的文件,然后
楔横轧模具轧齐曲线 3D 设计方法
作者:朱彦峰
2007 年 10 月 10 日
一汽巴勒特公司
作者:朱彦峰
论文
标题: 楔横轧模具轧齐曲线 3D 设计方法
作者:
技术开发部 朱彦峰
摘要:
在楔横轧的产品中,经常遇到带内直角的阶梯轴,对这类产品就应在模具 设计时设计轧齐曲线,使之轧制出合格的内直角台阶。轧齐曲线有理论方程式, 但非常难绘制,同时计算量较大。根据设计经验将三维设计软件 proe、Excel 和轧齐曲线相结合应用,只需输入 r0、r1、α、β 四个参数就能轻而易举地获得三 维轧齐曲线数模,并且所得轧齐曲线非常精确,易于模具加工。 关键词:
轴类零件楔横轧三维数值模拟
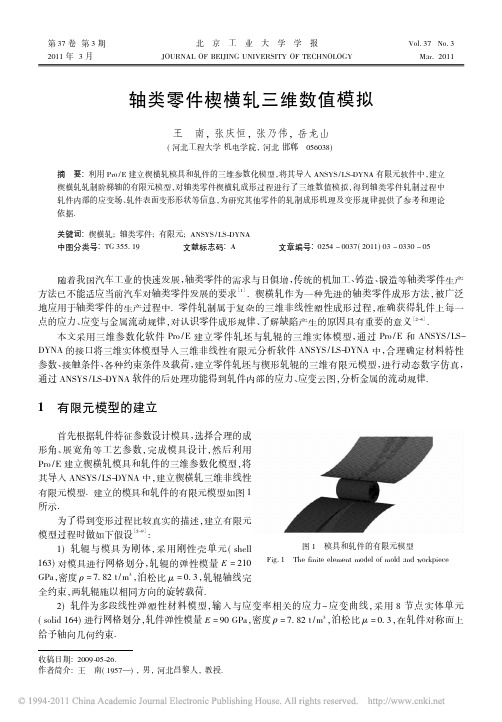
第37卷第3期2011年3月北京工业大学学报JOURNAL OF BEIJING UNIVERSITY OF TECHNOLOGYVol.37No.3Mar.2011轴类零件楔横轧三维数值模拟王南,张庆恒,张乃伟,岳龙山(河北工程大学机电学院,河北邯郸056038)摘要:利用Pro /E 建立楔横轧模具和轧件的三维参数化模型,将其导入ANSYS /LS-DYNA 有限元软件中,建立楔横轧轧制阶梯轴的有限元模型,对轴类零件楔横轧成形过程进行了三维数值模拟,得到轴类零件轧制过程中轧件内部的应变场、轧件表面变形形状等信息,为研究其他零件的轧制成形机理及变形规律提供了参考和理论依据.关键词:楔横轧;轴类零件;有限元;ANSYS /LS-DYNA 中图分类号:TG 355.19文献标志码:A 文章编号:0254-0037(2011)03-0330-05收稿日期:2009-05-26.作者简介:王南(1957—),男,河北昌黎人,教授.随着我国汽车工业的快速发展,轴类零件的需求与日俱增,传统的机加工、铸造、锻造等轴类零件生产方法已不能适应当前汽车对轴类零件发展的要求[1].楔横轧作为一种先进的轴类零件成形方法,被广泛地应用于轴类零件的生产过程中.零件轧制属于复杂的三维非线性塑性成形过程,准确获得轧件上每一点的应力、应变与金属流动规律,对认识零件成形规律、了解缺陷产生的原因具有重要的意义[2-4].本文采用三维参数化软件Pro /E 建立零件轧坯与轧辊的三维实体模型,通过Pro /E 和ANSYS /LS-DYNA 的接口将三维实体模型导入三维非线性有限元分析软件ANSYS /LS-DYNA 中,合理确定材料特性参数、接触条件、各种约束条件及载荷,建立零件轧坯与楔形轧辊的三维有限元模型,进行动态数字仿真,通过ANSYS /LS-DYNA 软件的后处理功能得到轧件内部的应力、应变云图,分析金属的流动规律.1有限元模型的建立图1模具和轧件的有限元模型Fig.1The finite element model of mold and workpiece首先根据轧件特征参数设计模具,选择合理的成形角、展宽角等工艺参数,完成模具设计,然后利用Pro /E 建立楔横轧模具和轧件的三维参数化模型,将其导入ANSYS /LS-DYNA 中,建立楔横轧三维非线性有限元模型.建立的模具和轧件的有限元模型如图1所示.为了得到变形过程比较真实的描述,建立有限元模型过程时做如下假设[5-9]:1)轧辊与模具为刚体,采用刚性壳单元(shell163)对模具进行网格划分,轧辊的弹性模量E =210GPa ,密度ρ=7.82t /m 3,泊松比μ=0.3,轧辊轴线完全约束,两轧辊施以相同方向的旋转载荷.2)轧件为多段线性弹塑性材料模型,输入与应变率相关的应力-应变曲线,采用8节点实体单元(solid 164)进行网格划分,轧件弹性模量E =90GPa ,密度ρ=7.82t /m 3,泊松比μ=0.3,在轧件对称面上给予轴向几何约束.第3期王南,等:轴类零件楔横轧三维数值模拟3)轧件与上下模具采用自动的面面接触模型(auto surface-to-surface),轧辊表面为目标面,轧件表面为接触面,轧件与2个模具的轧制条件完全对称[10-13].4)为了节省计算时间,根据模型的对称性,取模具和轧件的1/2模型进行数值模拟[14-17].2模拟结果及分析楔横轧的轧制过程分为楔入段、展宽段和精整段.本文主要研究轧制过程中楔入段轧件横截面和纵截面轧件内部的应变场以及轧件表面变形特征.楔横轧起楔段横截面上的横向应变εx的分布,如图2所示.由图2可以看出,在楔入段,轧件横向应变基本上以y轴为中心呈对称分布,在x方向产生延伸,出现拉伸应变,其拉伸应变最大值为0.1035,出现在A点,以接触点A为中心,离A点越远应变越小,并逐步下降到0.由于延伸应变主要伸向出口,造成出口部位金属堆积,局部出现压缩应变,其最大值为-0.065,出现在B点,离B点越远应变越小,并逐步下降到0.零件其他部位的横向应变为0,没有发生变形.楔横轧起楔段横截面上的纵向应变εy的分布,如图3所示.由图3可以看出,在楔入段,轧件应变发生在与模具接触的局部,在y方向产生压缩,出现压缩应变,其最大压缩应变值为-0.159,出现在A点,以接触点A为中心,离A点越远压缩应变值越小,并逐步下降到0.由于压缩变形的影响,出口局部产生拉伸变形,其最大值达到0.02,出现在B点,离B点越远拉伸应变值越小,并逐步下降到0.零件其他部位的纵向应变为0,没有发生变形.图2横截面横向应变εx Fig.2The x-strain of crosssection图3横截面纵向应变εy Fig.3The y-strain of cross section楔横轧起楔段横截面上的轴向应变εz的分布,如图4所示.由图4可以看出,在楔入段,轧件应变发生在与模具接触的局部,在z方向产生延伸,出现拉伸应变,其拉伸应变最大值为0.1079,出现在C点,以接触点C为中心,离C点越远轴向应变越小,并逐步下降到0.零件的其他部位的轴向应变为0,没有发生变形.楔横轧起楔段横截面上的等效应变ε的分布,如图5所示.其变形特征为:在轧制的楔入段,轧件与模具接触点的等效应变值最大,达到-0.319,离接触点越远,等效应变越小,并逐步下降到0,且应变以y 轴为中心呈对称分布;轧制过程中,径向材料被压缩,轴向材料发生延伸,随着模具的楔入,轧件应变逐步径向扩展至心部,径向压缩变形较大,轴向延伸变形不明显,轧件两端基本没发生变形.楔横轧起楔段纵截面上的横向应变εx的分布,如图6所示.由图6可以看出,在模具的作用下,轧件在x方向产生延伸,出现拉伸应变,其拉伸应变最大值为0.1029,出现在D点,离接触点D越远,拉伸应变越小,并逐步下降为0.由于金属的轴向流动,轧件其他部位受到一定程度的挤压,出现压缩应变,压缩应变值最大值为-0.0356.楔横轧起楔段纵截面上的纵向应变εy的分布,如图7所示.由图7可以看出,在模具作用下,轧件纵向应变关于x轴对称,轧件在y方向产生压缩应变,其压缩应变最大值为-0.246,出现在E点,离E点越远压缩应变越小,并逐步下降到0.由于E处的压缩变形,带动了附近F处产生拉伸变形,其最大值为133北京工业大学学报2011年0.034.轧件其他部位的纵向应变均为0,没有发生变形.图4横截面轴向应变εz Fig.4The z -strain of crosssection 图5横截面等效应变εFig.5The effective strain of crosssection图6纵截面横向应变εx Fig.6The x -strain of longitudinalsection 图7纵截面纵向应变εy Fig.7The y -strain of longitudinal section楔横轧起楔段纵截面上的轴向应变εz 的分布,如图8所示.由图8可以看出,在模具的作用下,轧件轴向应变关于x 轴对称,轧件在z 方向产生延伸,出现拉伸应变,其拉伸应变的最大值为0.184,出现在E 点,离E 点越远拉伸应变越小,并逐步下降到0.拉伸变形的影响使金属流动性受阻,使得轧件F 点产生压缩变形,其压缩应变最大值达到-0.090.轧件其他部位的轴向应变为0,没有发生变形.楔横轧起楔段纵截面上的等效应变ε的分布,如图9所示.由图9可以看出,等效应变的最大值出现在轧件与模具的接触点处,其值为0.431,以接触点为中心,离接触点越远,等效应变越小,并逐步下降到0.轧件其他部位的等效应变为0,没有发生变形.图8纵截面轴向应变εz Fig.8The z -strain of longitudinalsection 图9纵截面等效应变εFig.9The effective strain of longitudinal section233333第3期王南,等:轴类零件楔横轧三维数值模拟3结束语基于ANSYS/LS-DYNA有限元软件,建立楔横轧模具与轧件的有限元模型,对楔横轧的楔入段进行了三维数值模拟,实现了楔横轧楔入段的动态数字仿真,研究了轧制过程中楔入段轧件横截面和纵截面的应变场以及表面变形特征,得到了轧件的应力、应变和轴向位移等信息,在此基础上可为模具工艺参数的选择、轧件质量的改善以及零件轧制成形机理及变形规律的研究提供参考和理论依据.参考文献:[1]何涛,王宝雨,胡正寰.偏心截面轴类零件的楔横轧成形数值模拟[J].锻压技术,2008,33(2):53-55.HE Tao,WANG Bao-yu,HU Zheng-huan.Numerical simulation on cross wedge rolling of shaft parts with eccentric section [J].Forging&Stamping Technology,2008,33(2):53-55.(in Chinese)[2]胡正寰,张康生,王宝雨,等.楔横轧零件成形技术与模拟仿真[M].北京:冶金工业出版社,2004:16-25.[3]马振海,杨翠苹,胡正寰.楔横轧轧件端头凹心影响因素的研究[J].锻压技术,2002,27(1):29-31.MA Zhen-hai,YANG Cui-ping,HU Zheng-huan.Study on effect factors of end concavity in cross wedge rolling[J].Forging &Stamping Technology,2002,27(1):29-31.(in Chinese)[4]马振海,胡正寰,杨翠苹,等.楔横轧展宽段的变形特征与应力应变分析[J].北京科技大学学报,2002,24(3):309-312.MA Zhen-hai,HU Zheng-huan,YANG Cui-ping,et al.Deformation character and analysis of stress and strain during stretching stage for cross wedge rolling[J].Journal of University of Science and Technology Beijing,2002,24(3):309-312.(in Chinese)[5]何涛,杨竞,金鑫,等.ANSYS10.0/LS-DYNA非线性有限元分析实例指导教程[M].北京:机械工业出版社,2007: 95-100.[6]赵静,鲁力群,胡正寰.楔横轧多楔成形等直径轴类件内部疏松的理论与实验研究[J].塑性工程学报,2008,15(1):108-111,126.ZHAO Jing,LU Li-qun,HU Zheng-huan.Theorectical and experimental study on internal defect of equal diameter axis formed in multi-wedge cross wedge rolling[J].Journal of Plasticity Engineering,2008,15(1):108-111,126.(in Chinese)[7]聂广占,束学道,李传民.楔横轧特大型轴类件变形特征研究[J].冶金设备,2007,166(6):6-10.NIE Guang-zhan,SHU Xue-dao,LI Chuan-min.Study on deformation character of oversize axes during cross wedge rolling [J].Metallurgical Equipment,2007,166(6):6-10.(in Chinese)[8]应富强,张更超,潘孝勇.金属塑性成形中的三维有限元模拟技术探讨[J].锻压技术,2004,29(2):1-5.YING Fu-qiang,ZHANG Geng-chao,PAN Xiao-yong.Approach to the technique of three-dimensional finite element simulation in metal forming[J].Forging&Stamping Technology,2004,29(2):1-5.(in Chinese)[9]刘桂华,徐春国,任广升.楔横轧三维变形过程的有限元数值模拟研究[J].锻压技术,2001,26(6):32-35.LIU Gui-hua,XU Chun-guo,REN Guang-sheng.Research on FEM numerical simulation of three-dimension deformation of cross wedge rolling[J].Forging&Stamping Technology,2001,26(6):32-35.(in Chinese)[10]束学道,闫波,邢希东,等.楔横轧楔入段端面移动量规律[J].机械工程学报,2009,45(1):131-134.SHU Xue-dao,YAN Bo,XING Xi-dong,et al.Investigation into regularity of movement of the end of wedged parts for cross wedge rolling[J].Chinese Journal of Mechanical Engineering,2009,45(1):131-134.(in Chinese)[11]束学道,彭文飞,聂广占,等.楔横轧大型轴类件轧制力规律研究[J].塑性工程学报,2009,16(1):102-105.SHU Xue-dao,PENG Wen-fei,NIE Guang-zhan,et al.The study of rolling force on forming large-sized shaft-part by cross wedge rolling[J].Journal of Plasticity Engineering,2009,16(1):102-105.(in Chinese)[12]杜凤山,汪飞雪,杨勇.三辊楔横轧空心件成形机理的研究[J].中国机械工程,2005,16(24):224-225.DU Feng-shan,WANG Fei-xue,YANG Yong.Study on compacting mechanism of hollow workpiece by3-roll cross wedge bolling[J].China Mechanical Engineering,2005,16(24):224-225.(in Chinese)[13]贾震,张康生,杨翠苹,等.楔横轧一次楔大断面收缩率成形机理[J].北京科技大学学报,2009,31(8):1046-1050.433北京工业大学学报2011年JIA Zhen,ZHANG Kang-sheng,YANG Cui-ping,et al.Forming principle of heavy section shrinkage cross wedge rolling by single wedge[J].Journal of University of Science and Technology Beijing,2009,31(8):1046-1050.(in Chinese)[14]束学道,李传民,李连鹏,等.工艺参数对楔横轧接触区表面应力的影响分析[J].中国机械工程,2007,18(7): 851-854.SHU Xue-dao,LI Chuan-min,LI Lian-peng,et al.Influence analysis of processing parameter on the surface stress of contact zone in cross wedge rolling[J].China Mechanical Engineering,2007,18(7):851-854.(in Chinese)[15]杨翠苹,张康生,刘晋平,等.三辊横轧应力应变场对内部缺陷的影响[J].北京科技大学学报,2006,28(5):464-467.YANG Cui-ping,ZHANG Kang-sheng,LIU Jin-ping,et al.Internal defects in rolled pieces during three-roll cross wedge rolling[J].Journal of University of Science and Technology Beijing,2006,28(5):464-467.(in Chinese)[16]李传民,束学道,胡正寰.楔横轧多楔轧制铁路车轴可行性有限元分析[J].中国机械工程,2006,17(19):2017-2019.LI Chuan-min,SHU Xue-dao,HU Zheng-huan.Feasibility study on multi-wedge cross wedge rolling of railway axles with finite element analysis[J].China Mechanical Engineering,2006,17(19):2017-2019.(in Chinese)[17]王明龙,张康生,娄依志,等.楔横轧二次楔入力能参数试验研究[J].锻压技术,2007,32(4):25-29.WANG Ming-long,ZHANG Kang-sheng,LOU Yi-zhi,et al.Experimental study on mechanical parameters of second wedge heavy section shrinkage[J].Forging&Stamping Technology,2007,32(4):25-29.(in Chinese)Three-dimension Numerical Simulation on Cross WedgeRolling of Shaft PartsWANG Nan,ZHANG Qing-heng,ZHANG Nai-wei,YUE Long-shan (College of Mechanical and Electrical Engineering,Hebei University of Engineering,Handan056038,Hebei,China) Abstract:In this paper,a three-dimension parameterized model of mold and a work piece are established by software Pro/E,which are imported to finite element software ANSYS/LS-DYNA,and a finite element model of cross wedge rolling stepped shaft is established,the cross wedge rolling deformation process of shaft parts is simulated with finite element software ANSYS/LS-DYNA,the internal strain and surface deformation of the work piece are gained in the process of rolling.The study provides reference and theoretical foundation for other parts of rolling forming mechanism and rules of deformation.Key words:cross wedge rolling;shaft parts;finite element;ANSYS/LS-DYNA(责任编辑刘潇)。
汽车半轴楔横轧模具计算机辅助设计
收稿日期:2004-11-21;修订日期:2004-12-15基金项目:国家自然科学基金资助项目(50475175)作者简介:赵静(1971-),女,山东理工大学轻工学院讲师,北京科技大学在读博士。
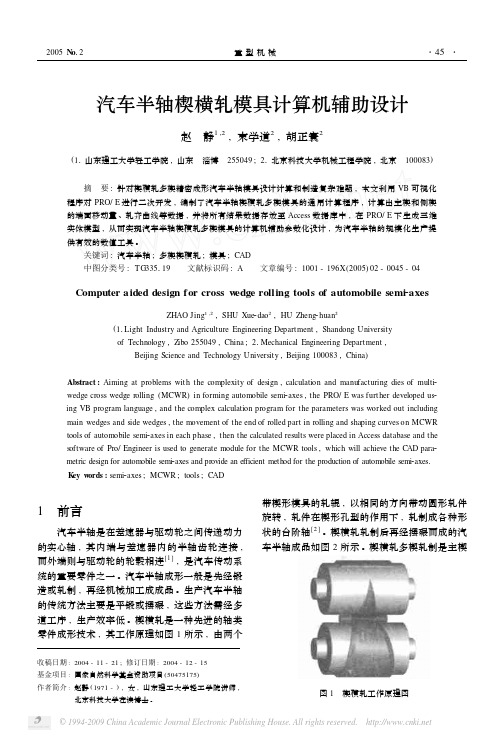
汽车半轴楔横轧模具计算机辅助设计赵 静1,2,束学道2,胡正寰2(11山东理工大学轻工学院,山东 淄博 255049;21北京科技大学机械工程学院,北京 100083)摘 要:针对楔横轧多楔精密成形汽车半轴模具设计计算和制造复杂难题,本文利用VB 可视化程序对PRO/E 进行二次开发,编制了汽车半轴楔横轧多楔模具的通用计算程序,计算出主楔和侧楔的端面移动量、轧齐曲线等数据,并将所有结果数据存放至Access 数据库中,在PRO/E 下生成三维实体模型,从而实现汽车半轴楔横轧多楔模具的计算机辅助参数化设计,为汽车半轴的规模化生产提供有效的数值工具。
关键词:汽车半轴;多楔楔横轧;模具;CAD中图分类号:TG 335119 文献标识码:A 文章编号:1001-196X (2005)02-0045-04Computer aided design for cross w edge rolling tools of automobile semi 2axesZHAO Jing 1,2,SHU Xue 2dao 2,HU Zheng 2huan 2(11Light Industry and Agriculture Engineering Department ,Shandong University of Technology ,Z ibo 255049,China ;21Mechanical Engineering Department ,Beijing Science and Technology University ,Beijing 100083,China )Abstract :Aiming at problems with the complexity of design ,calculation and manufacturing dies of multi 2wedge cross wedge rolling (MCWR )in forming automobile semi 2axes ,the PRO/E was further developed us 2ing VB program language ,and the complex calculation program for the parameters was worked out including main wedges and side wedges ,the movement of the end of rolled part in rolling and shaping curves on MCWR tools of automobile semi 2axes in each phase ,then the calculated results were placed in Access database and the software of Pro/Engineer is used to generate module for the MCWR tools ,which will achieve the CAD para 2metric design for autom obile semi 2axes and provide an efficient method for the production of autom obile semi 2axes.K ey w ords :semi 2axes ;MCWR ;tools ;CAD1 前言汽车半轴是在差速器与驱动轮之间传递动力的实心轴,其内端与差速器内的半轴齿轮连接,而外端则与驱动轮的轮毂相连[1],是汽车传动系统的重要零件之一。
楔横轧技术的发展与展望
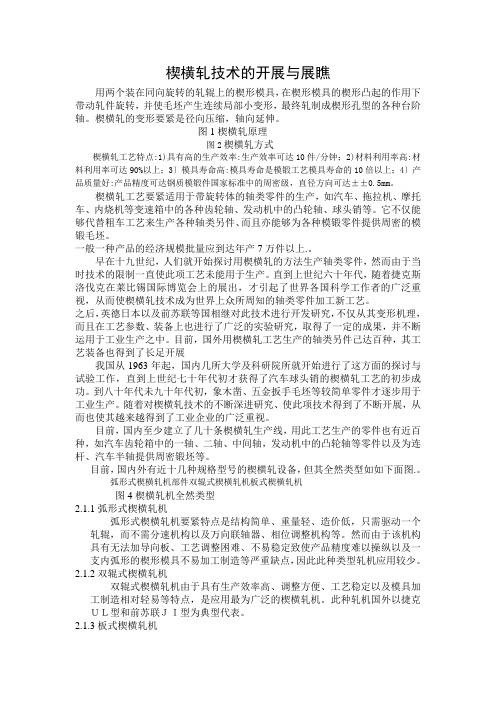
楔横轧技术的开展与展瞧用两个装在同向旋转的轧辊上的楔形模具,在楔形模具的楔形凸起的作用下带动轧件旋转,并使毛坯产生连续局部小变形,最终轧制成楔形孔型的各种台阶轴。
楔横轧的变形要紧是径向压缩,轴向延伸。
图1楔横轧原理图2楔横轧方式楔横轧工艺特点:1)具有高的生产效率:生产效率可达10件/分钟;2)材料利用率高:材料利用率可达90%以上;3〕模具寿命高:模具寿命是模锻工艺模具寿命的10倍以上;4〕产品质量好:产品精度可达钢质模锻件国家标准中的周密级,直径方向可达±±0.5mm。
楔横轧工艺要紧适用于带旋转体的轴类零件的生产,如汽车、拖拉机、摩托车、内烧机等变速箱中的各种齿轮轴、发动机中的凸轮轴、球头销等。
它不仅能够代替粗车工艺来生产各种轴类另件、而且亦能够为各种模锻零件提供周密的模锻毛坯。
一般一种产品的经济规模批量应到达年产7万件以上.。
早在十九世纪,人们就开始探讨用楔横轧的方法生产轴类零件,然而由于当时技术的限制一直使此项工艺未能用于生产。
直到上世纪六十年代,随着捷克斯洛伐克在莱比锡国际博览会上的展出,才引起了世界各国科学工作者的广泛重视,从而使楔横轧技术成为世界上众所周知的轴类零件加工新工艺。
之后,英德日本以及前苏联等国相继对此技术进行开发研究,不仅从其变形机理,而且在工艺参数、装备上也进行了广泛的实验研究,取得了一定的成果,并不断运用于工业生产之中。
目前,国外用楔横轧工艺生产的轴类另件己达百种,其工艺装备也得到了长足开展我国从1963年起,国内几所大学及科研院所就开始进行了这方面的探讨与试验工作,直到上世纪七十年代初才获得了汽车球头销的楔横轧工艺的初步成功。
到八十年代未九十年代初,象木凿、五金扳手毛坯等较简单零件才逐步用于工业生产。
随着对楔横轧技术的不断深进研究、使此项技术得到了不断开展,从而也使其越来越得到了工业企业的广泛重视。
目前,国内至少建立了几十条楔横轧生产线,用此工艺生产的零件也有近百种,如汽车齿轮箱中的一轴、二轴、中间轴,发动机中的凸轮轴等零件以及为连杆、汽车半轴提供周密锻坯等。
基于DEFORM-3D模拟分析钛合金楔横轧微观组织演变规律
基于DEFORM-3D模拟分析钛合金楔横轧微观组织演变规律赵志龙;徐强;万文璐;丁睿
【期刊名称】《现代工业经济和信息化》
【年(卷),期】2022(12)5
【摘要】通过DEFORM-3D有限元软件模拟楔横轧加工TC4钛合金轴类件,将模拟结果与实验结果对比分析,探究初始温度,轧制速度,断面收缩率对轧件微观组织的影响。
结果发现在α+β双相区,轧制促进了动态再结晶的发生,且动态再结晶体积分数随着初始温度和断面收缩率的增大而增大,随着轧制速度的增大而减小;在β单相区,晶粒的平均尺寸随着初始温度的升高而增大,随着轧制速度和断面收缩率的增大而减小。
【总页数】4页(P285-287)
【作者】赵志龙;徐强;万文璐;丁睿
【作者单位】宁波工程学院国际交流学院
【正文语种】中文
【中图分类】TG335.19
【相关文献】
1.挤压式楔横轧小料头轧制的微观组织演变分析
2.楔横轧不同变形阶段的微观组织演变分析
3.楔横轧轴类件热变形时奥氏体微观组织演变的预测
4.无芯棒楔横轧铝合金空心轴微观组织演变规律
5.钛合金楔横轧工艺参数对微观组织演变规律的影响探究
因版权原因,仅展示原文概要,查看原文内容请购买。
【原创】【毕业设计论文】基于DEFORM软件的楔横轧工艺设计模拟与仿真研究
基于DEFORM软件的楔横轧工艺设计模拟与仿真研究目录摘要................................................................................................................................................................ - 3 -关键词:楔横轧;DEFORM;工艺设计;模拟仿真 ............................................................................... - 3 -Abstract .......................................................................................................................................................... - 4 -1.1楔横轧工艺简介································································ - 5 -1.2楔横轧的发展及应用·························································· - 6 -1.2.1国外发展情况....................................................................................................................... - 6 -1.2.2国内发展情况....................................................................................................................... - 7 -第2章轧件设计.......................................................................................................................................... - 8 -2.1加工余量的确定································································ - 8 -2.1.1径向加工余量来的确定....................................................................................................... - 8 -2.1.2.轴向加工余量的确定........................................................................................................ - 8 -2.2 轧件尺寸的计算 ······························································· - 9 -2.3轧件的计算机描述····························································· - 9 -第3章楔横轧模具设计............................................................................................................................ - 10 -3.1 毛坯与坯料尺寸的确定 ·····················································- 10 -3.1.1毛坯尺寸............................................................................................................................. - 10 -3.1.2直径与长度的确定............................................................................................................. - 10 -3.2模具型腔设计··································································- 11 -3.2.1 热态毛坯尺寸.................................................................................................................... - 11 -3.2.2模具精整区型腔尺寸......................................................................................................... - 11 -3.3模具孔型设计··································································- 12 -3.3.1成型方案............................................................................................................................. - 12 -3.3.2计算断面收缩率与初选α、β............................................................................................ - 12 -3.3.3孔型几何尺寸设计............................................................................................................. - 13 -第4章仿真实验结果分析........................................................................................................................ - 15 -4.1 仿真所用软件DEFORM-3D的介绍······································- 15 -4.1.1 DEFORM的发展 ............................................................................................................... - 15 -4.1.2 DEFORM的特点 ............................................................................................................... - 16 -4.1.3 DEFORM-3D应用举例..................................................................................................... - 16 -4.1.4 DEFORM-3D软件的模块结构 ......................................................................................... - 17 -4.2 起楔段轧件截面上的应变场特征 ·········································- 18 -4.2.1 横截面上的应变分布........................................................................................................ - 18 -4.2.2纵截面上的应变分布......................................................................................................... - 19 -4.3展宽段轧件截面上的应变场特征 ··········································- 21 -4.3.2纵截面上的应变分布......................................................................................................... - 22 -4.4 起楔段轧件截面上的应力场特征 ·········································- 24 -4.4.1 横截面上应力分布............................................................................................................ - 24 -4.4.2 纵截面上的应力分布........................................................................................................ - 25 -4.5 展宽段轧件截面上的应力场特征 ·········································- 26 -4.5.1横截面上的应力分布......................................................................................................... - 26 -4.5.2 纵截面上的应力分布........................................................................................................ - 27 -4.6不同工艺参数对空心轴类件轧制力的影响 ······························- 28 -结论.............................................................................................................................................................. - 29 -参考文献...................................................................................................................................................... - 30 -摘要本文主要介绍了楔横轧成形技术与模拟仿真技术,并基于DEFORM分析软件对楔横轧的工艺设计进行了模拟仿真分析研究工作。
冲压磨具结构设计的实用工具推荐提升设计效率的神器
冲压磨具结构设计的实用工具推荐提升设计效率的神器冲压磨具结构设计的实用工具推荐:提升设计效率的神器随着现代工业的快速发展,冲压技术在各个领域中得到了广泛的应用。
而冲压磨具结构设计作为冲压工艺的关键环节之一,对于产品质量和生产效率有着重要的影响。
为了提高冲压磨具结构设计的效率和精度,各种实用工具被提出和应用。
本文将向大家推荐一些可以提升冲压磨具结构设计效率的神器。
1. CAD软件在冲压磨具结构设计中,计算机辅助设计软件(CAD)是非常重要的工具。
它可以帮助设计师们快速构建三维模型,并进行参数化设计。
CAD软件提供了各种功能模块和工具,如绘制、修改、分析和仿真等,能够大大缩短设计周期,提高设计效率。
其中一些常用的CAD软件有AutoCAD、SolidWorks和Catia等。
2. CAM软件计算机辅助制造软件(CAM)可以将CAD设计出的三维模型转化为机床可执行的加工程序。
在冲压磨具结构设计中,CAM软件可以帮助设计师们自动生成刀具路径和切削参数,从而提高设计效率。
常用的CAM软件有Mastercam、PowerMill和NX CAM等。
3. 有限元分析软件有限元分析(FEA)软件是一种能够模拟和分析工件在加载条件下的应力、变形和疲劳等性能的工具。
在冲压磨具结构设计中,使用有限元分析软件可以帮助设计师们评估磨具的强度和刚度,并进行结构的优化。
常用的有限元分析软件有ANSYS、ABAQUS和Nastran等。
4. 磨具模块化设计工具磨具模块化设计工具是一种能够快速构建磨具模型的工具。
它们通常包含了各种标准化的磨具部件和连接件,设计师们可以根据需要选择和组合这些部件来构建磨具模型,从而大大减少了设计和制造的工作量。
常见的磨具模块化设计工具有Progressive Die Wizard、AutoForm Die Designer和Cimatron等。
5. 数据库管理系统在冲压磨具结构设计过程中,设计师们需要管理和查找大量的材料、标准件和相关数据等信息。
基于楔横轧原理的钢球轧制工艺计算机仿真研究

基于楔横轧原理的钢球轧制工艺计算机仿真研究初俊林;袁文生【摘要】The finite element method has been adopted to simulate the ball rolling process on the basis of cross wedge rollingprinciple.The influence of various process parameters of cross wedge rolling on the forming process of steel balls has been studied by DEFORM-3D simulation.The die has been improved according to the metal flow law in the simulation process,which obtains satisfied effect.%钢球在工业中的应用非常广泛,特别是矿山用的球磨机对钢球的应用量更是巨大,由于其形状的特殊性,其大批量生产工艺也越来越得到重视.本文应用有限元方法,并基于楔横轧原理对钢球的轧制成形工艺过程进行模拟仿真,通过DEFORM-3D的模拟过程研究了楔横轧各工艺参数对钢球成形过程的影响,根据模拟过程中金属的流动规律对模具进行改良,获得满意效果.【期刊名称】《锻压装备与制造技术》【年(卷),期】2017(052)006【总页数】4页(P87-90)【关键词】楔横轧;钢球;模具;DEFORM-3D【作者】初俊林;袁文生【作者单位】山东建筑大学,山东济南250101;山东建筑大学,山东济南250101【正文语种】中文【中图分类】TG335.19钢球是重要的基础零部件,尤其是精密工业钢球在国民经济发展中起着巨大的作用。
钢球广泛应用于轴承、五金、电子、铁艺、机械设备、电力、采矿、冶金等领域。
据不完全统计,中国钢球的年消耗量巨大,在百万吨以上,但目前钢球的主要生产工艺为锻造和铸造,生产效率较低。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
研究方向:体积成形模具CAD\CAE;电话:13953171364; E-mail:wade th山1der@163.com
须以获得零件的三维几何模型为前提。这就为楔横 轧模具的设计提出了更高的要求。
个楔形成形结束时对应点的角度坐标.即本楔形的
起始角度坐标;而为前一个楔形成形结束时对应点
的Z坐标,即本成形楔的起始Z坐标。本楔形楔入
段对应的角度由式(2)确定:
Or=(D/2-R+#)cota cot/i/R6
(2)
展宽段对应的角度由式(3)确定:
Oz=L cot/3/R6
(3)
精整段对应的角度由式(4)确定:
楔横轧模具的设计、制造是实现楔横轧工艺的 关键环节。随着楔横轧技术的发展,产品的品种规 格不断增多.而多数楔横轧模具的设计十分复杂。传 统的人工设计不但使模具的设计周期长。而且模具 的设计、计算及图纸的绘制任务十分繁重,不利于实 现模具的最优化设计口】。由于楔横轧模具的复杂性 和较高的精度要求,一般的加工方法很难满足要 求。目前多采用数控车床或数控加工中心进行数控 加工。CAM系统的广泛应用,使得复杂零件的数控 编程已经变得相对容易,但是CAM系统的应用必
金属铸锻焊技术lcasting·Forging·Welding
2010年11月
楔横轧模具三维计算机辅助设计系统
王忠雷,袁文生,程钢,宗士帅 (山东建筑大学机电工程学院,山东济南250101)
摘要:针对楔横轧模具设计、计算和制造复杂的难题,利用可视化编程工具Delphi,开发了楔横轧模具辅助设计 系统。该系统主要功能包括:快速输入轧件图、自动计算热轧件图、优化工艺参数、设计楔横轧模具、绘制二维模具图纸
之,楔形向右加工时K=I。
3模具设计结果输出
3.1基于STL的模具三维输出 为了更好的描述楔横轧模具的形状,便于后续
加工中与CAM系统衔接。本系统采用STL文件格 式直接保存模具的三维模型。STL文件格式是一种
通用的三维CAD文件格式。大多数的CAD\CAM
系统均可接受该文件格式,尤其在快速成型和有限 元模拟领域应用较多。该文件格式在描述三维实体 时,将实体的表面划分成彼此相连的若干三角形,由 三角形面片围成三维实体。STL文件中每一个三角 形用三角形三个顶点的坐标和三角形面片的外法线 方向表示。因此要采用STL格式保存楔横轧模具, 必须将其分割成一系列的三角形面片。
毋=1.27rR/Rb
(4)
由此,可以计算所有的特征点的坐标如下所示:
P2(D/2-R,O,+Ox,Zi)
P3(D/2-R,01‘}8寸8寸9J,za
P4(Rb,01慨易懈·L)
以D/2—R,口l+9一如z1+K·£) 以D/2一兄,pI+臼计Oz+Oj,Z—。K·£)
其中K为方向系数,楔形向左加工时K=-I;反
个三角形面片,如图4(b)中的面片13所示;对于每 个阶段的过渡面片,如图4(b)中的1,3,10,12面片 .所示,这些不再是规则的四边形,有可能出项三角形 ’或者五边形,需要按照其形状特点进行分割。③单个 楔形的三角形划分完成以后,需要进行相邻楔形的 连接。如果相邻楔形在临边的分割点重合则两个楔 形自动连接;如果相邻楔形在临边的分割点不重合, 则需要在两个楔形之间添加连接三角形。保证各个 楔形构成一个封闭的模具实体【lOl。
和输出模具三维模型等。工程应用实例证明,该系统实用性强,效果良好。
关键词:楔横轧;三维模型;二次开发
中图分类号:TG335.19
文献标识码:A
文章编号:1001.3814(2010)21-0176—05
3D-CAD System for Cross Wedge Rolling Die
W A NG Zhonglei,YUAN Wensheng,CHENG Gang,ZONG Shishuai (1rutitute ofMechanical and E如ctricd Engineering,Shandong Architectural University,Jinan 250101,China)
对于该成形过程模具的基圆半径由式(1)确定:
R6=(D-Dp-2圆)/2
(1)
其中。6为原始棒料与模具基圆之间的单边间隙,一
般取l。
《热加工工艺》2010年第39卷第Biblioteka 1期177万方数据
金属铸锻焊技术lc枷ng·Forging·Welding
2010年11月
特征点P1的坐标为(凰,巩,五),其中玩为前一
由于楔横轧模具分布在圆柱形的轧辊上,采用 圆柱坐标描述特征点的坐标比较方便,即采用(尺, p,Z)表示特征点坐标。模具设计时设轧辊中心线为 Z轴。第一个成形的轧件单元体的中间截面与Z轴 的交点为0点;第一个楔形起楔的位置定义为0=0。 假设某一楔横轧成形模具,其成形角为Ot,展宽角为 13,轧辊中心距为D,原始棒料直径为见,以设计一 个半径为尺。长度为£的圆柱形基本单元体对应的 楔形为例说明楔横轧模具参数化设计的过程。
近年来为了解决楔横轧模具设计困难、加工制 造效率低的问题,国内众多学者对楔横轧模具的计 算机辅助设计系统进行了研究∞。其中杜凤山等以 SolidWorks为软件平台,建立了楔横轧模具网络化 智能CAD系统四;赵静等针对汽车半轴,采用 PRO/E二次开发技术。设计了楔横轧多楔成形模具 辅助设计系统【司。这些楔横轧模具辅助设计系统,能 够进行楔横轧模具辅助设计。并输出三维模型,很好 地推动了楔横轧工艺的发展和推广。然而这些系统 一般都是基于某大型的三维CAD软件.进行二次 开发,系统运行时需要特定的CAD系统支持。这大 大增加了系统配置的困难,提高了系统的成本,降低 了系统的灵活性。为此本文采用Delphi语言.基于 通用的STL文件格式,开发了不需要任何特定 CAD系统支持的楔横轧模具三维辅助设计软件.大 大提高了软件的灵活性,降低了成本.解决了楔横轧 模具设计效率低、三维几何模型建立困难的问题。本
本系统采用的分割法方法分为三个步骤:①将 每个轧件基本单元体对应的楔形沿轧辊轴向分割成 条状,如图4(a)所示。②根据楔形不同阶段的形状特 点。将条状面片分割成三角形面片,如图4(b)所示。 在楔人段楔形分为基圆面和成形面,两个四边形的 面片,将其分别分割为两个三角形面片,如图4(b)中 的面片2所示:在展宽段楔形分为基圆面、成形面和 顶圆面三个四边形的面片,将其分别分割为两个三 角形面片,如图4Co)中的面片4~8所示;在精整段 楔形只有顶圆面一个四边形的面片,将其分割为两
Abstract:Aiming at the complexity of design,calculation and manufacture of cross wedge roiling die,3D·CAD system for cross wedge roiling die was developed using visual programming tool Delphi.The system features include quickly inputting the pacts diagram,automatically calculating heat forging drawing,opt/m/zing process paramete塔, designing wedge roiling dies,drawing two-dimensional and three-dimensional drawings.Engineering application example shows that the system has、Ⅳide application range.high efficiency and reliability.
轧件输入模块可以实现轴段的添加、修改、删 除、打开、保存和零件图自动绘制等功能,提供全面、 方便的轴类零件编辑功能。另外,该模块还具有轧件 计算功能,能够计算轧件的体积.进而计算原始坯料 的尺寸;能够根据工艺数据库或用户输入的热膨胀 系数,计算模具设计需要的热轧件尺寸。图2为该模 块设计计算的轧件图和热轧件图。
Key words:cross wedge roiling;3D model;secondary development
楔横轧是一种先进的轴类零件成形技术.它由 两个带楔形模具的轧辊,以相同的方向旋转并带动 圆形轧件旋转,轧件在楔形孔型的作用下,轧制成各 种形状的台阶轴。与传统的切削、锻造零件成型工 艺比较.其生产效率高3"-'7倍,节约材料20% 40%,生产成本平均降低30%,是当今公认的先进制 造技术【”。
f。 7 ●2
f
3
i
/ ?4
ff 5
f}
6
?f
7
ff
8
,?
9
f
f
I
m¨屹” (a)
\\—\/\~ ∥时/
●2 3 4
\\\~/V\\
\/v\V/√\ /,—V\\\y/\\
5 6 7 8 9
二~二二 ~=\≥ m¨£3¨
(b)
图4楔形分割方法 Fig.4 Method of cutting cross wedge rolling die
划分的三角形面片各个顶点的坐标为圆柱坐 标,在输出STL文件时,必须将其转化为直角坐标, 两个坐标系存在如下的转换关系:
x=R·cosa
y=R‘sina z=Z
图1轧件基本单元体
Fig.1 Basic element unit of part
对于每一个基本单元体采用记录类型数据进行 描述。为了适应楔横轧模具由中间到两端的设计顺 序,整个轧件采用双向链表结构进行存储,以方便对 轧件中每一个标准单元体的访问。其存储结构如下 所述:Type表示基本单元体的类型,Type=l表示圆 柱单元体、Type=2表示圆锥单元体、Type=3表示圆 弧回转单元体。对于不同的基本单元体采用不同的 方式进行参数化的描述,对于圆柱体,只需记录其长 度Len和半径RB;对于圆锥体记录其长度Len和 两端半径RB,RE;对于圆弧回转体,除了记录其其 长度Len和两端半径RB,RE外,还要标记其最大 半径BM和最大半径的位置Lm。