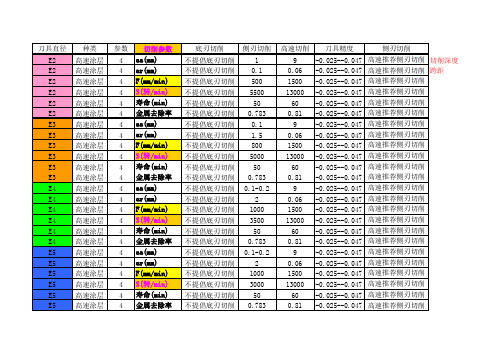
加工中心高速切削参数表
加工中心硬质合金刀具切削参数表经典
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
刀具直径
E6 E6 E6 E6 E6 E6 E8 E8 E8 E8 E8 E8 刀具直径
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
高速切削 刀具精度
侧刃切削
15 -0.025--0.047 高速推荐侧刃切削
侧刃切削
0.2-0.3 4
1200 2950 50 0.783 0.2-0.3
6 1300 2800 50 0.783 侧刃切削
0.25-0.5 8
1500 1750 60 1.087 0.25-0.5 10 1500 2000 60
高速切削 刀具精度
侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
0.06 -0.025--0.047 高速推荐侧刃切削
1500 -0.025--0.047 高速推荐侧刃切削
13000 -0.025--0.047 高速推荐侧刃切削
60 -0.025--0.047 高速推荐侧刃切削
0.81 -0.025--0.047 高速推荐侧刃切削
9
-0.025--0.047 高速推荐侧刃切削
三菱系统加工中心G和M指令

G84 固定循环(攻牙)
G85 固定循环(搪孔)
G86 固定循环(搪孔)
G87 固定循环(反搪孔)
G88 固定循环(搪孔)
G89 固定循环(搪孔)
G90 绝对值指令
G91 增量值指令
G92 机械坐标系设定
M10 吹气关闭 →
M09也能关吹气
M11《斗笠式》主轴夹刀
M12 主轴松刀
M13 主轴正转+切削液启动
M14 主轴反转+切削液启动
M15 主轴停止+切削液关闭
M16— M18没有
M19 主轴定位
M20 —— 没有
G61 正确停止检查模式
G61.1 高精度制御
G62 自动转角进给率调整
G63 攻牙模式
G63.1 同期攻牙模式(正攻牙)
G63.2 同期攻牙模式(逆攻牙)
G64 切削模式
G65 使用者巨集 单一呼叫
G66 使用者巨集 状态呼叫A
G74 固定循环(反向攻牙)
G75 使用者固定循环
G76 固定循环(精搪孔)
G77 使用者固定循环
G78 使用者固定循环
G79 使用者固定循环
G80 固定循环取消
G81 固定循环(钻孔/铅孔)
G82 固定循环(钻孔/计数式搪孔)
M86 工作台门开
M87 工作台门关
M88 —— M97 没有
M98 调用子程序
M99 子程序结束
三菱系统加工中心G指令M指令一览表
G00 快速定位
G01 直线补间切削
G02 圆弧补间切削
加工中心切削转速和进给速度计算方法及公式
数控加工中心的切削转速和进给速度:1:主轴转速=1000Vc/πD2:一般刀具的最高切削速度(Vc):高速钢50 m/min;超硬东西150 m/min;涂镀刀具250 m/min;陶瓷·钻石刀具1000 m/min 3加工合金钢布氏硬度=275-325时高速钢刀具Vc=18m/min;硬质合金刀具Vc=70m/min(吃刀量=3mm;进给量f=0.3mm/r)主轴转速有两种核算办法,下面举例说明:①主轴转速:一种是G97 S1000表明一分钟主轴旋转1000圈,也就是通常所说的恒转速。
另一种是G96 S80是恒线速,是由工件外表断定的主轴转速。
进给速度也有两种G94 F100表明一分钟走刀距离为100毫米。
另一种是G95 F0.1表明主轴每转一圈,刀具进给尺度为0.1毫米。
数控加工中刀具挑选与切削量的断定刀具的挑选和切削用量的断定是数控加工工艺中的重要内容,它不仅影响数控机床的加工功率,并且直接影响加工质量。
CAD/CAM技能的发展,使得在数控加工中直接利用CAD的规划数据成为或许,特别是微机与数控机床的联接,使得规划、工艺规划及编程的整个进程全部在核算机上完成,一般不需要输出专门的工艺文件。
现在,许多CAD/CAM软件包都供给主动编程功能,这些软件一般是在编程界面中提示工艺规划的有关问题,比方,刀具挑选、加工路径规划、切削用量设定等,编程人员只需设置了有关的参数,就可以主动生成NC程序并传输至数控机床完成加工。
因而,数控加工中的刀具挑选和切削用量断定是在人机交互状态下完成的,这与一般机床加工构成明显的对比,一起也要求编程人员有必要掌握刀具挑选和切削用量断定的基本准则,在编程时充分考虑数控加工的特色。
本文对数控编程中有必要面临的刀具挑选和切削用量断定问题进行了讨论,给出了若干准则和主张,并对应该注意的问题进行了讨论。
一、数控加工常用刀具的种类及特色数控加工刀具有必要适应数控机床高速、高效和主动化程度高的特色,一般应包含通用刀具、通用衔接刀柄及少量专用刀柄。
FANUC高速、高精加工的参数调整
铣床、加工中心高速、高精加工的参数调整(北京发那科机电有限公司王玉琪)使用铣床或加工中心机床加工高精度零件(如模具)时,应根据实际机床的机械性能对CNC系统(包括伺服)进行调整。
在FANUC的AC 电机的参数说明书中叙述了一般调整方法。
本文是参数说明书中相关部分的翻译稿,最后的“补充说明”叙述了一些实际调试经验和注意事项,仅供大家参考。
对于数控车床,可以参考此调整方法。
但是车床CNC系统无G08和G05功能,故车床加工精度(如车螺纹等)不佳时,只能调整HRV参数和伺服参数。
Cs控制时还可调整主轴的控制参数。
目录使用αi电机…………………………………………………P 2使用α电机……………………………………………………P22补充说明………………………………………………………P241使用αi电机伺服HRV控制的调整步骤⑴概述i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。
图使用伺服HRV控制后的效果速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。
因此可以减小机床的加工形状误差,提高定位速度。
由于这一效果,使得伺服调整简化。
HRV2控制可以改善整个系统的伺服性能。
伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。
若伺服HRV控制与CNC的预读(Look-ahead)控制,AI轮廓控制,AI纳米轮廓控制和高精度轮廓控制相结合,会大大改善加工性能。
关于这方面的详细叙述,请见节“高速、高精加工的伺服参数调整”。
2图伺服HRV控制的效果实例⑵适用的伺服软件系列号及版本号90B0/A(01)及其以后的版本(用于15i,16i,18i和21i,但必须使用320C5410伺服卡)。
⑶调整步骤概况HRV2和HRV3控制的调整与设定大致用以下步骤:①设定电流回路的周期和电流回路的增益(图中的*1 )电流回路的周期从以前的250μs降为125μs。
加工中心切削参数表

1450 -0.025--0.047 高速推荐侧刃切削
E10
高速涂层 4 S(转/min) 不提倡底刃切削 1750
7950 -0.025--0.047 高速推荐侧刃切削
E10
高速涂层 4 寿命(min) 不提倡底刃切削
60
60 -0.025--0.047 高速推荐侧刃切削
E10
高速涂层 4 金属去除率 不提倡底刃切削 1.087
1500 -0.025--0.047 高速推荐侧刃切削
E2
高速涂层 4 S(转/min) 不提倡底刃切削 5500
13000 -0.025--0.047 高速推荐侧刃切削
E2
高速涂层 4 寿命(min) 不提倡底刃切削
50
60 -0.025--0.047 高速推荐侧刃切削
E2
高速涂层 4 金属去除率 不提倡底刃切削 0.783
E12
高速涂层 4 S(转/min) 不提倡底刃切削 2000
E12
高速涂层 4 寿命(min) 不提倡底刃切削
60
E12
高速涂层 4 金属去除率 不提倡底刃切削 1.566
1450 6600 60 6.26
-0.032--0.059 高速推荐侧刃切削 -0.032--0.059 高速推荐侧刃切削 -0.032--0.059 高速推荐侧刃切削 -0.032--0.059 高速推荐侧刃切削
4.35 -0.025--0.047 高速推荐侧刃切削
E12
高速涂层 4 aa(mm)
不提倡底刃切削 0.25-0.5
18 -0.032--0.059 高速推荐侧刃切削
E12
高速涂层 4 ar(mm)
不提倡底刃切削
加工中心刀具切削用量表

线速度(米/分钟) 铝 高速钢铣刀 镀层硬质合金铣刀 硬质合金铣刀
加工中心刀具切削用量表
45# 60 100~300 100~300
淬硬钢 15~20
60
铸铁 15~20
30
15~20 60 30
S(转速)=线速度×1000/(直径×3.14) F(进给量)=刃数×每刃切削量×转速
每刃切削量 粗加 ~ 0.05
例:20MM硬质合金4刃铣刀精铣45#钢,线速度取60。每刃切0.05。则转速=60×1000/(20×3.14) =955,进给量=4×0.05×955=191。
以上是比较笼统的概括,适用于大多数铣刀、钻头、镗刀(不包括绞刀)加工工艺的计算。在实 际加工中还要针对不同实际情况做出调整。如:工件形状、余量大小、冷却条件、刀具磨损等。
每刃切削量参数的选择:如果太小小于0.02,那不是在切削,是在磨刀,如果太大大于0.2,那也 不是切削,是在撞击。所以并非转速越高,进给量越小越好切削,刀具必须处在一个合理的运动 状态下,才是均质、稳定的切削。
刀具加工中,对刀具寿命影响最大的是线速度,刀具商提供刀具的同时,应该会提供一份刀具针 对各种材料的线速度表,但刀具供应商的参数是在理想状态下得到的,在实际加工中,得打个 7~8折的。
钨钢铣刀切削参数表【免费下载】
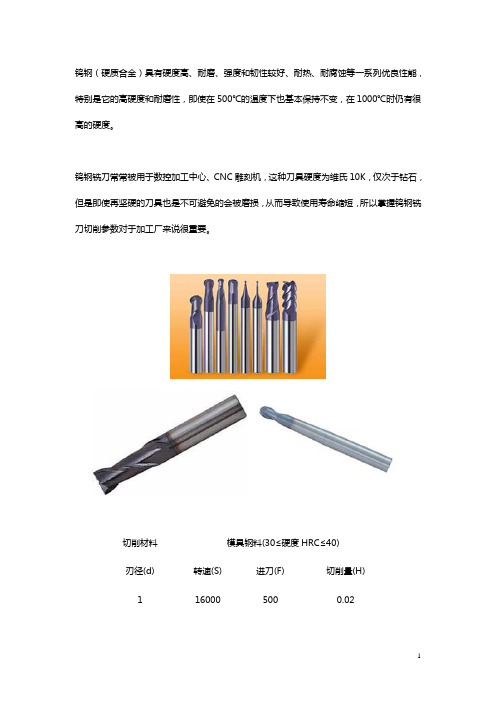
钨钢(硬质合金)具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。
钨钢铣刀常常被用于数控加工中心、CNC雕刻机,这种刀具硬度为维氏10K,仅次于钻石,但是即使再坚硬的刀具也是不可避免的会被磨损,从而导致使用寿命缩短,所以掌握钨钢铣刀切削参数对于加工厂来说很重要。
切削材料模具钢料(30≤硬度HRC≤40)刃径(d) 转速(S) 进刀(F) 切削量(H)1 16000 500 0.022 13000 1500-1800 0.044 12000 2500-2800 0.066 9000-10000 3000 0.088 8000 3000 0.110 6000 3000 0.112 5000 3500 0.12-0.15切削材料黄铜(硬度HRC≤30 铍铜硬度HRC35-42)刃径(d) 转速(S) 进刀(F) 切削量(H)1 16000 800-1000 0.03-0.052 14000 1800-2000 0.07-0.084 13000 2500 0.1-0.156 12000 2800-3000 0.38 8000 3000-3500 0.310 7000 3500 0.412 6500-7000 3500 0.4注解:1、以上参数是以高速加工中(主轴转速最高20000)的钨钢铣刀为准,它的表面硬度一般是HRC45-55(洛氏硬度)左右。
2 、平铣刀和圆铣刀(球刀)切削参数差不多,都可以参考上表。
3 、高速加工中一般用来加工一些比较小的零件和产品,所以它使用的刀具比较小,而且很少使用“飞刀”,也即合金铣刀。
4 、高速加工的理念就是:转速高,切削快,切削量少。
5、平时所说的钨钢一般指的就是硬质合金。
钨钢,又称为硬质合金,是指至少含有一种金属碳化物组成的烧结复合材料。
碳化钨,碳化钴,碳化铌、碳化钛,碳化钽是钨钢的常见组份。
FANUC高速、高精加工的参数调整
铣床、加工中心高速、高精加工的参数调整(北京发那科机电有限公司王玉琪)使用铣床或加工中心机床加工高精度零件(如模具)时,应根据实际机床的机械性能对CNC系统(包括伺服)进行调整。
在FANUC的AC 电机的参数说明书中叙述了一般调整方法。
本文是参数说明书中相关部分的翻译稿,最后的“补充说明”叙述了一些实际调试经验和注意事项,仅供大家参考。
对于数控车床,可以参考此调整方法。
但是车床CNC系统无G08和G05功能,故车床加工精度(如车螺纹等)不佳时,只能调整HRV参数和伺服参数。
Cs控制时还可调整主轴的控制参数。
目录使用αi电机…………………………………………………P 2使用α电机……………………………………………………P22补充说明………………………………………………………P2413.4.1伺服HRV控制的调整步骤⑴概述i系列CNC(15i/16i/18i)的伺服因为使用了HRV2和HRV3控制(21i为选择功能),改善了电流回路的响应,因此可使速度回路和位置回路设定较高而稳定的增益值。
图 3.4.1(a) 使用伺服HRV控制后的效果速度回路和位置回路的高增益,可以改善伺服系统的响应和刚性。
因此可以减小机床的加工形状误差,提高定位速度。
由于这一效果,使得伺服调整简化。
HRV2控制可以改善整个系统的伺服性能。
伺服用HRV2调整后,可以用HRV3改善高速电流控制,因此可进行高精度的机械加工。
若伺服HRV控制与CNC的预读(Look-ahead)控制,AI轮廓控制,AI纳米轮廓控制和高精度轮廓控制相结合,会大大改善加工性能。
关于这方面的详细叙述,请见3.4.3节“高速、高精加工的伺服参数调整”。
2图3.4.1(b) 伺服HRV控制的效果实例⑵适用的伺服软件系列号及版本号90B0/A(01)及其以后的版本(用于15i,16i,18i和21i,但必须使用320C5410伺服卡)。
⑶调整步骤概况HRV2和HRV3控制的调整与设定大致用以下步骤:①设定电流回路的周期和电流回路的增益(图3.4.3(c)中的*1 )电流回路的周期从以前的250μs降为125μs。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刀具直径 E63R6 E63R6 E63R6 E63R6 E63R6 E63R6 E63R6 E63R6 E63R6 E63R6 E63R6 E63R6 E63R6 E63R6 E63R6 E63R6 E63R6 E63R6
种类 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀
粗加工 0.8-2 36 1800 700-1000 4800 72 0.6 36 1800 1000 4800 72 0.5 36 800 1000 4800 72
精加工 0.3 0.5 1400 1400 600 0.225 0.3 0.5 1400 1200 600 0.225 0.3 0.5 1000 1200 0.225
种类 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀
参数 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 普通 普通 普通 普通 普通 普通
切削参数 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率
刀具直径 E25R0.8 E25R0.8 E25R0.8 E25R0.8 E25R0.8 E25R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E32R0.8 E25R5 E25R5 E25R5 E25R5 E25R5 E25R5 E32R6 E32R6 E32R6 E32R6 E32R6 E32R6
粗加工参数指材料 硬度在HRC30-86, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
刀具悬伸长度 刀长在150以下 刀长在150以下 刀长在150以下 刀长在150以下 刀长在150以下 刀长在150以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在100以下 刀长在100以下 刀长在100以下 刀长在100以下 刀长在100以下 刀长在100以下 刀长在150以下 刀长在150以下 刀长在150以下 刀长在150以下 刀长在150以下 刀长在150以下
粗加工 0.5 8 1000 3200 60 \ 0.5 10 1000 3000 60 \ 0.5 13 900 2500 60 \ 0.5 17 1000 2200 60 \
精加工 0.2 0.2 1000 3200 \ \ 0.2 0.2 1000 3000 120 \ 0.2 0.2 1800 3000 120 \ 0.2 0.2 1800 2500 120 \
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
刀具悬伸长度 刀长在50以下 刀长在50以下 刀长在50以下 刀长在50以下 刀长在50以下 刀长在50以下 刀长在60以下 刀长在60以下 刀长在60以下 刀长在60以下 刀长在60以下 刀长在60以下 刀长在90以下 刀长在90以下 刀长在90以下 刀长在90以下 刀长在90以下 刀长在90以下 刀长在130以下 刀长在130以下 刀长在130以下 刀长在130以下 刀长在130以下 刀长在130以下
刀具直径 E10R0.8 E10R0.8 E10R0.8 E10R0.8 E10R0.8 E10R0.8 E12R0.8 E12R0.8 E12R0.8 E12R0.8 E12R0.8 E12R0.8 E16R0.8 E16R0.8 E16R0.8 E16R0.8 E16R0.8 E16R0.8 E20R0.8 E20R0.8 E20R0.8 E20R0.8 E20R0.8 E20R0.8
粗加工 0.5 22 1200 2000 60 \ 0.5 29 1500 2000 60 \ 0.4 14 2000 2000 11.2 0.8 25 2000 2000 480 64
精加工 0.2 0.2 1800 2300 120 \ 0.2 0.2 2000 2200 120 \ 0.25 0.3 2000 2200 240 \ 0.1-0.5 0.1-0.5 2000 2200 0.21
刀具悬伸长度 刀长在160以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长160-250 刀长160-250 刀长160-250 刀长160-250 刀长160-250 刀长160-250 刀长250-350 刀长250-350 刀长250-350 刀长250-350 刀长250-350 刀长250-350
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
刀具悬伸长度 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在200以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长在160以下 刀长160-250 刀长160-250 刀长160-250 刀长160-250 刀长160-250 刀长160-250 刀长250-350 刀长250-350 刀长250-350 刀长250-350 刀长250-350 刀长250-350
平面加工 0.2 50 500 1200 \ \ 0.2 50 500 1200 \ \ 0.2 50 500 1200 \ \
备注
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
参数 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通
切削参数 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率
平面加工 0.2 32 800 1800 \ \ 0.2 40 500 1400 \ \ 0.2 40 500 1400 \ \ 0.2 40 500 1400 \ \
备注
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
平面加工 0.2 22 1000 2300 60 \ 0.2 29 1000 2200 60 \ 0.2 14 500 2000 \ \ 0.2 25 700 2000 \ \
备注
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
粗加工参数指材料 硬度在HRC30-50, 对于低于此硬度的 材料,切深可增大
粗加工 0.8 33 2000 2000 480 64 0.8-2 30 2000 800-950 480 64 0.6 30 1800 950 480 64 0.5 36.4 1200 950 480 64
精加工 0.1-0.5 0.1-0.5 2000 2000 0.21 0.3 0.5 1400 1200 0.21 0.3 0.5 1600 1400 600 0.24 0.3 0.5 1600 1400 600 0.24
种类 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀
参数 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2
切削参数 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率
参数 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通 普通
切削参数 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率 aa(mm) ar(mm) F(mm/min) S(转/min) 寿命(min) 金属去除率
刀具直径 E40R6 E40R6 E40R6 E40R6 E40R6 E40R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6 E52R6
种类 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀 飞刀