208玻璃仪器校准原始记录表
常用玻璃量器衡量法校准记录滴定管

常用玻璃量器衡量法校准记录(2)REC-ZK-025-02/02
检仪器名称:滴定管仪器编号:
制造厂家:标称容量:ml, 容量允差:ml
分度值:___________
校准电子天平编号:校准报告书编号:有效期至:
水银温度计编号:校准报告书编号:有效期至:
实验室环境温度:℃相对湿度: %
外观检查结果:□分度线清晰□标记完整□无缺陷
密合性检查结果:当水注至最高标线时,活塞在关闭情况下停留分钟后渗漏值最小分度值。
称量记录
校准结果计算
REC-ZK-025-02/02
校正曲线
定
管
读
数
(ml)
校正数(ml)
=m*K(t) 任意两检定点之间最大误差:______________。
计算公式:V
20
校准结果:。
校准结果与处理:该量器为级;准予该计量器具。
有效期至年月日。
校准人:复核人:
校准日期:年月日。
玻璃器皿校准记录

内部编号:编号:QD-03-39
操作原理:绝对校准是测定容量器皿的实际容积。常用的校准方法为衡量法,又叫称量法。即用天平称得容量器皿容纳或放出纯水的质量,然后根据水的密度,计算出该容量器皿在标准温度20℃时的实际体积。
操作步骤:1、一定气温下将容器标记后称量并记录,加纯水至刻度线后称量并记录。
2、由两次称量的质量差计算得用水质量,查询纯水在该温度下密度值并计算所用水体积。
3、计算出容器的实际偏差是否在允范围之内。
操作标准:WI-03-11玻璃器皿校正管理规定
(水的温度=℃,密பைடு நூலகம்= g·mL-1)
器皿名称
器皿编号
器皿规格
器皿质量
g
加水后质量
g
水的质量
g
水的体积
ml
偏差
允许偏差
是否合格
操作人:核查人:日期:
仪器设备校准表格
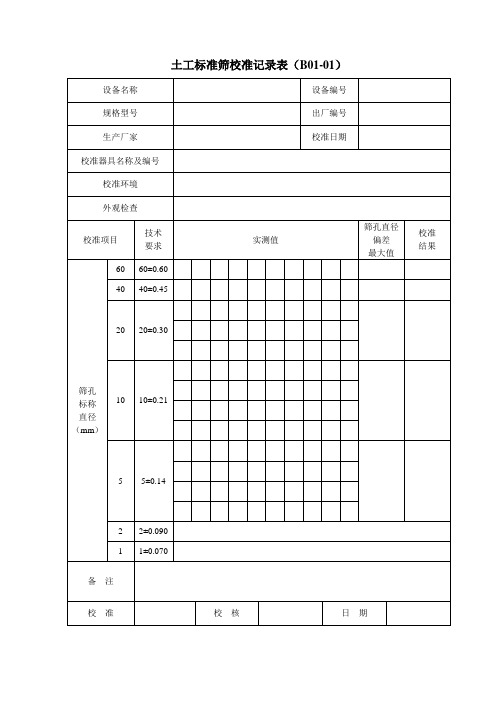
土工标准筛校准记录表(B01-01)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值筛孔直径偏差最大值校准结果筛孔标称直径(mm)60 60±0.60 40 40±0.4520 20±0.30 10 10±0.21 5 5±0.142 2±0.090 1 1±0.070备注校准校核日期电热鼓风干燥箱校准记录表(B01-02)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值校准结果标准温度计读数(℃)显示器温度值(℃)显示器示值准确性——30405060708090100110120…温度控制稳定性设定值±3℃设定温度(℃)读数1(℃)读数2(℃)读数3(℃)65105175备注校准校核日期液塑限联合测定仪校准记录表(B01-03)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均圆锥下沉时间(s)5±0.1圆锥仪的质量(g)76±0.2 100±0.2圆锥仪的锥角(°)30±0.2锥尖磨损高度初始高度(mm)————实测高度(mm)——磨损高度(mm)≤0.3盛土杯尺寸小杯内径(mm)40±0.5高度(mm)30~40 大杯内径(mm)50±0.5高度(mm)40~50下沉深度测量误差示值(mm) 5 误差(%)≦2 示值(mm)10 误差(%)≦2 示值(mm)15 误差(%)≦2 示值(mm)20 误差(%)≦2校准结果备注校准校核日期电动击实仪校准记录表(B01-04)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均击实锤质量(g)轻型2500±5 重型4500±5击锤落高(mm)轻型300±2 重型450±2锤头直径(mm)轻型50±0.5 重型50±0.5击实锤体的侧母线与击实筒内壁的间隙(mm)2~2.5击实筒高度(mm)小型127±0.23 大型170±0.25击实筒内径(mm)小型100±0.2 大型152±0.3校准结果备注校准校核日期路面材料强度试验仪校准记录表(B01-05)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均上升速率初始读数(mm)————终止读数(mm)————上升速率(mm/min)1框架横梁、升降台的水平度上升轴及贯入杆的竖直度校准结果备注校准校核日期土工环刀校准记录表(B01-06)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境检验项目内径(mm)高度(mm)体积(c m3)外观检查校准结果技术要求79.8±0.1561.8±0.1560~8020.0±0.1020.0±0.1020~30环刀编号 1 2 3 平均 1 2 3 平均备注校准校核日期CBR试验装置校准记录表(B01-07)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均值贯入杆直径(mm)50±0.5试筒直径(mm)152±0.2高度(mm)170±1筒内垫块直径(mm)151±0.2 高度(mm)50±0.5套环高度(mm)50±0.5荷载板校准参数技术要求 1 2 3 4 直径(mm)150±0.5中心孔眼直径(mm)52±1.0质量(g)1250±10校准结果校准校核日期设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查实测值校准项目技术要求1 2 3 平均值试筒内径(mm)150±0.1试筒高度(mm)230±0.1上压柱高度(mm) 40±0.1下压柱高度(mm) 40±0.1校准结果备注校准校核日期设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查实测值校准项目技术要求1 2 3 平均值试筒内径(mm)100±0.1试筒高度(mm)180±0.1上压柱高度(mm) 40±0.1下压柱高度(mm) 40±0.1校准结果备注校准校核日期设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查实测值校准项目技术要求1 2 3 平均值试筒内径(mm)50±0.1试筒高度(mm)130±0.1上压柱高度(mm) 40±0.1下压柱高度(mm) 40±0.1校准结果备注校准校核日期手动击实仪校准记录表(B01-09)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均击实锤质量(g)重型4500±9————击锤落高(mm)重型450±2锤头直径(mm)重型50±0.5击实锤体的侧母线与击实筒内壁的间隙(mm)2~2.5击实筒高度(mm)大型127±0.23170±0.25击实筒内径(mm)大型100±0.2152±0.3校准结果备注校准校核日期设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值筛孔偏差最大值校准结果筛孔尺寸(mm)75 ±0.70 63 ±0.6053 ±0.55 37.5 ±0.45 31.5 ±0.40 26.5 ±0.35 19 ±0.29 16 ±0.27 13.2 ±0.25 9.5 ±0.214.75 ±0.14备注校准校核日期设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值平均尺寸偏差校准结果筛孔尺寸(mm)左读数见表201-2右读数实测孔径单孔偏差左读数右读数实测孔径单孔偏差左读数右读数实测孔径单孔偏差左读数右读数实测孔径单孔偏差左读数右读数实测孔径单孔偏差备注一个筛填一张表校准校核日期针片状规准仪校准记录表(B02-02)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目粒级技术要求实测值1 2 3针状规准仪相应的立柱间距(mm)4.75~9.5 17.1±0.9 9.5~16 30.6±1.2 16~19 42.0±2 19~26.5 54.6±3 26.5~31.5 69.6±4 31.7~37.5 82.8±5片状规准仪相应的孔宽(mm)4.75~9.5 2.8±0.15 9.5~16 5.1±0.25 16~19 7.0±0.35 19~26.5 9.1±0.45 26.5~31.5 11.6±0.55 31.5~37.5 13.8±0.75片状规准仪相应的孔长(mm)4.75~9.5 17.1±0.9 9.5~16 30.6±1.2 16~19 42.0±2 19~26.5 54.6±3 26.5~31.5 69.6±4 31.5~37.5 82.8±5校准结果备注校准校核日期压碎值试验仪校准记录表(GB/T 14685压碎值试验仪)(B02-03-01)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均试筒尺寸(mm)内径152±0.3 厚度≥10压头直径(mm)150±0.2底板尺寸(mm)内径172±0.5 外径182±0.5校准结果备注校准校核日期压碎值试验仪校准记录表(JTG E42压碎值试验仪)(B02-03-02)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均试筒尺寸(mm)内径150±0.3 高度125~128 厚度≥12压柱尺寸(mm)压头直径149±0.2 压杆直径100~149 压柱总长100~110 压头厚度≥25底板尺寸(mm)直径200~220 厚度 6.4±0.2 边缘厚度10±0.2金属筒(mm)内径112±0.2高度179.4±0.2捣棒直径(mm)10±1.0校准结果备注校准校核日期洛杉矶磨耗试验机校准记录表(B02-04)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均转速500转时间(s)30~33 转速(r/min)圆筒尺寸内径外径(mm)——壁厚(mm)——内径(mm)710±5 内侧长外侧长(mm)——端部厚(mm)——内侧长(mm)510±5钢球质量(g)及直径(mm)质量:390~445直径:46.0~47.6钢球编号质量直径1 2 3 平均校准结果备注校准校核日期加速磨光机校准记录表(B02-05)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均道路轮外径(mm)406±1宽度(mm)45±1 旋转时外径对轴心的跳动幅度(mm)≤0.08 旋转时两侧端面对轴心的摆动幅度(mm)≤0.05 工作时的转速(r/min)320±5橡胶轮外径(mm)206±1.5 顶部宽度(mm)44±1 硬度(IRHD)69±3注砂注水流量30号金刚砂的注入流量(g/min)27±7 280号金刚砂的注入流量(g/min)3±1 注水流量(mL/min)50~75 加荷压力N 725±10 校准结果备注校准校核日期砂当量仪校准记录表(B02-06)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均圆柱试筒外径(mm)40±0.5 内径(mm)32±0.25 高度(mm)420±0.25 刻度线n1380 刻度线n2100配重活塞杆长度(mm)440±0.25 底座直径(mm)25±0.1 配重(g)1000±5冲洗管外径(mm)6±0.5 内径(mm)4±0.2 流出口孔径1±0.1机械振荡器振幅(mm)203±1 频率(次/min)180±2 校准结果备注校准校核日期细集料棱角性(流动时间法)测定仪校准记录表(B02-07)设备名称 设备编号 规格型号 出厂编号 生产厂家校准日期校准器具名称及编号校准环境 外观检查校准项目技术要求实测值12 3 平均 金属圆筒内径(mm )90±0.5高度(mm ) 125±1 锥形漏斗角度(°)60±4 流出口孔径(mm )12.0±0.5 16.0±0.5校准结果备 注校 准校 核日 期容量筒校准记录表(B02-08)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境筒编号规格型号外观内径(mm)高度(mm)壁厚(mm)容积校准结果单值平均单值平均筒+玻璃质量(g)筒+水+玻璃质量(g)水温(℃)容积(cm3)单值平均技术要求1L 108±1 109±1 2.5备注3L 155±2 160±2 2.55L 186±2 186±2 2.510L 205±2 305±2 2.510L 208±3 294±5 3.015L 255±5 295±5 3.020L 355±5 305±5 3.020L 294±5 294±5 3.030L 360±5 294±5 4.0校准校核日期饱和面干试模校准记录表(B02-09)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目尺寸技术要求实测值平均值1 2 3试模各部位尺寸(mm)上口内径40±3 下口内径90±3 试模高度75±3捣棒要求捣棒下端直径25mm±3mm捣棒重量340g±15g校准结果备注校准校核日期细集料堆积密度标准漏斗校准记录表(B02-10)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查实测值校准项目技术要求1 2 3 平均漏斗嘴长度120mm±2mm漏斗管直径20mm±1mm漏斗最高度345mm±2mm校准结果备注校准校核日期细集料压碎值试验仪校准记录表(B02-11)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均试筒尺寸(mm)内径77±0.25 高度70±0.25 厚度10±0.2压柱尺寸(mm)压杆直径50±0.25 压柱总长75±0.25底板尺寸(mm)内径97±0.25外径117±0.25 底板厚度10±0.2捣棒直径(mm)10±1.0校准结果备注校准校核日期透气比表面积仪校准记录表(B03-01)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均漏气检查5min液面不下降透气圆筒尺寸内径(mm)12.70(0,+0.05)高度(mm)55+10穿孔板尺寸直径(mm)12.70(0,-0.05)厚度(mm) 1.0(0-0.1)捣器尺寸直径(mm)12.60(0,+0.05)扁平槽宽度(mm) 3.0±0.3捣器底面与穿孔板之间距离(mm)15.0±0.5未装料装满水银质量(g)——装料后装满水银质量(g)——温度(℃)——粉料层体积(0.001cm3)——校准结果备注校准校核日期水泥负压筛析仪校准记录表(B03-02)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值筛析仪负压(kPa)4000~6000标准样品筛余标准值(%)——试验筛修正系数校准试验次数—— 1 2 3标准样品筛前质量(g)——标准样品筛余质量(g)——标准样品筛余值(%)——标准样品筛余平均值(%)——试验筛修正系数C 0.8~1.2校准结果备注校准校核日期水泥净浆搅拌机校准记录表(B03-03)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均搅拌锅内径(mm)160±1深度(mm)139±2搅拌叶片总长度(mm)165±1有效长度(mm)110±2总宽度(mm)111.0~112.5 外沿直径(mm) 5.0~6.5叶片与锅壁之间的最小间隙(mm)2±1控制程序各阶段所需时间慢速(s)120±3 停机(s)15±1 快速(s)120±3转速低速自转(r/min)140±5公转(r/min)62±5高速自转(r/min)285±10公转(r/min)125±10校准结果备注校准校核日期设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值注水后量水器读数(mL)所注水的质量(g)水温度(℃)所注水的计算体积(mL)量水器示值差(mL)差值平均值(mL)刻度校准量水器读数与天平校准(称量)计算注水量之差不超过1%为合格校准结果备注校准校核日期设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值刻度校准量水器读数与移液管加水量不超过1%为合格1移液管加水量(mL)10 10 10 10 10 10量水器读数(mL)连续两次读数差值示值误差(mL)2移液管加水量(mL)10 10 10 10 10 10量水器读数(mL)连续两次读数差值示值误差(mL)3移液管加水量(mL)10 10 10 10 10 10量水器读数(mL)连续两次读数差值示值误差(mL)示值误差平均值量水器最低刻线校准示值差不超过1mL为合格量水器读数(mL)100 100 100 容量瓶调整用水量(mL)量水器的示值误差(mL)示值误差平均值(mL)校准结果备注校准校核日期水泥标准稠度和凝结时间测定仪校准记录表(B03-05)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均试杆有效长度(mm)50±1 直径(mm)10±0.05初凝针长度总长度(mm)——螺杆长(mm)——针长度(mm)50±1直径(mm) 1.13±0.05终凝针长度总长度(mm)——螺杆长(mm)——针长度(mm)30±1直径(mm) 1.13±0.05 环形附件针头至其底端的距离(mm)——环形附件平面至其底端的距离(mm)——环形附件平面与针头的距离(mm)0.5滑动部分总质量滑动杆+试杆(g)300±1 滑动杆+初凝针(g)300±1 滑动杆+终凝针(g)300±1圆模上口内径(mm)65±0.5 下口内径(mm)75±0.5 高度(mm)40±0.2垂直度试杆(mm)<2.0 试针(mm)<1.5 校准结果备注校准校核日期雷式夹校准记录表(B03-06)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均雷氏夹尺寸高度(mm)30±1内径(mm)30±1针长(mm)左150±1右针直径(mm) 2.0±0.2壁厚(mm)0.50±0.05 开口宽度(mm)≤1弹性限变A值(mm)——C值(mm)——C-A值(mm)17.5±2.5 B值(mm) B = A 校准结果备注校准校核日期雷氏沸煮箱校准记录表(B03-07)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 4 平均沸煮箱箱体内部尺寸长(mm)410±3 宽(mm)240±3 高(mm)310±3加热至沸腾的时间(min)30±5维持沸煮的时间(min)180±5校准结果备注校准校核日期行星式水泥胶砂搅拌机校准记录表(B03-08)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均搅拌锅内径(mm)202±1深度(mm)180±3搅拌叶片总宽(mm)135+0.63 叶翅宽(mm)8±1 叶翅厚(mm)5±1 总长度(mm)198转速低速自转(r/min)140±5公转(r/min)62±5 高速自转(r/min)285±10公转(r/min)125±10控制程序各阶段所需时间低速(s)30±1 自动加砂(s)30±1 高速(s)30±1 停机(s)90±1 高速(s)60±1叶片与锅底、锅壁之间的最小间隙(mm)3±1校准结果备注校准校核日期水泥胶砂振实台校准记录表(B03-09)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均振幅14.7+0.05(mm)15±0.3 15.3-0.05(mm)振动频率次/秒60 /(60±2)套模尺寸长(mm)160±0.1宽(mm)132±0.4高(mm)20±1隔板厚(mm)6±0.1 自动控制器——校准结果备注校准校核日期水泥胶砂流动度测定仪校准记录表(B03-10)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均圆盘桌面的直径(mm)300±1圆盘桌面和推杆质量(kg) 4.35±0.15试模尺寸高度(mm)60±0.5 上口内径(mm)70±0.5 下口外径(mm)120±0.5 下口内径(mm)100±0.5捣棒直径(mm)20±0.5长度(mm)约为200一个周期程序控制跳动次数(次) 25 所需的时间(s) 25±1标准样流动度测定标准流动度值(mm)——实测流动度(mm)——校准结果备注校准校核日期标准养护室校准记录表(B03-11)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值控制器校准灵敏度检查——标准温湿度计读数温度(℃)——湿度(%)显示器读数温度(℃)湿度(%)温湿度校准————东南西北中平均温度(℃)20±2湿度(%)≥95%校准结果备注校准校核日期水泥混凝土振动台校准记录表(B03-12)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均台面尺寸长(mm)±5宽(mm)±5台面平面度(mm)≤0.3振动频率(Hz)测点150±3 测点2测点3测点4中心点振幅(mm)测点10.5±0.02测点2测点3测点4中心点平均值————————试模固定的可靠性试模无松动、无位移校准结果备注校准校核日期坍落度测定仪校准记录表(B03-13)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均坍落度筒尺寸底部外径(mm)——壁厚(mm)——底部内径(mm)200±2 顶部内径(mm)100±2 高度(mm)300±2 筒壁厚(mm)≥4≥3捣棒尺寸直径(mm)16±0.1 长度(mm)600±5 校准结果备注校准校核日期混合式气压法含气量测定仪校准记录表(B03-14)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均量钵容积量钵+玻璃板(g)————量钵+水+玻璃板(g)————水温度(℃)————量钵容积(mL)7000±50含气量校准含气量(%)吸水量(mL)——压力表读数(MPa)1 70 ——2 140 ——3 210 ——4 280 ——5 350 ——6 420 ——7 490 ——8 560 ——9 630 ——10 700 ——校准结果备注校准校核日期混凝土贯入阻力仪校准记录表(B03-15)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均面积试针尺寸1面积(mm2)100标记长度(mm)25 ——2面积(mm2)50标记长度(mm)25 ——3面积(mm2)20标记长度(mm)25 ——试料筒尺寸上口内径(mm)1600+0.6——下底外径(mm)————壁厚(mm)——下底内径(mm)1500+0.6筒深(mm)150±0.3 ——校准结果备注校准校核日期水泥混凝土抗渗仪校准记录表(B03-16)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值加压系统设定压力(MPa)显示压力(MPa)显示与设定差MPa1 2 3 平均0.51.01.52.0试模尺寸1上口内径(mm)175±0.5下口内径(mm)185±0.5高度(mm)150±0.52上口内径(mm)175±0.5下口内径(mm)185±0.5高度(mm)150±0.5…上口内径(mm)175±0.5下口内径(mm)185±0.5高度(mm)150±0.5校准结果备注校准校核日期水泥砂浆稠度测定仪校准记录表(B03-17)设备名称设备编号规格型号出厂编号生产厂家校准日期校准器具名称及编号校准环境外观检查校准项目技术要求实测值1 2 3 平均试锥和滑杆总质量(g)300±2试锥尺寸高度(mm)145±0.5 直径(mm)75±0.5盛样容器高度(mm)180±0.5 开口内径(mm)150±0.5表盘刻度表盘读数(mm)——0 10 20 30 40 50 6070 80 90 100 110 120 ——高度尺读数(mm)——差值(mm)≤0.5校准结果备注校准校核日期设备名称 设备编号 规格型号 出厂编号 生产厂家校准日期校准器具名称及编号校准环境 校准项目 技术要求1室 2室3室单值 平均单值 平均单值 平均 长 (mm ) 不大于公称尺寸的±0.2% 且≤±1(mm )宽 (mm )高 (mm )a 面—— —— —— b 面 —— —— —— c 面 —— —— —— d 面 —— —— —— 相邻面垂直度(°)1 90±0.3—— —— —— 2 —— —— —— 3—— —— —— 4——————5 —— —— ——6 —— —— ——7 —— —— —— 8——————组装后最大 间隙 (mm )连接面 ≤0.2 隔板与 侧板≤0.4备 注 三联模一个试模填一张表,1室、2室、3室处可改写试模编号。
常用玻璃量器原始记录

地址:
证记录 流出时间/s 等待时间/s
纯水温度/℃
实测质量/g
检定结果的计算 序号 K(t)值 实际容量V20/mL 容量偏差/mL 检定结果
V20=m×K(t) 检定员: 检定日期: 年 月 日 核验员: 有效期至: 年 月 日
常用玻璃量器(衡量法)检定记录
送检单位:
仪器名称 制造厂 标准器名称 测量范围 检定依据 检定日期 标称容量(mL) 外观检查记录: 任意两检点之间的最大偏差: JJG196-2006 常用玻璃量器检定规程 年 月 日 容量允差(mL) 应力检验: 密封性检查记录: 型号(mL) 标准器证书号 准确度等级 环境条件记录 温度: 有效期至 年 ℃ 月 湿度: 日 %RH
玻璃仪器的校验工艺文件和表格
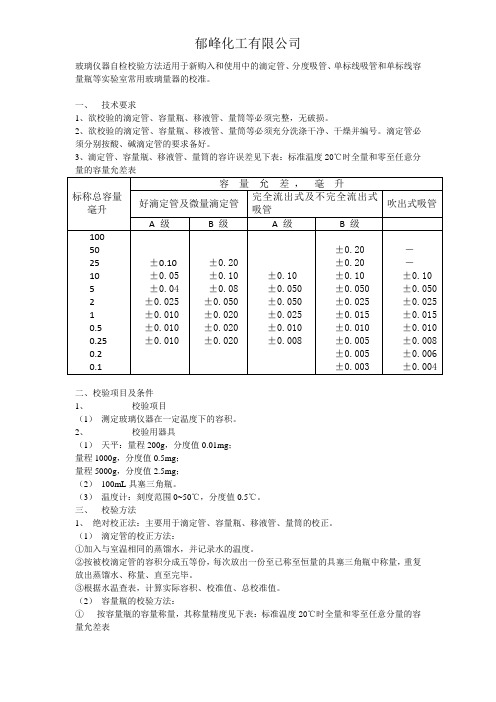
玻璃仪器自检校验方法适用于新购入和使用中的滴定管、分度吸管、单标线吸管和单标线容量瓶等实验室常用玻璃量器的校准。
一、技术要求1、欲校验的滴定管、容量瓶、移液管、量筒等必须完整,无破损。
2、欲校验的滴定管、容量瓶、移液管、量筒等必须充分洗涤干净、干燥并编号。
滴定管必须分别按酸、碱滴定管的要求备好。
3、滴定管、容量瓶、移液管、量筒的容许误差见下表:标准温度20℃时全量和零至任意分量的容量允差表二、校验项目及条件1、校验项目(1)测定玻璃仪器在一定温度下的容积。
2、校验用器具(1)天平:量程200g,分度值0.01mg;量程1000g,分度值0.5mg;量程5000g,分度值2.5mg;(2)100mL具塞三角瓶。
(3)温度计:刻度范围0~50℃,分度值0.5℃。
三、校验方法1、绝对校正法:主要用于滴定管、容量瓶、移液管、量筒的校正。
(1)滴定管的校正方法:①加入与室温相同的蒸馏水,并记录水的温度。
②按被校滴定管的容积分成五等份,每次放出一份至已称至恒量的具塞三角瓶中称量,重复放出蒸馏水、称量、直至完毕。
③根据水温查表,计算实际容积、校准值、总校准值。
(2)容量瓶的校验方法:①按容量瓶的容量称量,其称量精度见下表:标准温度20℃时全量和零至任意分量的容量允差表②以蒸馏水充满容量瓶,准确至标线,同时记录水温,切不可将水弄到容量瓶的外壁。
③将充满水的容量瓶放置约10min,检查容量瓶中的水是否准确至标线,若高于标线,应用干净的吸管将多余的水吸出。
④在同一天平上称量后,记录、计算容量瓶实际容积。
(3)移液管的校验方法:校验方法同滴定管,只是无须将移液管容积等分成五等份,一次称量即可。
(4)量筒的校验方法:其校验方法同容量瓶。
2、相对校正法:在很多情况下,容量瓶与移液管是配合使用的,因此重要的不是要知道所用的容量瓶的绝对容积,而是容量瓶与移液管的容积比是否正确。
(1)将校正过的移液管吸取蒸馏水注入容量瓶中,记录注入次数(注意注入次数须为5或10)。
试验仪器自校方法及记录表(最终版)

试验仪器自校方法及记录表(最终版)一:土工类仪器设备校准方法001 液塑限联合测定仪校准方法(JTJZ 01 — 03)二:集料类仪器设备校准方法002 电热鼓风干燥箱校准方法(JTJZ 01—02)003 标准筛校准方法([JTJZ02 — 01)004 压碎值试验仪校准方法(JTJZ 02 — 03)005 砂当量仪校准方法(JTJZ 02 — 06)006 容量筒校准方法(JTJZ02 — 08)三:沥青、沥青混合料类仪器设备校准方法007 沥青针入度仪校准方法(JTJZ 04-01)008 沥青延度仪校准方法(JTJZ 04-02)009 沥青软化点仪校准方法(JTJZ 04-03)010 克利夫兰开口杯闪点仪校准方法(JTJZ 04 — 04)011 沥青混合料拌和机校准方法(JTJZ 04 — 06)012 马歇尔自动击实仪校准方法(JTJZ 04-07)013 马歇尔稳定度仪校准方法(JTJZ04 — 08) 014 马歇尔试模校准方法(JTJZ 04 — 12)015 恒温烘箱校准方法(JTJZ 04 — 13)五:其他类仪器设备校准方法016 摆式摩擦系数测定仪校准方法(JTJZ 05 — 03) 017 玻璃器皿校准方法(JTJZ 05 — 06)018 工作温度计校准方法(JTJZ 05 — 07)六:常用仪器设备检查方法019 电动脱模器检查方法(JTJC 01)020 取芯机检查方法021 砂饱和面干试模校准方法022 沥青路面渗水试验仪校准方法023 路面构造深度仪校准方法校准报告记录表编号001 液塑限联合测定仪校准记录表(B01-03)002 标准筛(金属穿孔板)校准记录表(B02-01-1)003 标准筛(金属编织网)校准记录表(B02-01-2)004 压碎值试验仪校准记录表(GB/T 14685压碎值试验仪)(B02-03-1)005 压碎值试验仪校准记录表(JTG E42压碎值试验仪)(B02-03-2)006 砂当量仪校准记录表(B02-06)007 容量筒校准记录表(B02-08)008 沥青针入度仪校准记录表(B04-01)009 沥青延度仪校准记录表(B04-02)010 沥青软化点仪校准记录表(B04-03)011 沥青闪点仪校准记录表(B04-04)012 沥青混合料拌和机校准记录表(B04-06)013 沥青混合料击实仪校准记录表(B04-07)014 马歇尔稳定度仪校准记录表(B04-08)015 马歇尔试模校准记录表(B04-12)016 恒温烘箱校准记录表(B04-13)017 摆式摩擦系数测定仪校准记录表(B05-03)018 玻璃器皿校准记录表(B05-06)019 工作温度计校准记录表(B05-07)020 电动脱模器检查记录表(B06-01)021 取芯机检查记录表(B06-04)022 砂饱和面干试模校准记录表(B08-01)023 沥青路面渗水试验仪校准记录表(B04-01)024 路面构造深度仪校准记录表(B05-08)电热鼓风干燥箱校准方法(JTJZ 01—02)1 适用范围本方法适用于各种电热鼓风干燥箱的校准。
建筑玻璃检验检测原始记录

建筑玻璃检验检测原始记录日期:xx年xx月xx日地点:xx建筑工地检测人员:xxx一、检测目的:本次检测旨在对建筑工地使用的玻璃材料进行检验,确保其质量符合相关标准要求,以确保建筑的安全性和可靠性。
二、检测项目:1.玻璃的裁剪及加工质量检测2.玻璃的外观质量检测3.玻璃的尺寸及平整度检测4.玻璃的力学性能检测5.玻璃的光学性能检测三、检测方法:1.玻璃的裁剪及加工质量检测使用目视检查法,对玻璃的边缘进行检查,检查是否存在破损、裂纹等缺陷。
2.玻璃的外观质量检测使用目视检查法,对玻璃表面进行检查,检查是否存在砂眼、气泡、划痕等缺陷。
3.玻璃的尺寸及平整度检测使用测量工具(如卷尺、平板)对玻璃的长度、宽度、厚度进行测量,并对测得数值进行记录。
使用测平仪对玻璃的平整度进行检测。
4.玻璃的力学性能检测使用力学性能测试仪器,对玻璃的抗弯强度、抗压强度、抗冲击强度等进行测试,并对测得数值进行记录。
5.玻璃的光学性能检测使用光学性能测试仪器,对玻璃的透光率、反射率、折射率等进行测试,并对测得数值进行记录。
四、检测结果:1.玻璃的裁剪及加工质量检测经检查,玻璃边缘无破损、裂纹等缺陷。
2.玻璃的外观质量检测经检查,玻璃表面无砂眼、气泡、划痕等缺陷。
3.玻璃的尺寸及平整度检测测量结果如下:长度:xxxx mm宽度:xxxx mm厚度:xxxx mm平整度:xxxx mm4.玻璃的力学性能检测测试结果如下:抗弯强度:xxxx MPa抗压强度:xxxx MPa抗冲击强度:xxxx J/m25.玻璃的光学性能检测测试结果如下:透光率:xxxx%反射率:xxxx%折射率:xxxx五、结论与建议:根据上述检测结果,经过检验的玻璃材料质量良好,各项性能指标均符合相关标准要求。
建议继续保持良好的加工质量,并加强对玻璃的运输和安装过程进行质量控制,确保玻璃的安全性和可靠性。
六、备注:本次检测仅对样品进行了抽样检测,样品的检测结果仅代表抽样样品的质量,不代表全部批次的质量。
JJG196-2006 玻璃器具检定原始记录-量筒量杯

量筒、量杯管检定标准:
1.外观:
1.1玻璃器具不允许有影响计量度数及使用强度等缺陷
1.2分度线与量的数值应清晰、完整、耐久
1.3分度线的宽度:见下表
1.4应具有下列标示:厂商或商标、标准温度(20℃)、量入式用“In”,量出式用“Ex”,标称总容量与单位:xxml、准确度等级(A级或B级)、硅
硼玻璃材质应标Bsi
2.结构
2.1玻璃量器的口应于玻璃量器轴线相垂直,口边要平整光滑,不得有粗糙处及为经熔光的缺口
2.2倒液嘴应能使量筒、量杯内液体呈细流状倒出而不外溢。
当分度表面对观察者时,倒液嘴位置:量筒的嘴位于左侧;≤250ml量杯位于右侧,500ml
以上的量杯位于左侧。
2.3放置在平台上时不应摇动。
空量杯、空量筒(不带塞)放置在与水平面成15°斜面上时,不应跌倒;
3. 密合性
具塞量筒:水注入至最高标线,塞子盖紧后后颠倒10次,每次颠倒时,在倒置状态下至少停留10s,不应有水渗出
4.
第页共页
5.检定点总容量的1/10。
若无总容量的1/10分度线,则检2/10点(自底部起);
半容量(半容量—底部);
总容量。
第页共页
送检部门: 检定日期:有效期至:房间温度:
温度计编号:计量有效期至:秒表编号:计量有效期至:
天平型号:天平编号:计量有效期至:(容量误差=标称值-实测值) V20=m.K(t)
检定人:复核人:审批人:
第页共页。