手机翻盖注射模的设计
手机翻盖注射模的设计
目录摘要 (1)前言................................................................................................................................. - 1 - 1、塑件的工艺分析.. (2)1.1塑件的成形工艺分析 (2)1.1.1塑件零件图 (2)1.1.2件材料特性 (3)1.2.3塑件材料成形性能 (4)1.2、塑件成形工艺参数确定 (4)2、模具的基本机构与模架选择 (6)2.1、模具的基本结构 (6)2.1.1确定成形方法 (6)2.1.2型腔布置 (6)2.1.3确定分型面 (6)2.1.4选择浇注系统 (7)2.1.5确定推出方式 (8)2.1.6侧向抽芯机构 (9)2.1.7选择成形设备 (9)2.2 选择模架 (10)2.2.1模架结构 (10)2.2.2模架安装尺寸校核 (10)3、模具结构、尺寸的设计计算 (11)3.1模具结构设计计算 (11)3.1.1 型腔结构 (11)3.1.2 型芯结构 (11)3.1.3斜导柱结构 (11)3.1.4模具的导向结构 (12)3.1.5结构强度计算 (13)3.2 模具成形尺寸设计计算 (13)3.2.1型腔径向尺寸 (13)3.2.2型腔深度尺寸 (14)3.2.3型芯径向尺寸 (15)3.2.4型芯高度尺寸 (15)3.3 模具加热、冷却系统计算 (15)3.3.1模具加热 (15)3.3.2模具冷却 (16)4、模具主要零件图及加工工艺规程 (17)4.1 模具定模板(中间板)零件图及加工工艺规程 (17)4.2模具侧滑块零件图及加工工艺规程 (18)4.3 模具动模板(型芯固定板)零件图及加工工艺规程 (19)5、模具总装图及模具的装配、试模 (20)5.1模具总装图及模具的装配 (20)5.1.1成形零件及浇注系统 (20)5.1.2推出系统零件 (21)5.1.3滑块及活动零件 (21)5.1.4导向机构 (21)5.1.5加热与冷却系统 (22)5.1.6模具外观 (22)5.2模具的安装试模 (22)5.2.1 试模前的准备 (22)5.2.2 模具的安装 (22)5.2.3试模 (23)5.2.4检验 (24)结束语 (25)致谢 (26)参考文献 (26)摘要注射成形是现在成形热塑件的主要方法,因此应用范围很广。
手机壳注射模具设计课程设计

手机壳注射模具设计课程设计一、课程目标知识目标:1. 让学生掌握手机壳注射模具的基本结构及工作原理;2. 了解并掌握手机壳注射模具设计的相关参数和计算方法;3. 掌握手机壳注射模具设计中常用的材料及其特性。
技能目标:1. 培养学生运用CAD软件进行手机壳注射模具设计的能力;2. 培养学生运用CAE软件进行手机壳注射模具分析的能力;3. 提高学生实际操作手机壳注射模具加工设备的能力。
情感态度价值观目标:1. 培养学生对工程设计和制造的兴趣,激发创新意识;2. 培养学生严谨、细致、负责的工作态度;3. 增强学生的团队合作意识,培养沟通协调能力。
课程性质:本课程为实践性较强的专业课,旨在培养学生的模具设计能力,提高学生的实际操作技能。
学生特点:学生具备一定的模具基础知识,具有一定的空间想象能力和动手能力,但对手机壳注射模具设计的相关知识掌握有限。
教学要求:结合课程性质和学生特点,采用理论教学与实践操作相结合的方式,使学生在掌握模具设计基本知识的同时,提高实际操作技能。
通过本课程的学习,分解课程目标为具体的学习成果,以便于教学设计和评估。
二、教学内容1. 手机壳注射模具结构及工作原理- 模具的分类、组成及功能- 注射模具的典型结构及工作流程- 手机壳注射模具的特殊要求2. 手机壳注射模具设计参数与计算- 塑料性能与选材- 模具尺寸计算、型腔布局与流道设计- 冷却系统设计、顶出系统设计3. 常用材料及特性- 塑料材料分类、性能与应用- 模具钢的分类、性能与选用4. CAD软件在模具设计中的应用- 软件操作技巧与规范- 模具零件的绘制与装配- 模具三维造型设计5. CAE软件在模具分析中的应用- 塑料流动分析、冷却分析- 翘曲变形分析、收缩率分析- 模拟分析结果与优化6. 实际操作与加工- 模具加工设备、工艺及流程- 模具装配与调试- 模具试模与问题分析教学内容按照上述六个方面进行组织,确保科学性和系统性。
手机上盖注塑模具设计(Nokia)PROE

手机上盖注塑模具设计(Nokia)PROE本次毕计业设的题目是:手机上壳的塑件注射模。
本次设计主要是通过对塑件的形状、尺寸及其精度的要求来进行注射成型工艺的可行性分析。
塑件的成型工艺性主要包括塑件的壁厚,斜度和圆角以及是否有抽芯机构。
通过以上的分析来确定模具分型面、型腔数目、浇口...<P>本次毕计业设的题目是:手机上壳的塑件注射模。
本次设计主要是通过对塑件的形状、尺寸及其精度的要求来进行注射成型工艺的可行性分析。
塑件的成型工艺性主要包括塑件的壁厚,斜度和圆角以及是否有抽芯机构。
通过以上的分析来确定模具分型面、型腔数目、浇口形式、位置大小;其中最重要的是确定型芯和型腔的结构,例如是采用整体式还是镶拼式,以及它们的定位和固紧方式。
此外还分析了模具受力,脱模机构的设计,合模导向机构的设计,冷却系统的设计等。
最后绘制完整的模具装配总图和主要的模具零件土及编制成型零部件的制造加工工艺过程卡片。
(所有权: 毕业设计网QQ:) <BR>关键词:分型面、浇口、型腔,型芯,镶块,脱摸力,潜伏浇口。
<BR><BR>Abstract:This graduate that design is:The movetelephone that shout the Battery door injects the mold.This design primarily passesesto piece viability assessment for request for of shape, size and its accuracy coming proceeding injecting type craft.the piece the wall for of type craft primarily including the piece is thick, slope and circle angle and whether to have core-pulling or not mechanism.Pass the above analysis to come the certain molding tool cent the type the surface, type the number, gate the form, place the size;The among them and most important is a certain type core and the construction of the type , for example adopt the whole the type of type still , and their fixed position and tight way of .In addition and still analyzed the molding tool to suffer force, mold that design that the design of the pattern draw mechanism, match the design etc. to lead to the mechanism, cooling system.Finally draw the production that complete molding tool assemble the general drawing sum the soil and establishment of prinipal molding tool parts type zero the parts process the craft process the card. <font color='#9a9a9a'></font> <BR>Key phrase: parting line,the gate, cavity,core,mold insert,<BR>ejection force,submarinegate.<BR>概 论<BR>模具是工业生产中的重要工艺装备模具工业是国民经各部门发展的重要基础之一。
手机上盖注射模具毕业设计
题目:手机上盖注射模具设计学生姓名:指导教师:学科专业:机械设计制造及其自动化学科类别:工学2020年05月手机上盖注射模具设计摘要在现实生活里,手机已经成为人们的一个生活必须品。
本次设计的制品为手机外壳注射模设计,利用Pro/E软件CAD软件对手机外壳及模具进行三维造型,模架选取,装配图和零件图。
从塑料产品成型特征、分型面的选择、浇注系统设计、型芯和型腔结构设计,推出机构设计、冷却系统设计、导向机构设计等多方面详细阐述了手机外壳注塑模具的设计过程。
同时合理地选择了注塑机,并对注塑压力,锁模力,顶出力等注射工艺参数进行校核,进一步保证了设计的合理性。
如此设计出的结构可确保模具工作运用可靠。
最后对模具结构与注射机的匹配进行了校核,并用Pro/e绘制了一套模具装配图和零件图。
关键词:手机;注塑模具;分型面;脱模机构The Design of Plastic Mold The Cover of Mobile PhoneAbstractIn real life,the mobile phone has become one of the necessities of life.The desig n of products for the mobile shell injection mould design,use Pro/E software CAD so ftware of cell phone shell and die for3d modeling,formwork selection,and the asse mbly drawing.From plastic moldingcharacteristics,classification,the selection of gati ng system design,cores and cavity structure design,roll out mechanism design,coolin g system design,steering mechanism design and so on various details a cell phone cas ing injection mold design process.At the same time for reasonable selection of the pla stic injection machine,and the injection pressure,clamping force,top,the output and i njection process parameters,check the further ensure that the rationality of the design. So the structure of the design to ensure reliable mould work.Finally in mould structu re and the matching of the injection machine,check the Pro/e and draw a mold assem bly drawing and drawing.Key Words:Mobile Phone;Injection Mould;Parting surface; Deoulding mechanism主要符号表V注注射机最大注射容量V总成型塑件与浇注系统总和A 塑件和浇注系统在分型面上的投影面积之和Ax 塑件型腔在模具分型面上的投影面积Aj 塑件浇注系统在模具分型面上的投影面积Fz 胀模力ρ密度Fs 合模力P 模腔压力H模模具实际高度H最小注塑机最小闭合厚度H1 推出距离H2 包括浇注系统在内的塑件高度S机注塑机最大开模行程Ra 表面粗糙度Ls 塑件外型径向公称尺寸K 塑料的平均收缩率;△ 塑件的尺寸公差δ 模具制造公差Hs 塑件高度方向的公称尺寸N 每小时注射次数Q 总热量θc 对流所散发的热量θR 辐射所散发的热量θ1 注塑机所散发的热量θ2 冷却系统从模具中带走的热量F 脱模力d 推板直径n型腔数量1m单个塑件的体积(3cm)2m浇注系统所需塑料的体积1A单个塑件在模具分型面上的投影面积2A浇注系统在模具分型面上的投影面积A注射机允许使用的最大成型面积P 塑料熔体对型腔的成型压力m inH注射机允许的最大模厚m axH注射机允许的最小模厚目录1 绪论 (1)1.1我国模具行业发展概述 (1)1.1.1有利因素 (1)1.1.2不利因素 (2)2 注塑工艺分析及成型方法 (4)2.1塑件制件分析 (4)2.1.1塑件结构分析 (4)2.1.2塑料使用性能分析 (4)2.1.3材料成型性能分析 (4)2.1.4塑件的结构及成型工艺分析 (5)2.2材料ABS的注射成型过程及工艺参数 (5)3 模具总体设计 (7)3.1分型面位置的确定 (7)3.2确定型腔数量及排列方式 (7)3.3注射机型号初选 (8)3.3.1相关数据的计算 (8)3.3.2注塑机的参数 (9)3.3.3注塑机参数的校核 (9)3.4浇注系统、关键零部件设计 (10)3.4.1浇注系统的设计 (10)3.4.2冷料穴的设计 (11)3.4.3分流道设计 (12)3.4.4浇口的设计 (12)3.5成型零件设计及计算 (13)3.5.1成型零件结构设计 (13)3.5.2型芯设计 (14)3.5.3成型零件尺寸计算 (14)3.6排气系统及温度调节系统的设计 (16)3.6.1 排气系统 (16)3.6.2 温度调节系统设计 (16)3.6.3冷却介质的选择 (16)3.6.4冷却水路的布置 (17)3.7推出系统设计 (18)3.7.1 推件力计算 (18)3.7.2 顶杆直径的计算 (18)3.7.3脱模力的计算 (18)3.7.4顶杆在塑件上的分布 (19)3.8侧抽芯机构设计 (19)3.8.1抽芯力的计算 (20)3.8.2抽芯距的计算 (20)3.8.3斜导柱抽芯机构的设计 (20)3.8.4抽芯机构的确定 (21)3.8.5斜导柱的设计 (21)3.8.6滑块的设计 (21)3.8.7斜推杆的设计 (21)3.8.8斜推杆倾斜角的确定 (23)3.9导向机构的设计 (23)4 模具装配图 (25)4.1模具总装配图 (25)4.2开合模过程 (26)参考文献 (27)致谢 (28)毕业设计(论文)知识产权声明 (29)毕业设计(论文)独创性声明 (30)1 绪论1 绪论1.1我国模具行业发展概述近年来,中国的模具工业一直保持着良好的发展势头,这一势头是否会持续下去,这是一个行业的重点。
手机上盖注射模设计
手机上盖注射模设计南京工业职业技术学院机械系机电0613虞佳洪摘要塑料工业是当今世界上增长最快的工业门类之一,而注塑模具是其中发展较快的种类,因此,研究注塑模具对了解塑料产品的生产过程和提高产品质量有很大意义。
本设计介绍了注射成型的基本原理,特别是单分型面注射模具的结构与工作原理,对注塑产品提出了基本的设计原则;详细介绍了冷流道注射模具浇注系统、温度调节系统和顶出系统的设计过程,并对模具强度要求做了说明。
该注射模采用了1模2腔侧抽芯的结构。
通过本设计,可以对注塑模具有一个初步的认识,注意到设计中的某些细节问题,了解模具结构及工作原理。
关键字:塑料模具;分型面;侧向分型;浇注系统;冷却系The mobile assembly designsN anjing Industry Professional Technology Institute department of mechanicsmechanical and electrical 0613 yujiahongAbstractPlastic industry is in the world grows now one of quickest industry classes, but casts the mold is development quick type, therefore, the research casts the mold to understand the plastic product the production process and improves the product quality to have the very big significance.This design introduced the injection takes shape the basic principle, specially single is divided the profile to inject the mold the structure and the principle of work, to cast the product to propose the basic principle of design; Introduced in detail the cold flow channel injection evil spirit mold pours the system, the temperature control system and goes against the system the design process, and has given the explanation to the mold intensity request. This injection mold used 1 mold 2 cavities sides to pull out the core the structure.Through this design, may to cast the mold to have a preliminary understanding, notes in the design certain detail question, understands the mold structure and the principle of work.Key word: The plastic mold; divides the profile; side core-pulling; the pour system; cooling syste目录Abstract (2)第一章前言 (5)1.1 模具工业在国民经济中的地位 (5)1.2 各种模具的分类和占有量 (5)1.3 我国模具工业的现状 (6)1.4 世界五大塑料生产国的产能状况 (7)1.5 我国模具技术的现状及发展趋势 (8)第二章注塑件的设计 (9)2.1塑件材料的选择及其结构分析 (9)2.2 ABS的注射成型工艺 (9)2.3 ABS性能分析 (10)2.4 ABS成型塑件的主要缺陷及消除措施 (12)第三章模具结构形式的拟订 (13)3.1 确定型腔数量及排列方式 (13)3.2 模具结构形式的确定 (13)第四章注射机型号的确定 (15)4.1 塑件参数 (15)4.2 注射机型号的确定 (15)4.3 注射机及型腔数量的校核 (15)4.4 注射机及参数量的校核 (16)第五章分型面位置的确定 (19)5.1 分型面的形式 (19)5.2 分型面的设计原则 (19)第六章浇注系统的形式和浇口的设计 (20)6.1 浇注系统的设计原则 (20)6.2 主流道的设计 (20)6.3 冷料井的设计 (22)6.4 分流道的设计 (23)6.5 浇口的设计 (24)6.6 浇注系统的平衡 (25)6.7浇注系统断面尺寸计算 (27)第七章模架的确定和标准件的选用 (29)7.1 定模座板 (29)7.2 定模板 (29)7.3 动模固定板 (29)7.4 动模板 (30)7.5支承板 (30)7.6 垫块 (30)7.7 推杆固定板 (30)7.8 推板 (30)第八章导向机构的设计 (31)8.1 机构的功用 (31)8.2 导向结构的总体设计 (31)8.3 导柱的设计 (31)8.4导套的设计 (32)8.5 导柱与导套的配合形式 (32)第九章脱模推出机构的设计 (33)9.1 脱模推出机构的设计原则 (33)9.2 塑件推出的基本方式 (33)9.3 塑件的推出机构 (33)9.4 脱模阻力计算 (33)9.5 推杆脱模机构 (33)第十章成型零件的设计 (35)10.1 成型零件的选材 (35)10.2 凹模部分的结构设计 (36)10.3 凸模部分的结构设计 (37)第十一章冷却系统的设计 (39)11.1 概述 (39)11.2 冷却通道设计 (39)总结 (40)答谢词 (41)参考文献 (42)第一章前言1.1 模具工业在国民经济中的地位模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。
手机套盖注射模设计
.
IN A '\ER A Y机械与模具 A U RrFIU R  ̄ I l
手机套盖注射模 设计
杨 军 张 汝英
湖南工业职业技术学院 湖南 长沙 400 107 东莞 5 33 2 90 广东东莞金万塑胶五金有限公 司 广东
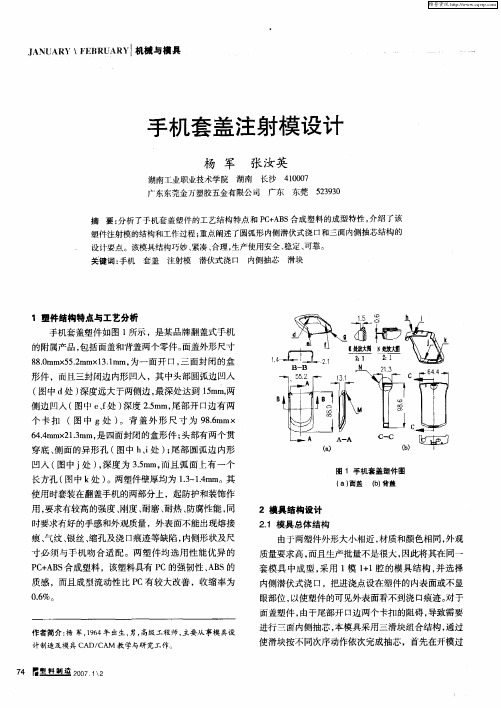
摘 要: 分析 了手机套盖塑件的工艺结构特点和 P + B C A S合成塑料 的成型特性 , 介绍了该 塑件注射模 的结构和工作过程 ; 重点阐述了圆弧形 内侧潜伏式浇 口和三面 内侧抽芯结构的 没t 要点。该模具结构巧妙 、 t ・ 紧凑 、 , 合理 生产使用安全 、 稳定 、 可靠。
关键词: 手机 套盖 注射模 潜伏式浇F 内 I 侧抽芯 滑块
1塑件结构特点与工艺分析 手机套盖塑件如图 1 所示 ,是某品牌翻盖式手机 的附属产品, 包括面盖和背盖两个零件。 面盖外形尺寸 8 . m 5 . m l. m, 8 m x5 m x31 为一 面开 口, 0 2 m 三面封闭的盒
形件 ,而且三封闭边 内形凹入 ,其 中头部圆弧边 凹入
( 图中 d ) 处 深度远大于两侧边 , 最深处达到 1m , 5 m两 侧边凹入 ( 图中 ef ) 、处 深度 2 m 尾部开 口边有两 . m, 5
0 - }ห้องสมุดไป่ตู้.N J
C
【
个 卡 扣 ( 中 g处 ) 图 。背 盖外 形 尺 寸 为 9 . m× 8r 6 a 6 . m 2 . m, 四面封闭的盒形件 ; 4 m x1 r 是 4 3 a 头部有两个贯 穿底 、 侧面的异形孔 ( 图中 h i ) 尾部 圆弧边 内形 、处 ; 凹人 ( 图中 j ) 深度 为 3 m 而且弧 面上有一个 处 , . m, 5 长方孔 ( 图中 k ) 两塑件壁厚均为 1 ~ . m。 处 。 . 1 m 其 3 4
手机外壳上盖注塑模具设计
手机外壳上盖注塑模具设计手机外壳上盖注塑模具设计随着移动智能设备和电子产品的快速发展,手机作为最常见的电子消费品之一,已经成为人们日常生活中不可或缺的工具。
因此,手机的外壳设计也越来越重要。
外壳不仅要具有美观的外观,还要具有耐用性、防水性、防尘性等多种功能。
外壳的设计,关键在于注塑模具的设计。
注塑模具是塑料制品加工的工具,它直接影响了注塑成型的质量和效率。
注塑模具的设计,需要考虑以下三个方面:注塑成型工艺、产品外观要求、模具结构和加工成本。
以下是关于手机外壳上盖注塑模具设计的详细介绍。
1.注塑成型工艺注塑成型是一种高效、精确、经济的成型方法。
在注塑成型工艺中,需要考虑以下因素:注射压力、注塑温度、注射速度、注塑周期、材料熔指数、制胶周期等。
针对手机外壳上盖注塑模具的设计,需要选择合适的注射压力和注塑温度,以确保注塑成型的质量和效率。
注射速度要选择适宜的速度,以确保产品的尺寸精度和表面光滑度。
注塑周期要结合生产要求,选择合适的注塑周期,缩短生产周期和提高生产效率。
2.产品外观要求手机外壳上盖是手机整体外观的重要组成部分。
外观设计需要考虑手机的整体风格和品位。
外观的主要要求包括:表面光滑度、平整度、光泽度、颜色等。
模具设计需要确保注塑成型后的外观满足以上要求。
在模具的选择上,需要关注模具的材料、精度、表面光滑度和寿命等因素。
制定合适的模具设计流程,对模具表面进行光洁度处理,以确保产品的外观质量。
3.模具结构和加工成本模具结构是注塑模具设计的关键因素之一。
模具结构可以直接影响产品的尺寸精度、表面质量和成型效率等因素。
注塑模具的结构应该尽量简化,同时保证产品的质量和效率。
模具的结构应该尽量遵循最小化和简化化的原则。
除了模具结构之外,注塑模具的生产成本也是需要考虑的因素之一。
模具的材料、生产工艺和加工流程等都会影响相应的生产成本。
在注塑模具设计过程中,需要根据生产需求和实际情况,选择合适的模具材料和加工流程,以确保实现最佳生产成本。
手机上盖注射模具设计

任务书系:专业:实习报告一、实习目的:巩固专业知识,提高实际操作技能,丰富实际工作和社会经验,掌握一定的专业技能,将所学知识能灵活运用于实际工作中。
二、实习时间:2周(2011.3.14~2011.3.25)三、实习地点:苏州永腾电子制品有限公司四、实习内容:我是成型0702班的罗进,于2011.3.14~2011.3.25在苏州永腾电子制品有限公司实习,在研发部研发课担任工程师一职,厂牌号码为AMA00025。
在该部门实习这段期间,我觉得我学到了许多书本上没有的知识,让我的人生观、知识观、世界观都有了一定的提高,我非常感谢该公司给我这次机会,让我得到充分的锻炼与学习。
我大致介绍下我在该公司的实习情况:首先,刚上班时,我们部门老大杨宗文科长,他不会马上给你安排案子做,而是先向我简单介绍下公司部门运作情况,然后给我看一些公司以前的生产图纸、产品,让我从中慢慢了解熟悉公司的生产情况,接着给我一些工程师绘图基本规范和工程师手册,让我学习了解作为一个工程师应该具备哪些素质和技术!然后,杨科长安排肖超明大哥带我熟悉整个公司各个部门的情况,从一个产品(散热片)的选材到加工成型、包装等流程都做了一个详细的介绍,在此非常感谢。
我们一开始从散热片的第一步(铝挤)参观起,在铝挤加工过程中,我了解到铝挤分为铝锭—熔铸—铝圆棒—加热炉—挤压成型—拉直—裁锯—人工时效—转入下一工序剖沟。
虽然看是一个简单的挤型,但做起来还是相当的复杂,必须达到一定的规定要求。
接着参观了剖沟车间、CNC车间、线割车间、磨床车间、阳极车间等,在此,因涉及公司机密,不一一作详细介绍。
其次,我跟着王元喜、石正红等那些老大哥们,向他们学习如何绘图,以及在他们接手做案子时,看他们如何操作和一些注意的细节问题。
经过一些天的学习、请教和了解,我大致懂得了要做好一个优秀工程师不是一件简单事。
最后,经过一些天的实习,我对于整个公司的生产流程有了一定的了解,随着认识的逐渐深入,我也开始着手做了一些简单的案子,虽然刚开始只是一些报价的案子,在我们看来很简单,可是真正动起手来独立完成案子时,却觉得凡事不是想当然的那么容易,刚一开始就错了,比如,面对一个铝挤产品,当你转图报价时,你就得先注意这个产品的挤型和剖沟之间的关系,特别对于有耳朵的产品,剂型一定得高于剖沟3mm,而剖沟也得高于耳朵3mm,再者就是这个产品这样做能不能生产的问题,以及面对一个初次见的弹簧螺丝如何查代号的问题等等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录摘要 (1)前言................................................................................................................................. - 1 - 1、塑件的工艺分析.. (2)1.1塑件的成形工艺分析 (2)1.1.1塑件零件图 (2)1.1.2件材料特性 (3)1.2.3塑件材料成形性能 (4)1.2、塑件成形工艺参数确定 (4)2、模具的基本机构与模架选择 (6)2.1、模具的基本结构 (6)2.1.1确定成形方法 (6)2.1.2型腔布置 (6)2.1.3确定分型面 (6)2.1.4选择浇注系统 (7)2.1.5确定推出方式 (8)2.1.6侧向抽芯机构 (9)2.1.7选择成形设备 (9)2.2 选择模架 (10)2.2.1模架结构 (10)2.2.2模架安装尺寸校核 (10)3、模具结构、尺寸的设计计算 (11)3.1模具结构设计计算 (11)3.1.1 型腔结构 (11)3.1.2 型芯结构 (11)3.1.3斜导柱结构 (11)3.1.4模具的导向结构 (12)3.1.5结构强度计算 (13)3.2 模具成形尺寸设计计算 (13)3.2.1型腔径向尺寸 (13)3.2.2型腔深度尺寸 (14)3.2.3型芯径向尺寸 (15)3.2.4型芯高度尺寸 (15)3.3 模具加热、冷却系统计算 (15)3.3.1模具加热 (15)3.3.2模具冷却 (16)4、模具主要零件图及加工工艺规程 (17)4.1 模具定模板(中间板)零件图及加工工艺规程 (17)4.2模具侧滑块零件图及加工工艺规程 (18)4.3 模具动模板(型芯固定板)零件图及加工工艺规程 (19)5、模具总装图及模具的装配、试模 (20)5.1模具总装图及模具的装配 (20)5.1.1成形零件及浇注系统 (20)5.1.2推出系统零件 (21)5.1.3滑块及活动零件 (21)5.1.4导向机构 (21)5.1.5加热与冷却系统 (22)5.1.6模具外观 (22)5.2模具的安装试模 (22)5.2.1 试模前的准备 (22)5.2.2 模具的安装 (22)5.2.3试模 (23)5.2.4检验 (24)结束语 (25)致谢 (26)参考文献 (26)摘要注射成形是现在成形热塑件的主要方法,因此应用范围很广。
注射成形是把塑料原料放入料筒中经过加热熔化,使之成为高黏度的流体,用柱塞或螺杆作为加压工具,使熔体通过喷嘴以较高压力注入模具的型腔中,经过冷却、凝固阶段,而后从模具中脱出,成为塑料制品。
塑料注射成形工艺的最大特点是复制,能够复制出所需任意数量的可直接使用或稍作处理即可使用的制品,是一种适宜大批量生产的工艺。
虽然在设备上投入较大,但是可以生产制品的数量非常大,实属一种经济快捷的生产方式,因此得到广泛的应用和快速的发展本文针对手机翻盖的结构工艺特点.分析了注射模结构的设计过程,采用热流道系统,提高了塑件表面质量及成型效率.并详细介绍了模具的工作过程。
关键词:注射模;手机翻盖;热流道;工作过程前言这应该算是大学阶段最后一次作业了吧——如果可以用作业来形容毕业论文的话。
一心想拼凑出一篇流光溢彩的经典之作,好为大学生涯画上一个神采飞扬的句号,写起来竟然很艰难。
模具是一种技术密集、资金密集型产品,在我国国民经济巾的地位也非常重要。
模具工业已被我国正式确定为基础产业,并在“十五”中列为重点扶持产业。
由于新技术、新材料、新工艺的不断发展,促使模具技术不断进步,对人才的知识、能力、素质的要求也在不断提高。
采用热流道技术的模具可提高制件的生产率和质量,并能大幅度节省塑料制件的原材料和节约能源,所以广泛应用这项技术是塑料模具的一大变革。
设计的目的及意义:(1)培养学生综合运用所学基础课、技术基础和专业课,分析和解决工程技术问题的独立工作能力;(2)巩固、深化和扩大学习所基本理论、基本知识和基本技能;(3)是学生受到综合产品设计的能力的综合训练,例如,产品设计的一般程序和方法、产品系统设计以及产品的开发设计等产品设计的全过程,并以此为核心,对产品设计过程中所涉及的设计理论以及美学和工学基础、设计表达和计算机辅助设计的相关知识和内容作全面系统的训练,同时不断总结提高撰写论文和设计说明书的能力等等;(4)参与社会生产和学校科研工作、实验室建设,为现代建设做出贡献;(5)培养学生的创新能力和团队精神,树立良好的学术思想和工作作风。
模具市场的总体趋热是平稳向上的,在未来的模具市场中,塑料模具的发展速度将高于其它模具,在模具行业中的比例将逐步提高。
随着塑料工业的不断发展,对塑料模具提出越来越高的要求是正常的,因此,精密、大型、复杂、长寿命塑料模具的发展将高于总量发展速度。
让我们共同努力,为不断提升模具制造水平,振兴我国装备制造业,为实现把我国建设成为制造业强国的宏伟目标而奋斗。
1、塑件的工艺分析1.1塑件的成形工艺分析1.1.1塑件零件图如图1所示:图 1产品名称:手机翻盖产品材料:PC+ABS PC:ABS=30:70产品数量:较大批量生产塑件尺寸:86 mm×43 mm如图所示塑件质量:10g塑件颜色:银灰色塑件要求:外表面质量要求较高,要尽量减少熔接痕、气泡、银丝、缩孔或其他塑料缺陷,另外塑件尺寸精度也要求较高,以满足和其他手机零部件的配合要求。
1.1.2塑件材料特性(1)PC塑料PC是聚炭酸酯的简称,聚碳酸酯的英文是Polycarbonate,简称PC工程塑料,聚碳酸酯是在分子链中含有碳酸酯的一类高分子化合物的总称,透明度达90%,被誉为透明金属,密度1.02~1.05g/cm3,是一种性能优良的热塑性工程塑料.PC材料其实就是我们所说的工程塑料中的一种,作为被世界范围内广泛使用的材料.PC有着其自身的特性和优缺点,PC是一种综合性能优良的非晶型热塑性树脂,具有优异的电绝缘性、延伸性、尺寸稳定性及耐化学腐蚀性,较高的强度、耐热性和耐寒性;良好的绝缘性及耐热性和无毒性.还具有自熄、阻燃、无毒、可着色、韧而刚、抗冲击性在热塑性塑料中名列前茅,成形零件可达到很好的尺寸精度并在很宽的温度范围内保持其尺寸的稳定性。
缺点是耐疲劳强度较差,成形后塑件的内应力较大,容易开裂。
(2)ABS塑料ABS塑料的英文名称:Acrylonitrile Butadiene Styrene 。
ABS树脂是丙烯腈(A)、丁二烯(B)和苯乙烯(S)三种单体的共聚物所组成,ABS材料是一种工程塑料。
ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。
从形态上看,ABS是非结晶性材料。
三中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。
ABS的特性主要取决于三种单体的比率以及两相中的分子结构。
这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上百种不同品质的ABS材料。
这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
特点:1、综合性能较好,冲击强度较高,化学稳定性,电性能良好。
2、与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理。
3、有高抗冲、高耐热、阻燃、增强、透明等级别。
4、流动性比HIPS差一点,比PMMA、PC等好,柔韧性好。
1.2.3塑件材料成形性能(1)PC塑料成形收缩率很定为0.5%~0.8%。
虽然吸水性小,但高温时对水分比较敏感,会出现银丝、气泡及强度下将现象,所以加工前必须干燥处理,而且最好采用真空干燥法;熔融温度高,熔体黏度大,流动性差,所以成形时要求有较高的温度和压力;熔体黏度对温度十分敏感,一般用提高温度的方法来增加熔融塑料的流动性。
用途:适于制作仪表小零件、绝缘透明件和耐冲击零件。
(2)ABS塑料1、无定形料,流动性中等,吸湿大,必须充分干燥,表面要求光泽的塑件须长时间预热干燥80-90度,3小时。
2、宜取高料温,高模温,但料温过高易分解(分解温度为>270度).对精度较高的塑件,模温宜取50-60度,对高光泽.耐热塑件,模温宜取60-80度.3、如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法。
4、如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,需对模具及时进行清理,同时模具表面需增加排气位置。
用途:适于制作一般机械零件,减磨耐磨零件,传动零件和电讯零件综上所述,PC+ABS的强度方面又兼具了一些PC的特性是因为这种材料既具有PC树脂的优良耐热耐候性、尺寸稳定性和耐冲击性能,又具有ABS树脂优良的加工流动性。
所以应用在薄壁及复杂形状制品,能保持其优异的性能,以及保持塑料与一种酯组成的材料的成型性。
该PC/ABS塑料合金材料的综合性能较好,特别具有优良的耐热性能、冲击性能、低温冲击性能和阻燃性。
主要应用于通讯器材、家用电器、汽车、电脑及外设部件。
1.2、塑件成形工艺参数确定查(塑料模具设计与制造)手册得到PC+ABS塑料的成形工艺参数:密度:1.02~1.05g/cm3;收缩率:0.4%~0.8%;预热温度:80 ℃~85 ℃预热时间:2~3h模具温度:50℃~100℃喷嘴温度:250℃~300℃料筒温度:前段温度:200℃~220℃中段温度:220℃~240℃后段温度:190℃~200℃注射压力:130~180MPa注射机类型:螺杆式螺杆转速:40~80次/min保压压力:50~60MPa喷嘴形式:直接接触式注射时间:0—5S保压时间:20—60S冷却时间:15—50S成形时间:40—120S2、模具的基本结构与模架选择2.1、模具的基本结构2.1.1、确定成形方法塑件采用注射成形法生产。
此塑件外形尺寸小,结构复杂,需多个抽芯结构。
另外塑件对外观质量要求较高,而所用的材料流动性较差,注射压力应保证充分,因此采用1 模1腔的模具结构,且使用热流道浇注系统。
2.1.2、型腔布置为了节省成本和减小加工难度,成型零件的型腔和型芯均采用整体嵌入式的结构。
对于产品周边的内凹搭扣和转轴孔,需要设计斜导柱抽芯机构来满足成型要求。
对于转轴下面的由内向外凹的结构,可以采用斜滑块内抽芯机构来解决。
所以模具采用一模一腔。
2.1.3确定分型面选择分型面时的考虑方向:〈1〉塑件开模后留在动模上〈2〉分型面的痕迹不影响塑件的外观〈3〉浇注系统和浇口的合理安排〈4〉推杆的痕迹不露在塑件的外观上〈5〉使塑件易于脱模根据以上的分型面选择的原则:塑件分型面的选择应保证塑件的质量要求,由于零件上有侧孔和侧凹,塑件外形尺寸小,结构复杂所以零件从塑件上的侧向分开,为此模具增加抽芯机构,需多个抽芯结构。