螺旋输送机绞龙叶片下料
螺旋输送机绞龙叶片下料
精心整理
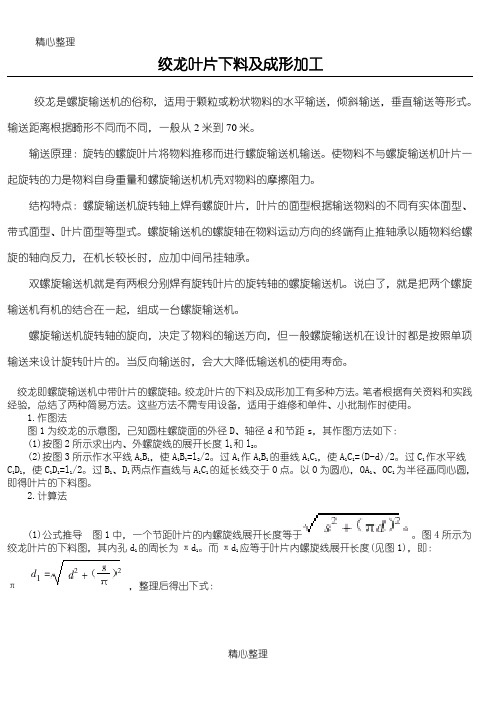
绞龙叶片下料及成形加工
绞龙是螺旋输送机的俗称,适用于颗粒或粉状物料的水平输送,倾斜输送,垂直输送等形式。
输送距离根据畸形不同而不同,一般从2米到70米。
输送原理:旋转的螺旋叶片将物料推移而进行螺旋输送机输送。
使物料不与螺旋输送机叶片一起旋转的力是物料自身重量和螺旋输送机机壳对物料的摩擦阻力。
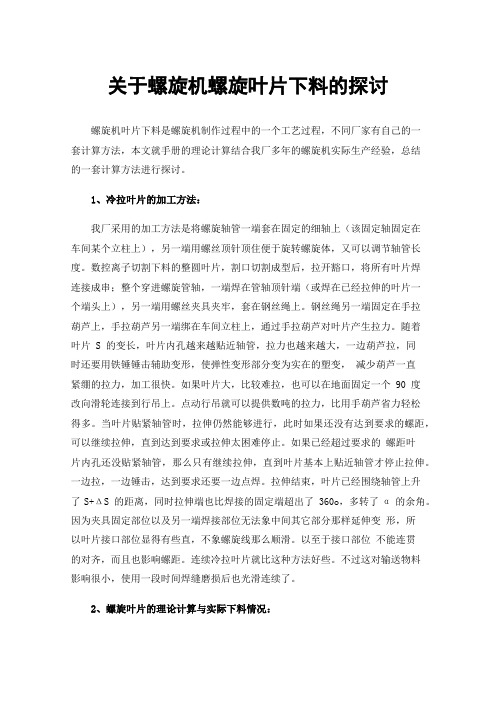
1.作图法
图1 (1)按图2所示求出内、外螺旋线的展开长度l 1和l 2。
(2)按图3所示作水平线A 1B 1,使A 1B 1=l 2/2。
过A 1作A 1B 1的垂线A 1C 1,使A 1C 1=(D-d)/2。
过C 1作水平线C 1D 1,使C 1D 1=l 1/2。
过B 1、D 1两点作直线与A 1C 1的延长线交于O 点。
以O 为圆心,OA 1、OC 1为半径画同心圆,即得叶片的下料图。
2.计算法
(1)公式推导图1中,一个节距叶片的内螺旋线展开长度等于。
图4所示为绞龙叶片的下料图,其内孔d1的周长为πd1。
而πd1应等于叶片内螺旋线展开长度(见图1),即:
π,整理后得出下式:
(1)
叶片下料外径
根据(1)、(2)
(2)举例=3mm,求
由(1)74.4mm
由(2)
3.
叶片成形装置如图51、拉伸夹具3
片按图43固定,最后拉动手拉葫芦4,在成形过程中要用锤子敲打叶片,迫使叶片成形,减小回弹。
利用这种方法加工既简单又方便。
精心整理。
螺旋叶片的3种下料方法
螺旋叶片的3种下料方法
何剑会
【期刊名称】《设备管理与维修》
【年(卷),期】2013(000)010
【摘要】在螺旋叶片的制作方法中,无论是模具压型法、拉伸制作法还是卷制法,都需要预先绘制准确的下料展开图,在实际工作中经过多次验证和校对,总结出3种简便的下料方法。
已知:螺旋轴轴径φ=80mm,螺旋叶片的螺旋板宽
H=90mm,螺距P=250mm。
【总页数】1页(P68)
【作者】何剑会
【作者单位】冀中能源井矿集团新晶焦化公司石家庄市
【正文语种】中文
【相关文献】
1.自制螺旋叶片下料的实用计算新方法
2.螺旋叶片的下料及成形方法
3.螺旋输送机螺旋叶片下料方案选择及其简易加工方法
4.螺旋输送机螺旋叶片下料方案选择及
其简易加工方法5.螺旋叶片的下料及加工方法
因版权原因,仅展示原文概要,查看原文内容请购买。
螺旋输送机螺旋叶片下料方案选择及其简易加工方法
螺旋输送机螺旋叶片下料方案选择及其简易加工方法
李萍;薛天跃
【期刊名称】《机械制造文摘:焊接分册》
【年(卷),期】2004(000)006
【摘要】阐明了螺旋输送机螺旋叶片的几种下料方案,分析比较后得出选择哪种方案最佳,并介绍了其简易加工方法.
【总页数】3页(P45-46,48)
【作者】李萍;薛天跃
【作者单位】太原科技大学,山西,太原,030024;太原科技大学,山西,太原,030024【正文语种】中文
【中图分类】TD528+.9
【相关文献】
1.螺旋输送机螺旋叶片下料方案选择及其简易加工方法 [J], 李萍;薛天跃
2.试论螺旋输送机圆柱螺旋叶片简易制作工艺及安装方法 [J], 郭在云
3.螺旋输送机螺旋叶片的耐磨堆焊探究 [J], 马甜甜;王秉钧
4.垂直螺旋输送机的螺旋叶片损伤模拟研究 [J], 陈志庭
5.螺旋叶片的下料及加工方法 [J], 吴淑芳
因版权原因,仅展示原文概要,查看原文内容请购买。
绞龙叶片下料计算公式
绞龙叶片下料计算公式绞龙叶片是一种常见的机械设备,广泛应用于工业生产中的搅拌、搅打等工艺过程中。
为了确保绞龙叶片的质量和效率,下料计算是非常重要的一步。
下面将介绍绞龙叶片下料计算的公式和相关内容。
一、绞龙叶片的结构和工作原理绞龙叶片由叶片和轴组成,叶片通过与轴的连接来完成搅拌工作。
叶片通常采用扁平形状,其长度和宽度会根据具体的工艺需求而确定。
绞龙叶片通过旋转运动,将物料进行混合、搅拌,达到均匀和高效的效果。
二、绞龙叶片下料计算公式1. 叶片长度计算公式绞龙叶片的长度需要根据实际工艺要求来确定。
一般情况下,叶片长度与绞龙的直径成正比。
可以使用下面的公式来计算叶片长度:叶片长度 = 绞龙直径× 叶片长度系数2. 叶片宽度计算公式绞龙叶片的宽度也需要根据实际工艺要求来确定。
一般情况下,叶片宽度与叶片长度成正比。
可以使用下面的公式来计算叶片宽度:叶片宽度 = 叶片长度× 叶片宽度系数3. 叶片数量计算公式绞龙叶片的数量直接影响到搅拌效果和工艺效率。
一般情况下,叶片数量与绞龙的直径和宽度有关。
可以使用下面的公式来计算叶片数量:叶片数量 = (绞龙直径× π) / 叶片间距三、绞龙叶片下料计算实例假设需要制作一台直径为1米的绞龙,根据工艺要求,叶片长度系数为1.5,叶片宽度系数为0.8,叶片间距为10厘米。
1. 计算叶片长度:叶片长度 = 1米× 1.5 = 1.5米2. 计算叶片宽度:叶片宽度 = 1.5米× 0.8 = 1.2米3. 计算叶片数量:叶片数量 = (1米× π) / 0.1米≈ 3.14 / 0.1 ≈ 31.4片根据上述计算,可以确定制作这台绞龙时,需要使用长度为 1.5米、宽度为1.2米的叶片,并且需要安装大约31.4片叶片。
四、绞龙叶片下料计算注意事项1. 绞龙叶片下料计算需要根据具体工艺要求进行,不同工艺可能需要不同的叶片长度、宽度和数量。
关于螺旋机螺旋叶片下料的探讨
关于螺旋机螺旋叶片下料的探讨螺旋机叶片下料是螺旋机制作过程中的一个工艺过程,不同厂家有自己的一套计算方法,本文就手册的理论计算结合我厂多年的螺旋机实际生产经验,总结的一套计算方法进行探讨。
1、冷拉叶片的加工方法:我厂采用的加工方法是将螺旋轴管一端套在固定的细轴上(该固定轴固定在车间某个立柱上),另一端用螺丝顶针顶住便于旋转螺旋体,又可以调节轴管长度。
数控离子切割下料的整圆叶片,割口切割成型后,拉开豁口,将所有叶片焊连接成串;整个穿进螺旋管轴,一端焊在管轴顶针端(或焊在已经拉伸的叶片一个端头上),另一端用螺丝夹具夹牢,套在钢丝绳上。
钢丝绳另一端固定在手拉葫芦上,手拉葫芦另一端绑在车间立柱上,通过手拉葫芦对叶片产生拉力。
随着叶片 S 的变长,叶片内孔越来越贴近轴管,拉力也越来越大,一边葫芦拉,同时还要用铁锤锤击辅助变形,使弹性变形部分变为实在的塑变,减少葫芦一直紧绷的拉力,加工很快。
如果叶片大,比较难拉,也可以在地面固定一个 90 度改向滑轮连接到行吊上。
点动行吊就可以提供数吨的拉力,比用手葫芦省力轻松得多。
当叶片贴紧轴管时,拉伸仍然能够进行,此时如果还没有达到要求的螺距,可以继续拉伸,直到达到要求或拉伸太困难停止。
如果已经超过要求的螺距叶片内孔还没贴紧轴管,那么只有继续拉伸,直到叶片基本上贴近轴管才停止拉伸。
一边拉,一边锤击,达到要求还要一边点焊。
拉伸结束,叶片已经围绕轴管上升了S+ΔS 的距离,同时拉伸端也比焊接的固定端超出了 360o,多转了α的余角。
因为夹具固定部位以及另一端焊接部位无法象中间其它部分那样延伸变形,所以叶片接口部位显得有些直,不象螺旋线那么顺滑。
以至于接口部位不能连贯的对齐,而且也影响螺距。
连续冷拉叶片就比这种方法好些。
不过这对输送物料影响很小,使用一段时间焊缝磨损后也光滑连续了。
2、螺旋叶片的理论计算与实际下料情况:我厂在实际生产中实测下料叶片尺寸数据见下表:见表中λ=α/360,λ'=(l'-l)/l',δ=(l'-2πr')/2πr'内孔伸长率,γ=arctg(S/πd)内螺旋升角。
绞龙叶片下料计算及加工方法
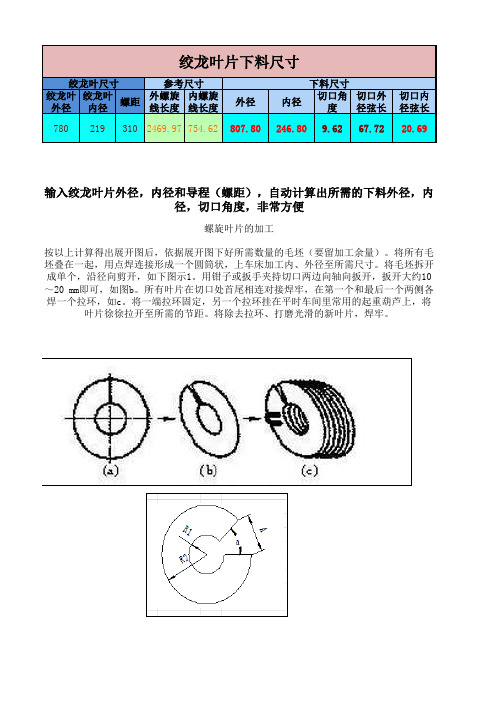
输入绞龙叶片外径,内径和导程(螺距),自动计算出所需的下料外径,内
径,切口角度,非常方便
螺旋叶片的加工
按以上计算得出展开图后,依据展开图下好所需数量的毛坯(要留加工余量)。
将所有毛坯叠在一起,用点焊连接形成一个圆筒状,上车床加工内、外径至所需尺寸。
将毛坯拆开成单个,沿径向剪开,如下图示1。
用钳子或扳手夹持切口两边向轴向扳开,扳开大约10~20 mm即可,如图b。
所有叶片在切口处首尾相连对接焊牢,在第一个和最后一个两侧各焊一个拉环,如c。
将一端拉环固定,另一个拉环挂在平时车间里常用的起重葫芦上,将叶片徐徐拉开至所需的节距。
将除去拉环、打磨光滑的新叶片,焊牢。
螺旋卸料 原理

螺旋卸料原理螺旋卸料是一种常见的物料输送方式,它基于螺旋输送机的原理,通过螺旋叶片的旋转来实现物料的卸料。
螺旋卸料广泛应用于建筑材料、化工、食品、冶金等行业,具有结构简单、运行稳定等特点。
螺旋卸料的原理是利用螺旋叶片的旋转来推动物料向前移动,从而实现物料的卸料。
螺旋卸料设备一般由电动机、减速器、螺旋叶片、轴承等组成。
当电动机启动后,通过减速器将电机的转速降低,然后传递给螺旋叶片。
螺旋叶片通过与物料接触,将物料推动向前移动,并将其卸出。
螺旋卸料的关键是螺旋叶片的设计和旋转方向。
螺旋叶片一般呈螺旋形状,可以根据物料的特性和输送距离来确定叶片的长度、直径和螺距等参数。
叶片的旋转方向取决于物料的输送要求,可以选择顺时针或逆时针旋转。
螺旋卸料的运行过程中,物料从进料口进入螺旋叶片的螺槽中,随着螺旋叶片的旋转,物料被推动向前移动。
当物料到达卸料口时,叶片的旋转将物料从卸料口排出。
整个过程中,螺旋叶片的旋转速度和进料量需要匹配,以保证物料的连续卸料。
螺旋卸料具有许多优点。
首先,螺旋卸料的结构简单,易于制造和维修。
其次,螺旋卸料具有较大的输送能力,可以满足不同物料输送的需求。
此外,螺旋卸料还可以实现物料的连续输送,提高工作效率,并且可以与其他设备进行配合使用,实现自动化生产。
然而,螺旋卸料也存在一些问题。
首先,螺旋叶片的旋转会产生一定的噪音和振动,可能会影响工作环境。
其次,螺旋卸料在输送粘性物料时容易堵塞,需要采取相应的措施来解决。
此外,由于螺旋叶片与物料的摩擦,可能会对物料造成一定的磨损。
在实际应用中,为了确保螺旋卸料的正常运行,需要定期对设备进行维护保养。
例如,清理螺旋叶片上的物料残留,检查轴承的润滑情况,调整螺距和叶片间隙等。
此外,还需要根据物料的特性和输送要求,选择合适的螺旋卸料设备,并合理安装和调试。
螺旋卸料是一种常用的物料输送方式,利用螺旋叶片的旋转来推动物料的卸料。
螺旋卸料具有结构简单、运行稳定等特点,广泛应用于各行各业。
绞龙叶片如何制作,左旋右旋怎么区分

绞龙叶片如何制作,左旋右旋怎么区分绞龙叶片的制作方法有三种,分别是模具压制法、液压拉伸法、挤压法。
以模具压制法为例,它属于铸造的一种,将要制作的螺旋叶片做一个模型,然后选好材料进行浇筑,最后得到绞龙成品。
这种方法的制作成本比较高,而且只适合于大批量的制作,因此该方法的应用不是很普遍。
一、绞龙叶片如何制作1、模具压制法:这种方法属于铸造的一种,首先将要制作的螺旋叶片做一个模型,然后选好材料进行浇筑,最后就可以得到成品。
由于制作成本比较高,而且只适合大批量制作,所以这种方法的应用不是很普遍。
2、液压拉伸法;首先计算好绞龙叶片的尺寸,用钢板下料得到一个圆环,然后在圆环上切割出一道缝,再用夹具加紧圆环的两个边,启动液压缸使圆环的两边上下分离。
将圆环拉到一定程度,用尺寸测量绞龙叶片的螺距,测量的螺距必须要大于实际的螺距,因为液压缸松开之后,钢板会有一定的收缩。
得到正确的螺距后,就可以做出绞龙叶片。
3、挤压法:这种方法很像模具压制,它属于改进型的压制法。
在做绞龙叶片之前,需要做一套尺寸和成品模具。
模具分为2个,形状和尺寸一样分别安置在压力机的上下部,然后将下好料的圆环放在模具上,启动压力机使上下模具压在一起,钢板会慢慢变形然后变成螺旋状的绞龙叶片。
二、左旋右旋怎么区分1、可以看斜齿圆柱的齿轮方向,但要注意必须沿着轴线的方向判断。
首先将齿轮的轴线坚立,头和轴线的方向必须保持一致,如果螺旋线的右边高,就表明是右旋,如果螺旋线左边高那就是左旋。
2、物理学有一种右手定则,左手定则的方法判断,但是这个方法容易记混。
其实还可以根据螺旋升角判定,首先螺栓竖直放置,观察螺纹牙型,左高右低的螺纹就是左旋,右高左低的螺纹就是右旋。
3、生活中常见的螺纹一般都是右旋螺纹,但是左旋螺纹在有些场合也起到了很重要的作用。
比如旋转方向需要防松的地方一般都是使用左旋螺纹,因为在顺时针旋转过程中,左旋会越用越紧,但如果使用右旋螺纹,可能在使用过程中会松脱。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺旋输送机绞龙叶片下
料
Document serial number【LGGKGB-LGG98YT-LGGT8CB-LGUT-
绞龙叶片下料及成形加工
绞龙是螺旋输送机的俗称,适用于颗粒或粉状物料的水平输送,倾斜输送,垂直输送等形式。
输送距离根据畸形不同而不同,一般从2米到70米。
输送原理:旋转的螺旋叶片将物料推移而进行螺旋输送机输送。
使物料不与螺旋输送机叶片一起旋转的力是物料自身重量和螺旋输送机机壳对物料的摩擦阻力。
结构特点:螺旋输送机旋转轴上焊有螺旋叶片,叶片的面型根据输送物料的不同有实体面型、带式面型、叶片面型等型式。
螺旋输送机的螺旋轴在物料运动方向的终端有止推轴承以随物料给螺旋的轴向反力,在机长较长时,应加中间吊挂轴承。
双螺旋输送机就是有两根分别焊有旋转叶片的旋转轴的螺旋输送机。
说白了,就是把两个螺旋输送机有机的结合在一起,组成一台螺旋输送机。
螺旋输送机旋转轴的旋向,决定了物料的输送方向,但一般螺旋输送机在设计时都是按照单项输送来设计旋转叶片的。
当反向输送时,会大大降低输送机的使用寿命。
绞龙即螺旋输送机中带叶片的螺旋轴。
绞龙叶片的下料及成形加工有多种方法。
笔者根据有关资料和实践经验,总结了两种简易方法。
这些方法不需专用设备,适用于维修和单件、小批制作时使用。
1.作图法
图1为绞龙的示意图,已知圆柱螺旋面的外径D、轴径d和节距s,其作图方法如下:
(1)按图2所示求出内、外螺旋线的展开长度l
1和l
2。
(2)按图3所示作水平线A
1B
1
,使A
1
B
1
=l
2
/2。
过A
1
作A
1
B
1
的垂线A
1
C
1
,使A
1
C
1
=(D-d)/2。
过C
1
作
水平线C
1D
1
,使C
1
D
1
=l
1
/2。
过B
1
、D
1
两点作直线与A
1
C
1
的延长线交于O点。
以O为圆心,OA
1
、OC
1
为半径画同心圆,即得叶片的下料图。
2.计算法
(1)公式推导图1中,一个节距叶片的内螺旋线展开长度等于。
图
4所示为绞龙叶片的下料图,其内孔d
1的周长为πd
1。
而πd
1
应等于叶片内螺旋线展开长度(见图
1),即:π,整理后得出下式:
(1)
叶片下料外径D
1
按下式计算:
D 1=d
1
+D-d (2)
根据(1)、(2)式可计算出绞龙叶片的下料尺寸。
(2)举例某制药厂螺旋输送机绞龙外径
D=200mm,轴径d=57mm,节距s=150mm,叶片厚度δ=3mm,求绞龙叶片下料尺寸。
由(1)式可
求出d
1值74.4mm。
由(2)式可求出D
1
值,D
1
=d
1
+D-d=74.4+200-
57=217.4mm。
根据计算出的d
1和D
1
尺寸即可下料。
3.叶片的成形加工笔者根据生
产实践总结出手拉葫芦成形法。
这种方法只需一个手拉葫芦和一些简单的夹具即可。
叶片成形装置如图5所示,心轴6、固定夹具1与底盘5焊接,底盘与侧梁用螺栓固定,便于拆装,固定夹具1、拉伸夹具3上需装夹紧螺钉,以便于固定叶片,使叶片在成形过程中不摆动、不打滑。
心轴直径比绞龙轴径要小,叶片拉长节距比要求节距要大,具体尺寸与板厚、叶片外径、内径以及材料有关。
操作时,把几个叶片按图4所示断开,相邻叶片沿切口焊接到一起,套到心轴6上,使叶片两端与固定夹具1和拉伸夹具3固定,最后拉动手拉葫芦4,在成形过程中要用锤子敲打叶片,迫使叶片成形,减小回弹。
利用这种方法加工既简单又方便。