涟钢半无头轧制技术应用研究新进展
薄板坯连铸连轧(9)—涟钢CSP
薄板坯连铸连轧(9)—涟钢CSP 2006-12-19涟钢热轧薄板坯连铸连轧生产线从德国西马克-德马克公司引进,为第2代CSP工艺技术,均热炉采用布里克蒙(Bricmont)技术。
第1流于2004年2月5日全线一次热试车投产,第2流于同年6月1日正式投产,2004年9月份当月产量达16.74万t,折合年产量超过200万t。
2005年3月产量接近22.9万t,年产量超过270万t。
并在该生产线上开发了集装箱板、汽车大梁板、冷轧用热轧板卷(如SPHC、08Al)等钢种。
涟钢CSP流程装备与技术特性1. CSP整体工艺流程涟钢CSP生产线的主要工艺流程如下:涟钢的CSP工艺流程具有如下特点:(1)涟钢的CSP生产线不是完全独立的生产线,6座高炉铁水为2个转炉厂提供铁水,而3×100t转炉厂既为CSP提供钢水又为小方坯提供钢水。
(2)CSP流程中没有铁水预处理和真空处理设施与工序。
涟钢CSP生产线主要产品为:SPHC、SPAH、16MnL、Q345D、Q345B、Q235B、SS400、08Al、Q195等钢种。
2. 转炉炼钢与钢包精炼炉CSP钢水冶炼系统配备有900t混铁炉,3×100t顶底复吹转炉,车间内配有2机8流小方坯连铸机。
3座转炉同时为CSP和小方坯连铸机提供钢水。
转炉配备在线快速测氧装置,冶炼周期在30~35min之间,采用溅渣护炉工艺,出钢采用塞棒挡渣操作。
公称容量100t的钢包精炼炉3座,采取双工位回转台形式。
变压器容量18000kVA,电极直径为Φ700mm,最大升温速率为4.5℃/min。
平均精炼时间40min(不包括吹Ar时间),3座LF可满足2台CSP最大生产能力的需要。
3. 连铸机2台立弯式连铸机,弧形半径为3250mm,流间距26m。
铸坯导向段长度为9705mm。
中间包升降行程为600mm,钢包升降行程1000mm。
中间包容量为36t,液面高度为1050mm。
分析轧钢新技术及其品种研发进展

分析轧钢新技术及其品种研发进展
丁振梅 武艳 国
( 凌源钢铁集团有限责任公司 。辽 宁 朝阳 1 2 2 5 0 0)
【 摘 要】 我 国钢铁 行业在最近几年一直处 于水深 火热之 中,
无头连铸连轧技术在 2 0 0 9年被研发使用 , 这种技术所需生产线 简短 ,投入成本少 ,并且能够大大缩小钢材各个阶段的连续生产时 间,适合于较薄钢板的生产 。采用该技术能够在更大程度上提高成 材率 ,降低能源消耗率 。 2 . 2 . 2 半无头轧制技术 这种技术是 由德 国研发 出来的 ,其工作原理是 :先在连轧线上 生产 出较长的薄板钢坯, 精轧后再进行剪切, 在精轧机组 中钢坯依然 是原长度并不是完全无头 ,所 以称为半无头连轧 。这种技术适合于 生产较薄的带钢, 能提高带钢的产出率 ,降低带钢生产 中废损率 。 2 . 2 . 3异步轧制技术 异步轧制是指轧带 4 机的两个辊轴轧转速度不 同的轧制方法, 其
1 前 言
钢铁工业是我 国最重要 的第二产业 ,支撑着国 民经济的发展, 对 经济总量的贡献不容忽视 。现代工业 建设 离不开 钢铁产品,我 国 逐渐实现现代化 ,钢铁工业 的迅速发展 功不 可没。但是,随着钢铁 工业生产 能力的快速增加 ,一些 问题 也逐渐 显现出来:产品质量有 待提高 : 产业 调整慢于预期 : 环境 问题 以及 能源的紧缩对于钢铁业 的 持续发展 不利 : 产业创新有待增加 。 我国经济处于转型期 ,由粗放型 向集约型发展,对于产业结构进行剧烈 调整 ,产耗 低污染大的钢铁 行业首当其冲,并且其他钢铁产 品需求较大 的行业 的调整 ,如房地 产 业调控 、 基建施工减少等不利 因素也加剧 了钢 铁行业的严峻形式 。 在 这种情 况下, 除了要做好保障原材料 的供给 、 保 证销售 链条信息畅 等基础工作之外, 必须要依靠发展新工艺, 调 整产品结构,加大新 品 种研发的力度等方式来带动钢铁行业 走出 目前的困境,促进未来的
无头轧制技术的发展及展望

无头轧制技术的发展及展望上世纪60年代以前,传统生产钢材方法是先将钢水模铸成大型钢锭,经加热、轧制成坯,钢坯经冷却、清整后再加热,轧成用户所需断面的成品钢材。
近40多年来经历了三次飞跃式发展:一是将模铸改为连铸,取消开坯机;二是由一般连铸改为近终形连铸,减少加热、轧制次数;无头轧制技术是钢铁加工流程的第三次飞跃,即钢材生产不再是单块的、间隙性的,而是连续进行轧制,然后根据用户需求剪切成所需长度或卷重。
无头轧制的好处是:1.钢材全长以恒定速度进行轧制,生产率有较大提高;2.因对钢材全长施加恒定张力,使钢材断面形状波动减少,钢材质量改善,这点对热轧扁平材生产特别重要;3.由于成品长度不受限制,根据交货状态要求剪切,成品率显著提高;4.由于轧材运行稳定性提高,对热轧带钢来说,有利于生产薄规格带钢;5.和单块轧制不同,钢品啮入次数减少,减小对轧辊冲击,有利于提高轧辊寿命。
在施行无头轧制技术中分扁平材和长材两类,其中又有无头轧制和半无头轧制的区别;就技术类型来说分为焊接型和铸轧型两种,将分别叙述于后。
扁平材的无头轧制1.在传统热连轧带钢机上无头轧制。
第一台全连续无头轧制热连轧带钢机是1996年在日本JFE公司千叶厂投用的。
它的轧机组成是:粗轧机架3台,精轧机架7台,辊身长2030mm,设计最高轧速为25m/s,年产能力为540万t。
连铸坯经加热在粗轧机架轧成最大厚度为50mm中间带坯进人热卷箱,在热卷箱后设有中间带坯剪断机,将带坯头剪平,以便于后面的焊接设备(用对接压合法电磁感应焊接)进行焊接,焊接后的带坯经过带坯边部加热器使带坯温度均匀,然后送入精轧机架轧成所需带钢厚度,由于中间带坯头尾已经焊接,从理论上来讲是可以无限长的,故称为无头轧制。
轧机后卷取机前设有高速带钢剪断机,将高速前进的带钢(最大1200m/min)切断分卷。
在千叶厂3号轧机全连续无头轧制取得成功经验后,日本新日铁公司和韩国浦项公司分别将其大分厂和光阳厂热连轧带钢机改造成能无头轧制的全连续热轧带钢机。
半无头轧制的关键技术和制备
r . kg 。1 mg ik—s e dfyngs e hg —s ed p e li h a ih g e
plt fo q ime t AJ c i r ae lw e up n ; C o l e
1 半 无 头轧 制 工 艺
薄 板 坯连 铸连轧 工艺 的重 要特 点是成 品规格 尺 寸 薄。 国外 9 代 初建 成 的薄板 坯 连 铸连 轧 0年
生 产 线 的 产品 规 格 多 为 1 7 1 .rm 随 着 市 . ~ 27 a 场需 求 的变 化和生 产技 术的 不断进 步,热 轧带卷
速 度 叉受到 穿带速 度的 限制 。 目前最高 的穿带 速 度 己达 1 m/, 如 果速 度 过高 则 造 成 穿 带 困 难 , 2 s 在这 种情 况下 只有采 取低 速穿带 升速 轧制 。
为此 ,提 出了一种新工艺 ,即半无头 轧制 工艺 。 热轧 生产 中成品 的终 轧温 度是一 项决 定 产品
质 量 的重 要 工艺 参数 。对 于薄 规格 产品 ,厚度 越
前 , 轧机辊缝 动 态打开 ,并 降 低出 口速 度 ,最 后
一
卷 的尾 部 厚 度 变 成 i2 m,完 成半 无头 轧 制 .r a
过 程 。第 1 半 无 头 轧制 生 产 线于 1 9 条 9 6年 3月 在 日本 川崎 制 铁 的 千 叶厂 3 线 投 入 生产 , 并 且 ‘
薄 ,在轧制过 程 的温 降越大 ,要 保证 合格 的终 轧 温 度 ,必 须减少 在轧 制过 程 中的温 降 ,可行 的方 法 只 有 提 高 轧制 速 度 计 算 表 明, 对 于 厚 度 为
由于 薄板坯 连 铸连轧 工艺 采用较 长的辊 底 式
炉 , 坯料 长度 可以很 长 ,将长 坯一 次进入 加热 炉
“半无头轧制”技术
“半无头轧制”技术
刘立文
【期刊名称】《湖南冶金》
【年(卷),期】2004(32)1
【摘要】系统地概述了"半无头轧制"技术的控制过程,重点论述了"快速变规格"轧
制时各机架辊缝变化过程、各机架轧制速度变化过程及机架间张力恒定的控制过程。
【总页数】4页(P29-32)
【关键词】“半无头轧制”;快速变规格;张力恒定
【作者】刘立文
【作者单位】湖南华菱涟钢薄板有限公司
【正文语种】中文
【中图分类】TG333.71
【相关文献】
1.涟钢半无头轧制技术应用研究新进展 [J], 刘旭辉;吴浩鸿;成小军
2.半无头轧制技术实践与应用 [J], 范志业
3.华菱涟钢半无头轧制技术达国际领先水平 [J],
4.无头轧制和半无头轧制技术简析 [J],
5.CSP生产线半无头轧制技术研究与应用 [J], 刘旭辉;成小军;吴浩鸿;刘震宇;吴迪因版权原因,仅展示原文概要,查看原文内容请购买。
冶金轧钢生产新技术分析
冶金轧钢生产新技术分析在目前工业产业结构中,冶金轧钢生产属于十分重要的内容及组成部分,在整个工业产业中占据重要地位。
在冶金轧钢生产过程中,为能够使生产效率及生产质量得以有效提升,需要对相关新技术进行合理应用,促使冶金轧钢生产能够更好满足实际需求。
本文就冶金轧钢生产新技术进行分析,从而为更好进行冶金轧钢生产提供更好的技术支持,实现冶金轧钢生产产业的更好发展。
标签:冶金轧钢;生产技术;新技术随着目前社会不断快速发展,社会上对于钢铁材料也有着越来越大的需求,因而更好进行冶金轧钢生产,提升生产效率也就十分必要。
在冶金轧钢生产过程中,生产技术对于生产效率及生产质量有着直接影响,因而对相关新技术及新方法进行应用也就十分必要。
作为冶金轧钢生产技术人员,应当对相关新技术充分掌握,从而对新技术进行合理应用,促使冶金轧钢生产能够得到更理想的效果,使实际生产需求能够得到更好的满足。
1 冶金軋钢生产节能降耗新技术在冶金轧钢实际生产过程中,所产生的能耗所包括的主要有燃料能耗、设备能耗以及氧化受损等方面。
在轧钢生产的各个工序中,所涉及到的影响因素比较多,节能降耗技术实际应用也比较广泛,下面具体进行分析。
1.1 加热蓄热节能炉技术这一技术主要就是指在轧钢加热炉中对蓄热燃烧技术进行利用,属于比较先进的一种燃烧技术,该技术在实际应用过程中主要实现两个方面突破。
第一,其蓄热体选择陶瓷质蓄热体,这种蓄热体具有较高的传热效率,可使蓄热室体积得以减小。
第二,对换向设备进行重新改造,使控制技术水平得以有效提升。
对于新型蓄热室而言,其能够使烟气排出稳定降低100℃,其热效率能够达到70%。
新型蓄热炉技术在实际应用过程中能够对烟气中热量进行最大程度回收,所产生的热量损失比较少,可使加热炉产量得以有效提升,使燃料成本得以减少,还能够使二氧化氮及二氧化碳排放量得以减少,使污染降低,在实际生产中能够对周围自然环境进行较好保护。
1.2 炉内绝热技术及涂料技术这一技术属于加热炉内部技术,在该技术实际应用过程中,其炉内窑衬选择高铝及莫来石材质进行耐火浇铸,高性能防烧结料圈的开发已经成为必然发展趋势。
半无头轧制技术在超薄热带生产线上的应用
半无头轧制技术在超薄热带生产线上的应用韩旭光(唐山钢铁股份有限公司热轧薄板厂,河北唐山 063016)摘要:本文简单介绍了唐钢连铸连轧超薄热带生产线采用的半无头轧制技术及其相关的设备、功能。
关键词:薄板坯连铸连轧;超薄带钢;半无头轧制;FGC1.前言半无头轧制技术是轧钢领域的前沿技术,尤其是在薄板坯连铸连轧生产线上的应用,尚处于开发阶段,其技术、设备及生产组织协调等方面都不是十分成熟。
唐钢薄板坯连铸连轧生产线上,为生产超薄带钢而采用了此项技术。
2.半无头轧制的优点半无头轧制技术主要应用于超薄带钢生产,它的主要优点如下:①因为保持高速轧制,轧机生产效率大大提高。
②机架间带钢张力可以保持稳定,使带钢厚度及平直度偏差减至最小。
③因为解决了超薄带钢直接穿带及甩尾困难的问题,从而使薄带钢的生产趋于稳定可靠。
④减少了单块轧制时因带钢头尾形状不良所带来的废品量,提高了产品质量及成材率。
⑤由于采用两台地下卷取机经高速飞剪分卷后分别卷取的方法,故在生产节奏允许的情况下,可实现小吨位钢卷的分卷轧制,既满足市场需求,又不影响轧机生产能力。
3.半无头轧制工艺方案单块轧制时1.5mm以上厚度的带钢头部直接穿带安全性较大,虽然1.0~1.5mm的产品单块轧制有生产业绩,但随着厚度的减薄,穿带的安全性将会降低,尤其是1.0~1.2mm的带钢,其单块轧制时的难度很大,1.0mm以下的薄带钢很难穿带,必须采用半无头轧制。
从以上分析可见,为了发挥半无头轧制工艺的优势,对于1.0~1.5mm(尤其是1.0~1.2mm)厚的产品应考虑采用减薄提速的半无头轧制工艺(1.5mm以上的产品采用半无头轧制的主要目的是提高轧机生产能力),对不同厚度(0.8~1.5mm之间)的薄带钢采取不同头部穿带厚度。
这样几种规格同时生产的组合将变得可能。
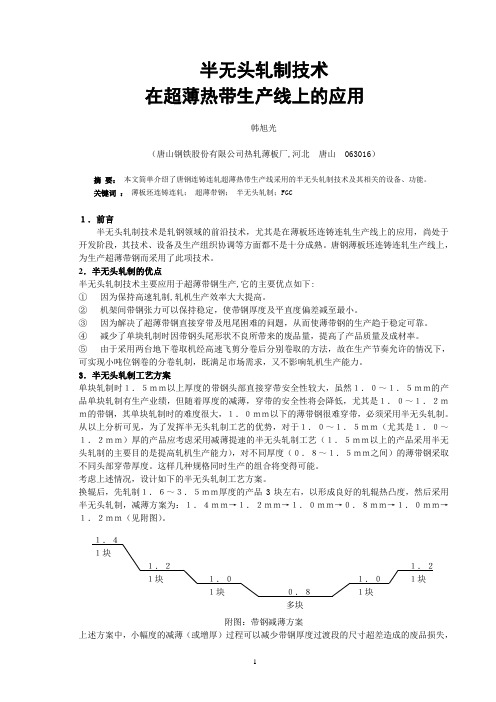
考虑上述情况,设计如下的半无头轧制工艺方案。
换辊后,先轧制1.6~3.5mm厚度的产品3块左右,以形成良好的轧辊热凸度,然后采用半无头轧制,减薄方案为:1.4mm→1.2mm→1.0mm→0.8mm→1.0mm→1.2mm(见附图)。
我国轧制技术新进展

总院正在结合首钢、 迁钢和京唐钢铁厂的热轧带 钢生产 线 进 行 组 织 性 能 预 报 技 术 应 用 研 究 。另
柔性轧制技术是通过设计合理的成分和采用 控轧控冷的技术 , 实现“ 一钢多能” 的 目的。目前 该技术 已在邯钢和梅钢得到成熟应用 , 针对钢铁 制品订单的多品种化和小批量生产化 , 有效的提 高了生产效率 , 缩短交货周期 、 降低生产成本。近 年来 , 柔性轧制技术在钢铁轧制工艺领 域中发展
4 0・
要, 轧钢装备现代化和国产化工作取得重大突破 , 各项轧钢生产技术经济指标进一步提高 , 轧钢核
心技术 自主创新 出现 了可喜进展 。特别是在无
头、 半 无 头轧制 技术 , 柔性化 轧制 生产与 超快冷技 术, 在 线 与离线 热处 理生 产技术 , 钢材组 织性 能在
线预报与控制技术上 , 我国取得了较大发展 , 部分
的冲击 , 本系统中借助于 P L C实现开 1 3 机速度的 S曲线 变化 。使 用 S曲线 可 以让 开 口机 在 加 、 减
速过程中速度变化平滑, s曲线设计如图4 所示。
能完善 , 运行安全可靠。 b . S曲线速度给定使用电液比例阀能够控制 开 口机平滑运行 , 减少机械冲击 , 大大提高操作人 员的简易性 。触摸屏上显示 了开 口机位置 , 速度 ( 给定速度、 实际速度 ) 、 系统状态等, 方便操作人 员操 作和 观察 。
2 任占海 .冶金液压 设备 及其维轧制 技术 新进 展
近几 年 , 我 国轧 钢生产 技术取 得 了较 大进步 ,
很快 , 使 轧钢 生产具有很 大 的灵活性 。
钢材 品种 结构 调整基 本满 足 了国民经济 发展 的需
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
稳定可靠 , 可生产 08— .m . 15 m的超薄带材 , 还可增加薄带钢的宽度。机架间的张力保持
涟 钢 自开始 半无 头轧 制技 术 的调试 工作
以来 , 针对 F C工艺控制 、 G 张力和速度控制 、
恒定 , 使带钢厚度及平直度偏差减至最小, 产 品板 形 尺寸 好 ; 利 于 润 滑 轧 制 和 大压 下 量 有
半无头轧制采用较长尺寸铸坯 ( 铸坯长 度为 6 29 , O一 6 m) 板坯温度 的均匀性对保证 整个 良好的板形和通卷性能稳定至关重要。 但 由于炉内混合煤气热值和压力不稳定 以及
制相 比, 在半无头轧制 中更 能突显 出辊缝润 滑的重要性 , 半无头轧制技术与辊缝润滑的
联合使用能进一步体现出半无头轧制技术的 优势 。
改, 这样 , A、 在 B两线 同时生 产 时 , A线 生 产 半无 头 轧制所 需 的长坯 、 生 产短 坯 , 现 B线 实 了半无 头轧 制 与单坯 轧制 的 自由切换 , 同时 , 解 决 了半无 头轧 制时 炉号不 能 匹配 的问题 。
2 2 解 决超 长 尺寸铸 坯温 度均 匀性 问题 .
在半无头轧制调试初期 , 经常 出现在理
想 的半无 头 轧 制 时机 却 没有 长 坯计 划 , 者 或
总之, 半无头轧制技术是一项要求轧制 工艺 、 机械设备和 电气控制等高度集成 的复
出现因长坯的产生时机不合适将 连铸机 “ 憋 死” 的情 况 , 切 需 要增 加 半 无 头 轧 制 计 划 迫
涟钢半无头轧 制技 术的应用情况。
1 概 述
薄板坯连铸 连轧经过 近二十年 的发展 , 针 对 普通单坯 轧 制 的冶 金原 理 、 织性 能 控制 、 组
杂 的针 对 薄 规 格 产 品 实 现 半 连 续 生 产 的 技 术, 在产 品规 格 上 可 以 填 补 热轧 超 薄 宽 带 钢 领域 的空 缺 , 内外学 者 和钢 铁 生 产 企 业 均 国 在对 其进 行深 入研 究 。
・
பைடு நூலகம்
l・
图 1 涟钢半无头轧制工艺布置示意图
的 自由度 。通 过对 原 系统 的 深 人 分 析 , 加 增 了L 2与 L 3之 间 的实 时通 讯 接 口, 过 修 改 通
在对 均热 制度 进 行 优 化 后 , 无 头 轧 制 半
和优化 P I D 数据的通讯 以及处理程序 , 生产 人 员 可 以临时在 L 2中向 【 3发送 半无 头 的生 产计划 申请指令 ,3根据指令做 出计划更 L
目 前国内外学者和钢铁生产厂家针对普
通单 坯上 的辊 缝 润 滑研 究 和 应 用 较 多 , 鉴 但 于半 无头 轧制 技 术 的 应用 厂 家 较 少 , 无 头 半
涟钢半无头轧制技术应 用研 究新进 展
技术 中心
公 司 办
刘旭辉
成 小军
摘 要
吴浩鸿
本文 主要 介绍 了涟钢半无头轧制技术关 于生 产组织 模式 、 超长铸坯 温度均 匀性 、 辊缝 润 滑
与半无头轧制 的联合使 用 、 飞剪刀刃 间隙优化调整 以及 国产化 等方面 的探 索实践 及最新进 展 ,
时超长尺寸铸坯的纵向温度不均问题得到了 较好的控制 , 铸坯头尾温差一般都能控制在 3℃之内。优化前后的铸坯 出炉温度曲线见 0
图 2所示 。
2 3 半无头轧制与辊缝润滑技术的联合使用 . 半无 头轧 制时 带钢 与轧辊 在高 温下 的接 触 时间 明显加 长 , 对 轧 辊 的磨 损 和 热 凸 度 这 将会 产生 一定 的影 响 , 而会 影 响 到 带 钢 的 进 表 面质量 和 板形 质 量 。 因此 , 普 通 单 坯 轧 与
工艺技术以及产品大纲 的扩大化都有 了比较 系统和深入的研究 , 同时新的技术又不断被推 出, 其中, 作为第二代薄板坯连铸连轧生产线 核心技术之一的、 针对超薄热轧带钢生产的半
无头 轧制技 术 , 实 践 中取 得 了长 足 的进 步 。 在 已经初 步实现 了工业化生 产 。 半 无头 轧制 因 为解决 了薄带钢 头 部直 接 穿 带 时 的困难 问题 , 而 使 薄 带 钢 生 产 趋 于 从
制 中得 到应用 还有 很 多技术 问题 需 解决 。
飞剪和卷取控制等做 了大量探索工作 , 效果 比较 明显 , 能运 用 半 无 头 轧制 技 术 对 超 薄 已 规格产品 ( ≥1 Z m) 行工业批 量生产。 h .m 进
近 年来 , 针对 半无 头 轧制 生产组 织模式 、 长 超
2 涟 钢半无头轧制技术研究最新进展
涟钢为了提高其在超薄规格产品领域的 优势及市场份额 , 20 于 04年开始尝试采用半
无头轧制技术进行薄规格及超薄规格产 品的 生产。涟钢第二代薄板坯连铸连轧生产线配 备 有半 无头 轧 制 技 术 , 工 艺 布 置简 图 如 图 其
1 示。 所
铸坯的温度均匀性 、 飞剪刀刃间隙的优化调
整 及飞 剪刀 刃 的 国产 化 、 无 头 轧 制 与 辊 缝 半
润滑的联合使用等进行 了深入研究 , 半无头 轧 制技术 的优 势 得 到进 一步 体 现 , 现 了半 实
无 头轧 制 的稳 定 生产 。
2 1 半 无头 轧 制生产 组织模 式 .
轧制 , 为生产深 冲性能 良好 的热轧板创造 了 条件 ; 同时使 用工 艺润 滑轧 制 , 使产 品 的表 面 质量提高。但是半无头轧制同样存在着很大 的困难 , 对传感器检测元件 、 高速飞剪等相关 设 备 及控 制 要 求保 持 高 可靠 性 和 高 稳 定 性 , 以保 证生 产 的 连续 和稳 定 ; 生产 组 织 和 节 奏 控 制 及事 故处 理难 度 大 ; 尺寸 铸坯 连铸 、 长 加 热、 连轧 、 冷却及卷取一体化高精度控制要求 极高 ; 半无头计划的下发与现场的实际情况 需要很好 的匹配 ; 辊缝润滑技术在半无 头轧