四轴雕刻机
DESKPROTO7四轴教程
买了A轴好多年,一直没时间研究怎么雕刻,受疫情影响被关在家多日,苦心修炼,终得正果,写一教程一来算是学习总结,二来供大家交流学习。
本教程主要介绍DP7.0+USB CNC Controller,A轴圆雕出刀路及雕刻教程。
首先介绍DP7.0出刀路,然后介绍USB CNC Controller 的简单设置及操作。
1、DP7.0先设置刀具库和机床库,然后导入模型设置好出刀路。
2、USB CNC Controller先设置A轴参照,然后导入刀路雕刻。
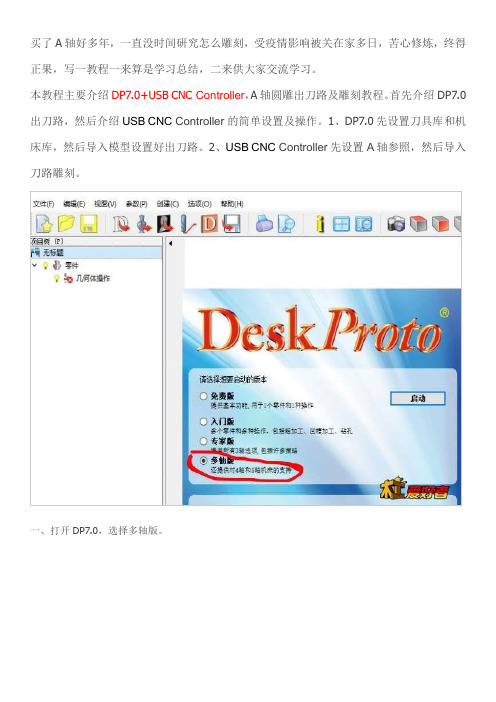
一、打开DP7.0,选择多轴版。
二、选项——刀具库,选择一个类似的点复制,改名字调参数,设置好比如3002(30度0.2mm),2002(20度0.2mm)等刀具。
三、选项——机床库,选择Mach3/Mach4 based machine - mm(不要选了inch)——编辑(设置参数)——高级设置(设置好工作台距离,此处设置小了如果雕刻半径大于它会提示出错)四、选项——默认项目参数——Mach3/Mach4 based machine - mm。
五、文件——启动向导——选择高级几何体:旋转加工,点下一步。
六、选择浏览,找到雕刻机用的三维文件,就导入了。
但是大小和方向都不是我们要的,需要调整。
七、设置尺寸,调整想要的大小,XYZ方向看绿色的坐标系,我们调整成沿X轴旋转。
这里软件不好的地方就是输入参数不能实时显示,要按一下下一步,再返回才可以看到调整的样子。
八、1、几何体边界我这里材料差不多,就默认了。
2、支撑是实时显示的,点一下就可以看到了,我这里不要了。
3、零点位置选底部中间。
为什么不选在上面请看二十一条。
4、铣削深度就是入刀深度,有些是镂空的模型关系比较大。
就是绿色圈的边界,往里就不入刀了。
这个笔筒影响不大。
九、粗加工。
选好刀具,步距,下切深度等参数,设置好点下一步。
十、精加工。
选好刀具、步距,点下一步。
十一、发送到机床版面什么都不操作,直接点结束。
十二、项目树里面点粗加工,右键,操作参数——策略——围绕A轴——确定。
雕刻机使用说明书(USB)

1、收到货后,请打开包装箱,取出雕刻机,轻拿轻放。认真查看机器是否损坏。
2、仔细核对雕刻机装箱清单,检查机器配件是否齐全。
以上如有任何问题,请及时与你的销售商联系。
以我们的其中一种机型 CNC3040 800W 四轴雕刻机为例
小型CNC雕刻机主要组成部分介绍:
如上图示,请将雕刻机组装连接起来,并用工具盒里的M6/M5螺丝分别按对应孔位的大小锁紧。
其中Step pin是指脉冲,Dir pin是指方向。
注意:如果设完后发现轴运行方向不对,只需在相应轴的Dir Low后面打勾或打叉即可改变方向。
2、电机参数设置(系统已默认设置为1605滚珠丝杆)
(1)、选择设置→电机调试菜单,如下图,首先设置X轴
我公司滚珠丝杆全部标配为1605型号,设置各轴的电机参数(以1605滚珠丝杆直径16为例,05为螺距,其他丝杆请根据实际情况计算)此57步进电机角度为1.8度。步进驱动以8细分为例:
确保限位开关都起作用下, 开关常亮绿灯。在mach3 mill软件中
点返回机床原点,机床原点在机床左上角。这时对应的XYZA红色竖条会变绿色
点击“加载G代码”按钮,如右图,载入光盘中对应机床型号
的“测试程序”导入然后点击“循环开始”, 机床能正常运动,
且无其它异响,测试合格。否则检查接线和软件。
注意:请在每次开机时候,最好回机床原点。
(c)、有关软件版权:本机附带软件为赠品,操作使用及本指南中所涉及的相关软件均来自互联网,原作者享有版权,因使用没有授权的软件造成的一切损失及法律问题由使用者自行承担。
8、数控雕刻机是依靠相关软件控制工作的,需要正确的软件设置才能正常运行,在没有完全确认设置正确的情况下冒然装刀试机可能造成危险或永久性损坏机器;软件安装、设置中请不要开启控制箱电源,以免发生误动作造成损坏。任何时候都不要在电控箱电源接通的情况下,插拔控制箱后面所有接口,否则引起的任何事故由操作者自行承担。
4轴雕刻机铣床运动控制卡PCI6052B安装联接参考

PCI6052B线缆连接示意图6052四轴端子板安装联接简明参考一、外形及尺寸(单位:mm)6052主卡外形尺寸6052四轴端子板外形尺寸二、6052四轴端子板信号接口图三、电机控制信号接线轴控信号接口JD1-JD4(DB15插头)示意图:端口定义表 管脚号 定义 功能 说明1 A- 编码器输入信号 编码器反馈信号。
当控制卡以开环模式工作时无效;当控制卡以半闭环控制模式工作时有效。
9 A+ 编码器输入信号 2 B- 编码器输入信号 10 B+ 编码器输入信号 3 Z- 编码器输入信号 11 Z+ 编码器输入信号 4 +5V +5V 电源 PC 电源 12 PLUS 轴差分脉冲输出+5 /PLUS 轴差分脉冲输出- 13 SIGN 轴差分方向输出+ 6/SIGN轴差分方向输出-15 ALM 报警输入 可接报警信号。
如:驱动器报警。
实际输入口对应:X 轴→I21(ALM0)、Y 轴→I22(ALM1)、Z 轴→I23(ALM2)、W 轴→I24(ALM3)。
参看第10页7GND报警输入地15 SVon 伺服使能信号+8 SV COM 伺服使能信号-外壳15针接头外壳(GND)15针接头(轴控信号的接头)的外壳与伺服驱动器信号线缆的屏蔽层有效连接1 控制输出信号连接方法 A )差分输出连接方法:B) 共阳极接线方法:C) 共阴极接线方法:注意:轴控信号插头的外壳与伺服驱动器信号线缆的屏蔽层有效连接,并接地。
2 伺服编码器输入连接方法当伺服编码器输出信号为差分信号时,连接方法如下:当伺服编码器输出信号为单端信号时,连接方法如下:注意:连接编码器的信号线的屏蔽层必须接地。
3 伺服使能信号连接方法控制伺服电机时,防干扰措施要做到位:1、信号线要用屏蔽电缆,屏蔽层要接地。
2、接地与共地,伺服电机与伺服电机驱动器接地与共地(参看所用《伺服电机系统说明书》),控制器与伺服电机系统共地3、伺服电机控制主电路加装噪声滤波器、浪涌吸收回路(参看所用《伺服电机系统说明书》)四、辅助编码器接口辅助编码器接口JD5(DB15插头)示意图:端口定义表如下:管脚号定义功能说明1 A+ 接编码器A+9 A- 接编码器A- (编码器单端输入可不接)2 B+ 接编码器B+10 B- 接编码器B- (编码器单端输入可不接)3 GND PC电源地11 +5V PC电源+5V 5V输出4 I25(REV) 通用输入800000(B24)12 I26(Xsel) X轴选,10000(B17)5 I27(Ysel) Y轴选,20000(B18)13 I28(Zsel) Z轴选,40000(B196 I29(Asel) 第四轴轴选,80000(B2014 I30(Multi×1) 倍率×1, 100000(B217 I31(Multi×10) 倍率×10,200000(B2215 I32(Multi×100) 倍率×100,400000(B238 GND PC电源地五、DA/PWM输出选择6052四轴端子板上有一路PWM或DA模拟量输出,通过端子板上的跳线J9、J10来选择是PWM 输出还是DA输出。
真假四轴雕刻机

所谓四轴多工序开料机,其实就是指X、Y、Z、A(也有人叫C,其实就是个叫法问题)四轴是联动的,也就是说这四轴是可以同时运动。
事实上,有了四个轴的多工序开料机跟真正意义上的四轴雕刻机是有很大的区别的。四个轴的雕刻机,只有配上专门的四轴系统,绘制专 门的刀—圆柱立体雕刻。
请您及时更换请请请您正在使用的模版将于2周后被下线请您及时更换
真假四轴雕刻机
不少广告雕刻机的朋友们都听说过或者接触过用三轴的机器加上旋转轴的雕刻机,看起来这就是四轴了,这种多工序开料机一般会被用来 做圆柱浮雕,也就是在圆柱体的面上做浮雕雕刻,木质的跟石材的材料居多,比如鼎鼎大名的盘龙柱,有一些就可以通过这种三轴加旋转轴的 雕刻机来实现。
例如由一根圆形短木棍雕刻出一个立体的佛像,这样的雕刻就是圆柱立体雕刻,这样的工作,有四个轴但是用的三轴系统,也就是用x轴或 者y轴来驱动旋转轴,真正工作的时候就是三轴联动的雕刻机是没办法完成的。
雕刻需求点不同,决定了多工序开料机的型号和配置的不同,有圆柱立体雕刻需求的,才会用真四轴的雕刻机,如果仅仅是圆柱平面浮雕 的雕刻需求,那么只要用三轴系统配上三轴加旋转轴的雕刻机就可以。
多功能四轴立体雕刻机原理
多功能四轴立体雕刻机原理今天咱们来唠唠那个超酷的多功能四轴立体雕刻机的原理,可有趣啦!咱先得知道这雕刻机它得有个能干活的“大脑”,这就是它的控制系统。
就像咱们人得有个聪明的脑袋指挥身体一样。
这个控制系统啊,就像是一个超级严格又超级聪明的指挥官。
它能读懂咱们给它的各种指令,不管是要雕个超级复杂的花花草草,还是个奇奇怪怪的小怪兽,它都能明白咱们的心思。
比如说,你想在一块木头上雕个小兔子,你把兔子的形状、大小、细节这些要求告诉控制系统,它就开始谋划着怎么让雕刻机的各个部分动起来,去完成这个伟大的“雕塑工程”。
再说说这四轴是啥。
这四轴啊,就像是雕刻机的四条灵活的胳膊。
有了这四条胳膊,它就能从各个方向去对材料进行加工啦。
咱们普通的雕刻机可能就只能从几个固定的方向去雕,就像人只能用一只手干活,多受限啊。
但是这个四轴立体雕刻机呢,它可以左边雕一下,右边雕一下,上面雕一下,下面雕一下,就像一个舞蹈家在舞台上全方位地展示自己的舞姿一样灵活。
这四个轴相互配合,协同工作。
比如说,一个轴负责让材料转动,这样就能把材料的每个面都转到雕刻刀的面前,就像把一个苹果转着圈儿,让你能把每个地方都削到一样。
其他的轴呢,就负责控制雕刻刀的位置,让它能精准地在材料上刻出咱们想要的图案。
说到雕刻刀,这可是雕刻机的“小爪子”呢。
雕刻刀有各种各样的形状和大小,就像咱们的手指甲有不同的形状一样。
有的雕刻刀尖尖的,适合刻那些细细的线条,就像咱们用尖的铅笔能画出很细的线条一样。
有的雕刻刀是扁平的,就可以用来大面积地切削材料,就像用大铲子铲土一样。
这些雕刻刀在四轴的带动下,快速地在材料上来回移动。
它的移动速度可快啦,就像闪电侠一样。
而且它的移动精度超级高,误差可能比咱们头发丝还细呢。
那这雕刻机怎么知道哪里该雕哪里不该雕呢?这就靠它的程序啦。
这个程序就像是一个详细的地图,告诉雕刻机哪里是高山(要雕得高一点的地方),哪里是低谷(要雕得低一点的地方)。
这个程序是根据咱们的设计图生成的。
四轴加工中心参数

四轴加工中心参数概述四轴加工中心是一种用于进行金属加工的机床,具有四个坐标轴,可进行多轴数控加工。
为了达到最佳加工效果,四轴加工中心需要根据具体的加工需求进行参数调整。
本文将深入探讨四轴加工中心的参数设置,包括加工速度、加工深度、加工精度、半径补偿等方面内容。
加工速度加工速度是指加工中心在进行加工过程中,工具移动的速度。
加工速度直接影响加工效率和加工质量。
一般而言,加工速度越快,加工效率越高,但也容易导致加工质量不稳定。
因此,在设置加工速度时需要考虑多个因素,如材料硬度、工具刃口磨损等。
在参数设置过程中,通常会选择一个合适的加工速度范围,并根据具体情况进行微调。
加工深度加工深度是指工具在加工过程中进入材料的深度。
加工深度的设置主要受材料性质、工具强度和加工精度要求等因素影响。
一般而言,加工深度越大,加工时间越长,但也可以提高加工效率。
然而,加工深度过大可能导致工具折断或产生加工质量问题。
因此,在设置加工深度时需要综合考虑多个因素,为了实现更好的加工效果,常常需要通过实验和经验总结来确定最佳加工深度。
加工精度加工精度是指加工中心在进行加工过程中的精确度和稳定性。
加工精度对于一些精密零部件的加工尤为重要。
在四轴加工中心中,加工精度的设置涉及到多个参数,如进给速度、回转速度、切削速度等。
为了实现更高的加工精度,需要根据加工材料、加工形状和加工要求等因素,逐步调整不同参数,使其在一个合适的范围内。
半径补偿半径补偿是指在进行切削操作时,考虑到刀具半径的大小,通过适当调整刀具路径,保证最终加工出的尺寸与设计尺寸一致。
四轴加工中心通常会有半径补偿功能,可以根据实际情况进行设置。
半径补偿的参数设置与材料硬度、刀具半径、切削速度等有关,需要通过试验和实践来确定最佳参数。
总结四轴加工中心参数的设置对于加工效果和加工质量具有重要影响。
加工速度、加工深度、加工精度和半径补偿等参数需要根据具体情况进行合理的调整,以满足加工要求。
四轴加工中心的优势

四轴加工中心的优势工业生产领域中,四轴加工中心是普遍使用的一种机械设备,它具有很多优势。
下面将就四轴加工中心的优势进行分析。
1. 可以完成复杂的加工操作四轴加工中心是一种多轴控制联动的加工设备,它可以在空间三维坐标系中进行加工操作,具有高精度、高速度的加工能力,对于复杂的加工操作可以轻松应对。
不同于传统的三轴加工设备,四轴加工中心可以通过旋转工件或刀具的方式,完成在平面上无法实现的加工,如球面、斜面、倾斜面、弧面等曲面的加工。
2. 节约生产成本四轴加工中心可以完成多种加工操作,具有高效率和可靠性,可以大大缩短生产周期,降低生产成本。
它还可以直接加工零件的成形,不需要多余的加工流程,可以减少加工过程中的误差和浪费,提高产品精度,降低生产成本。
3. 提高加工效率四轴加工中心可以进行多次加工操作,自动化程度高,可以提高生产效率,减少人工操作的时间,节省劳动力成本,提高生产效率。
4. 可以满足不同加工需求四轴加工中心的加工范围非常广泛,可以满足不同的加工需求,如金属、塑料等各种材料的加工。
并且它具有多种加工方式,可以适应不同加工目的和材料特性,给生产带来了更多的可塑性。
5. 可以提高生产自动化程度四轴加工中心具有自动化程度高的特点,它可以自动进行加工操作,可以实现自动更换刀具、自动上下料和自动对工件进行检测等功能。
这些自动化的功能可以大大提高生产效率,节约人力和物力成本。
综上所述,四轴加工中心是一种高效、高精度、高自动化程度的加工设备,它可以满足不同加工需求,提高生产效率,降低生产成本。
因此,它在工业生产领域中具有广泛的应用前景。
A18说明书
1.1 系统构成
RichAuto 控制系统包含以下配件:手持运动控制器一个、线路转接板一个、两头榫式
50 针数据传输电缆一根、USB 通讯电缆一根
RichAuto 系统配件示意图
手持运动控制器
线路转接板
两头榫式 50 针数据传输电缆
USB 通讯电缆
图 1-1
地址:北京市海淀区上地三街嘉华大厦 A 座 308 室 邮编:100085 电话:010-62970368 82923063
3.50 针数据传输电缆
两头榫式 50 针数据线
4.USB 通讯电缆
USB 通讯电缆
地址:北京市海淀区上地三街嘉华大厦 A 座 308 室 邮编:100085 电话:010-62970368 82923063
传真:82920078
网址:
5
2.手持控制器键盘按键说明
北京锐志天宏科技有限公司
北京
锐志天宏科技有限公司
雕刻机运动控制系统 A18-四轴机械雕刻
用户手册
地址:北京市海淀区上地三街嘉华大厦 A 座 308 室 邮编:100085 电话:010-62970368 82923063
传真:82920078
网址:
感谢您选择了本公司的产品!
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
四轴雕刻机
雕刻机——放眼全国来看济南市算是“雕刻机之都”。
自雕刻机产业的发展伊始,围绕在济南周边的形形色色的品牌、大大小小的公司、各式各样的品质、琳琅满目的雕刻机厂家在以不同的速度成长,当然也有的厂家未能撑得住市场的挑战,消失在雕刻机大军之中,然而各行各业总会有脱颖而出的企业来成为行业的领军者。
俗话说:成功绝非偶然,在茫茫的雕刻机大军之中,想立足于这个市场也非偶然。
历经数载,我们用产品品质决定企业的生存,我们用产品的研发决定企业长远发展,我们用产品的口碑来决定企业的立足。
这就造就了成立于2006年,论品质,论实力都能堪称雕刻机行业领袖者济南星辉数控。
四轴雕刻机-木模、泡沫加工中心
四轴雕刻机只是顺应模具加工发展的雕刻机,它的存在不是替代三轴的产品,只是雕刻机发展的创新品,四轴雕刻机让多角度雕刻机不再是奢侈品。
合理化的机床设计
工作台有效尺寸:2400mm*5000mm
X轴垂直行程:2400mm
Y轴垂直行程:5000mm
Z轴行程:800mm
主轴鼻端到工作台距离:100mm-900mm
第四轴:主轴可左右旋转±90°
主轴空转转速:18000rpm/min/24000rpm/min
高标准的配置
控制系统:台湾新代系统
驱动系统:日本安川伺服
主轴电机:意大利HSD原装进口电主轴9.6KW自动换刀支撑导轨:日本THK直线导轨
减速机:日本新宝
传动齿条:德国WMH原装进口齿条
四轴雕刻机四轴加工中心。