冷轧机压下率分配
最终1420冷轧压下规程设计及F1机架的设计

取 H=5500mm 4、 机架立柱的断面尺寸确定
பைடு நூலகம்
1)机架立柱断形状选择 根据力矩分配条件, 找到立柱断面积选取原则, 常见立柱断 面积形状:矩形、长方形、工字型、T形 ,设计机架,根据轧 机类型、受力特点及制造条件等确定断面积形状。
燕山大学课程设计说明书
对于窄而高四辊闭式轧机,即
l------------------不考虑轧辊弹性压扁的接触弧长,mm; l’-----------------考虑轧辊弹性压扁的接触弧长,mm; ----------------轧辊材料的弹性模量,Mpa; ----------------轧辊材料的泊松系数; --------------作用在接触表面上的单位平均压力,Mpa; 机架号 2k MPa F1 589.7 39.6 单位平均轧制 压力 /Mpa 实际接触弧长 17.46 l’/mm 轧制力/KN 15926.9 15988.7 15726.6 15693.9 2689.02 14.71 13.12 11.87 2.68 701.58 836.13 921.84 1017.03 770.88 F2 716 87.7 F3 768.7 123.6 F4 798.8 156.3 F5 809.3 156.2
燕山大学课程设计说明书
式中 --------------第 n 机架出口带材厚度,mm; ---------------第 n 机架出口带材速度,m/s; ---------------第 n 机架轧辊圆周速度,m/s; ---------------第 n 机架带材前滑系数; 前滑系数 对于冷轧精轧机组 ( ,2R>>h 故 )
-----------------对应一定变形程度的变形抗力; -----------------工作辊半径,mm; ---------------压下量,mm; -----------------轧辊与轧件间摩擦系数; ----------------轧件的平均高度 ,mm;
1150冷轧带材压下规程

学号:200915050234课程设计说明书Curriculum Design设计题目:1150冷轧板带钢压下规程设计学生姓名:专业班级:学院:指导教师:河北联合大学课程设计说明书目录目录3 压下规程 (2)3.1 压下规程确定 (2)3.1.1 原料尺寸 (2)3.1.2 各轧机压下量分配 (3)3.1.3 连轧机组压下量分配及速度制度 (3)3.1.4 五机架连轧各架轧机的压下量分配 (3)3.2 确定轧机速度制度 (5)3.2.1 轧制速度的确定 (5)3.2.2 轧辊转速的确定 (6)3.2.3 加速度的选择 (7)4 力能参数计算 (8)4.1 轧制压力的计算 (8)4.2 轧制力矩的计算 (12)4.2.1 轧制力矩的确定 (12)4.2.2 摩擦力矩的确定 (12)4.2.3 轧机的空转力矩(Mk) (14)4.2.4 动力矩的计算 (16)4.3 电机能力验算 (16)5 轧辊强度校核 (22)5.1 综述 (22)5.2 轧辊强度校核 (23)5.2.1支撑辊强度校核 (23)5.2.2工作辊强度校核 (25)5.2.3 工作辊与支撑辊间的接触应力 (28)3 压下规程3.1 压下规程确定压下规程是轧制制度(规程)最基本的核心内容,直接关系着轧机的产量和产品的质量。
压下规程的主要内容包括:原料卷尺寸选择;各轧机压下量分配及速度制度选择;轧机机组压下量分配及速度制度确定;各道力能参数计算及设备能力校核。
制定压下规程的方法很多,一般可概括为理论方法和经验方法两大类。
理论方法就是从充分满足制定轧制规程的原则:1)在设备能力允许的条件下尽量提高产量;2)在保证操作稳便的条件下提高质量。
按预设的条件通过理论数学模型计算或图表方法,以求最佳的轧制规程。
所谓的经验的方法是生产中往往参照现有类似轧机行之有效的实际压下规程,亦即根据经验资料进行压下分配及校核计算。
本设计即采用经验方法制定压下规程[6]。
单机架可逆冷轧机压下分配模型及其实现张超
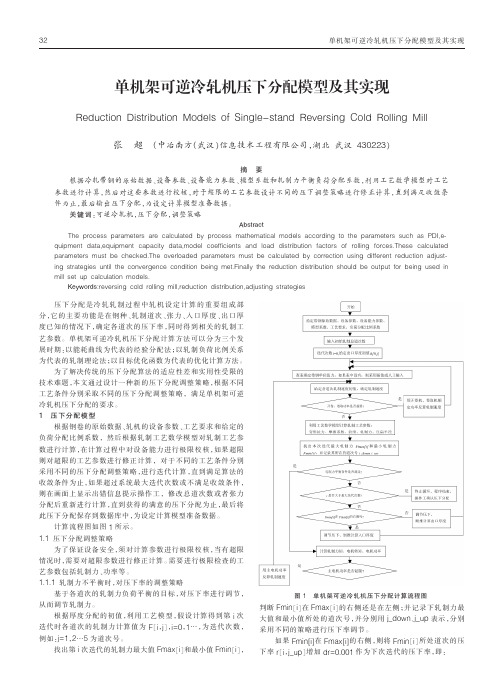
单机架可逆冷轧机压下分配模型及其实现张超(中冶南方(武汉)信息技术工程有限公司,湖北武汉430223)Reduction Distribution Models of Single-stand Reversing Cold Rolling Mill摘要根据冷轧带钢的原始数据、设备参数、设备能力参数、模型系数和轧制力平衡负荷分配系数,利用工艺数学模型对工艺参数进行计算,然后对这些参数进行校核,对于超限的工艺参数设计不同的压下调整策略进行修正计算,直到满足收敛条件为止,最后输出压下分配,为设定计算模型准备数据。
关键词:可逆冷轧机,压下分配,调整策略AbstractThe process parameters are calculated by process mathematical models according to the parameters such as PDI,e-quipment data,equipment capacity data,model coefficients and load distribution factors of rolling forces.These calculated parameters must be checked.The overloaded parameters must be calculated by correction using different reduction adjust-ing strategies until the convergence condition being met.Finally the reduction distribution should be output for being used in mill set up calculation models.Keywords:reversing cold rolling mill,reduction distribution,adjusting strategies压下分配是冷轧轧制过程中轧机设定计算的重要组成部分,它的主要功能是在钢种、轧制道次、张力、入口厚度、出口厚度已知的情况下,确定各道次的压下率,同时得到相关的轧制工艺参数。
轧钢实验
综合设计性生产实验报告设计题目:轧制φ 1.6m m板材生产实验学生姓名:胡龙奎班级:2008级材料成型及控制工程学号:200811102011实验时间:2011.12.5—2011.12.26实验地点:材料综合实验室指导老师:张利民二〇〇一一年十二月1 本课程的性质:《综合设计性实验》是理工科院校理论联系实践的重要教学实践环节,是材料科学与工程专业本科生重要的、必修的一门实践课程,是所学的部分基础课程、专业基础课程和专业课程的一次有机结合和综合运用。
本课程设计是指在本专业课程范围内进行论文写作或技术设计的初步训练,以此培养学生查阅文献、搜集和整理资料、说明文体、发表见解或独立进行简单的科学实验或技术设计的初步能力,为下学期的毕业论文、毕业设计打下基础。
冷轧是冷轧带钢生产中一个最重要的工序。
热轧带钢经过一定程度的冷轧变形获得了厚度很薄、尺寸精确、表面光洁和板形平直的冷硬状态带钢,再经过以后热处理和精整就能使带钢具有良好的力学性能和加工性能或优良的电磁性能。
另外,镀涂层处理还可使得带钢具有良好的抗腐蚀性能,从而使冷轧带钢在汽车、仪表、家用电器、食品罐头、轻工和建筑等行业中得到极为广泛的应用。
因此,冷轧工序的工艺设备条件也就决定了该冷轧带钢厂的规模和技术质量水平。
1 实验目的1. 培养学生调查市场能力,了解生产产品所需原材料及其市场价格,对钢铁行业市场有大致的初步接触与了解。
2. 锻炼学生的分析问题和解决问题的综合协调能力,对本组设计产品的应用范围,工作条件,成分组成,发展状况有较深的认识。
3. 加深学生对轧钢工艺及轧件质量检测过程的进一步了解,使学生将所学专业理论知识、工厂实践综合性的有机结合。
4. 着重培养学生的创新能力、综合工程技术能力及团队协调能力。
5.使学生融会贯通相关专业课程理论知识,将所学的专业理论知识、人文社科知识、专业实验、工厂实践等综合性地有机结合,培养学生调研外部市场,审视内部企业,设计产品方案,生产合格产品的全面性、综合性的工程技术能力、工程管理能力和创新能力、综合运用所学知识分析问题和解决问题的能力。
冷轧带钢轧制压力分布计算

2004年8月第21卷第4期沈阳航空工业学院学报Journal of Shenyang Institute of Aeronautical Engineering Aug.2004Vol.21 No.4文章编号:10071385(2004)04002603冷轧带钢轧制压力分布计算白金兰1,2 张睿1 刘红1 李东辉2 王国栋2(1 沈阳航空工业学院,沈阳 110034;2 东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳 110004)摘 要:利用经典轧制力模型和轧辊压扁模型,考虑二者的耦合推导出考虑轧辊压扁半径的轧制力显示计算公式,在此基础上开发了基于影响函数法的冷轧带钢轧制压力分布计算程序,并用该程序结合实际生产中的采样数据模拟计算了HC 冷轧机各道次的轧制压力分布和总轧制力,将所得计算结果与现场实测数据进行比较。
结果表明:所得轧制力计算结果与现场实测数据平均值相近,轧制压力分布与实际相符,为HC 轧机板形控制提供了一种计算轧制压力分布的有效方法。
关键词:冷轧,带钢,轧制压力分布,影响函数法,轧制力,HC 轧机中图分类号:TG 333.7文献标识码:A 板形和板厚是带钢的重要质量指标。
近年来,A GC 厚度控制技术的完善和广泛应用,带材的纵向厚差已得到较好控制,纵向精度越来越高,相比之下板形控制的研究比较薄弱,因此板形控制的研究越来越引起人们的注意。
而轧辊的弹性变形是板形控制研究的一项重要内容。
轧制压力横向分布直接影响轧辊的弹性变形,从而影响轧件出口处的厚度分布。
因此,采用合适的计算方法,准确地计算轧制压力分布对实现板带材的高精度轧制具有重要意义。
本文采用影响函数法计算了HC 单机架可逆冷轧机各道次的轧制压力分布和总轧制力,为计算HC 轧机轧辊弹性变形提供了一种计算轧制压力分布的有效方法。
1 轧制力显示计算公式对于冷轧带钢轧制而言,金属不仅发生塑性变形而且还存在着弹性变形,冷轧带钢轧制力模型中Bland -Ford 公式是考虑轧件弹性变形的工程计算公式,是目前冷轧过程控制常用的经典轧制力计算模型[1]: F =F P +F e(1)式中:F p =Q F (k m -ξ)W R ’(h in -h out );ξ=α·t in +β·t outQ F =1.08-1.02r +1.79rμ1-rR ’h out收稿日期:20040429作者简介:白金兰(1973),女,辽宁鞍山人,讲师,博士研究生 F e=231-v 2Ek mh outh in -h out (k m-ξ)WR ′(h in -h out )式中:F —轧制力;F p ,F e —塑性、弹性区轧制力;h in ,h out —入口、出口厚度;W —带钢宽度;t in ,t out —入口、出口单位张力;K m —平均变形抗力;μ—摩擦系数;R ′—轧辊压扁半径;Q F —轧制力外摩擦影响系数;r —压下率;v —泊松比;E —杨氏模量;α,β—入口、出口张力影响系数。
冷轧的压下规程
1~2
σZZ1 100
30 110
10 110
20 100
20 90
10
??????? σZ2
2~3
σZZ2 100
40 140
10 120
20 100
20 100
10
??????? σZ3
3~4
σZZ3 100
40 140
10 130
20 130
20 100
10
??????? σZ4
作业
o什么叫优化?轧制规程怎么优化?
(2)穿带时带头咬入轧机后张应力才建立起来,但当时还没有前张应力,这时,如果后张应力过大,就可能发生打滑或断带;
(3)热轧带钢有边裂时,会在张应力远低于屈服应力的情况下,发生断带;
(4)张应力过小,有可能形成活套,或由于相对大的测量噪声影响张力的测量精度;
(5)卷取张力过大会造成心形卷,或退火后板面粘结,卷取张力过小,会造成塌卷或在平整机开卷时,因板层间打滑而产生带钢表面擦伤。
表4-6?压下量分配实例
机架号1 2 3 4 5总计
压下量分配比% 32 26 20 14 8 100
(2)压下规程的优化
把轧件从一个已知的原料厚度,通过几道轧到一个已知的成品厚度,可以排出无数个压下规程,在这么多压下规程中,哪些可行,哪些不可行呢?满足轧机各项约束条件的就可行。也就是说,采用这些压下规程,能较顺利地轧出钢来,不会造成设备的损坏。但可行的不一定是最优的。最优(或最合理的,“最优”是数学上用语,实际生产中只能做到最合理)是相对于一定的条件和目标量而言的,不是泛泛而谈的。最优的压下规程是指在相同的轧制条件下,能获得最佳的质量、最大的生产率或最低的能源消耗等,即使质量、生产率、能耗等一个或多个目标量取得最大或最小值。寻找最优的压下规程,就需要设计出众多的压下规程,以便从中选优。这项工作往往是人工所无法做到的。但是,借助计算机强大的运算能力和运用数学理论最优化算法,可以帮助我们设计出众多的压下规程,并校核可行性,计算目标量的值,通过比较,找到最优的压下规程。但这些设计计算都需要必要的原始参数(包括约束条件)和数学模型,只有把原始参数和数学模型程序化,输入计算机时,计算机才能接受和 执行。由于设计计算所依据的参数和模型不一定符合实际情况,算法和程序不一定正确,因此计算机给出的、“最优”的压下规程是否最合理,只有将其应用于实践,根据轧制结果,才能作出正确的评价。
冷轧机压下率分配

冷轧工艺措施原则1.头几道次尽量多轧,充分利用材料的塑性,并减少头尾几何废料长度,提高成品率;2.最终道次压延率控制在40~50%X围内,以提高板形质量和厚度精度;3.中间道次压延率尽可能接近,以提高轧制过程的稳定,并采用最大速度轧制,使板卷温度在90~120℃之间,满足轧制硬合金辊形的需要;4.末二道次压延率控制在40%左右,以控制板形为主,为终道次提供平直的带材,从而提高终轧道次的速度,以减少断带和波浪;5.通过理论计算,最大轧制力不超过额定轧制力,以满足轧辊强度的需要,但各道次尽量采用大压下量轧制,减少轧制道次,提高劳动生产率;6.前几道次轧制时,由于板带较厚,采用前X力大于后X力轧制,后几道次轧制时,由于板带较薄,采用后X力大于前X力轧制,带材不易拉断,并防止跑偏。
冷轧板带生产(cold rolling of strip and sheet)将热轧板卷在常温下轧制成板带材的生产工艺过程。
冷轧板带产品的厚度为0.1~3.0mm、宽度为600~2000mm表面光洁、平直,尺寸公差和力学性能应符合有关标准规定的要求。
在工业发达国家,冷轧板带钢产量占钢材总产量的30%左右。
产品品种有各种有色金属合金板带及普通碳素钢板、合金和低合金钢板、不锈钢板、电工钢板、专用钢板及涂镀层钢板等(表1)。
冷轧板生产可以追溯到16世纪,用于轧制造币用的金板和银板。
19世纪中叶仅能生产宽度20~50mm的冷轧窄带钢。
1920年在美国第一次冷轧宽带钢成功,很快由单机架不可逆式轧机发展到单机架可逆式轧机。
第一套三机架四辊式冷轧机于1926年在美国建成,以后相继出现4~6机架连轧机。
中国冷轧窄带钢(宽度≤600mm)生产始于20世纪40年代连续冷轧窄带钢的五机架350冷连轧机已在XX建成。
冷轧宽带钢(宽度>600mm)生产是从50年代末期建成第一台单机架四辊可逆式轧机时开始的。
70年代以后又建成五机架四辊连轧机和全连续式冷轧机。
冷轧机工艺操作规程(新)
1.1适用范围:本规程适用于1850mm四辊冷轧机工序操作。
1.2适用材料:适用于纯铝及铝合金带材(1000系列,3000系列,5000系列,8000系列)。
1.3四辊冷轧机主要性能参数。
1.3.1型式:四重不可逆。
1.3.2工作辊尺寸(mm ):(①440〜①400)x 1850 ;支撑辊尺寸(mm ):(① 1250 〜① 1150)x 18001.3.3带材厚度:入口带材最大厚度为10mm ;出口带材最小厚度为0.2mm。
1.3.4带材宽度:最大值为1660 mm,最小值为800mm。
1.3.5卷材外径:最大值为1920mm,最小值为1000mm。
1.3.6 套筒尺寸:① 605/665 x 1850mm。
1.3.7卷材重量:卷材重量最大值为11000kg(不含套筒)。
1.3.8最大轧制速度:800m/min。
1.3.9穿带速度:0—30m/min (可选择)。
1.3.10 压下率:20—60%。
1.3.11 前滑率:0—15%。
1.3.12压上型式:液压压上。
1.3.13主电机:台数2台、功率2—DC1800KW、电压750V。
1.3.14开卷电机: 台数2台、功率 2 —DC408KW、电压400 V1.3.15卷取电机:台数3台、功率3—DC408KW、电压400 V1316最大电流:2542A。
1317最大轧制力:1600T。
1318开卷/卷取最大张力:14000Kgf/7500 Kgf 。
1319开卷/卷取最小张力:400Kgf/300Kgf。
2.轧制生产准备2.1当班负责人生产前应认真查阅交接班纪录,了解前一班的设备运行、生产和产品质量情况;认真审阅当班的生产计划单和生产电子卡片及K3派工单,发现有异常情况,及时与相关人员确认,并对上一班组遗留问题及时处理。
2.2机械、电气等人员(操作手要配合)应认真检查轧机各系统(包括自动灭火系统、轧制油过滤系统、油雾润滑系统、液压系统、测厚及板型控制系统等),同时,各操作手应对所属设备进行自检,检查所有操作面板的信号状态,查看报警记录、各终端显示情况(各设定值是否正确),确定一切正常后,方可启动设备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冷轧工艺措施原则
1.头几道次尽量多轧,充分利用材料的塑性,并减少头尾几何废料长度,提高成品率;
2.最终道次压延率控制在40~50%范围内,以提高板形质量和厚度精度;
3.中间道次压延率尽可能接近,以提高轧制过程的稳定,并采用最大速度轧制,使板卷温度在90~120℃之间,满足轧制硬合金辊形的需要;
4.末二道次压延率控制在40%左右,以控制板形为主,为终道次提供平直的带材,从而提高终轧道次的速度,以减少断带和波浪;
5.通过理论计算,最大轧制力不超过额定轧制力,以满足轧辊强度的需要,但各道次尽量采用大压下量轧制,减少轧制道次,提高劳动生产率;
6.前几道次轧制时,由于板带较厚,采用前张力大于后张力轧制,后几道次轧制时,由于板带较薄,采用后张力大于前张力轧制,带材不易拉断,并防止跑偏。
冷轧板带生产(cold rolling of strip and sheet)
将热轧板卷在常温下轧制成板带材的生产工艺过程。
冷轧板带产品的厚度为0.1~3.0mm、宽度为600~2000mm表面光洁、平直,尺寸公差和力学性能应符合有关标准规定的要求。
在工业发达国家,冷轧板带钢产量占钢材总产量的30%左右。
产品品种有各种有色金属合金板带及普通碳素钢板、合金和低合金钢板、不锈钢板、电工钢板、专用钢板及涂镀层钢板等(表1)。
冷轧板生产可以追溯到16世纪,用于轧制造币用的金板和银板。
19世纪中叶仅能生产宽度20~50mm的冷轧窄带钢。
1920年在美国第一次冷轧宽带钢成功,很快由单机架不可逆式轧机发展到单机架可逆式轧机。
第一套三机架四辊式冷轧机于1926年在美国建成,以后相继出现4~6机架连轧机。
中国冷轧窄带钢(宽度≤600mm)生产始于20世纪40年代连续冷轧窄带钢的五机架350冷连轧机已在上海建成。
冷轧宽带钢(宽度>600mm)生产是从50年代末期建成第一台单机架四辊可逆式轧机时开始的。
70年代以后又建成五机架四辊连轧机和全连续式冷轧机。
世界各国的冷轧机已超过480套。
最早冷轧
板带的轧机是二辊式的,以后为了轧制更薄更硬的带钢,出现了工作辊径小而刚性较大的四辊、六辊、偏八辊、12辊、20辊及更多辊系组成的轧机(见图1)。
冷轧机按机架数目与操作方式又可分为单机架可逆式及多机架连续式轧机。
主要冷轧机型式及特点列于表2。
冷轧方式有单机架可逆式、多机架连续式及全连续式等3种。
单机架可逆式冷轧包括在单机架的四辊轧机、偏八辊轧机(MKW)、HC轧机(即MS轧机)及20辊轧机上往返轧制。
适用于生产多品种小批量冷轧板带钢。
四辊可逆式冷轧机应用最广,常用于轧制0.2mm以上的碳素钢或低合金钢。
轧制硅钢、不锈钢、高合金钢等特殊钢时多采用偏八辊轧机、HC轧机,或多辊轧机。
连续式冷轧在3~6个机架组成的机组中连续轧制。
机架数目越多,总压下率越大,产品厚度越薄;轧制速度越快,产量越大;适用于产量高、品种规格少的碳素钢汽车板以及镀锌、镀锡、涂层用的原板等。
早期的连轧机有一台开卷机、一台卷取机和一台助卷器。
近代的连轧机则装有两台开卷机、两台卷取机和两台助卷器及自动穿带装置,采用了快速换辊、液压压下、弯辊技术、移辊技术(如连续变凸度cvc)和自动控制等技术。
轧制速度高达41.6m/s,卷重达到45~60t,年产量达100万t以上。
全连续式冷轧出现于20世纪20年代。
带钢卷在进入轧机前,前一卷尾同后一卷头焊接,采用活套贮存足够的带钢,保证在焊接时轧机仍继续轧制。
由计算机控制轧制过程,在动态中即可改变规格(见动态变规格轧制)。
轧制后由飞剪切断,分卷,或者轧后继续连续退火、平整,再行切断、分卷。
全连续轧机轧制时无需穿带和甩尾,节省了换卷间隙时间,消除了钢卷头尾厚度超出公差的废品,提高了板带轧制精度和收得率。
全连续轧机年产量达200万t以上。
中国上海建成的冷轧带钢厂采用的就是五机架全连续式冷轧工艺(图2)。
冷轧板带生产工艺流程包括除鳞、冷轧、退火、平整、涂镀、剪切和包装等,典型的工艺流程图如图3所示。
除鳞除去板带表面氧化物的生产工艺过程。
除鳞的方法有酸洗、碱洗及机械除鳞等。
采用较多的是酸洗方法。
碱洗常用于特殊钢种的除鳞。
20世纪80年代机械除鳞投产使用,适用于碳素钢及对650MPa级的低合金钢除鳞。
酸洗过去用硫酸,现在多用盐酸。
酸洗前先进行焊接并卷(有的先经连续初退火),酸洗后进行清洗、烘干和剪切、分卷。
常用的酸洗方式有连续式酸洗(卧式、立式及浅槽酸洗)、推拉式酸洗。
酸洗的
速度达到282m/min。
酸洗后的酸残液均要进行回收再生处理。
冷轧除鳞后的板带坯在冷轧机上轧制到成品的厚度。
一般不经中间退火。
冷轧分单片轧制和成卷轧制。
单片轧制(图la.1)时没有张力,轧制的产品较厚(>1mm),速度较低(<2m/s),仅用于轧制少量特殊用途的钢板。
成卷轧制采用张力卷取和开卷装置,速度高(达41.6m/s),道次压下率大,板形平直。
成卷轧制分为单机架可逆式(图1a)和多机架连续式(图1b)。
冷轧总压下率一般为60%~90%。
轧制中各
机架(或道次)压下量分配根据轧机允许的轧制力、功率和速度,考虑到产量、质量等因素综合制定(见板带轧制规程设计)。
冷轧中的工艺润滑(见冷轧板带工艺润滑)起润滑和冷却作用。
一般采用冷却性能好的乳化液.车L制薄或硬的金属时,用润滑性能好的纯油润滑剂;如轧制镀锡薄板或不锈钢板用棕榈油等。
退火目的在于消除冷轧加工硬化,使钢板再结晶软化,具有良好的塑性(见冷轧板带退火)。
平整以0.5%~4%的压下率轻微冷轧。
平整的目的是:(1)防止带钢拉伸发生明显的屈服台阶并得到必要的力学性能;(2)改善带钢的板形;(3)达到要求的表面粗糙度。
涂镀、剪切和包装需涂镀的板带坯送镀锌、镀锡、镀铝或有机涂层机组加工。
一般冷轧板带平整后送剪切机组剪切。
纵剪用于剪边或按需要的宽度分条;横剪是将板带按需要的长度切成单张板。
剪切后的成品板带经检验分类后(或在线自动化分选包装),涂防锈油包装出厂。
展望从20世纪80年代末期世界冷轧板带生产技术来看,由于连轧的优点,大量的普通板带及镀、涂层板带仍以连轧生产为主流,并向全连续化生产即无头轧制方向发展。
提高装机水平,进一步提高产品质量以及实现全连续化、自动化生产是冷轧板带的主要发展趋势。
提高产品质量 20世纪60年代后期普遍装设了厚度自动控制(AGC)系统,70年代新建的轧机多采496用响应速度快的液压微调,使带材的公差缩小到±4μm。
平直度控制方面将更广泛采用轧辊连续可变凸度(CVC或UPC)技术,组成板形闭环控制系统(见平直度控制)。
人工智能系统将更广泛地被采用。
连续化生产不再是一味追求高的轧制速度、大的卷重和大的传动功率,而是在提高产品质量满足市场需求的前提下,减少设备、简化工艺、向全连续化生产的方向发展,目的在于将冷轧生产中各独立的工艺过程连接起来。
从20世纪80年代初期起仅10年时间,开发了酸洗、轧制乃至与退火、精整全连续的联合的生产工艺,世界各国改建新建了14条这样生产线。
从生产品种安排
来看,分工将更为专业化。
大量板带由联合生产线生产。
一些较厚的(>mm)、轧后经罩式炉退火、平整并剪切成单张的成品,可由一般冷轧车间生产。
联合生产工艺将原来12天的生产周期可望减少到不足1小时或更短的时间。
小辊径化趋势不是沿着传统多辊轧机的方向发展,而是利用多辊轧机优点开发新的机型(见彩图插页第13页),如采用偏八辊轧机、异径辊轧制及异步轧制。
酸洗除鳞将更广泛采用浅槽湍流技术及无酸除鳞新工艺,对于产量小于100万t的冷带工厂,采用推拉式酸洗线;连续退火将向降低消耗、降低维护费用、扩大处理范围方向发展。