莱钢620m3高炉二代炉役护炉长寿
宝钢不锈钢2号高炉炉役末期护炉实践

宝钢不锈钢2号高炉炉役末期护炉实践忻毅;张振伟【摘要】针对宝钢不锈钢2号高炉炉役末期炉缸侵蚀加剧的状况,通过加强炉缸状态监控,并采取了强化炉缸冷却、炉芯温度的管理、减风控冶、休风镇静,使用风口喂含钛包芯线等一系列护炉和技术改造措施,延缓了炉缸的进一步侵蚀,做到了在顺行的基础上护炉,在安全的前提下最大限度地优化各项经济技术指标。
%Considering continuously developed hearth erosion, countermeasures were conducted to prevent further erosion, such as supervisory controlling, intensifing of hearth cooling, improving the management of core temperature, reducing the blast volume and controlling smelting, blowing down and keeping stable, feeding titanium-containing materiel cored wire at tuyere. On the premise of safety, smooth operation was realized, resulting in maximum optimization of the economic and technical indexes.【期刊名称】《价值工程》【年(卷),期】2014(000)008【总页数】3页(P61-63)【关键词】中型高炉;炉缸;护炉【作者】忻毅;张振伟【作者单位】宝钢不锈钢有限公司,上海200431;宝钢不锈钢有限公司,上海200431【正文语种】中文【中图分类】TF540 引言宝钢不锈钢有限公司2 号高炉于1999年10月8日点火投产,设计炉容为2500m3,一代炉役无中修设计寿命12年。
莱钢1000m~3高炉低成本护炉技术
1 前
言
TO 在炉 内高温 还原气 氛条件 下 , i 生成 TC和 TN及 i i 固溶 体 T ( N)再 与 铁 水 和从铁 水 中析 出的石 墨 iC、 , 结合 在一 起 , 入 被侵蚀 的砖缝 或在 炉底 的表 面凝 进 结成保 护层 , 炉缸 、 对 炉底起 到保护作 用 。为了有效 地保 护炉 缸 , 缓 炉缸 的侵 蚀 , 延 延长 高炉 寿命 ,0 8 2 0 年9 1 月 0日开始 在 高炉 炉料 中配 加钛 球 , 每批 炉料 配 加 钛 球 3 0 k , 时 将 [i 提 高 至 05 % 0 g 同 S] . 0 06 % , . 5 确保 [ i在 01 T ] .%以上 , 而起 到护 炉作 用 。 从
22 风 口加衬 套 .
为 了保 证 高炉 炉役后 期 的安 全生 产 , 当降低 适
高 炉 的冶 炼强 度 。 目前 , 内采 用 的方法 是堵 部分 国
风 口来减 少 高炉 的进 风量 , 到降低 高 炉冶炼 强度 达 的 目的 。但 堵 风 口导 致 高 炉 圆周 方 向进 风 量 偏差 大, 带来 的弊端 是高炉炉 缸工作 不均匀 , 高炉 内煤气
作者简介 : 张故见 , ,9 9 男 16 年生 ,9 2 19 年毕业于重庆钢铁 专科学校 炼铁专业 。现为莱钢 股份炼铁厂技术科副科长 、 工程师 , 从事炼铁 工 艺 技 术 工作 。 5 4
张故见等
莱钢 1 0 0m 高炉低成本护炉技术 0
21 钛球 护炉 .
钛球 护炉的基本原理是含钛料 进入炉缸后 ,
表1 20 年8 2 09 月 9日 一9 5日莱钢 高炉 喂线量及入炉 -o 月 r 量平衡情 况 i
日 期 钛球量/ t钛线量/ 产量/ 钛负荷/ ・ ) t t ( t 铁中[ ] 渣中TO % 渣带走 的TO t炉缸沉积 T Y g iJ iY i t沉积 比例, O %
高炉长寿及低成本炼铁实践
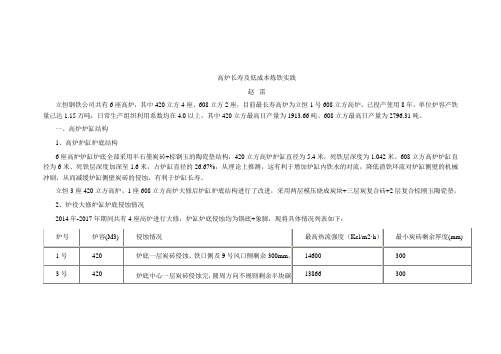
高炉长寿及低成本炼铁实践赵雷立恒钢铁公司共有6座高炉,其中420立方4座、608立方2座,目前最长寿高炉为立恒1号608立方高炉,已投产使用8年,单位炉容产铁量已达1.15万吨;日常生产组织利用系数均在4.0以上,其中420立方最高日产量为1913.66吨、608立方最高日产量为2796.31吨。
一、高炉炉缸结构1、高炉炉缸炉底结构6座高炉炉缸炉底全部采用半石墨炭砖+棕钢玉的陶瓷垫结构,420立方高炉炉缸直径为5.4米,死铁层深度为1.042米。
608立方高炉炉缸直径为6米、死铁层深度加深至1.6米,占炉缸直径的26.67%,从理论上推测,这有利于增加炉缸内铁水的对流,降低渣铁环流对炉缸侧壁的机械冲刷,从而减缓炉缸侧壁炭砖的侵蚀,有利于炉缸长寿。
立恒3座420立方高炉、1座608立方高炉大修后炉缸炉底结构进行了改进,采用两层模压烧成炭块+三层炭复合砖+2层复合棕刚玉陶瓷垫。
2、炉役大修炉缸炉底侵蚀情况2014年-2017年期间共有4座高炉进行大修,炉缸炉底侵蚀均为锅底+象脚,现将具体情况列表如下:高炉解剖后,将炭砖扒出炉外的过程中发现,炭砖砌缝之间全部贴着金属单质,物证为柔软、呈白色状,主要成分为铅金属。
3、生产状态时危险部位通过对几座高炉正常生产状态的监测数据来看,由于是单铁口高炉,铁口侧热流强度高较为正常,但仍有一个特点即热风围管9-11号风口侧为第二热流强度高点。
高炉解剖后也验证了这一判断,砖的剩余厚度此处仅为200-300mm。
二、低成本炼铁措施1、配加多种性能不同的低价缺陷料为从烧结上降低成本,公司原料搭配上配加了诸多低价缺陷原料,配加2-3%海砂矿,其中TiO2=7.349%、配加3-7%硫酸粉,其中K+Na=0.654%、Zn=1.0-1.5%、配加5-10%浮山精粉,其中K+Na=0.25%、Zn=0.021%、配加5-10%外蒙二连粉,其中K+Na=0.15%、Zn=0.02%。
【钢铁知识】高炉长寿技术的应用及评价
前言高炉的长寿技术在70年代以后得到了很大发展,如日本在70年代新建和改建的高炉寿命大都在10年以上,最长的是日本川崎千叶6号高炉(内容积4500m3),于1977年6月投产,到1994年11月以连续运转了17年零4个月,创造了大型高炉长寿的世界记录,其寿命有望达到20年以上。
西欧和日本70年代后建的其它高炉寿命也都在10年以上。
八十年代以来我国在高炉长寿技术上也有了很大提高,现在也有一批高炉的寿命已有或将要达到8-10年的水平。
如宝钢1号高炉、梅山1、2号高炉寿命都已达到或超过8年。
“八五”期间我国高炉的设计寿命为8年,“九五”我国高炉寿命的目标为12-15年,因此,应用成熟可靠的高炉长寿技术是一项非常重要的任务。
高炉长寿技术是一项综合技术,它与冷却介质,冷却器,耐火材料,合理的设计,施工,高炉的操作与维护及稳定的原燃料条件等密切相关。
2、高炉长寿技术的应用高炉长寿技术在我国已得到了广泛的应用和发展,如目前我国新建和改建的高炉大都采用了软水冷却技术、第三代或第四代冷却壁、在关键部位采用优质耐火材料,如在炉缸炉底采用UCAR 的小块炭砖和陶瓷杯等,炉身下部、炉腰、炉腹采用碳化硅砖、在操作上以认识到了操作与长寿的关系。
2、1冷却设备与冷却系统冷却设备的长寿是高炉长寿的关键,大约在1884年,为延长高炉寿命开始对高炉炉壳采用水冷技术,从那时起直到原苏联人发明了冷却壁,为延长高炉寿命而采用的冷却方式主要是炉壳外部喷水和冷却板。
目前高炉所采用的冷却器主要有冷却板、冷却壁部分高炉在炉缸采用炉壳外部喷水冷却。
2、1、1冷却板在冷却壁应用之前,高炉风口区及其以上的炉体部位主要依靠冷却板(或冷却箱)冷却。
冷却板是呈棋盘式布置插入炉内的,相邻两块间的水平距离通常为冷却板宽的两倍,其层距虽着高度向上由300mm到600mm或更大。
冷却板的制造形式也有铸铁冷却板、钢制(焊接)冷却板、铜制冷却板、铜制冷却板有单室单通道、单室双通道和双室六通道。
012 对莱钢中型高炉寿命的思考
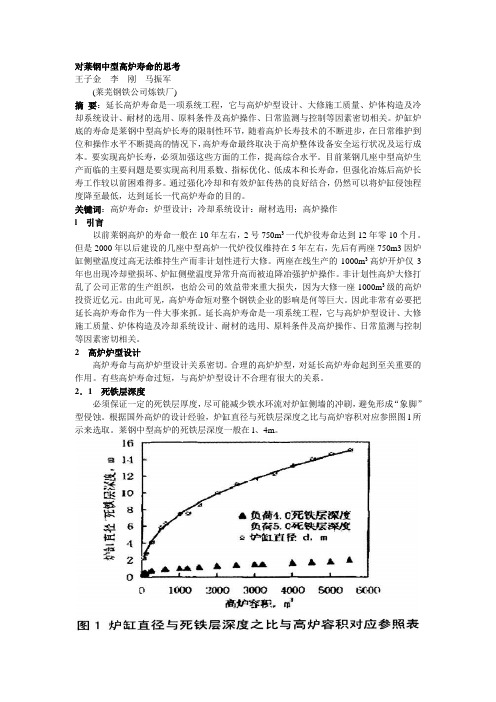
对莱钢中型高炉寿命的思考王子金李刚马振军(莱芜钢铁公司炼铁厂)摘要:延长高炉寿命是一项系统工程,它与高炉炉型设计、大修施工质量、炉体构造及冷却系统设计、耐材的选用、原料条件及高炉操作、日常监测与控制等因素密切相关。
炉缸炉底的寿命是莱钢中型高炉长寿的限制性环节,随着高炉长寿技术的不断进步,在日常维护到位和操作水平不断提高的情况下,高炉寿命最终取决于高炉整体设备安全运行状况及运行成本。
要实现高炉长寿,必须加强这些方面的工作,提高综合水平。
目前莱钢几座中型高炉生产而临的主要问题是要实现高利用系数、指标优化、低成本和长寿命,但强化冶炼后高炉长寿工作较以前困难得多。
通过强化冷却和有效炉缸传热的良好结合,仍然可以将炉缸侵蚀程度降至最低,达到延长一代高炉寿命的目的。
关键词:高炉寿命:炉型设计;冷却系统设计:耐材选用;高炉操作l 引言以前莱钢高炉的寿命一般在10年左右,2号750m3一代炉役寿命达到12年零10个月。
但是2000年以后建设的几座中型高炉一代炉役仅维持在5年左右,先后有两座750m3因炉缸侧壁温度过高无法维持生产而非计划性进行大修。
两座在线生产的1000m3高炉开炉仅3年也出现冷却壁损坏、炉缸侧壁温度异常升高而被迫降冶强护炉操作。
非计划性高炉大修打乱了公司正常的生产组织,也给公司的效益带来重大损失,因为大修一座1000m3级的高炉投资近亿元。
由此可见,高炉寿命短对整个钢铁企业的影响是何等巨大。
因此非常有必要把延长高炉寿命作为一件大事来抓。
延长高炉寿命是一项系统工程,它与高炉炉型设计、大修施工质量、炉体构造及冷却系统设计、耐材的选用、原料条件及高炉操作、日常监测与控制等因素密切相关。
2 高炉炉型设计高炉寿命与高炉炉型设计关系密切。
合理的高炉炉型,对延长高炉寿命起到至关重要的作用。
有些高炉寿命过短,与高炉炉型设计不合理有很大的关系。
2.1 死铁层深度必须保证一定的死铁层厚度,尽可能减少铁水环流对炉缸侧墙的冲刷,避免形成“象脚”型侵蚀。
莱钢750m 3高炉高效长寿生产
/ 6 3
%
5 .6 58 5. 6啦 5 .9 6 1 5 .4 :6 5 5 .9 56 5 .0 73 5 .5 9 1 5 9 9
5 5 3. 5 5 2 5. 窖
风温 [ 休风率 s %
67 8 5 52
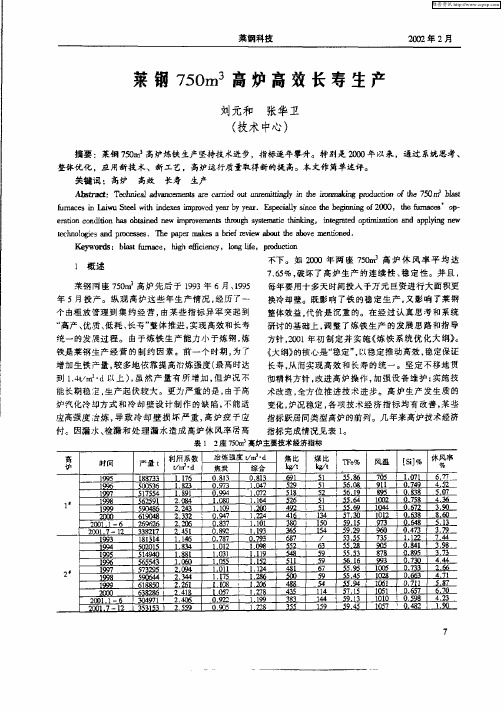
表 1 2 强) 高炉 主要技术 经济指标 座 时间
1 9 95 1 6 19 97 1 9 98
19 9 9
产量 t
l g 3 8 73 5 Q3 0 56 57 5 154 5 2 9 65l
5 )s 9[ 6 4
利用系效
维普资讯
莱钢 科技
20 年 2月 C2
莱钢 70 5 m3高 炉 高 效 长 寿 生 产
刘 元和 张华 卫
( 技术 中心)
摘要 :莱铜 7o ] 5m 高炉炼铁生产坚持技术进步,指标逐年攀升。特别是 2o 年 以来,通过系统思考、 oo 整。奉文作 简单述评。 应
应 高强度 冶 炼 , 致 冷 却 壁 损 坏 严 重 , 导 高炉 疲 于应 付 。因漏 水 、 检漏 和 处理 漏 水 造 成 高 炉休 风 率居 高
高
炉
指标跃 居同类 型 高炉的前列 。几 年来 高炉技术 经济 指标 完成情 况见表 l 。
焦比
l t , e /
6l 9 59 2 58 1 56 2 42 9 46 1 30 8 35 6
关键词 : 高炉 高效 长寿 生产
b 打 d:T e n  ̄ d 出 et 旦ecre u £ 坷n r tei t  ̄ poutn o £ 5 b s sa ehi d矗 哪 e nns r a i o tl rd I l h o mk rn rdc o f h 70 i e lt a f n csi LiuSel i dxsi r e er yya.E pc l n et ei ig f G 0 h r e u ae n a t t i ee o dya er seil s e ebg nn O ,t f n  ̄ o - r w ewhn mp v b ay  ̄ h n o2 eu a p eao od o 1 b ie e poe e t t o由 ss m t ik g n g t pii t nadap ignw r i cni n}s tndnw i r m n r tn i t 日oa m v s h u yt a ct n i ,iere ot z i n p ln e e i h n t a d m ao y
济钢1750 m3高炉长寿措施

济钢1750 m3高炉长寿措施张小伟;孟令君;辛虹霓【摘要】针对济钢1 750m3高炉炉缸侵蚀状况,在生产中进行喂线护炉,使其还原成Ti(N,C)的沉积,同时通过冷却水系统改造增加冷却强度,对炉缸、炉底形成稳定保护层.实践表明,炉缸侧壁E1点温度由810℃下降至500℃左右,G1点温度由1 050℃下降到900℃左右.【期刊名称】《山东冶金》【年(卷),期】2010(032)002【总页数】2页(P39-40)【关键词】高炉;炉缸侵蚀;护炉;冷却水【作者】张小伟;孟令君;辛虹霓【作者单位】济南钢铁股份有限公司,第二炼铁厂,山东,济南,250101;济南钢铁股份有限公司,第二炼铁厂,山东,济南,250101;济南钢铁股份有限公司,第二炼铁厂,山东,济南,250101【正文语种】中文【中图分类】TF549济钢3座1 750 m3高炉都采用陶瓷杯炉缸炉底和软水密闭循环冷却系统,2005年相继出现高炉炉缸碳砖温度偏高,局部陶瓷杯侵蚀完毕后开始侵蚀碳砖现象。
为此,济钢炼铁厂相继采用了炉体灌浆、喂线护炉、钒钛矿护炉、调整送风制度等措施,但效果不稳定,时有反复。
针对此问题,决定进行水系统改造,加大冷却强度,采取炉体灌浆、风口喂线和强化冷却配合治理炉缸局部侵蚀的措施。
济钢3座1 750 m3高炉侵蚀位置都是位于热风炉围管下方,铁口中心线以下,标高8.095 m的炉缸炉底交接处。
炉缸侧壁温度持续上升,炉缸侵蚀加重,从炉底和炉缸危险区域温度数据分析,高炉此区域有“蒜头状”侵蚀的特征,侵蚀并不均匀,在高炉热风围管下、炉底炉缸交接处侵蚀比较严重,铁口之间的区域次之,而且炉体上下部炉体温度趋势基本一致,上下部表现基本协调。
通过炉缸侵蚀模型(见图1)发现,高炉热风围管下炉底炉缸交接处的陶瓷杯基本侵蚀完毕,碳砖残存厚度970 mm,其他部位侵蚀较轻,但总体表现偏高。
喂线料选择含钛包芯线,由喷煤枪通道借助联接装置及喂线机将护炉料直接送入炉缸,工艺流程为:包芯线→喂线机→联接装置→喷煤枪通道→高炉风口区。
高炉炉役后期护炉及强化冶炼实践

高炉炉役后期护炉及强化冶炼实践刘铁龙,刘欣,刘崇亭,王全贵,姜良玉(济南钢铁集团总公司第二炼铁厂,山东济南250100 )摘要:济钢在120m3高炉炉役后期采取增设炉底冷却水管及钒钛矿护炉的措施,解决了护炉和强化冶炼的矛盾,在确保安全生产的基础上,通过采取优化炉料结构、推行大料批技术等强化冶炼措施,高炉炉役后期取得了较好的技术经济指标,利用系数达到了3.257t/(m3.d)。
关键词:炉役后期;炉基温度;护炉;钒钛矿;强化冶炼中图分类号:TF538 文献标识码:B 文章编号:1004-4620(2004)-05-0010-02Furnace Maintenance and Strengthening Smelting Practice of BF in theLater Stage of CampaignLIU Tie-Long, LIU Xin, LIU Chong-ting, WANG Quan-gui, JIANG Liang-yu(No.2 Ironmaking Plant of Jinan Iron and Steel Group Corporation, Jinan 250100, China)Abstract:Measures such as setting up hearth bottom water cooling pipe and adding schreyerite for furnace maintenance are used by Jigang to solve the conflict of furnace maintenance and strengthening smelting in the later stage of campaign. Based on safe production, the better technical and economy indexes are acquired by adopting strengthening smelting measures as optimizing the burden design and utilizing large material charge. The utilization coefficient of BF is up to 3.257 t/(m3.d). Keywords:later stage of campaign; furnace foundation temperature; furnace maintenance; schreyerite; strengthening smelting济南钢铁集团总公司第二炼铁厂(简称济钢第二炼铁厂)1#高炉第七代炉龄于1995年6月开炉,至1999年2月19日炉基温度达890℃,且有继续上升趋势,影响到高炉的安全生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
莱钢620m3高炉二代炉役护炉长寿
郭怀功;于国华
【期刊名称】《山东冶金》
【年(卷),期】1995(017)001
【摘要】本文介绍了莱钢620m^3高炉通过采用新技术,改善高炉操作,强化冷却和钛化物护炉工作取得的长寿经验,分析了高炉长寿的原因,提出了延长一代护子寿命的建议。
【总页数】5页(P1-5)
【作者】郭怀功;于国华
【作者单位】不详;不详
【正文语种】中文
【中图分类】TF576.7
【相关文献】
1.梅钢2号高炉炉役中后期护炉生产实践 [J], 王书龙
2.攀钢4#高炉第二代炉役强化冶炼实践 [J], 李刚
3.2号高炉后期炉役护炉生产实践 [J], 张纯良;唐志宏
4.宝钢不锈钢2号高炉炉役末期护炉实践 [J], 忻毅;张振伟
5.莱钢600 t混铁炉延长寿命的护炉措施 [J], 武光君;孟召来
因版权原因,仅展示原文概要,查看原文内容请购买。