机床结构案例
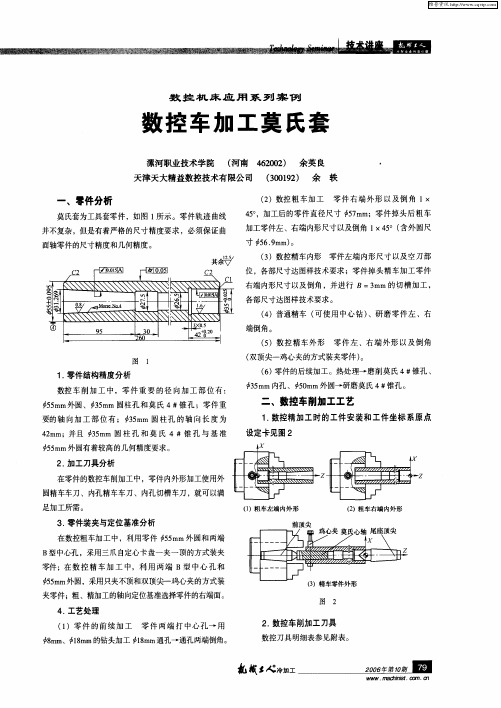
数控机床应用系列案例 数控车加工莫氏套
l: l l
l
0④
\
乜 2
( m ;向左后延 的锥 孔直径为 :3 .6 — .54— m ) 127 543 4=
2 . 15 7 ( 18 3 8 mm) 。
y //// d / ///// / / / 、 / /// ̄  ̄  ̄ /// / / / . / - / g/ / / / / \ \
( ) ( 17 ;2 5 O ( ) (1 7 ;20.) 1 2 .8 7 .) 2 2 .8 7 O ( ) (5 8 ;1 5 O ( ) (4.0 5 . ) 3 1 . 1 5 .) 4 0 ;15 O ( ) (4 O ; 7 . ) ( ) (5.8 2 0.) 5 .0 2 0 O 6 2 7 ; 7 O ( ) (9.8 5 .) ( ) (7 7 ;20.) 7 1 7 ;15 O 8 2 .9 7 O ( ) ( 1 8 ;15 O 9 2 .1 5 .)
A (0 .0 0 . ) 2 0 0 :3 0 O
① (8.0; 7 . )② (8 5 ;17.) 1 5 250 1 .0 3 0
图 3
③ (4 0 ;1 7 0 .0 3 .)④ (4 0 ; 7 .) .0 2 0 0 ⑤ (2 5 ;2 0 0 2 .0 7 . )⑥ (2 5 ;17 0 2 .0 3 . )
延 的 锥 孔 直 径 为 3 .6 12 7+0 5 9 7—4 =2 .8 3 .1 3 7767
:
13 6
】 /
20 7
~
7/ / //  ̄V / / / / / / // / / / / / / / / // _ Z// / / / / // / // / _ / /
沈阳机床朝着高复合、智能化方向发展——五轴联动复合加工机床案例分析

( )节省空 间 5
不再需要有专 机功能的数 台
加 工设 备 ,可 因此 而 大 大 节省 现 场 空 间 。
( )节省成本 由几台变一 台或一套 ,在价 6 格方面达到较易被接受的水平 。
此 类 复 合 加 工 设 备 的开 发 成 功 ,有 效地 解 决 了
依靠多台机床进行分序加 工、频繁装卸、频繁运输 ( )智能化 将储藏 、搬运以及加 工在机床内 3
安装航空零件和夹具移 动平台及底座 、加工航空零
件用 卧 式加 工 中心 、立 式 加 工 中心 及 十 字移 动 平 台 共 同组 成 ,根 据 加 工对 象 特 点 将机 床 对称 放 置在 加 工 对象 的 两 侧 ,便 于 编程 及 操 作 。该 产 品 采用 了高
速主轴 、五坐标头 、单 一机床多轴联动 、整机的柔 性加工及 网络控制等新技术 ,提高了航空整机装 配 的 自动化程度和航空整机组装后整机 的精度 、增 强
下:
( I) 功 能复 合化 此
复 合 加 工 机 床 能提供铣 削、 钻 削 、 攻 螺
纹 、铆 接 和 自
图2 整机自动装配的柔性组合加工
生产线装配现场
动 装 配等 多 种 复合 功 能 ,可 以 完成 一 个 航 空零 件 的 铣 削 、钻 削 、攻 螺 纹 和铆 接 的 多种 功 能 ,有效 地 减
( )内、外加 工集成化 一次 ( 1 表面 )及第二
次 ( 内面 ) 加 工 的 各 项 功 能 输 入 于 机 床 内的 一 次 / 次加 工机 床 。 二 ( )加 工 复 合化 车 削 加 工加 上 铣加 工 、磨 削 2 加 工 等各 项 功 能 均具 备 于 机床 内的 工 序集 成 加 工机
机械制造装备设计第四章组合机床主轴箱设计
影响因素
主轴箱的设计受到机床类型、 加工要求、切削力、转速范 围等因素的影响。
主轴箱设计的目标和要求
1 高刚性
主轴箱应具有高刚性,以确保机床在高速运 行时的稳定性和加工精度。
2 合理布局
主轴箱的内部结构应合理布局,方便维修和 保养。
3 低振动
主轴箱应减小振动和噪音,提高机床的工作 环境。
4 可靠性
需求分析
明确主轴箱的功能和性能要求。
选型和计算
选择适合的材料和标准件,进行强度、 刚度等计算。
加工和装配
按照设计要求进行主轴箱的加工和装配。
主轴箱设计的优化方法
1 减少质量
通过优化结构设计和材料选择,减少主轴箱的质量。
2 提高刚性
通过改进支撑结构和加工工艺,提高主轴箱的刚性。
3 优化传动
选择合适的齿轮传动方案,提高主轴箱的传动效率。
主轴箱设计实例和案例研究
实例一
某机床工厂成功设计了一款高速主轴箱,提高了机 床的加工效率和产品质量。
实例二
一家机械研究院研发了一种新型主轴箱结构,减小 了机床的振动和噪音。
主轴箱应具有较高的可靠性,以保证机床的 长时间运行。
主轴箱设计的工作原理和结构
工作原理
主轴箱通过传动装置将电机的动力传导到主轴上, 实现转速调节和加工功能。
结构
常见的主轴箱结构包括箱体、主轴、轴承、齿轮传 动、变速箱等组成部分。
主轴箱设计的重要考虑因素
1 切削力
主轴箱要能承受切削力, 保持稳定运行。
2 加工精度
3 主轴高速旋转时会产生大 量热量,需要考虑散热和 冷却措施。
主轴箱设计步骤和流程
1
结构设计
2
确定主轴箱的内部结构和布局。
数控机床及零件加工案例
数控机床及零件加工案例目录摘要.............................................................. .. (4)第一章概述.............................................................. .. (5)1.1数控机床的优点.............................................................. . (5)1.2 数控机床的发展趋势.............................................................. . (6)1.2.1 个性化的发展趋势.............................................................. (6)1.2.2 个性化是市场适应性发展趋势 (6)1.2.3 开放性是体系结构的发展趋势 (6)第二章零件前的加工准备.. ........................................................... (7)2.1加工步骤.............................................................. (7)2.2工序划分的主要原则.............................................................. (7)2.3数控机床的选择 . ........................................................... (9)2.4装夹方式和夹具的选择.............................................................. .. (9)2.4.1夹具的选择.............................................................. . (9)2.4.2夹具的类型 ............................................................. . (9)2.4.3.工件装夹方法的选择.............................................................. ..102.5刀具的选择................................................................. . (10)2.5.1选择数控刀具的原则.............................................................. (10)2.6切削用量的选择. ............................................................ .. (11)2.6.1切削深度的选择.............................................................. . (11)2.6.2进给量的选择.............................................................. .. (12)2.6.3切削深度的选择.............................................................. . (12)2.7确定定位基准.............................................................. .. (14)2.7.1定位基准的选择原则.............................................................. (14)2.8加工工艺决策 ............................................................. .. (18)2.8.1加工工序划分的方法 (18)2.8.2加工工序的划分原则………………………………………………19第三章数控零件加工案例.............................................................. (21)3.1零件图形及加工要求.............................................................. .. (21)3.2加工刀具及加工工序…………………………………………….……223.3加工程序及效果图.............................................................. (26)小结......... .................................................... (31)致谢…………………………………………………………….………..…32参考文献 (33)摘要数控机床是一种技术密集度及自动化程度很高的机电一体化加工设备,是综合应用计算机、自动控制、自动检测及精密加工精度高,质量容易保证,发展前景十分广阔,因此掌握数控车床的加工编程技术尤为重要数控加工的重点发展方向是无图化生产、单件高精度并行加工、少人化无人化加工,这就要求数控机床能满足高速、高动态精度、高刚性、热稳定性、高可靠性、网络化以及与之配套的控制系统,最重要的是模具三维型面加工特别注重机床的动态性能国内已有一些公司引进了高速铣床,并开始应用。
机械行业事故案例

行车事故案例:2019年11月28日,四川普格县一家钢铁厂内发生一起行车坠落事故,一名工人在作业时被行车吊具掉落致死。
2019年10月12日,江苏扬州某工艺品厂内发生行车事故,一名工人在作业时被行车吊具砸中头部,当场身亡。
2018年7月17日,山东青岛某码头内发生行车事故,一名工人在作业时被行车吊具夹住身体,后因伤势过重死亡。
数控机床事故案例:2019年8月12日,浙江温州市某汽车零部件厂内发生数控机床事故,一名工人在操作数控机床时,因机床某部件故障导致手臂受伤。
2018年10月19日,江苏南京某机械厂内发生数控机床事故,一名工人在操作数控机床时,被机床刀柄刺入腹部。
2017年3月4日,广州某电子厂内发生数控机床事故,一名工人在操作数控机床时,被机床转轴卡住手臂,致手臂骨折。
半自动车床事故案例:2020年2月22日,江苏苏州某压力容器厂内发生半自动车床事故,一名工人在作业时手臂被切割,导致手臂严重受伤。
2019年5月7日,广东东莞某五金厂内发生半自动车床事故,一名工人在操作半自动车床时被切剂弹片击中面部,导致面部淤血。
2018年8月15日,山东济南一家制冷厂内发生半自动车床事故,一名工人在操作半自动车床时,被车刀切割胸部致死亡。
砂轮机事故案例:2019年10月28日,上海某钢铁厂内发生砂轮机事故,一名工人在使用砂轮机时,砂轮突然爆裂导致眼部重伤。
2018年11月6日,安徽芜湖一家钢结构厂内发生砂轮机事故,一名工人在使用砂轮机时,砂轮突然脱落导致面部受伤。
2017年5月16日,江苏常州某电器厂内发生砂轮机事故,一名工人在使用砂轮机时不慎碰触到砂轮,导致手部严重受伤。
安全生产勿侥幸,违章违规要人命。
人人牢记。
安全生产,齐抓共管。
生产大上,安全不忘。
安全生产勿侥幸,违章蛮干出人命。
珍爱生命莫轻心,安全生产牢记心。
安全生产日日好,员工生活步步高。
生产在忙,安全不忘;人命关天,安全为先;安全生产、人人有责,遵章守纪、保障安全。
机床活顶尖设计说明【优秀案例分享】
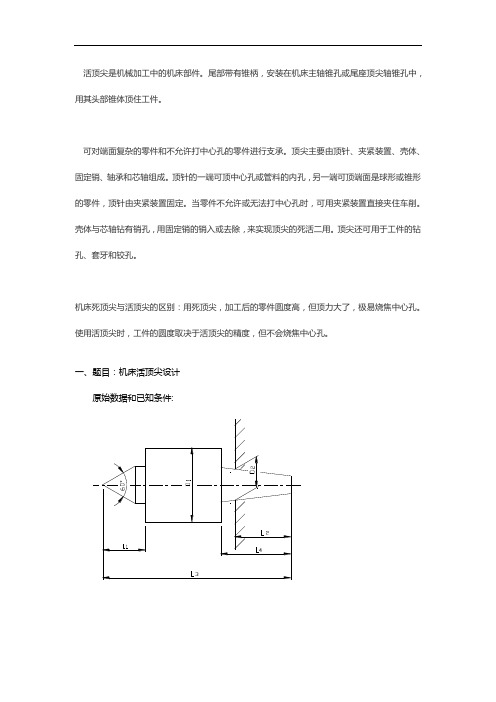
活顶尖是机械加工中的机床部件。
尾部带有锥柄,安装在机床主轴锥孔或尾座顶尖轴锥孔中,用其头部锥体顶住工件。
可对端面复杂的零件和不允许打中心孔的零件进行支承。
顶尖主要由顶针、夹紧装置、壳体、固定销、轴承和芯轴组成。
顶针的一端可顶中心孔或管料的内孔,另一端可顶端面是球形或锥形的零件,顶针由夹紧装置固定。
当零件不允许或无法打中心孔时,可用夹紧装置直接夹住车削。
壳体与芯轴钻有销孔,用固定销的销入或去除,来实现顶尖的死活二用。
顶尖还可用于工件的钻孔、套牙和铰孔。
机床死顶尖与活顶尖的区别:用死顶尖,加工后的零件圆度高,但顶力大了,极易烧焦中心孔。
使用活顶尖时,工件的圆度取决于活顶尖的精度,但不会烧焦中心孔。
一、题目:机床活顶尖设计原始数据和已知条件:顶尖处受力:径向力Fr =1500N轴向力F x =750N转速:n=500r/min设计寿命:3000h二、工作量1、计算说明书一份;(将任务书置于计算说明书首页)2、装配图一张。
三、设计要求1、确定轴承组合结构方案;2、对轴承进行寿命计算和静强度计算。
—目录—1 轴承型号初选··32 轴承的受力计算·32.1 轴承径向力计算··32.2 轴承内部轴向力计算··32.3 轴承轴向力计算··32.4 轴承当量动载荷计算··33 轴承寿命计算·44 轴承静强度计算校核·45 顶尖心轴设计·45.1 心轴材料选择··45.2 心轴尺寸计算··45.2.1 各轴段直径计算··55.2.2 各轴段长度计算··56 端盖设计·56.1 端盖材料选择··56.2 端盖结构设计··57 套杯设计·57.1 套杯材料选择··57.2 套杯结构设计··68 支撑体设计·67.1 套杯材料选择··67.2 套杯结构设计··69 密封件选择·610 设计参考文献·61. 轴承型号初选根据任务书所给要求及原始数据,考虑到活顶尖所受轴向力较大,但计算转速不高,且安装在车窗上,有冲击载荷,故选用圆锥滚子轴承,初步选定型号为30204,并采用“面对面”安装方式。
数控机床应用系列案例:数控车加工轮胎模
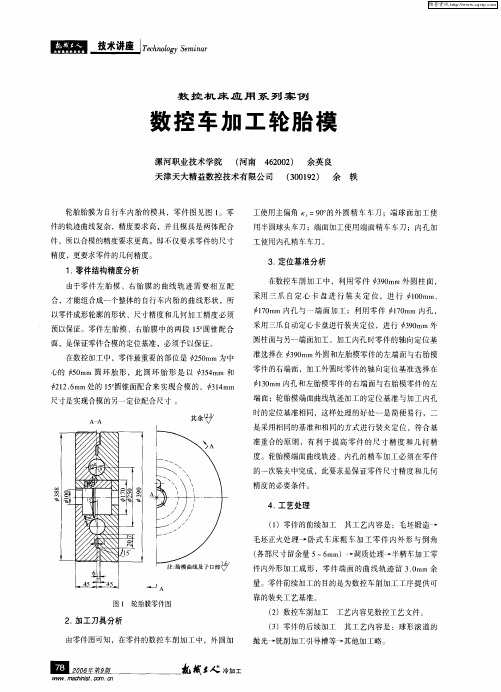
/ 1.r , 26 m处 的 l。 2 a 5圆锥面配合来实现 合模 的,5 1r 64 m 3 a 尺寸是实现合模 的另一定位配合尺寸 。
A —A
其余 。 \ —
4
~
时的定位基准相同 , 这样处理 的好处 一是简便 易行 ,二 是采用相同的基准和相 同的方式进行装 夹定 位 , 合基 符 准重合的原 则 ,有利 于提 高零 件 的尺 寸 精度 和 几何 精 度 。轮胎模端 面曲线轨迹 、内孔 的精车加 工必须在零 件 的一次装 夹中完成 ,此要求是保 证零件尺 寸精度和 几何
2 次
}
( 零 数 加 时 用 爪自 心 盘 行 件 装 1 件 控 工 采 三 定 卡 进 零 的 )
夹定位 ,如图示 。零件 内孔和端面应该在工 件的一次装夹定
“
訇
睡
£
位 中完成加工 。数控精 车加工右胎膜工件安 装和工件坐标 系
原点设定卡如 图示 。 ( )左胎膜工件安装和工 件坐标 系原点 设定 卡同此 ,仅 2 零 件端 面形状有 异。略 。
图 1 轮胎膜零件图
2 J -刀具分析 .j r  ̄
由零件图可知 ,在零件的数 控车 削加 工 中,外圆加
()零件 的后续加工 3
抛光一铣 削加工引导槽等一其他加工略 。
困 趔堕 堡塑 煎
WWW. c ii . o ma hns o m. t
一札板 冷工 l 加
维普资讯
刀具规 格 =9 。 0 R5 B=5 =9 。 3
刀具 长度
直 径 长度 自动 / 动 手
加工部位 自动 自动 A动 自动 零件外圆 零件端面 零件端面 零件 内孔
8 5 8 5 8 5 J0 0
单柱车床型号C5116a的基本结构与工作原理介绍
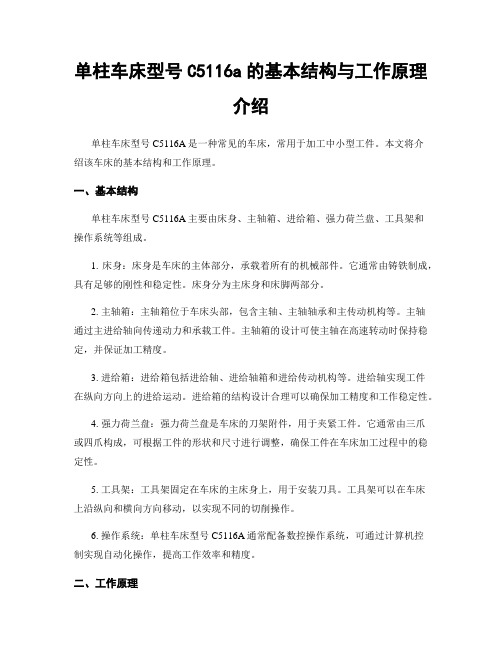
单柱车床型号C5116a的基本结构与工作原理介绍单柱车床型号C5116A是一种常见的车床,常用于加工中小型工件。
本文将介绍该车床的基本结构和工作原理。
一、基本结构单柱车床型号C5116A主要由床身、主轴箱、进给箱、强力荷兰盘、工具架和操作系统等组成。
1. 床身:床身是车床的主体部分,承载着所有的机械部件。
它通常由铸铁制成,具有足够的刚性和稳定性。
床身分为主床身和床脚两部分。
2. 主轴箱:主轴箱位于车床头部,包含主轴、主轴轴承和主传动机构等。
主轴通过主进给轴向传递动力和承载工件。
主轴箱的设计可使主轴在高速转动时保持稳定,并保证加工精度。
3. 进给箱:进给箱包括进给轴、进给轴箱和进给传动机构等。
进给轴实现工件在纵向方向上的进给运动。
进给箱的结构设计合理可以确保加工精度和工作稳定性。
4. 强力荷兰盘:强力荷兰盘是车床的刀架附件,用于夹紧工件。
它通常由三爪或四爪构成,可根据工件的形状和尺寸进行调整,确保工件在车床加工过程中的稳定性。
5. 工具架:工具架固定在车床的主床身上,用于安装刀具。
工具架可以在车床上沿纵向和横向方向移动,以实现不同的切削操作。
6. 操作系统:单柱车床型号C5116A通常配备数控操作系统,可通过计算机控制实现自动化操作,提高工作效率和精度。
二、工作原理单柱车床型号C5116A的工作原理与常规车床基本相同,主要包括主轴旋转、进给运动和切削操作。
1. 主轴旋转:首先启动车床,激活主电机,使主轴开始旋转。
主电机可通过变频器实现转速的调节,以适应不同的工件和加工要求。
2. 进给运动:通过操作系统或手动控制进给轴箱,使工件在车床的纵向轴上实现进给运动。
进给速度和进给量可根据工件的要求进行调整。
3. 切削操作:在进行切削操作前,选择合适的刀具并安装在工具架上。
启动车床后,将刀具与工件接触,通过切削力将工件表面不必要的材料去除。
4. 加工过程中,刀具可通过工具架在横向和纵向方向进行移动,以实现不同形状和精度的切削操作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二.数控铣床
1.数控机床分类 按主轴是垂直还是水平布局以及控制的轴数分 (1) 数控立式铣床
纵向和横向采用工作台方式, 与普通立式升降台铣床类似 主轴上下移动, 而普通立式铣床是工作台升降 大型机床采用双柱(龙门式)结构, 主轴可在横粱上移动 可以附加回转工作台 多数为三轴二联动 2-1/2 (2)数控卧式铣床 主轴轴线平行于水平面 增加数控转盘实现四、五坐标加工 (3) 立、卧两用数控铣床 主轴可以更换 确一次装夹的加工范围广 2. 数控机床的结构特征 1) 主轴启停, 正反转, 变速, 换刀等均可按数入程序自动执行 2)能实现多轴联动, 加工出空间直线和圆弧以及曲面
特点:
1) 刚度高、抗震性好
2) 传动结构简单 , 进给速度快
3) 主轴结构简单, 调速范围宽, 定位精度高
4) 导轨采用耐磨材料,结构新颖, 能长期保持精度, 运动灵敏度高
3. 典型数控镗铣加工中心介绍
一次装夹后,可自动连续完成钻、铣、镗、铰、锪、攻螺纹等多种加工工
序
加工中心结构
机床结构
第二节 数控机床的典型结构
第二章 数控机床的结构
第一节 典型数控机床
一.数控车床 1.分类 卧式 立式 单刀架 双刀架 2.结构特点 刀架运动由伺服电机驱动直接带动丝杠,传动链短 采用直流或交流主轴单元 或变频电机 无需变速齿轮箱手动选择 采用滚珠丝杠和专用轴承, 拖动轻便灵活 刚性好 配有自动排屑装置,液压动力卡盘和气动防护门等辅助装置 3. TND360型数控车床的结构 主轴由伺服电机驱动,2个齿轮扩展了主轴调速范围 纵向和横向进给运动由高精度滚珠丝杠与进给伺服电机相连 刀架转位换刀部件由液压动力将刀盘推出,驱动电机实现转位 尾座由液压动力控制 工件装在卡盘中,多工位的回转刀架有8个孔,可安装8种刀具
一.主传动装置与主轴结构
1.主传动装置
电动机齿轮变速机构传动主轴 电动机通过皮带或同步齿形带 电动机直接驱动 2.主轴结构 对旋转精度、刚度、抗震性和热变形要求都很高 具有ATC功能的主轴配备刀具自动夹紧, 主轴准停和装刀孔自动吹净装置 新型一体化电主轴----电机和主轴一体化, 无传动装置
主轴轴承配置方式: (图 2-7 ) 1) 刚性高, 可满足强力切削要求 2) 适用于高速轻载和精密要求 3) 适用于低速重栽和中等精度要求
三.数控加工中心
1.分类
数控车削中心
带动力刀架和C轴(绕Z轴旋转)功能,一次装夹可完成
车削和铣削加工
数控镗铣加工中心 立式, 卧式加工中心或复合加工中心
有三轴二联动到六轴五Байду номын сангаас动
2.数控加工中心的结构特点
主机包括: 床身、主轴箱、工作台、底座、立柱、横梁、进给机构
刀库、换刀机构、辅助系统(液压、气动、润滑、冷却)等
人有了知识,就会具备各种分析能力, 明辨是非的能力。 所以我们要勤恳读书,广泛阅读, 古人说“书中自有黄金屋。 ”通过阅读科技书籍,我们能丰富知识, 培养逻辑思维能力; 通过阅读文学作品,我们能提高文学鉴赏水平, 培养文学情趣; 通过阅读报刊,我们能增长见识,扩大自己的知识面。 有许多书籍还能培养我们的道德情操, 给我们巨大的精神力量, 鼓舞我们前进。
Ball Bearings 滚珠轴承 Roller Bearings 滚子轴承
轴承分类: 单列, 双列, 四列 径向, 角接触, 推力轴承 滚动体: 滚柱, 长滚柱, 滚针, 锥形, 球形
电主轴
3.自动装夹和清屑装置
4. 主轴准停装置 使主轴每次都停在某一准确位置,提高刀具重复安装精度 ( 图 2-9 )
三.机床导轨 滑动导轨 滚动导轨 静压导轨
滚珠丝杠和直线导轨
滚珠丝杠结构
滚动导轨 1) 滚珠导规 2) 滚柱导轨
开放式静压导轨 形成承栽油膜 实现液体摩擦
拖板结构(导轨和丝杠)
回转工作台
实现工作台圆周进给和分度
五.自动换刀装置
1.自动回转刀架
2.刀库及换刀装置 盘形刀库 链式刀库 格子箱刀库 换刀形式: 1) 无机械手换刀机构 2) 机械手换刀机构 (图 2-20, 2-21 )
二.进给机构 1.滚珠丝杠螺母机构 将回转运动转换为直线运动-- 滚珠丝杠刚性好,反向时无空程死区 (1)采用预载荷或双螺母结构消除轴向间隙 (2)正确安装和选择适当的滚珠轴承组合提高支承的轴向刚度 2.滚珠丝杠制动装置 电磁线圈驱动摩擦离合器 3.滚珠丝杠保护装置 润滑和密封 4.键联接间隙补偿机构 双键加顶紧 栔形销 专用联结器