螺旋输送叶片画法
螺旋输送机叶片旋向判断方法

螺旋输送机叶片旋向判断方法嘿,你知道螺旋输送机叶片旋向咋判断不?这可重要得很呐!咱先说说步骤哈。
你就盯着那螺旋输送机,想象它像个大陀螺在转。
首先呢,你得找个起始点,就好比你在玩迷宫游戏找入口一样。
从这个点开始,顺着叶片的走向看,要是叶片看起来是顺时针转的,那大概率就是右旋;要是逆时针转呢,那就是左旋啦。
可别小瞧这一步,弄混了可就麻烦啦!在判断的时候,一定要仔细,就像侦探找线索一样,不放过任何一个小细节。
这过程中有啥要注意的呢?哎呀呀,那可得小心。
你想想,螺旋输送机那也是个有脾气的家伙。
操作的时候可不能马虎,不然它万一“闹脾气”,那可不得了。
比如说,千万别把手伸到正在运转的机器里面去,那不是自找麻烦嘛!这就好比你不能把手伸进老虎嘴里一样,多危险呐!还有啊,在判断旋向之前,一定要确保机器是停止状态,要是机器还在转呢,你就去判断旋向,那不是瞎折腾嘛。
那螺旋输送机在安全性和稳定性方面咋样呢?嘿,这你就放心吧。
只要你正确操作,它就像个靠谱的伙伴。
安全性方面,只要你遵守规则,一般不会出啥大问题。
它可不是那种不靠谱的家伙,说翻脸就翻脸。
稳定性呢,也是杠杠的。
一旦启动,它就会稳稳地工作,就像一头老黄牛,勤勤恳恳,不会乱晃悠。
再说说应用场景和优势吧。
螺旋输送机那可是用处大着呢!在工厂里,它可以把各种物料输送到不同的地方,就像一个勤劳的小蚂蚁,不停地搬运着食物。
在建筑工地上,也能看到它的身影,把沙子、水泥啥的运过来运过去。
它的优势可不少哇!首先,它能连续输送物料,不像有些设备,一会儿歇一会儿停的。
其次,它的结构相对简单,不容易出毛病。
就像一个朴实的农民,虽然不华丽,但很实用。
我给你讲个实际案例哈。
有个工厂,以前用人工搬运物料,那可累得够呛,效率还低。
后来用上了螺旋输送机,哇,那效果简直是天壤之别。
物料输送得又快又稳,工人也轻松了不少。
这就好比从走路变成坐汽车,速度快了,还不累。
螺旋输送机叶片旋向判断其实不难,只要你用心,肯定能搞清楚。
基于SolidWorks螺旋叶片的展开
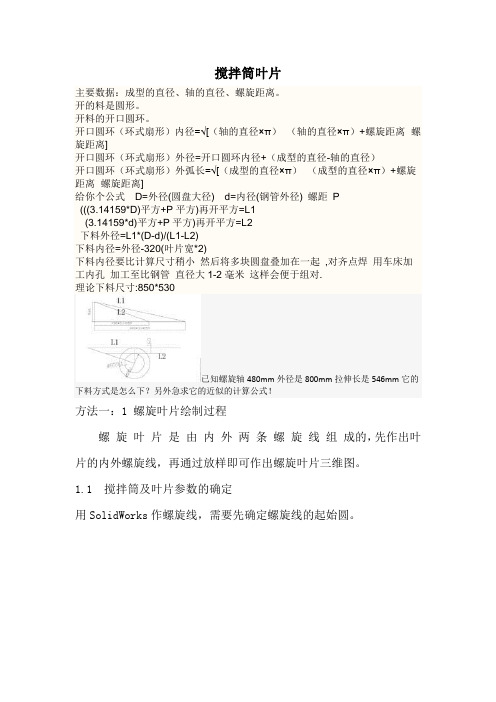
搅拌筒叶片主要数据:成型的直径、轴的直径、螺旋距离。
开的料是圆形。
开料的开口圆环。
开口圆环(环式扇形)内径=√[(轴的直径×π)×(轴的直径×π)+螺旋距离×螺旋距离]开口圆环(环式扇形)外径=开口圆环内径+(成型的直径-轴的直径)开口圆环(环式扇形)外弧长=√[(成型的直径×π)×(成型的直径×π)+螺旋距离×螺旋距离]给你个公式D=外径(圆盘大径) d=内径(钢管外径) 螺距P(((3.14159*D)平方+P平方)再开平方=L1(3.14159*d)平方+P平方)再开平方=L2下料外径=L1*(D-d)/(L1-L2)下料内径=外径-320(叶片宽*2)下料内径要比计算尺寸稍小然后将多块圆盘叠加在一起,对齐点焊用车床加工内孔加工至比钢管直径大1-2毫米这样会便于组对.理论下料尺寸:850*530已知螺旋轴480mm外径是800mm拉伸长是546mm它的下料方式是怎么下?另外急求它的近似的计算公式!方法一:1 螺旋叶片绘制过程螺旋叶片是由内外两条螺旋线组成的,先作出叶片的内外螺旋线,再通过放样即可作出螺旋叶片三维图。
1.1 搅拌筒及叶片参数的确定用SolidWorks作螺旋线,需要先确定螺旋线的起始圆。
图1为搅拌筒前锥叶片断面图图中叶片的螺旋面外张,因搅拌筒螺旋线是变螺距的,所以只能通过高度和圈数来生成螺旋线。
由图1得搅拌筒外锥螺旋线的起始圆φ=1 673 mm,锥度10.85°,高度 1 605 mm,圈数0.872 5;搅拌筒内锥螺旋线的起始圆φ=809 mm,锥度10.85°,高度1 605,圈数0.872 5,且两起始圆之间的距离为83 mm。
2.2 内外锥螺旋线的绘制打开SolidWorks界面,依次点击“新建”→“零件”→“曲线”→“螺旋线/涡状线”→“上视基准面”→“以原点为圆心画圆”输入“1 673”。
螺旋叶片新型制作方法
螺旋叶片新型制作方法周同利(山东海化集团庆丰公司,山东 潍坊 262737 )关键词:螺旋叶片;新型制作方法;拉伸制作法;卷制法山东海化集团纯碱厂达到年产200万吨纯碱生产能力,其使用的螺旋输送机总价达上百万元,山东海化集团庆丰公司为其加工各式各样的螺旋输送机,基本满足了纯碱厂的使用要求,螺旋叶片是机械工程上经常遇到的一种较难放样的板金构件,对螺旋叶片的计算方法及公式在很多资料中已有介绍,其制作方法简单。
但是,工作量大,成本高,下面介绍在山东海化集团庆丰公司使用的螺旋叶片制作方法,拉伸制作方法和卷制方法。
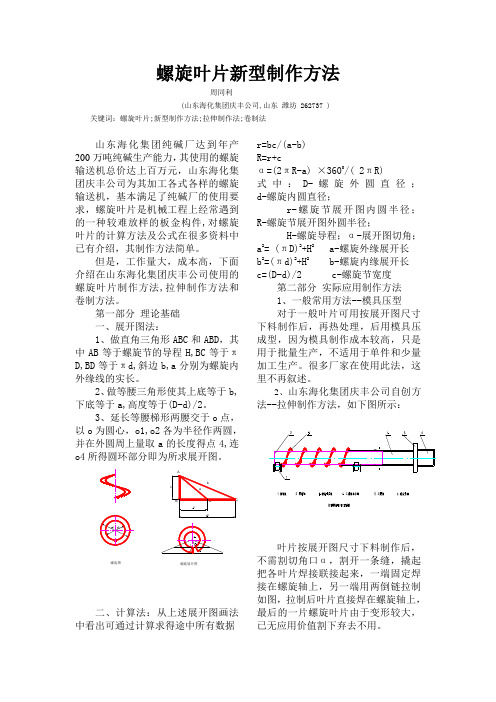
第一部分 理论基础 一、展开图法:1、做直角三角形ABC 和ABD ,其中AB 等于螺旋节的导程H,BC 等于πD,BD 等于πd,斜边b,a 分别为螺旋内外缘线的实长。
2、做等腰三角形使其上底等于b,下底等于a,高度等于(D-d)/2。
3、延长等腰梯形两腰交于o 点,以o 为圆心,o1,o2各为半径作两圆,并在外圆周上量取a 的长度得点4,连o4所得圆环部分即为所求展开图。
螺旋图螺旋展开图二、计算法:从上述展开图画法中看出可通过计算求得途中所有数据r=bc/(a-b) R=r+cα=(2πR-a) ×3600/( 2πR)式中:D-螺旋外圆直径; d-螺旋内圆直径;r-螺旋节展开图内圆半径;R-螺旋节展开图外圆半径;H-螺旋导程;α-展开图切角;a 2= (πD)2+H 2 a-螺旋外缘展开长b 2=(πd)2+H 2 b-螺旋内缘展开长 c=(D-d)/2 c-螺旋节宽度第二部分 实际应用制作方法 1、一般常用方法--模具压型 对于一般叶片可用按展开图尺寸下料制作后,再热处理,后用模具压成型,因为模具制作成本较高,只是用于批量生产,不适用于单件和少量加工生产。
很多厂家在使用此法,这里不再叙述。
2、山东海化集团庆丰公司自创方法--拉伸制作方法,如下图所示:叶片按展开图尺寸下料制作后,不需割切角口α,割开一条缝,撬起把各叶片焊接联接起来,一端固定焊接在螺旋轴上,另一端用两倒链拉制如图,拉制后叶片直接焊在螺旋轴上,最后的一片螺旋叶片由于变形较大,已无应用价值割下弃去不用。
螺旋输送机设计说明书(含图纸)

1.1
中国古代的高转筒车和提水的翻车,是现代斗式提升机和刮板输送机的雏形;17世纪中,开始应用架空索道输送散状物料;19世纪中叶,各种现代结构的输送机相继出现。
螺旋输送机的发展,分为有轴螺旋输送机和无轴螺旋输送机两种型式的发展过程。有轴螺旋输送机由螺杆,U型料槽,盖板,进,出料口和驱动装置组成,一般还有水平式,倾斜式和垂直式三种:而无轴旋输送机则采用螺杆改为无轴螺旋,并在U型槽内装置有可换衬体,结构简单,物料由进料口输入经螺旋推动后由出料口输出,整个传输过程可在一个密封的槽中进行。一般来讲,我们平常所指的螺旋输送机都指有轴型式的螺旋输送机。而对许多输送比较困难的物料,人们一直在寻求一种可靠的输送方法,而无轴螺旋输送机则是一种较好的解决方法。
⑷新型、高可靠性关键元部件技术。如包含CST等在内的各种先进的大功率驱动装置与调速装置、高寿命高速托辊、自清式滚筒装置、高效贮带装置、快速自移机尾等。如英国FSW生产的FSW1200/(2~3)×400(600)工作面顺槽螺旋输送机就采用了液粘差速或变频调速装置,运输能力达3000 t/h以上,它的机尾与新型转载机(如美国久益公司生产的S500E)配套,可随工作面推移而自动快速自移、人工作业少、生产效率高。
YS型圆筒螺旋输送机,可设计成水平式、倾斜式、垂直式三种类型。FX系列螺旋输送机广泛用于盐、化工等行业粉状物料的输送及提升,而且可以垂直输送替代斗式提升机。
随着运输机械的发展,还出现一些新型的特殊用途的螺旋输送机,如可弯曲螺旋输送机,螺旋管输送机,大倾角螺旋输送机,成件物品螺旋输送机,热交换式螺旋输送机,微粉螺旋输送机,新型冷却螺旋输送机等。
我这次设计所选的题目是螺旋输送机设计,主要设计螺旋片,输送机进出料口,驱动装置,减速器等主要零部件的设计计算及相关零件的校核。综合运用了机械工程材料,机械制造工艺,极限配合,机械制图等方面的知识,所以能从各个方面检查所学知识。
solidworks绘制螺旋叶片方法总结

Solidworks绘制螺旋叶片方法最近想改制一个螺旋输送机,特搜集了几种采用solidworks绘制螺旋叶片的绘制方法,希望能给初步接触螺旋叶片画法的朋友一点帮助.因水平有限,假设有不适宜地方还请指正.叶片参数:螺距350mm,外部直径350mm,内部直径80mm,厚度10mm, 圈数2,逆时针.绘制软件:solidworks2021一、螺旋线扫描11、翻开solidworks软件,点击“文件〞一“零件〞一“确定〞进入草图界面.2、选择“前视基准面〞绘制①80mm圆后退出草图.3、选择“前视基准面〞绘制①350mm圆后退出草图.LE4、选择“前视基准面〞绘制直线135mm后退出草图.5、“特征〞一“曲线〞一“螺旋线涡状线〞一进入草图环境点击“前视基准面〞任选①80mm或①350mm圆一“转换实体引用"退出草图环境进入螺旋线/涡状线参数设置界面,选择“恒定螺距〞一设置螺距350mm,圈数2,起始角度0 度,逆时针,确定并退出螺旋线/涡状线参数设置界面.5、“曲面〞一“扫描曲面〞一轮廓和路径选择“草图轮廓〞选择特征轮廓135mm 直线,扫描路径选择螺旋线,预显螺旋叶片,此处螺旋叶片为薄片没有厚度,确定无误后点击确定.6、“插入〞一“凸台/基体〞一“加厚〞选择要加厚的曲面和加厚的方向并设置厚度值10mm,确定退出加厚参数设置界面.区SSJUKH心asm 皿> amx 题、工的 z匚州诧卧― 才,口,gr - 3 - r Q r< E r出固菸VM手主部舄41B -^=VE-■砌・宜H・上£a*H* btf£4H ;_JW 匚11raBJ皿,卡叩的a3面I Fl«|U:itfilHi 戢* rwiMiuGO ,啪瓯MITi 肆倒啾wm- 冉G感口产BHI9-. * mtu- @ wm-妁■件1口的DW6.^ttHRIRiS#|0|-当而L上尸.病・加第•▼•攀能・Q ・二、螺旋线扫描21、翻开solidworks软件,点击“文件〞一“零件〞一“确定〞一“特征〞一“曲线〞一“螺旋线/涡状线〞进入草图绘制环境选择“前视基准面〞绘制①80mm圆, 退出草图界面进入螺旋线/涡状线参数设置界面,选择“恒定螺距〞一设置螺距350mm,圈数2,起始角度0度,逆时针,确定并退出螺旋线/涡状线参数设置界面.2、点击草图选择“前视基准面〞在螺旋线的端点处向外绘制直线135mm,并约束直线与螺旋线点穿透.3、“曲面〞一“扫描曲面〞一轮廓和路径选择“草图轮廓〞选择特征轮廓135mm 直线,扫描路径选择螺旋线,预显螺旋叶片,此处螺旋叶片为薄片没有厚度,确定无误后点击确定.4、“插入〞一“凸台/基体〞一“加厚〞选择要加厚的曲面和加厚的方向并设置厚度值10mm,确定退出加厚参数设置界面.三、螺旋线扫描31、翻开solidworks软件,点击“文件〞一“零件〞一“确定〞一“特征〞一“曲线〞一“螺旋线/涡状线〞进入草图绘制环境选择“前视基准面〞绘制①80mm圆, 退出草图界面进入螺旋线/涡状线参数设置界面,选择“恒定螺距〞一设置螺距350mm ,圈数2,起始角度0度,逆时针,确定并退出螺旋线/涡状线参数设置界 面.2、选择“上视基准面〞以螺旋线端点为定点选择直线命令绘制矩形135X 10mm , 并约束螺旋线端点与矩形一边线端点重合且穿透退出草图.3、点击“扫描〞进入扫面参数定义界面,选择组成矩形的4边线并定义为封闭 轮廓为特征轮廓,选择螺旋线为路径,确定退出扫描界面.〔感觉此种方法与实 际螺旋叶片不符〕四、钣金展开制作以上两种方法绘制的螺旋叶片只是螺旋叶片模型效果图,不能展开下料,要 想展开下料,必须用solidworks 镀金展开功能.1、翻开solidworks ,新建零件,点击“特征〞一 “曲线〞一“螺旋线/涡状线〞,选择“前视基准面〞绘制①80mm 圆,点击确定并进入螺旋线/涡状线参数设置界面,选择“恒定螺距〞一设置螺距350mm ,圈数1,起始角度0度,逆时针,确 定并退出螺旋线/涡状线参数设置界面. 2、点击“特征〞一 “曲线〞一“螺旋线/涡状线〞,选择“前视基准面〞绘制①3囱天04W L 相4350mm圆,点击确定并进入螺旋线/涡状线参数设置界面,选择“恒定螺距〞一设置螺距350mm,圈数1,起始角度0度,逆时针,确定并退出螺旋线/涡状线参数设置界面.3、点击“草图〞一“草图绘制〞一“3D草图〞进入3D草图界面,任选其中一条螺旋线点击“转换实体引用〞所选螺旋线颜色有蓝变黑确认退出3D草图界面.助国3国力事」后层国4、重复步骤3将另外一条螺旋线转换为实体引用.4、“钣金〞一“放样折弯〞进入放样折弯参数设置界面制造方式选择“成固国="口皿0LISU叵轮廓选择两个螺旋线,厚度设置10mm,点击确定完成螺旋叶片绘制.5、“钣金〞一“展开〞。
基于SolidWorks搅拌筒螺旋叶片的展开
摘要:本文采用solidworks软件建模,利用钣金模块对混凝土搅拌筒螺旋叶片展开。
与其他展开方法相比,该方法具有操作简单、效率高等优点,并在生产实践中得到了检验。
1 前言搅拌筒叶片是混凝土搅拌输送车最重要的部件,螺旋叶片设计和绘制技术现在已比较成熟,但是叶片的下料展开工艺大多靠经验或运用Pro/E、NX等软件,相对较复杂。
SolidWorks 软件易学易用,现以实例介绍SolidWorks软件在叶片的展开中的应用,该方法操作简单、实用,并且误差较小,成型叶片只需稍作修整即可。
2 螺旋叶片绘制过程螺旋叶片是由内外两条螺旋线组成的,先作出叶片的内外螺旋线,再通过放样即可作出螺旋叶片三维图。
2.1 搅拌筒及叶片参数的确定用SolidWorks作螺旋线,需要先确定螺旋线的起始圆。
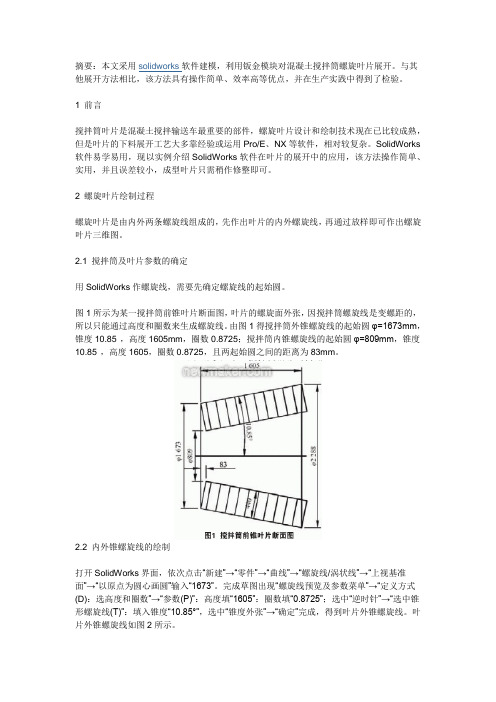
图1所示为某一搅拌筒前锥叶片断面图,叶片的螺旋面外张,因搅拌筒螺旋线是变螺距的,所以只能通过高度和圈数来生成螺旋线。
由图1得搅拌筒外锥螺旋线的起始圆φ=1673mm,锥度10.85°,高度1605mm,圈数0.8725;搅拌筒内锥螺旋线的起始圆φ=809mm,锥度10.85°,高度1605,圈数0.8725,且两起始圆之间的距离为83mm。
2.2 内外锥螺旋线的绘制打开SolidWorks界面,依次点击“新建”→“零件”→“曲线”→“螺旋线/涡状线”→“上视基准面”→“以原点为圆心画圆”输入“1673”。
完成草图出现“螺旋线预览及参数菜单”→“定义方式(D):选高度和圈数”→“参数(P)”:高度填“1605”:圈数填“0.8725”;选中“逆时针”→“选中锥形螺旋线(T)”:填入锥度“10.85°”,选中“锥度外张”→“确定”完成,得到叶片外锥螺旋线。
叶片外锥螺旋线如图2所示。
用同样的方法作出内锥螺旋线,不同之处在于起始圆要在距上视基准面83mm的平面上作出。
叶片内锥螺旋线完成后如图3所示。
2.3 将内外锥螺旋线转换成3D草图外锥螺旋线转换:依次点击“插入”→“3D草图”→“选中螺旋线”→“工具”→“草图工具”→“转换实体引用”→“确定”完成。
机械制图中螺纹的画法
机械制图-螺纹的画法在机械制图中对于螺纹的画法以及表示方法对于刚刚接触机械制图的学习者来说都感到不是很好掌握,因此本文将表示方法和画法以图片的形式给大家展示出来,希望各位学习者能够从图片中看懂螺纹的一些常见的画法,能够帮助到每一位机械制图学习者是我们机械制图网最大的收获,也是我们的初衷!(1)内外螺纹的表示方法,见图3-12和图3-13所示。
(2)不穿通的螺纹的表示方法,如图3-14所示。
(3)螺纹局部结构的画法与标注,如图3-15所示。
(4)螺纹牙型的表示方法见图3-16所示。
(5)螺纹连接的规定画法见图3-17所示。
下面再讲一下内外螺纹的画法:机械制图中一些常用件和标准件有它特定的画法,比如螺纹的画法,按照国家标准《机械制图》GB/T4459.1—1995的规定,由于螺纹的真实投影十分复杂,用以前的画法很难表达清楚螺纹,因此为了简化作图,规定出螺纹的标准画法,以后只要涉及到螺纹就按照国标规定来画。
规定的画法按观察面不同分为内螺纹、外螺纹、螺纹连接以及不同种类螺纹的画法(如管螺纹、锥螺纹)本文主要讲解内外螺纹的画法:一、内螺纹内螺纹一般多画成剖视图,其规定画法如下:(1)内螺纹的小径要用粗实线画出。
(2)内螺纹的大径要用细实线画出,在端视图中,表示大径的细实线圆只需要画约3/4圈(其他不做规定)并且倒角的投影圆可以省略不画。
(3)当需要表示螺尾时,螺尾部分要用与轴线成30°角的细实线绘制。
内螺纹的终止线要用粗实线画出。
(5)对于不穿通螺孔,应将钻孔深度和螺纹孔深度分别画出(由于钻孔时所用钻头端部接近120°,因此钻孔顶端应画成120°)。
(4)当内螺纹以视图形式表达时,不可见螺纹的所有图线都要按虚线绘出。
(6)在剖视图或断面图中,剖面线必须画到小径(粗实线)处。
二、外螺纹外螺纹比内螺纹简单,但仍有很多规定需注意。
(1)外螺纹的大径以粗实线表示。
(与内螺纹正好相反)(2)外螺纹的小径以细实线表示,通常画成大径的0.85倍。
不锈钢螺旋输送机叶片怎么制作?
不锈钢螺旋输送机叶片的制作方法TEL=Csc(158)+Sec(9002)+Cot(1455)1、一般常用方法--模具压型对于一般叶片可用按展开图尺寸下料制作后,再热处理,后用模具压成型,因为模具制作成本较高,只是用于批量生产,不适用于单件和少量加工生产。
很多厂家在使用此法,这里不再叙述。
2、拉伸制作方法:叶片按展开图尺寸下料制作后,不需割切角口α,割开一条缝,撬起把各叶片焊接联接起来,一端固定焊接在螺旋轴上,另一端用两倒链拉制如图,拉制后叶片直接焊在螺旋轴上,最后的一片螺旋叶片由于变形较大,已无应用价值割下弃去不用。
由于不需割切角口α,节省材料,每片增加切角口α部分面积,且焊缝不在一条直线上,避免了应力集中,改善受力环境,此法不需热加工处理,节省成本,适用于单件加工制作,螺旋叶片现场使用中完全满足使用要求。
3卷制方法传动原理:由一台电动机驱动,经减速机减速后由皮带联接分成两路,各自接入蜗杆蜗轮减速器,经蜗杆蜗轮减速并换向后,再接入垂直面内与垂直线成一定角度的锥行模上。
卷制方法:设计专用机床,由空间成一定角度的一对锥形模转动带动平板料(宽度为(D-d)/2)运动,平板料经挤压产生塑性变形,其一边经挤压产生塑性变形长度缩短了,即以后成为叶片的内孔尺寸部分,其另一边经挤压产生塑性变形长度伸长了,即以后成为叶片的外圆尺寸部分,经挤压产生塑性变形后的材料再经由挡板轮系统顺轮流出,产生螺旋变形,顺螺旋轴模具卷制成螺旋叶片形式,挡板轮系统调整可控制螺旋叶片的螺距,螺旋轴模具与螺旋轴尺寸相同。
螺旋叶片的内孔即为螺旋轴外圆尺寸,由于平板料宽度尺寸未变,仍为(D-d)/2,所以螺旋叶片的外圆尺寸R=r+(D-d)/2,也即为R=r+c,同理论计算公式一样。
此法用平板料(宽度为(D-d)/2)通过专用机床直接卷制成型,真正做到不浪费一点材料,大大提高经济效益,专用机床生产效率高,机床可连续运转,螺旋叶片输出到一定长度后剪切下线即可,此法适用于批量生产。
螺旋输送机叶片设计选型制作的方法
在工业上螺旋输送机的螺旋叶片通常采用厚度为2mm—12mm的35号及45号钢制成。
在使用过程中,螺旋叶片尤其是叶片的外缘磨损较快,为了增加叶片的耐磨性,可对其进行热处理,使叶片表面硬化。
螺旋输送体的形成通常是先用钢板制成分段螺旋叶片,再将分段的螺旋叶片彼此对焊在一起,并将其焊接固定在螺旋轴上,即组成螺旋体。
螺旋体的制作方法主要有以下几种。
缠绕成形法:将带钢缠绕在螺旋形模具的空隙内强制成形。
缠绕时叶片外缘容易产生裂纹,叶片横截面容易发生弯曲,而且每种规格的叶片都要有专用的模具。
冷轧成形法:将带钢通过冷轧机上一对锥形轧辊的辗压,形成连续多圈的环状件,再令其通过螺旋分导装置,则成为具有左(右)旋向并有一定螺距的螺旋叶片。
这种方法制作的叶片其根部较厚,外边缘较薄。
拉制成形法:先将钢板冲裁成带缺口发平面圆环,再经过冲压或锤锻加工成一定螺距的螺旋叶片,然后将若干个这样的螺旋叶片焊接或铆接的、成一串连续的螺旋面。
用此方法生产的螺旋叶片整体厚度相同,但制造效率低而劳动强度较大。
泊头鑫海环保根据客户要求,螺旋叶片我们采用左旋方式,叶片采用厚度为6mm的45号钢制成。
在使用过程中,因叶片的外缘磨损较快,为了增加叶片的耐磨性,对螺旋叶片进行热处理。
教你如何绘制叶轮三维图
叶轮的绘制过程:1.结合081-220叶轮加工图及水力图,草绘出前后盖板截面,如下2.根据水力图坐标点,草绘出叶片截面上的线。
如在X坐标66.0处与a-a线相交,创建一个点66.03.接着再草绘出叶片背面上的截面线(上面步骤2草绘的是叶片工作面)。
水力图只给出了叶片工作面的坐标值,但同时也给出了叶片的厚度。
通过偏移原来叶片工作面的草绘线,来得到叶片背面的草绘线,偏移之后再延伸至与a-a线及b-b线叶片厚度如下:这样就可以通过偏移叶片工作面上的截面线,来得到叶片背面的截面线了。
从水力图上可以看出,第2条截面线开始,旋转—10度,第3条线旋转—20度,以此类推来得到扭曲的叶片形状。
在旋转草绘线之前,我们来看一下旋转后的过程示意图:下图1-16为叶片工作面上的截面线,第1条线不动,第2条线旋转-10度,第3条线旋转-20度,以此类推,得到了叶片的扭曲的工作面形状(红色点连接为叶片工作面)。
4.选中要旋转的第2条线,单击“复制”–“选择性粘贴”工具5.单击“旋转”方式,选择中心轴线,输入-10 打√完成。
6.以此方法,完成所有的草绘线的旋转7.用“边界混合”工具,依次选择各截面线8.同理,绘制出叶片的背面9.用“边界混合”工具,将工作面与背面进水口处连接起来。
用“合并”将这三个面依次合并起来10.用“延伸”工具将上、下及外径延伸4mm,以便于一会与上下盖板相交,修剪出正确的尺寸11.利用开始绘制的上下盖板截面旋转,与叶片合并,修剪掉多余的曲面,得到正确尺寸的叶片12.合并后,并实体化13.实体化后,因为不能直接对叶片进行阵列。
要先用“复制”-“粘贴”双击选中面组,使之呈高亮色。
单击“复制”-“粘贴”,并打√完成。
14.此时模型树下出现“复制1”,单击选中“复制1”再点击“阵列“工具15.阵列出来的叶片都是曲面,所以每个叶片要进行“实体化”16.旋转叶轮前后盖板,叶片根部倒圆角,叶片端部倒圆角。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
螺旋叶片新型制作方法
周同利
(山东海化集团庆丰公司,山东 潍坊 262737 )
关键词:螺旋叶片;新型制作方法;拉伸制作法;卷制法
山东海化集团纯碱厂达到年产200万吨纯碱生产能力,其使用的螺旋输送机总价达上百万元,山东海化集团庆丰公司为其加工各式各样的螺旋输送机,基本满足了纯碱厂的使用要求,螺旋叶片是机械工程上经常遇到的一种较难放样的板金构件,对螺旋叶片的计算方法及公式在很多资料中已有介绍,其制作方法简单。
但是,工作量大,成本高,下面介绍在山东海化集团庆丰公司使用的螺旋叶片制作方法,拉伸制作方法和卷制方法。
第一部分 理论基础 一、展开图法:
1、做直角三角形ABC 和ABD ,其中AB 等于螺旋节的导程H,BC 等于πD,BD 等于πd,斜边b,a 分别为螺旋内外缘线的实长。
2、做等腰梯形使其上底等于b,下底等于a,高度等于(D-d)/2。
3、延长等腰梯形两腰交于o 点,以o 为圆心,o1,o2各为半径作两圆,并在外圆周上量取a 的长度得点4,连o4所得圆环部分即为所求展开图。
螺旋图
螺旋展开图
二、计算法:从上述展开图画法中看出可通过计算求得途中所有数据
r=bc/(a-b) R=r+c
α=(2πR-a) ×3600/( 2πR)
式中:D-螺旋外圆直径; d-螺旋内圆直径;
r-螺旋节展开图内圆半径;
R-螺旋节展开图外圆半径;
H-螺旋导程;α-展开图切角;
a 2= (πD)2+H 2 a-螺旋外缘展开长
b 2=(πd)2+H 2 b-螺旋内缘展开长 c=(D-d)/2 c-螺旋节宽度
第二部分 实际应用制作方法 1、一般常用方法--模具压型 对于一般叶片可用按展开图尺寸下料制作后,再热处理,后用模具压成型,因为模具制作成本较高,只是用于批量生产,不适用于单件和少量加工生产。
很多厂家在使用此法,这里不再叙述。
2、山东海化集团庆丰公司自创方法--拉伸制作方法,如下图所示:
叶片按展开图尺寸下料制作后,不需割切角口α,割开一条缝,撬起把各叶片焊接联接起来,一端固定焊接在螺旋轴上,另一端用两倒链拉制如图,拉制后叶片直接焊在螺旋轴上,最后的一片螺旋叶片由于变形较大,已无应用价值割下弃去不用。
由于不需割切角口α,节省材料,每片增加切角口α部分面积,且焊缝不在一条直线上,避免了应力集中,改善受力环境,此法不需热加工处理,节省成本,适用于单件加工制作,螺旋叶片现场使用中完全满足使用要求。
3、山东海化集团庆丰公司自创方法--卷制方法,如下图所示:
传动原理:由一台电动机驱动,经减速机减速后由皮带联接分成两路,各自接入蜗杆蜗轮减速器,经蜗杆蜗轮减速并换向后,再接入垂直面内与垂直线成一定角度的锥行模上。
卷制方法:设计专用机床,由空间成一定角度的一对锥形模转动带动平板料(宽度为(D-d)/2)运动,平板料经挤压产生塑性变形,其一边经挤压产生塑性变形长度缩短了,即以后成为叶片的内孔尺寸部分,其另一边经挤压产生塑性变形长度伸长了,即以后成为叶片的外圆尺寸部分,经挤压产生塑性变形后的材料再经由挡板轮系统顺轮流出,产生螺旋变形,顺螺旋轴模具卷制成螺旋叶片形式,挡板轮系统调整可控制螺旋叶片的螺距,螺旋轴模具与螺旋轴尺寸相同。
螺旋叶片的内孔即为螺旋轴外圆尺寸,由于平板料宽度尺寸未变,仍为(D-d)/2,所以螺旋叶片的外圆尺寸R=r+(D-d)/2,也即为R=r+c,同理论计算公式一样。
此法用平板料(宽度为(D-d)/2)通过专用机床直接卷制成型,真正做到不浪费一点材料,大大提高经济效益,专用机床生产效率高,机床可连续运转,螺旋叶片输出到一定长度后剪切下线即可,此法适用于批量生产。
总论,山东海化集团庆丰公司使用的螺旋叶片拉伸制作方法,制作的螺旋叶片现场使用情况良好,且完全满足使用要求,为厂家节省大量资金,拉伸制作方法简便易行,成本较低;山东海化集团庆丰公司使用的螺旋叶片卷制方法,主要适用于小型螺旋叶片,此法已在多种螺旋叶片上广泛应用,制作的螺旋叶片现场使用情况良好,且完全满足使用要求,为厂家节省大量资金,卷制方法生产率高,可实现连续生产,适应于批量生产,成本较低;现予以介绍,供其它厂家参考使用。