0Cr18Ni9奥氏体不锈钢热轧带钢边部质量控制
0cr18ni9(aisi304)奥氏体不锈钢材料参数

0cr18ni9(aisi304)奥氏体不锈钢材料参数AISI304不锈钢材料的主要特性有:0Cr18Ni9是一种标准的奥氏体不锈钢材料,也被称为AISI304、它是最常用的不锈钢之一,在工业和家庭中都有广泛的应用。
以下是关于0Cr18Ni9(AISI304)奥氏体不锈钢材料的详细参数:1.化学成分:-铁(Fe):余量-镍(Ni):8-10.5%-铬(Cr):18-20%-碳(C):≤0.07%-锰(Mn):≤2%-硅(Si):≤1%-磷(P):≤0.045%-硫(S):≤0.03%2.物理性质:- 密度:7.93 g/cm³-熔点:1400-1450°C-热导率:16.3W/m·K-线膨胀系数:17.2μm/m·°C-弹性模量:193GPa-抗拉强度:≥520MPa-屈服强度:≥205MPa-延伸率:≥40%3.热处理:- 固溶处理(Solution Annealing):在大约1010-1150 °C温度范围内,通过快速冷却来消除铬碳化物析出,并提高耐腐蚀性。
- 淬火(Quenching):冷却至室温或低于室温以增加材料硬度。
- 退火(Annealing):在500-800 °C温度范围内缓慢冷却,以减轻应力和提高弯曲性能。
- 冷作(Cold working):通过冷滚、冷轧等方法可以增加材料的硬度和强度。
4.特性与应用:-良好的耐腐蚀性:0Cr18Ni9具有良好的耐腐蚀性,尤其是在氯化物环境中,因此广泛应用于化学工业、海洋环境和食品加工等领域。
-优异的加工性能:由于其良好的可塑性和可焊性,0Cr18Ni9易于加工成各种形状和尺寸的制品。
-良好的屈服强度和强度:0Cr18Ni9具有较高的屈服强度和强度,使其适用于承受高压和高温环境的应用,如压力容器和热交换器等设备。
总之,0Cr18Ni9(AISI304)作为一种标准的奥氏体不锈钢材料,在化学成分、物理性质、热处理和特性与应用等方面表现出良好的特点,因此被广泛应用于各种工业和家庭领域。
0Cr18Ni9Cu3型奥氏体不锈钢化学成分对焊缝质量的影响
0Cr18Ni9Cu3型奥氏体不锈钢化学成分对焊缝质量的影响不锈钢因其良好的耐腐蚀性、较高的塑性和韧性而广泛应用于机械、石油、化工、食品、医药等行业。
在发达国家,每年消耗的不锈钢中约有70%是奥氏体不锈钢,在国内,奥氏体不锈钢的消耗量达到了不锈钢总消耗量的65%。
18-8型奥氏体不锈钢是奥氏体不锈钢中具有代表性的系列,该类钢材具有较好的耐腐蚀性能、耐热性能、力学性能和焊接性能,便于进行机械、冲压和焊接加工。
以0Cr18Ni9Cu3奥氏体不锈钢为例,分析了钢材中主要化学成分及其他组织成分的存在形式、存在机理和化学成分对钢材性能的影响。
在0Cr18Ni9Cu3奥氏体不锈钢中ω(C)≤0.08%,由于C的存在,焊接时可导致在焊缝金属的晶界与亚晶界处产生晶间腐蚀,最终导致产生焊接裂纹。
产生晶间腐蚀的原因是奥氏体不锈钢在450~850℃时,过饱和的C向奥氏体晶粒边界扩散,并与晶界处的Cr化合形成碳化铬。
由于Cr在奥氏体中的扩散速度小于C的扩散速度,使得晶界处的Cr得不到及时补充,造成奥氏体边界处贫Cr富C。
Si在不锈钢中起脱氧作用,可有效去除焊缝中的有害气体,防止气孔和氧化物的生成。
当ω(Si)为0.10~0.30%时,能起到细化晶粒的作用,在一定范围内使钢材强度提高,而塑性和韧性等有所降低;当ω(Si)<1%时,则会使钢材变脆,可焊性和抗锈蚀性能降低,但随着ω(Si)的提高,奥氏体不锈钢对浓硝酸的耐腐蚀能力会有所提高。
Mn具有很好的脱氧作用,奥氏体不锈钢中加入较多的Mn,在某种程度上可减少Ni的含量,起到降低成本的作用。
但Mn具有固溶处理后提高焊缝抗拉强度和冷加工硬化的作用,同时Mn可促进奥氏体晶粒的长大,粗大的晶粒组织会降低材料的塑性和韧性,这意味着焊缝金属抵抗外界冲击载荷的能力降低。
在热加工过程中,S与Fe将会形成低熔点的化合物FeS及FeS-Fe共晶体,在焊接时,这些共晶物首先成为液态流失,在随后的冷却过程中受收缩拉应力的作用发生热开裂,形成热影响区液化裂纹。
0Cr18Ni9不锈钢导管卷边焊缝锈蚀防护工艺研究

0Cr18Ni9不锈钢导管卷边焊缝锈蚀防护工艺研究摘要: 本文针对不锈钢导管卷边焊缝及附近区域锈蚀问题,制定了5种锈蚀防护措施,盐雾试验结果表明,机械打磨措施卷边焊缝及附近区域的耐盐雾时间为96h,出现严重锈蚀;机械打磨、磁力抛光、钝化膏、机械打磨+钝化、磁力抛光+钝化等防锈措施的耐盐雾时间分别为96h、864h、672h、768h、1056h,机械打磨措施卷边焊缝及附近区域出现严重锈蚀,其余措施均为在焊缝上出现局部点蚀。
磁力抛光+钝化防护措施不但提升卷边焊缝及附近区域表面粗糙度,使之光亮,且通过钝化工艺快速形成钝化膜,锈蚀防护效果最好。
关键词: 不锈钢;卷边焊缝;锈蚀防护1. 前言0Cr18Ni9 不锈钢导管由2个半管钣金冲压成型后卷边焊接而成,零件在周转、装配、裝机使用过程中出现不同程度的锈蚀,如图1所示,导致大批产品报废。
因此,针对对该类零件加工过程开展技术研究,制定锈蚀防护改进措施。
图1 不锈钢导管焊缝处锈蚀0Cr18Ni9不锈钢是一种奥氏体不锈钢,含有3%~8%铁素休,奥氏体不锈钢的Cr、Ni 含量较高。
具有优良的抗氧化性能和耐腐蚀性能,而且具有优良的塑韧性和优良的冷热加工性能。
在不锈钢中,合金元素Cr对抗腐蚀性能起到了决定作用,随着铬含量提高,钢的表面生产一层致密的富铬氧化物膜,该氧化膜将阻止金属的离子化而起到钝化作用[1-3]。
但卷边焊接边处母材经加热造成局部氧化,造成Cr含量降低,钝化膜遭到破坏,加之卷边焊缝表面质量较差,焊接边表面母材无法形成钝化膜,造成不锈钢表面质量差,导致使用过程中出现不同程度的锈蚀[4-5]。
因此,急需针对该类零件加工过程制定腐蚀防护工艺指施,去除因热加工成不锈钢氧化层,促进钝化膜形成以提高不锈钢钣金件的耐蚀性。
2. 试验方法2.1 试验件制作试验件由 0Cr18Ni9 不锈钢板下料、冲压、修配、氩弧焊等工序加工而成,化学成分符合 GB/T4239-91的技术要要求(表1)。
0cr18ni9奥氏体不锈钢材料参数

0cr18ni9奥氏体不锈钢材料参数
0Cr18Ni9(AISI304)奥氏体不锈钢材料是一种由合金元素组成的连续
奥氏体非铁素体不锈钢,具有优异的耐腐蚀性、耐热性以及高强度等特性。
物理性能:
密度:7.93 g/cm3
熔点:1400~1450℃
抗拉强度:≥520 Mpa
抗折强度:≥205 Mpa
延性:≥20%
热膨胀系数:≤10.6×10-6/K
导热率:13.4W/mk
电阻率:0.02μΩ.m
硬度:≤200HB
变形温度:≥900℃
耐蚀性:优于碳钢,在酸性和碱性介质中很少腐蚀,但在硫酸熔池中
容易腐蚀。
热处理:
1、正火处理:热处理后,材料的抗拉强度和抗折强度都有很大提高,但是延性降低了。
2、退火处理:正火处理后,可以退火,以改善材料的冲击韧性。
3、淬火处理:淬火处理可以提高材料的抗拉强度和硬度,但延性降低。
4、抗氧化处理:用特定稀土盐浴处理可以增强材料对污染的抗腐蚀性,提高了表面光洁度,改善了耐腐蚀性。
焊接性:
0Cr18Ni9(AISI304)奥氏体不锈钢材料可以采用熔敷焊、钎焊、弧焊、电阻焊和预焊接等多种焊接方法,但由于非铁素体不锈钢熔点较高,焊接
时应谨慎。
切削性:
由于0Cr18Ni9(AISI304)奥氏体不锈钢材料具有高强度、优良的耐热
性和良好的抗腐蚀性。
0cr18ni9材料标准
0Cr18Ni9不锈钢材料标准的详细解读一、引言0Cr18Ni9是一种常见的不锈钢材料,具有优异的耐腐蚀性和加工性能,广泛应用于各种领域。
为了更好地了解和应用这种材料,本文将详细解读0Cr18Ni9不锈钢材料的标准,包括其化学成分、力学性能、耐腐蚀性能以及应用领域等方面。
二、化学成分0Cr18Ni9不锈钢材料的化学成分主要包括碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)、铬(Cr)和镍(Ni)等元素。
其中,碳的含量较低,通常在0.08%以下,以提高材料的耐腐蚀性和韧性;铬的含量为18%左右,镍的含量为9%左右,这些合金元素的加入可以提高材料的耐腐蚀性和强度。
此外,还需要控制其他元素的含量,以保证材料的整体性能和质量。
三、力学性能0Cr18Ni9不锈钢材料具有良好的力学性能,包括抗拉强度、屈服强度、延伸率等方面。
根据不同的标准和厚度,其力学性能指标也有所不同。
例如,在GB/T 1220标准中,规定了0Cr18Ni9不锈钢板的抗拉强度应不低于520 MPa,屈服强度应不低于205 MPa,延伸率应不低于40%。
这些性能指标可以通过材料的拉伸试验进行测试和验证。
四、耐腐蚀性能0Cr18Ni9不锈钢材料具有优异的耐腐蚀性能,可以在多种介质中长期稳定工作。
其主要原因在于材料中的铬元素可以在表面形成一层致密的氧化膜,阻止进一步的氧化和腐蚀。
此外,镍元素的加入也可以提高材料的耐腐蚀性能。
在实际应用中,0Cr18Ni9不锈钢材料可以用于制造各种耐腐蚀设备、管道、阀门等。
五、应用领域由于0Cr18Ni9不锈钢材料具有优异的耐腐蚀性和加工性能,因此被广泛应用于各种领域。
以下是一些主要的应用领域:1. 石油化工:在石油化工行业中,0Cr18Ni9不锈钢材料可以用于制造各种耐腐蚀设备、管道、阀门等,以保证生产的安全和稳定。
2. 制药:在制药行业中,0Cr18Ni9不锈钢材料可以用于制造药品生产设备、储罐、反应釜等,以确保药品的质量和安全性。
热轧带钢边部质量控制及研究
Quality Control and Research of Hot Rolling Steel EdgMill o f Benxi Steel ,Liaoning Benxi 1 1 7 0 2 1 ,China )
板坯经过加热和粗轧两个环节后进入到精轧机前温度降约为 150
和 温 度 变 化 剧 烈 的 板 带 边 部 ,更 易 在 轧 制 过 程 中 产 生 各 种 边 部 缺 陷 , ~2 0 0 ℃ ,在 加 上 热 轧 中 间 坯 边 部 温 降 较 边 部 相 差 约 5 0 ~80 ℃ ,在 精 轧
化冷却模式等。本文主要是研究本钢 1700mm 热连轧机组在生产含
Cr 带钢过程中出现的边部破损问题。
1 热轧含 Cr 带钢破边缺陷形成机理
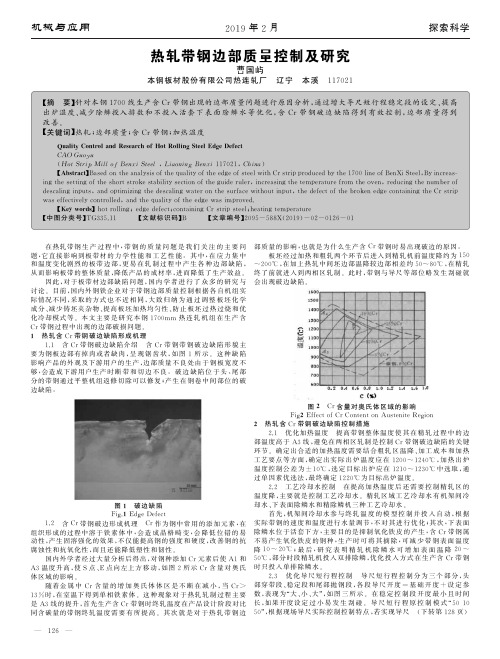
1 .1 含 Cr 带 钢 破 边 缺 陷 介 绍 含 Cr 带 钢 带 钢 破 边 缺 陷 形 貌 主
要 为 钢 板 边 部 有 掉 肉 或 者 缺 肉 ,呈 现 锯 齿 状 ,如 图 1 所 示 。 这 种 缺 陷
影响 产 品 的 外 观 及 下 游 用 户 的 生 产 ,边 部 质 量 不 良 处 由 于 钢 板 宽 度 不
够 ,会 造 成 下 游 用 户 生 产 时 断 带 和 切 边 不 良 。 破 边 缺 陷 位 于 头 、尾 部
分的 带 钢 通 过 平 整 机 组 返 修 切 除 可 以 修 复 ;产 生 在 钢 卷 中 间 部 位 的 破
从 而 影 响 板 带 的 整 体 质 量 ,降 低 产 品 的 成 材 率 ,进 而 降 低 了 生 产 效 益 。 终了 前 就 进 入 到 两 相 区 轧 制 。此 时 ,带 钢 与 导 尺 等 部 位 略 发 生 刮 碰 就
0cr18ni9加工标准
"0Cr18Ni9" 是一种不锈钢材料,也被称为304 不锈钢。
它是最常用的不锈钢之一,具有良好的耐腐蚀性和机械性能。
关于0Cr18Ni9 的加工标准,主要包括以下几个方面:
1. 规格和尺寸:根据具体的应用需求,对于0Cr18Ni9 材料的加工,会有不同的规格和尺寸要求。
这些要求通常根据国家或行业标准来确定,包括材料的厚度、宽度、长度等。
2. 表面处理:在加工不锈钢材料时,常常需要对其表面进行处理,以提供所需的外观和性能。
常见的表面处理方法包括抛光、酸洗、喷砂等。
3. 加工工艺:不锈钢材料加工的工艺包括切割、折弯、焊接、冲孔、钻孔等。
对于0Cr18Ni9 材料,通常会采用适合其特性的加工工艺,例如使用不锈钢切割刀具、在适当温度下进行焊接等。
4. 质量控制:在加工0Cr18Ni9 材料时,质量控制是非常重要的。
根据国家或行业标准,要求对加工过程中的尺寸精度、表面质量、力学性能等进行严格的检测和控制。
奥氏体不锈钢的焊接质量控制措施
奥氏体不锈钢的焊接质量控制措施(1)热裂纹。
★防止措施:◇尽量使焊缝金属呈双相组织,铁素体的含量控制在3-5%以下。
因为铁素体能大量溶解有害的S、P杂质。
◇尽量选用碱性药皮的优质焊条,以限制焊缝金属中S、P、C等的含量。
(2)晶间腐蚀:根据贫铬理论,焊缝和热影响区在加热到450-850℃敏化温度区时在晶界上析出碳化铬,造成贫铬的晶界,不足以抵抗腐蚀的程度。
★防止措施:◇采用低碳或超低碳的焊材,如A002等;采用含钛、铌等稳定化元素的焊条,如A137、A132等。
◇由焊丝或焊条向焊缝熔入一定量的铁素体形成元素,使焊缝金属成为奥氏体+铁素体的双相组织,(铁素体一般控制在4-12%)。
◇减少焊接熔池过热,选用较小的焊接电流和较快的焊接速度,加快冷却速度。
◇焊后稳定化退火处理(对耐晶间腐蚀性能要求很高的焊件而言):850℃/2-3h,空冷。
(3)应力腐蚀开裂:●应力腐蚀开裂——焊接接头在特定腐蚀环境下受拉伸应力作用时所产生的延迟开裂现象。
●奥氏体不锈钢焊接接头的应力腐蚀开裂是焊接接头比较严重的失效形式,表现为无塑性变形的脆性破坏。
●应力腐蚀开裂的宏观特征:裂纹从表面开始向内部扩展,点蚀往往是裂纹的根源。
断口上常附有各种腐蚀产物及氧化现象。
●影响应力腐蚀开裂的三要素:化学成分、拉应力、工作介质。
▲化学成分:不同的材料本身对于应力腐蚀敏感性有所不同。
▲工作介质:主要是介质的浓度和温度的影响:①对于碳钢及低合金钢的应力腐蚀开裂:◇H2S介质的存在:H2S的浓度达到饱和状态;H2S水溶液的温度在室温附近开裂倾向最大。
◇NaOH介质的存在:在超过5%NaOH的几乎全部浓度范围内都可产生碱脆,而以30%NaOH附近最为危险。
碱脆的临界温度约为沸点,碱脆的最低温度约为60℃。
②对于奥氏体不锈钢的应力腐蚀开裂:◇氯化物介质的存在:几乎只要有Cl-存在,即可发生应力腐蚀开裂;温度升高,应力腐蚀开裂加速,在Cl-浓度少的稀溶液中,存在一个SCC敏感温度范围,一般在150-300℃。
0cr18ni9元素含量
0cr18ni9元素含量摘要:一、0cr18ni9 元素含量的基本概念1.0cr18ni9 的化学成分2.0cr18ni9 在合金中的作用二、0cr18ni9 元素含量的检测方法1.光谱分析法2.化学分析法3.电化学分析法三、0cr18ni9 元素含量对材料性能的影响1.强度和硬度2.耐腐蚀性3.抗氧化性四、如何控制0cr18ni9 元素含量1.改进冶炼工艺2.优化热处理过程3.严格质量控制正文:0cr18ni9 元素含量是一个重要的参数,它影响着材料的性能和用途。
0cr18ni9 是一种不锈钢,其化学成分主要包括碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)和镍(Ni)。
其中,镍的质量分数为18%,是合金中的主要合金元素。
为了准确地检测0cr18ni9 元素含量,科学家们发明了许多分析方法。
其中,光谱分析法是最常用的一种。
它通过测量样品在特定波长的光谱强度,来确定元素的含量。
此外,化学分析法和电化学分析法也可以用于检测0cr18ni9 元素含量,但它们的精度相对较低。
0cr18ni9 元素含量的变化,会对材料的性能产生很大影响。
例如,镍含量的增加可以提高不锈钢的强度和硬度,同时增强其耐腐蚀性和抗氧化性。
但是,如果镍含量过高,会导致不锈钢变得脆弱,不利于其使用。
因此,如何控制0cr18ni9 元素含量,成为了生产不锈钢的关键问题。
首先,改进冶炼工艺可以有效地控制镍含量。
其次,优化热处理过程,也可以调整元素的含量。
最后,严格的质量控制,可以确保每一批产品都符合标准。
总的来说,0cr18ni9 元素含量是一个关键的参数,它直接影响材料的性能和用途。
0cr18ni9技术标准
0cr18ni9技术标准
0Cr18Ni9是一种常见的不锈钢材料,也被称为304不锈钢。
它的技术标准主要包括以下几个方面:
1. 化学成分,0Cr18Ni9的化学成分标准是根据国际标准GB/T 20878-2007《不锈钢和耐热钢化学成分分析方法》确定的。
其中,0Cr18Ni9的含义是,0表示碳含量小于0.08%,Cr表示铬含量为
17-19%,Ni表示镍含量为8-10%。
2. 机械性能,0Cr18Ni9的机械性能标准通常是根据国际标准GB/T 1220-2007《不锈钢棒材》和GB/T 3280-2015《不锈钢冷轧薄板和钢带》来确定的。
这些标准规定了0Cr18Ni9的抗拉强度、屈服强度、延伸率等机械性能指标。
3. 热处理,0Cr18Ni9的热处理标准一般是根据国际标准GB/T 4237-2015《热轧不锈钢薄板和钢带》来确定的。
这个标准规定了
0Cr18Ni9的热处理温度、冷却方式等要求,以达到预期的组织和性能。
4. 表面处理,0Cr18Ni9的表面处理标准通常是根据国际标准
GB/T 3280-2015《不锈钢冷轧薄板和钢带》来确定的。
这个标准规
定了0Cr18Ni9的表面质量要求,如表面光洁度、无缺陷、无划痕等。
此外,0Cr18Ni9还可以根据不同应用领域的需求,参考其他相
关标准,如GB/T 14975-2002《不锈钢无缝钢管》、GB/T 14976-2002《不锈钢焊接钢管》等。
总的来说,0Cr18Ni9的技术标准主要包括化学成分、机械性能、热处理和表面处理等方面的要求。
这些标准的制定旨在确保
0Cr18Ni9材料在不同应用领域中具备所需的性能和质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
必 须 努 力 改 善 连 铸 结 晶 器 系 统 ’操 作 工 以 往 只 能 依 靠 生 产 经 验 和 高 成 本 的 生 产 试 验 争 取 达 到 以 上 目 标 ’目 前 有 限 元 方 法 ?@8 正成为仿真连铸生产过程和 快 速 评 估 结 晶 器 设 计 结 构 或使用材质变化作用的有效工具’
厚度{8z+nn 的 冷 轧 板;因 此 占 不 锈 钢 总 产 量 约 3+y的 3+4不锈钢6提高其热轧带钢表面质量是极 为 重 要 的 ;对 此 世 界 各 厂 家 都 进 行 了 大 量 的 研 究 ;由 于 该 钢种属于含 有 少 量 铁 素 体 的 奥 氏 体 不 锈 钢6因 此 在 连 铸 5连 轧 工 艺 中 6在 带 钢 表 面 的 两 个 边 部 可 能 产 生 纵 裂 和 裂 边 缺 陷 ;笔 者 结 合 国 外 研 究 成 果 6针 对 太钢生产实际进行研究;
$ 前言 世界不锈钢的年产量 .222年已达到.9++万 [6
近 8+年 的 平 均 增 长 速 度 为 xy6其 中 冷 轧 带 钢 为 xz/y 6而 热 轧 带 钢 的 年 增 长 率 达 到 2z2y ;不 锈 热 轧带钢所以取得更快的增长6主要原因是从 /+年代 开始热轧带钢产品逐步取代四辊轧机生产的中板和
图 N -(&不锈钢不同的加热温度与铁素体 含量和面缩率的关系
./0"N O3>?5/67P35Q337:/2239375<3?5/7053);39?5A93 ?7:2399/5/44675375R ?93?93:A45/67 269-(&85?/7>3888533>
E?GST ’%铸 坯 表 面 层 试 样 UEPGST -%铸 坯 中 部 试 样
增 加 而 降 低 "因 此 凹 陷 部 容 易 发 生 表 面 裂 纹 ’由 于 铸 坯 中 的铁素体垂 直 断 面 分 布"在 热 轧 过 程 中 随 着 铸 坯 的 减 薄 和 延 伸 "铁 素 体 变 成 平 行 于 轧 向 分 布 "沿 着 铁素体相界产生裂纹’ ()* 纵裂产生的机理
+&,不锈钢连铸坯产生凹 陷的内 在原 因 与 它的 凝固组织特征有直接关系’由图 +可见"该钢种在凝
图 I -(&钢裂边的金相组织 ./0"I L35?>>609?;</4859A45A93623:03
49?4M/70269-(&8533>
图 & -(&钢连铸浸入式水口插入深度对铸坯质量的影响 ./0"& 12234562/783953::3;5<62/))398/6776==>3 67859?7:@A?>/5B62-(&8533>
第 +D卷
图 % +&,钢横向凹陷示意图 -./)% 0123456.17.5/854 9:623685;38<5=>3
19?15;3:98+&,<633>
图 ! 连铸板坯凹陷下 @铁素体的分布 -./)! @:34.637.<68.=A6.9?.?19?15;39:19?6.?A9A<15<6.?/<>5=:98+&,<633>
< 联系人7岳杰兰6工程师6太原)+3+++3*山西太钢钢研所不锈钢室
N PON
钢铁
由图 !可见"轻 度 凹 陷 的 铸 坯 表 层 的 铁 素 体 含 量 约 为 #$ "分 布 均 匀 "而 较 严 重 凹 陷 的 铸 坯 在 表 层 的 铁 素 体 含 量 达 到 %&$ ’
由于奥氏体不锈钢的热塑性随着铁素体含量的
=>?=@ABCDEF "G&EHGCGI!"#$%&’(JGEKHGCC=> BALE=&DED"LEBD&C=LLLEHDML
NOPQ1RSTU VOபைடு நூலகம்0X YTZ[TZ
)YT1\]TU^-ZUTU_‘[RRS)X-Z]a*,Zb6c[_b*
dO NTUeZUf
)YT1\]TUgT1S-ZT_hTie1UR-\,ZSSRfR*
在日本!高炉渣的需求随建设项目的减 少 而 减 少’然 而 日 本 年 产 ()**万 +高 炉 渣 中 )*,以 上 一 直 作 为 水 泥 生 产 的 原 材 料 加 以 回 收 利 用’-.. 每 年 产 生 的 粒 状 高 炉 渣 达 /0*万 +!该 公 司 为 解 决 高 炉 渣 的 回 收 利 用 问 题!经 过 了 广 泛 地调研!开发出炼铁和炼钢过程中产生的副产品 炉 渣 回 收 利 用的各种方法’
据 -.. 称!以前粒状高炉渣的国内需求为 (&*万 +’目 前 需要进行上述处理的海床总面积估计为(***123’因此该 公司正计划将上述新方法在全国范围内推广应 用!以 改 善 河 水水域的环境问题’
秀 平 摘自4567893**(!-:%((
;<=公 司 采 用 有 限 元 方 法 优 化 连 铸 结 晶 器
| 纵裂产生的机理及对策 |z$ 纵裂缺陷特征
3+4连 铸坯热 轧 带 钢 在 大 面 两 侧 .}+~8}+nn 宽 度 内 发 生 长 度 约 8+~3+nn的 纵 裂 纹6呈 多 条 平 行连续分布6深度约 .++!n 以下;可称为线状纵裂 纹; |z| 纵裂产生的原因
对于发生纵裂缺陷的连铸坯进行观察可以看到
?@8 正 作 为 十 分 有 效 的 工 具!用 于 连 铸 结 晶 器 以 及 其 他连铸设备和组件的优化设计 >连铸工艺过程的模拟’?@8 硬件和软件的快速发展和精细化将有助于建立更为复杂的
+&,不锈钢连铸坯产生纵向 凹陷的 工艺原 因与 结晶器液面温度不均和浸入式水口插入深度不当有
决定性的关系’浸入过深造成板坯边部温度较低和 初 生坯 壳 L过冷M"与中 部 区 域 比 较 发 生 较 低 的 凝 固 收缩’在铸坯下移的过程中铸坯边部与结晶器壁产 生 气 隙 "冷 却 速 度 变 慢 "使 凝 固 前 沿 的 钢 水 得 以 较 充 分地进行 @相析出和 @GHIJ的包晶反应’因此造 成该 区域 @铁素 体 含 量 较 高 和 较 大 的 收 缩"形 成 纵 向凹陷’
B5C凹陷 D44 下铁素体分布EB=C凹陷 +44 下铁素体分布
图 + 凝固时铁素体和奥氏体之比 -./)+ F56.99::388.635?75A<63?.63
19?63?6.?<9>.7.:.156.9?
固时 首先析 出 @相铁 素体"随 后发生 @GHIJ的 包 晶反应’在此期间铸坯的体积变化除了由于温度的 降 低 而 发 生 的 凝 固 收 缩 外"同 时 还 发 生 了 +$K,$的 @IJ相变收缩’这种附加的相变收缩 量的大小与 @初晶率有关’同时与铸坯在结晶器内 各部位的冷却强度所决定的 @相析出条件有关’缓 慢冷却 @相"析出过程比较充分"导致 @相量和 @G HIJ的 相 变 量 较 多"因 此 收 缩 明 显"这 样 与 冷 却 强 度 较 高 的 区 域 比 较 "铸 坯 表 面 形 成 凹 陷 形 ’
结晶器优化设计必须首先仿真连铸工艺中结晶器真实
生 产 条 件 ’利 用 有 限 元 计 算 !考 虑 结 晶 器 冷 却 条 件 的 变 化 >衬 层材质的改变和使用的镀层!可评估和优化结晶 器 的 设 计 效 果 ’通 过 进 一 步 的 热 力 耦 合 有 限 元 分 析 可 确 定 结 晶 器 材 质 和 铸坯的应力分布水平’另外!流场特性分析计 算 可 用 来 建 立 结 晶 器 内 钢 液 流 动 模 型 !研 究 水 冷 循 环 条 件 的 变 化 ’
C 裂边产生的机理及对策 C"D 缺陷特征
-(&不 锈 钢 热 轧 带 钢 产 生 的 裂 边 有 两 种%一 种 是 由 双相E奥氏体 F 少 量 铁 素 体G组 织 造 成 的 裂 边% 一 般 处在带钢尾 部 在 很 长 的 长 度 内%裂 边 深 度 重 者 在 ’()) 左右%另一种是由于铸坯边部由夹杂物群 或 大 型 夹 渣 造 成 的 裂 边 呈 无 规 律 断 续 分 布 $E本 文 不 作 具 体 分 析 G$ C"! 裂边产生的机理
不 锈 钢 的 热 塑 性%对 于 纯 奥 氏 体 或 铁 素 体 不 锈 钢 主 要 取 决 于 钢 中 的 硫 含 量 EH ("((I JK ("((’JG%对于类似 -(&这样的含有双相组的 不 锈 钢 影响热塑性的基本因素是 第 二 相 的 含 量$对 -(& 带 钢 裂 边 处 采 样 进 行 金 相 组 织 观 察 结 果 见 图 I%其 中可见裂边是沿铁素体和奥氏体相界产生$这是由 于 铁 素体和奥氏 体 在 热 塑 性 变 形 中%铁 素 体 相 再 结 晶 速 度明显高于奥氏体相 %由 此 引 发 的 应 力 造 成 两
BjLEHB"E YeRSZUf1[]_1UTSTU_R_fRi-Tik1UfT-RRTl1S\mZ-nR_ZU[eRR_fRlZmeZ[o-ZSSR_ +,-./012l[-1abpU[eRqTl1lZmnRieTU1ln6Taa-Za-1T[RnRTl]-RlrR-RT_Za[R_mZ-a-RsRU[o 1Uf[rZ_RmRi[lbpURrTlT_t]l[1Uf_Ra[eZm1nnR-l1ZUUZuuSR6[eRZ[eR-rTleRT[1Uf[RnaR-To []-RrTlqRSZr .89+: v=F wGH>L T]l[RU1[1il[T1USRlll[RRS6iZUiTsR6eZ[o-ZSSR_l[-1a6SZUf1[]_1UTSi-Tik1Uf6 R_fRi-Tik1Uf