手机半成品项目流程
手机制造过程详解

工程部/侯甫江2009-12-26一、学习目的:1、第一、二章为重点,必须掌握,并能通过考核。
2、第三章为次要内容,了解即可。
思考:BOM为什么要分阶?Assembly:完成从PCBA到单机的组装过程。
Packing:完成从单机头到商业包装、物流包装的过程。
下载软件写SN号校准终测过炉固胶盖BB屏蔽盖1、PCB与PCBA有什么区别?2、PCB拼板起什么作用?对于PCB厂家:拼板后便于他们制造、包装、测试、提升效率。
对于SMT:类似于手机板,尺寸比较小,元件比较密,不能在PCB板边净空5mm以上,就必须拼板,否则靠近板边框的地方SMT机器无法打件,要么就要采取托盘等其它特殊方式,如果是电脑主机板这样的大板就不涉及拼板的说法,另外拼板可以提高SMT的效率。
3、常见有那几种拼板方式?PCB板,一块正放另一块反放拼在一起看作是一块PCB板。
从而进行过炉焊接,焊完一面,不需改动贴片机的程序,再将其翻转焊接另一面,最终焊接完成全板。
4、PCBA为什么要下载软件?打个比方:PCBA相当于人的肉体,外壳相当于人的衣服或外套,软件相当于人的灵魂。
写软件方式有:先写入FALSH后贴片;在SMT后再写到PCBA上FLASH上去。
5、PCBA的SN号起什么作用?由人工或自动方法来执行或评价系统或系统部件的过程,以验证它是否满足规定的需求;或识别出期望的结果和实际结果之间有无差别。
7、校准的作用是什么?我们生产手机器件的性能及参数是有一定偏差的,由此组装而成的手机就必然存在着差异, 因此校准的目的就是将手机的这种差异调整在符合国标的范围内。
8、线损对校准发射功率有什么关系?作不正常,另外发射功率太大会很耗电,也会产生干扰。
9、校准的内容有那些?①发射功率。
②接收电平。
③基准时钟。
④电池电量。
10、终测的作用是什么?终测是对于校准的检查,因为校准无法对手机的每个信道,每12、校准/终测对手机参数有无影响?校准会通过软件对手机里面的参数进行调整,所以会影响到手机的参数;而终测只是对手机参数进行检查,所以不会影响手机的参数。
包装作业流程图

包装线作业流程
流程注释:
1:浅蓝色部分为手机包装部分,紫色部分为包材包装。
QA检验合格后的半成品手机转到包材部分进行成品包装。
QA在此需对手机的外观,功能,T卡 IMEI依据检验标准检验。
2:生产必须严格按照流程定人定岗,QA检验手机PASS后方可包装。
并保留送检单据。
在准备包材料时要与PASS手机数量一致,并确保是同一机型。
3:生产部严格按照区域进行物料的摆放和拿取,不是该区域存放的物料坚决不能出现在本区域内。
4:对每位员工进行岗前培训,特别是容易混放得要特别备注。
品质加强这方面的检查力度。
包装线区域规划图。
手机物料编码规则.
电阻值基数
电阻值倍数
T 1E-3 S 1E-2 F 1E-1 0 1E+0 1 1E+1 2 1E+2 3 1E+3 4 1E+4 5 1E+5 6 1E+6
误差代码 0 不区分 S ±0.3dB F ±1% J ±5% K ±10% M ±20%
功率代码 4 40mW A 1/32W B 1/16W C 1/8W D 1/6W E 1/4W F 1/10W G 1/2W
塞类硅胶tpu00整套13滑面装饰件50主机按键60天线70屏蔽罩80rf塞01主机面壳14滑底装饰件51滑盖按键61天线支架71电池连接器81螺丝塞02主机底壳15摄像头装饰件52侧键72lcd支架82io塞03滑盖面壳16支架类53摄像键7383usb盖帽04滑盖底壳17发受话器装饰件54ok键7484防掉漆垫05摄像头盖18导轨55导航键7585缓冲垫06薄电池盖19侧面装饰件55按键rubber7686其它塞套类07厚电池盖20其它装饰件56按键装饰件778708主屏镜片21手写笔57788809自拍镜2258798910其它镜片23599011主面装饰件2412主底装饰件25机型代码见机型代码表不区分机型时用0000表示nb手机移动通信有限公司物料编码规则附表名称机壳类编制日期2011
蜂鸣器防器圈、受话器防尘圈、Speaker垫、Receiver垫等 58—成型胶纸类:主LCD镜片贴纸、次LCD镜片贴纸、装饰板贴纸等
NB手机移动通信有限公司
物料编码规则
附表名称 编制日期
规则说明 2011.09
70—说明书:手机、电池、摄像头 71—外盒类:手机、电池、皮套、耳机、旅行充电器、台式充电器、配件、封套等 72—内盒类:手机吸塑盒、配件吸塑盒、纸板盒、泡沫盒、EVA板、纸板、海绵 73—卡通箱类:手机、配件、电池、PCB板卡通箱、客服用卡通箱 74—贴纸类:入网证贴纸、型号贴纸、条码贴纸、颜色贴纸、IMEI贴纸、彩盒标识贴纸、QC PASS纸、QA PASS纸、PCB贴纸、彩盒封条、
手机系统制造过程介绍

泛用機
-4 個工作頭,自動換Nozzle
-2D&3D識別系統 -最快貼片速度: 0.53 Sec/QFP,0.44Sec/chip
-Tape Feeder &Tray 供料方式
回焊爐
相關制程條件: -Temp profile -錫膏/固定膠品質 -來料品質 -全熱風對流
Level VI
Level VII
Level VI +Radio building +S/W testing
Level VIII
Level VII +Radio programming +user-guide +retail box
Level IX
Level X
Level IX + charger +hand-free accessories
前翻蓋自檢 裝/壓"M"標志 貼AGPS 接地 網 到前翻蓋 裝LCD模塊 到前翻蓋
卷排線,裝轉軸 軸心&轉軸中蓋
裝13MM接收器
裝磁鐵到中隔板
裝中隔板到前翻蓋
磁鐵/螺絲偵測
性能測試
裝翻蓋次總成 到前蓋次總成
半成品
4.表面貼裝工藝過程
SMT:Surface Mounting Technology 表面黏著技術 PCBA: Printed Circuit Board Assembly 印刷電路板組裝
成型的五大要素
1﹒原料
常用:ABS、PVC、PP、PE、PS 热可塑性塑胶 常用工程塑胶:PA、PC、PBT、POM、PET等 特殊工程塑胶:PPS、PCT、LCP等 热固性塑胶:DAP、尿素、PF、UP、EP
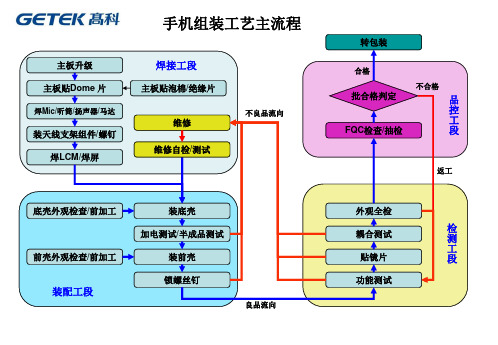
手机组装工艺流程

?压入转轴后 FPC成逆时针方 向。取 FPC 海绵 ,将泡棉粘 贴在FPC接口上
(十)外观检查1
?检查手机半成品的外观是否刮伤、掉漆、 缺口过大、LCD镜片内部有无毛屑、螺丝 是否确实锁上。
?将检查完成后的折上盖套入干净塑料袋后, 再流入后续工序。
(一)焊接 LCD FPC
? 取液晶模块 ;
? 取LCD PCBA, 将LCD上FPC 接口插入LCD PCBA 上排插 中;
? 在LCM焊点处加锡,用手指 压住FPC靠近焊点处的一端, 取烙铁,在焊点处加热,使 焊锡从底部贯穿到顶部 .如图
(二)焊接喇叭、振子
? 取一已焊好FPC的LCD放于治 具上。
(三)焊接左右侧键 FPC
? 用手按侧键FPC上的圆顶按键,
? 将主板带有屏蔽罩的一方向下放在 治具上.
? 先在PCBA的音量侧键FPC焊点处 点上錫, 取音量侧键FPC,依照引脚 定位在治具上,在音量侧键FPC排 线尾端焊接於PCB上对应焊点处.
? 在摄像头侧键FPC焊点处加锡,取 摄像头侧键FPC,依照引脚定位在 治具上,将摄像头侧键FPC排线尾 端焊点接于PCBA上对应焊点处
? 键入“ *#80#”进入快速测试。 ? 按“开始”键,进入摄像测试:可拍摄则进入下一项 ? 按“完成”键,进入背光测试 :检查屏幕亮暗转换 ? 按“完成”键,进入 REC 测试:检查 REC有无声音。 ? 按“完成”键,进入喇叭测试:检查喇叭有无声音 ? 按“完成”键,进入振动测试:检查手机有无振动 ? 按 完成 键,进入开关盖测试:合盖后检测有无音乐 (加速度 ) ? 按“完成”键,进入键盘测试:按手机所有按键,检查屏幕有无显示所按的按键。 ? 按“完成”键,进入耳机测试:插入耳机 ,对耳机喊“喂”听两个耳机头有无回音 ? 按“完成”键,进入音乐播放测试:听有无音乐 ? 按“完成”键,进入 MIC测试:对 MIC吹气,听听筒有无回音 ? 按“完成”键,进入 LCD对比度测试:检查 LCD屏幕显示是否由暗到明 ? 按“完成”键,进入 LCD测试:检查 LCD屏幕是否有红绿蓝白四色变换 ? 按 完成 键,进入版本测试:检测手机版本是否为 E-CEC- 1.0.2“ ? 按“完成”键,进入充电测试:检查手机是否在充电, ? 按“完成”键,返回主界面,拨“ 112”,听耳机有无回音,删除“通话记录” ,删除摄像记录.
手机专业术语
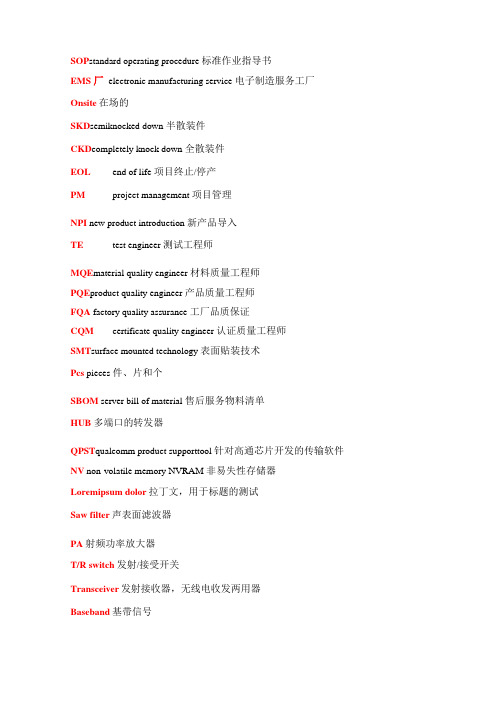
SOP standard operating procedure 标准作业指导书EMS 厂electronic manufacturing service 电子制造服务工厂Onsite在场的SKD semiknocked down 半散装件CKD completely knock down 全散装件EOL end of life 项目终止/停产PM project management 项目管理NPI new product introduction 新产品导入TE test engineer 测试工程师MQE material quality engineer 材料质量工程师PQE product quality engineer 产品质量工程师FQA factory quality assurance 工厂品质保证CQM certificate quality engineer 认证质量工程师SMT surface mounted technology 表面贴装技术Pcs pieces 件、片和个SBOM server bill of material 售后服务物料清单HUB 多端口的转发器QPST qualcomm product supporttool 针对高通芯片开发的传输软件NV non-volatile memory NVRAM 非易失性存储器Loremipsum dolor拉丁文,用于标题的测试Saw filter声表面滤波器PA射频功率放大器T/R switch 发射/接受开关Transceiver发射接收器,无线电收发两用器Baseband基带信号OTA over the air 测试手机在无线状态下的射频性能TRP Total Radiated Power总辐射功率,反映手机整机的发射功率情况TIS Total Isotropic Sensitivity总全向灵敏度,反映了手机整机的接受灵敏度情况SAR Specific Absorption Rate电磁波吸收比值或比吸收率,是手机或无线产品之电磁波能量吸收比值TDD技术:上下行用相同的频带FD-LTE:FDD版本的LTE技术,LTE是基于OFDMA技术、由3GPP组织制定的全球通用标准Media Tek.lnc简称MTK,台湾联发科技Qualcomm 美国高通Spreadtrum展讯(清华紫光)PCBA printed circuit board assembly,大型、高密度的印刷电路板装配,含所有的贴片电子元器件以及载体——PCB。
手机钢化膜的加工生产,年产量为100万片项目环境影响报告表环评报告

建设项目所在地自然环境社会环境简况(一)自然环境简况(地理位置、地质地貌、气象气候、河流水文特征、植被、水生生物等):一、地理位置大朗镇位于广东东莞市中南部,地理座标为东经113 ° 52 ′,北纬22 ° 58 ′。
大朗镇区位优越,毗邻中国最具发展潜力的园区——东莞市松山湖科技产业园;交通便利,莞深高速、常虎高速经过大朗,省道莞惠公路贯穿全镇,大朗向北至广州 1 小时车程,南达深圳仅需30 分钟。
二、气候气象项目所在地区多年平均气温22.8℃,历年平均降雨量为10.577.6mm,降雨量多集中在4-9月,相对湿度历年平均为80%,该地区风向季节性明显,该区全年主导风向为东风,频率为16.8%;次主导风向为东北风,频率为13.3%。
全年以N~E风占绝对优势,出现频率合计为49.3%。
由于该地区地处北回归线以南,属亚热带海洋性季风区,夏季受热带海洋性气团影响,同时冬半年又受极地大陆冷气团的影响,因此风向呈明显的季节性变化。
夏季主要吹偏南风,SSE~SW风出现频率共为38.4%。
春、秋、冬季主要吹N~E风。
三、水文大朗镇地属亚热带海洋性气候,气候温和,资源丰富。
镇内河流为寒溪河的源头,水库有松木山水库,为东莞市较大的水库之一。
根据水文地质勘测资料得知,该镇地下水丰富,水质较好。
四、地形地貌大朗镇位于东莞市中南部。
东莞市境内地势东南高、西北低。
东南部和中南部多丘陵,西北部属于东江三角洲;西南部为珠江地带。
东江自东向西横贯北界。
项目所在地地势较平坦,海拔高度多在25米左右。
五、植被、生物多样性自然生态得到较好保护,生态良好,拥有大面积荔枝林、绿化林和10 多个中小水库,是著名的“荔枝之乡”。
绿化覆盖率高,本区域的主要植物类型为马尾松、柠檬桉、台湾相思、木麻黄、南洋杉、木棉、细叶榕、大叶榕、羊蹄甲、大王椰、假槟榔、鱼尾葵、石栗、刺桐、百千层、白兰等乔木以及各种果树、花木等。
主要编制依据及环境功能属性环境质量状况评价适用标准建设项目工程分析项目主要污染物产生及预计排放情况环境影响分析3738建设项目所在位置附图1 项目地理位置图(1:80000)厂区宿舍商铺及出租屋厂区A 栋厂房高英工业区其他工厂东莞市源泉针织服饰有限公司其他工厂附图2 建设项目卫星四至图厂区B 栋厂房松仔路高英路本项目车间位于8F 部分区域; 1-8F 其余区域为其它工厂)厂区C 栋厂房东莞市宏声电子有限公司附图3 建设项目平面四至图本项目 项目所在厂房东南面 项目所在厂房西南面东莞市诚宇光学科技有限公司 厂区A 栋厂房 东莞市宏声电子有限公司项目所在厂房西北面 项目所在厂房东北面厂区宿舍 厂区B 栋厂房附图4 项目四周现场照片建设项目所在地属于“工业用地”附图5 东莞市大朗镇土地利用规划图。
手机组装工艺主流程图
6 检查焊接效果和锡渣残留;
注意事项:
1 作业前点检烙铁温度,拖焊温度: 340 ±10˚C;拖焊时间:5-8秒; 2 金手指贴合要平整,对位准确; 3 手及手指不能有脏污,以免污染金手指; 4 保持作业台清洁; 5 不可有残锡/残渣/锡珠; 6 带静电环; 7 拿取主板时,不可抓捏金手指位置; 8 拉尖或突起不过超过1/3 间距; 9 主板上锡不可过多,以防短路; 10 使用马蹄形或刀口形烙铁头;
贴按键膜/Dome片/锅仔片工艺标准 文件编号:HS-QS-EG-ES-01
主要品质不良项目: 有脏污/异物时,出现手感
1 按键手感不良;
或功能不良;
脏污
2 按键无功能;
品质不良控制点:
图一
1 锅仔内脏污; 2 锅仔/Dome偏位; 3 静电防护/防损坏;
折接地脚时避免暴露锅仔或 折好的 弄脏锅仔、无保护膜的锅仔 接地脚 片不可长时间暴露;
重工/返工/返修流程及重工品的管理
烧机ห้องสมุดไป่ตู้
焊接作业
成品机头
半成品测试 组装/锁螺钉 功能测试 外观全检 耦合测试 二检
成品机头
重工品
不良项确认
拆解/分解 判定主板不良
非主板不良
不良记录
在库/供应商/售后不良主板
主板不良
不良主板 主板不良分析 主板维修/处理
包装 入库
更换/标识
主板维修记录
IPQC 确认
接地脚
图三
锅仔
图五
定义及说明:
焊接工段贴合工位培训及考核试题
HS-QS- HR-WI- 001
1.
Dome 片---又名按键膜、锅仔片,由粘贴膜、锅仔、防静电涂层组成,一般设有定位孔、LED 开孔、接地引脚、网
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目工程师总的来说就是公司的核心技术!前期的工作指导!统筹对接全厂相关各个部门!对接供应商及客户!公司的发展前景项目工程师起到关键主导作用!下面介绍项目工程师的运作流程:
一:接市场部下发新项目评审通知--(提供产品3D图,ID图,BOM表,项目联络表)
二:业务报价,工程评审--(主要评审模具结构,模具工艺,产品工艺。
设计部主要负责出结构表,排模表,最终开模图档的确认。
结构一般就是:1:a,产品能不能正常出模,b。
行位,斜顶能不能正常运作,c。
有没有厚薄胶位不均匀!预防缩水后续调机改善不到,d。
有没有利角,后续模具处理不了或加工不了,e。
怎样进胶才平衡,易走满胶。
f。
怎样顶出,哪些地方重点下顶针,g。
有没有地方干涉等 2:做出来后效果怎么样,通过表面处理,喷油,真空镀或水镀后外观有没有影响 3:考虑后续生产时有没有给生产速度带来影
响)
三:项目与设计公司和客户的沟通--(大多设计公司因为不懂模具,所以画出来的产品往往有些结构上后续模具是处理或加工不了的,这就需要我们做一些相对应的修改和调整,主要由项目工程师进行与客户和设计公司的沟通,要求客户接收我们做的一些改善,调整的要求)
四:接市场部下发模具生产指令单--(提供最终的开模3D,ID,BOM表,项目联络对接表和客户的相关要求)
五:新项目启动会--(由目工程师讲解新项目的生产工艺,下发模具生产通知单到相关部门,确定各部门的工作到位,确定T0时间,要求模具部做好模具计划表由项目工程师发给客户)
六:新项目启动后,设计部就开始模具设计,模具部开始外购钢料准备开始模具制作--(项目工程师这时追客户的产品2D图,追客户的辅料2D图发辅料厂打样,追客户的喷涂区域,确定好各个部件是喷油,真空镀,还是水镀,以便做好相对应的喷涂夹具,项目工程师自己评审整个项目需要做多少套热熔治具,是热熔螺母还是热熔胶柱,是外发专业的热熔厂去做还是本厂自己制作,由项目工程师沟通确定好,在模具制作的过程中!模具的进度情况由项目工程师进行跟进!要求做好模具进度表每3天更新一次!发给相关部门和客户,让大家都知道这个新项
目的总体进展,如果还有结构上模具加工或处理不了的,主要由项目工程师和客户进行反馈,沟通,要求客户做一些相对应的改善,初步制作BOM表)
七:T0模具检讨--(主要是本厂内部检讨模具,试模时项目工程师必须在现场看模具情况,当场控制好产品尺寸,电脑对好产品结构,看看有没有严重的漏做结构等问题,确定好T1试模时间,检讨完以后拿出方案立即解决当前的模具问题,追客户要喷油效果和颜色样板,确定是喷油过UV,还是喷橡胶漆等,真空镀颜色和效果样板,电镀颜色和效果样板,丝印颜色和效果样板,先调好油漆备好样油)
八:T1打样(根据客户的打样要求,打多少套样,打什么颜色,由项目工程师负责和客户一起装机结构检讨,看看有哪些地方有干涉,哪些地方做得不到,反反复复的装机,尽可能的发现问题,做好相关的记录,如结构上有更改,由客户发改好的3D图到项目工程师手上,再由项目工程师做好模具更改通知单一起下发到相关部门,如有需要,要求模具部的相关负责人员一起参与,确定好模具修改的具体完成时间)
九:T2,T3,T4,甚至T5都是一样的--(项目工程师反反复复打样确认模具,注塑,组装,表面处理二次加工等效果,反反复复的和客户装机结构检讨,反反复复的模具修改,调整,直到客户对所有外观和结构都满意为止,客户感觉满意OK 以后,就签样做试产)
十:试产前会议--(项目工程师讲解新项目的生产工艺,讲解生产时,模具,注塑,组装等需要注意哪些问题,确定各个产品的包装出货,由PMC,计划安排,项目工程师主导,各部门配合协调)
十一:试产总结会议-- (项目工程师总结试产中模具,注塑,组装等仍出现的问题,做总结报告,要求各部门马上做最后的改善和调整)
十二:最后50套以上的打样--(1,做样板承认书给客户签样。
2,项目工程师必须亲手操作各个生产环节,和相关的技术人员一起做最后的改善和调整。
3,最后确定试产中的模具,注塑,组装等所有的改善与调整结果是否都OK,确保
胜利量产)
十三:量产前会议--(下发受控完整的BOM表,产品2D图纸,客户签的样板承认书,结构样板到相关部门,最后确认模具,注塑,组装等所有问题必须改善OK,生产的过程中,项目工程师进行跟进,因为第一次量产模具很不稳定,容易出问题,如出现问题,项目工程师必须在现场当场拿出方案立即解决问题,确认完成生产订单)
十四:量产总结会议--(把这次量产中模具,注塑,组装等二次加工中所出现的问题都提出来,与相关部门一起检讨,做相对应的改善和后续的一些预防措施,确保下批订单胜利量产)
十五:项目移交会议--(新项目量产超过5K后,如果结构上没有更改,那么后续这个项目的生产项目工程师就不再做主导作用,只做协助作用,如果量产超过5K后结构上有更改,那还是由项目工程师进行跟进,改好后重新打样给客户签样后续方可生产,如果量产超过5K后结构没有更改,那么后续的相关模具和热熔治具就交由生产部进行保管和保养,项目到这就关闭)
类别:默。