钢板校平机设计
钢板表面平整度测试仪设计分析
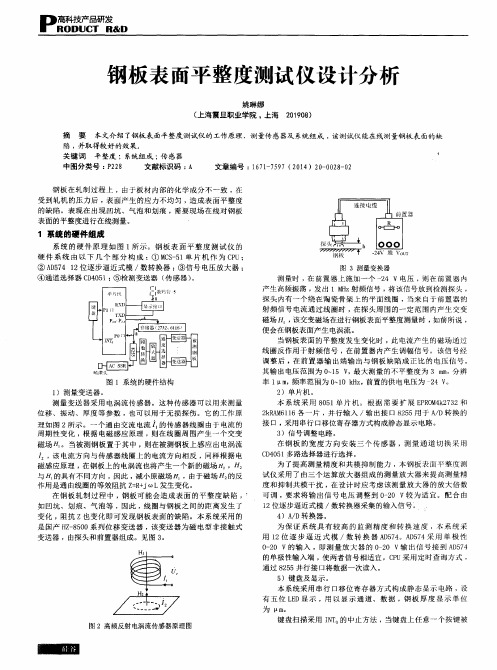
变化 , 阻 抗 z也变 化 即可 发现 钢 板表 面 的缺 陷。本 系 统 采用 的 是 国产 H Z 一 8 5 0 0系 列位 移 变 送 器 , 该变 送 器 为磁 电型 非 接触 式
变送 器 ,由探 头和 前置 器组 成 。见 图 3 。
为 保 证 系 统 具 有 较 高 的监 测 精 度 和 转 换 速 度 , 本 系 统 采 用 l 2位 逐 步 逼 近 式 模 /数 转 换 器 A D 5 7 4 。A D 5 7 4 采 用 单 极 性 O 一 2 O V的输 入 ,即测 量放 大器 的 O 2 O V输 出信 号 接 到 A D 5 7 4 的单极 性输 入 端 , 使 两者信 号 相适 宜 。C P U 采 用 定时 查 询方 式 , 通过 8 2 5 5并行接 口将 数据 一次 读入 。
探 头 内有 一 个绕 在 陶 瓷骨 架 上 的平 面线 圈 ,当来 自于前 置 器 的
射 频 信号 电流通 过 线 圈时 , 在 探 头周 围的一 定 范 围 内产 生 交变
磁场 . , 该交 变磁 场在 进行钢 板 表面 平整度 测量 时 , 如 前所说 , 便会 在钢 板表 面产 生 电涡流 。 当钢 板 表 面 的平 整 度 发生 变 化时 , 此 电流 产生 的磁 场通 过 线 圈反 作 用于 射 频 信号 , 在前 置 器 内产 生调 幅 信 号 。该 信 号经 调整后 , 在 前 置 器 输 出端输 出 与钢 板 缺 陷 成 正 比的 电 压 信 号 。 其 输 出 电压 范 围为 0 — 1 5 V , 最 大测 量 的不 平整 度 为 3 m m , 分 辨
②A D 5 7 4 1 2 位逐步逼近式模 /数转换器 ; ③信 号电压放大器 ;
钢板校平机原理
钢板校平机原理钢板校平机是一种常见的机械设备,主要用于对钢板进行校平处理。
它使用了一种独特的原理和工作方式,能够有效地改善钢板的平整度和表面质量。
下面将详细介绍钢板校平机的工作原理。
钢板校平机主要由机架、辊轴、支撑辊、传动系统和控制系统等组成。
当钢板通过校平机时,它首先会经过辊轴的支撑,然后通过一系列的辊轴进行挤压和拉伸,最后实现钢板的校平效果。
钢板校平机的原理可以简单概括为以下几个方面:1. 挤压作用:钢板经过辊轴时,受到辊轴的挤压作用。
辊轴的形状和布局经过精确设计,能够使钢板在经过时受到均匀的挤压力,从而改变其形状和表面状态。
挤压作用能够消除钢板内部的应力和变形,使其变得更加平整。
2. 拉伸作用:钢板在经过挤压后,会通过一系列的辊轴进行拉伸。
拉伸作用能够进一步改变钢板的形状和表面状态,使其更加平整。
拉伸作用的强度和方向可以通过调整辊轴的布局和传动系统来控制,以满足不同厚度和材质的钢板的校平需求。
3. 控制系统:钢板校平机配备了先进的控制系统,可以精确控制辊轴的运行速度和力度。
通过调整控制系统的参数,可以实现钢板校平的精度和效果的优化。
控制系统还可以实现对校平机整个工作过程的自动化控制,提高生产效率和产品质量。
钢板校平机的原理基于力学和材料学的知识,通过挤压和拉伸作用改变钢板的形状和表面状态,从而实现钢板的校平效果。
通过精确的设计和控制,钢板校平机可以处理各种不同厚度和材质的钢板,满足不同行业的需求。
钢板校平机在钢铁行业的应用非常广泛。
它可以用于钢板的生产和加工过程中,提高钢板的平整度和表面质量,提高产品的竞争力。
同时,钢板校平机还可以用于钢板的再加工和回收利用,减少资源的浪费,保护环境。
钢板校平机是一种重要的机械设备,通过挤压和拉伸作用改变钢板的形状和表面状态,实现钢板的校平效果。
它在钢铁行业的应用非常广泛,对提高产品质量和生产效率起到了重要作用。
随着科技的不断进步,钢板校平机的原理和工作方式也在不断改进和创新,为钢铁行业的发展带来了新的机遇和挑战。
1400平整机设计
1400平整机设计1400平整机设计摘要现代⼯业技术和⽣产⼯序⾃动化的迅速发展,对冷轧带钢的数量和质量的要求越来越⾼。
冷轧带钢平整是带钢⽣产的⼀个重要环节,这也促使冷轧⽣产技术、装备技术和控制技术向更⾼的⽅向发展。
⽽冷轧带钢平整作为冷轧精整⽣产过程中的⼀个重要⼯序,对产品质量的保证有着⼗分重要的作⽤。
为了适应冷轧⽣产⾼速化、连续化、⾃动化的发展需要,不断提⾼产品质量和性能,每个钢铁企业都引进先进的平整设备。
本论⽂阐述了1400平整机组的装机⽔平及特点,机组的机械设备组成,着重介绍了机组的主传动系统的设计及其主要零部件的强度校核,为平整机能更好地满⾜平整精度要求提供了设备⽀持。
机组设备在满⾜先进性、实⽤性的同时,考虑经济性,从研发制造以及设备维护⾓度考虑所需的费⽤⽀出,并且从环保⾓度考虑其是否适合环保节能⽣产,是否符合相关规定。
关键词:带钢;平整机;冷轧Design for 1400 Temper Rolling MillAbstractAs the modem industrial technology and the automation of production processes are developing rapidly,the request to quantity and quality of cold—rolled strip is getting higher and higher.This also contributes to the cold—rolled production technology,equipment and technology and control technology to a higher direction.Cold-rolled strip temper as an important finishing process take an important role in ensuring the quality of products,It is a key to provide users satisfactory products.Its continuity and automation has been widespread concern.In order to adapt to the cold rolling production high speed,continuous,the automated development need,improved the product quality and the performance unceasingly,cold rolling pickled under the normal temperature condition.Temper Can enhance the strip mechanical property,improve the shape of plate,adjust the strip surface roughness and obtain the coil that meeting the requirements.Key words:strip steel;temper Rolling Mill;cold rolling⽬录1 绪论 (1)1.1选题背景及⽬的 (1)1.1.1选题背景 (1)1.1.2选题的⽬的与意义 (1)1.2国内外研究状况和相关领域中已有的研究成果 (2) 1.2.1国内研究成果 (2)1.2.2国外研究成果 (3)1.3.课题的研究内容及⽅法 (3)1.3.1课题的研究内容 (3)1.3.2课题的研究⽅法 (4)2 平整机总体⽅案的确定 (5)2.1机座形式 (5)2.2主传动机构 (5)2.3压下机构 (7)2.4⼯作辊辊系 (8)2.4.1⼯作辊选择 (8)2.4.2⼯作辊轴承选择 (8)2.5⽀承辊辊系 (9)2.5.1⽀承辊选择 (9)3 ⼒能参数计算 (11)3.1选取轧辊的参数规格 (11)3.2轧制⼒计算 (11)3.2.1⼒能参数 (11)3.2.2对⼯作辊受⼒分析 (14)3.3.1计算电机功率 (15)3.3.2电机选择 (16)3.4电机校核 (16)3.4.1主电机上的⼒矩 (16)3.4.2电机过载校核 (16)4 主要零件的设计及校核 (18)4.1轧辊的设计校核 (18)4.1.1⼯作辊轴头校核 (18)4.1.2对⽀承辊进⾏弯曲校核 (19)4.1.4对⼯作辊与⽀承辊接触⾯进⾏接触应⼒校核 (21) 4.2 轧辊轴承的选⽤与寿命计算 (23)4.2.1轴承的选择 (23)4.2.2轴承的寿命计算 (23)4.3机架设计校核 (25)4.3.1机架的结构尺⼨ (25)4.3.2机架强度计算 (28)4.4万向接轴校核 (31)5 润滑⽅式的选择 (31)5.1⼲油及稀油润滑 (32)5.2油⽓润滑 (33)6 经济可⾏性分析 (35)6.1设备完好率与利⽤率 (35)6.2预备役龄 (35)6.3设备经济寿命的确定 (37)6.4机械购置成本 (38)结论 (39)致谢 (40)参考⽂献 (40)1 绪论1.1选题背景及⽬的1.1.1选题背景冷轧带钢⽣产的发展,不仅取决于轧钢主要设备(轧钢机)⼯作速度的提⾼和轧制周期的缩短,也在很⼤程度上取决于轧钢辅助设备的不断改善和改进。
1400平整机的设计

1400平整机的设计发布时间:2021-07-08T04:15:29.567Z 来源:《中国科技人才》2021年第11期作者:王路王呈敏[导读] 板带生产的发展不仅有赖于主要轧制设备(轧机)工作速度的提高和轧制周期的缩短,而且有赖于辅助轧制设备的不断完善。
轧钢辅助设备在现代轧钢生产中占有重要地位。
山东协和学院山东济南 250107摘要:伴随着现代经济建设的快速发展,对冷轧带钢的质量要求也越来越高。
在带钢生产过程中,其中冷轧带钢进行平整是最为重要的一个生产环节,它对于产品质量有很重要的保障。
冷轧带钢平整机的机构不断优化设计对于当前来说是较为重要的,本文从现在市场上现存的平整设备进行机构分析,设计出1400平整机,讲述了1400平整机的结构特点以及机构的主要组成,从科学性、实用性、经济性和环保性来进行设计。
关键词:平整机;结构设计;冷轧引言板带生产的发展不仅有赖于主要轧制设备(轧机)工作速度的提高和轧制周期的缩短,而且有赖于辅助轧制设备的不断完善。
轧钢辅助设备在现代轧钢生产中占有重要地位。
机械化、自动化水平和生产能力直接影响轧钢现代化的发展和生产力。
由于冷轧带钢的淬透性,不能满足当下一些追求高质量日常用具的艺术设计要求,因此有必要对带钢进行退火处理以满足要求。
因此,开发和设计冷轧带钢平整机是十分必要的。
作为冷轧带钢矫直机的作业链,可以使得产品的价值得到提升,在钢铁工业中占有十分重要的地位。
工作结构原理工作机构整体图如图1图1 1400整机整体结构1.机架装配2.支撑辊辊系统3支持辊系统4.辊端轴套5.万向接轴6.万向接轴 7.联轴器 8.电机 9.斜楔调零装置10.平整机地板 11.接轴平衡装置设计方案一般来说,电动压下装置的机械结构比较复杂,缺点是运动部件惯性大,辊缝调整慢,精度低。
与现代高速高精度轧制相比,已经无法适应。
通过减小惯性来提高压力机装置的响应速度,相对来说,液压控制可以达到这种效果。
钢板校平机
钢板校平机钢板校平机是一种用于将钢板或金属板材进行校平的设备。
它通过机械力的作用,将板材的表面进行修整,使其达到一定的平整度和平面度。
钢板校平机广泛应用于钢铁冶金、轻工机械、汽车制造和船舶建造等行业,对于提高产品质量和生产效率具有重要意义。
钢板校平机有多种型号和规格,适用于不同厚度、不同宽度的板材校平。
其基本工作原理是通过上、下辊筒的运动来施加适当的力量和压力,使板材表面产生塑性变形,进而消除板材的表面凹凸不平。
通常,钢板校平机由机架、上、下辊筒、传动系统和控制系统等组成。
首先,钢板被放置在钢板校平机的上辊筒和下辊筒之间。
然后,通过传动系统驱动辊筒运动,产生压力对钢板进行校平。
压力的大小和持续时间可以根据不同的板材厚度和质地来调整。
在实际操作中,操作人员需要根据板材的情况进行调整,并通过控制系统来监测和控制校平过程。
钢板校平机的机架起到支撑整个设备和传动系统的作用。
机架通常由高强度钢材制成,以确保设备的稳定和可靠性。
上辊筒和下辊筒通常由优质的合金钢材制成,具有较高的耐磨性和强度。
辊筒的直径和宽度也根据板材的尺寸和校平要求进行设计。
辊筒之间的间距可以通过调整机架的高度来实现,以适应不同厚度的板材。
传动系统是钢板校平机的核心部分,它将电动机的动力传递给上、下辊筒,并控制辊筒的运动。
传动系统通常由电动机、减速器、链条或皮带等组成。
电动机为辊筒提供动力,减速器根据需要调整辊筒的速度和扭矩。
链条或皮带通过转动辊筒将动力传递给上、下辊筒,使其同步运动。
控制系统是钢板校平机的重要组成部分,它用于监测和控制设备的运行状态。
控制系统通常包括传感器、工作面板和控制器。
传感器可以监测辊筒的运动和压力情况,工作面板可以显示设备的状态参数和调整参数,控制器负责接收和处理传感器的信号,并控制传动系统的运行。
现代化的钢板校平机通常具有自动化功能,可以根据预设的参数进行自动调整和控制,提高了生产效率和产品质量。
在应用中,钢板校平机通常与其他设备配合使用,如剪板机、卷板机等。
钢卷开平机的设计

摘要开平机是对金属棒材、管材、线材等进行矫直的设备。
本课题首先对开平机的国内外研究现状与发展趋势作了简单的介绍,接着阐述了开平机的设计原理、结构组成和理论计算;然后在开平机原理的基础上,根据此次设计的目的,进行钢板开平机的设计,再对开平机的各个结构组成所需类型、尺寸进行计算和校核;接着用PLC设计整个开平机的控制方案,最后进行总结和展望。
本次设计过程主要包括以下内容:矫直机类型,矫直原理,矫直机结构的确定,矫直机基本力能参数计算、力能参数计算、电动机功率计算、工作辊结构设计与校核。
关键词:开平机,九辊矫直,板材,工作辊,PLC控制ABSTRACTStraightening machine is a equipment, which straighten metal bar, pipe workpiece, wire and so on. First the article introduces briefly the research status and development trend of the straightening machine, then describes the design principles , structural composition and theoretical calculations of the straightening machine; Then on the basis of the principle of shearing machine, according to the purpose of the design, design the straightening machine for steel plate, then calculate and check machine structure composed and size of the desired type. Then use the PLC to design the control program of the straightening machine.At last,summary and outlook. It includes the following: the type of straightening machine, the theory of straightening machine and the structure of straightening machine, the calculation of straightening machine’s basic parameters, the structural design and the checking of the work roll.Key words:straightening machine, nine roller straightening, plates, the work roll, PLC control目录1 绪论-------------------------------------------------------------------------------------------------------------------11.1选题背景及其意义-----------------------------------------------------------11.2文献综述(国内外研究现状与发展趋势)---------------------------------------21.3研究内容-----------------------------------------------------------------------------------61.4课题设计要求----------------------------------------------------------------------------7 2钢板开平机的总体设计----------------------------------------------------------------------92.1钢板开平机的相关参数----------------------------------------------------------------------------------92.2开平机的各个结构----------------------------------------------------------------------------------10 3开平机相关参数设计计算------------------------------------------------------------------173.1 开平机基本参数的确定----------------------------------------------------------------------173.2 辊式开平机的力能参数确定---------------------------------------------------------------------193.3工作辊强度计算----------------------------------------------------------------------223.4辊子轴承校核-----------------------------------------------------------------------------244 开平机的PLC控制系统设计------------------------------------------------------------------------274.1 PLC基础-------------------------------------------------------------------------------274.2 开平机的PLC控制方案--------------------------------------------------------------------274.3 开平机的PLC控制I/O端口分配表-----------------------------------------------------274.4 开平机的PLC控制接线图----------------------------------------------------------------284.5 开平机的PLC控制梯形图----------------------------------------------------------------29 5结论-----------------------------------------------------------------------------------------31 参考文献-------------------------------------------------------------------------------------------32 致谢---------------------------------------------------------------------------------------------341 绪论1.1选题背景及其意义1.1.1应用背景在板带材的轧制生产中,由于轧件温度不均,变形不均及轧后冷却不均、运输和其他因素的影响,致使轧制出来的产品常出现波浪弯和瓢曲等缺陷。
460毫米宽成卷钢板校平剪板机
460毫米幅寬成卷鋼板校平剪板机台達自動控制系統解決方案摘要: 從煉鋼廠生產的460毫米幅寬的成卷鋼板一般需要經過校平和分剪為客戶所需的板材才能銷售;本方案為校平分剪机控制系統,采用普通异步電机和變頻器的結构,用台達增量式編碼器測量長度,用台達EH系列PLC控制,實現低成本的准确裁剪;此類設備一般用于鋼厂和鋼材庫房的精度5毫米左右的分剪設備,對于其他的間歇式裁剪系統經适當修改也可适用;關鍵詞: 定長剪切,PID异步電机快速定位算法,變頻器通訊,編碼器中達電通電通股份有限公司机電事業部成都分公司一、生产工艺介绍:生产工艺流程如下图1所示:图1:工艺流程图此生产线系统由五个部分组成。
送料机、校频机、切板机、皮带部分和堆放成品部分。
原材料卷板(約3-5毫米后的鋼板)经送料机压平后送料,经过四米长地坑缓冲后进入校频机定位,定位完成后切板机裁切成成品最后经皮带送出包装。
操作人员可以通过手动启动、停止各部分电机。
自动运行中,地坑中的光电开关根据钢板下垂程度来通断送料机,以便和校频机速度相匹配,操作人员通过文本显示器输入每刀长度与刀数。
系统按所设定的运行,节距一般为2米,精度要求5mm之内。
速度要求每分钟8张左右。
二、工藝數据和分析:1. 工藝數据情況送料机功率:7.5Kw;校频机减速点机功率:3.7Kw ;减速比:15:1;切板机电机功率:4Kw;皮带传送电机功率:3.7Kw;校频机滚轴直径:108mm;编码器解析度:500ppr;送料机最高速度:25m/min;切板机速度:60次/min;原料钢板厚度:3mm;宽度:小于460mm;缓冲地坑:4米长,3米深。
2. 傳統的實現方法及其缺點:一般此類設備采用直流調速系統, 系統笨重,耗電量大,調試複雜,維護成本很高,在定位控制上面,采用讀取行程開關信號后預減速配合气壓制動的定位方式,剪切效率很低,誤差較大,隨著自動控制技術的發展和變頻調速器的技術的提高, 更先進和更快速的分剪成為可能;三、台達的控制方案〈一〉总述采用文本显示器TP02G作为指令和数据上行下达的窗口;人机界面和DVP14ES00R通讯,数据和指令经过PLC控制现场设备;本系统采用编码器、PLC、变频器来完成定位达到要求。
自制校平机及其在钢结构生产中的应用
自制校平机及其在钢结构生产中的应用在钢结构生产中,结构件中连接板、筋板、托板等板材的校平是多年来存在的一个比较棘手的难题。
采用自制简易校平机进行校平对提高生产效率,保证板材表面质量,保障板材力学性是一种有效方法。
标签:钢板设计校平机调平应用在钢结构生产中,结构件中连接板、筋板、托板等板材的校平是多年来存在的一个比较棘手的难题。
采用自制简易校平机进行校平对提高生产效率,保证板材表面质量,保障板材力学性是一种有效方法。
该机设计简单、制作方便,经济实用,特别适合钢结构结构件生产。
钢结构常用连接板材面积多为200×500~350×1000mm2,筋板、托板面积多为100×100、300×500mm2等,厚度有6mm、8 mm、10mm、12mm、14mm等。
工艺要求:①钢结构表面不应有明显的凹面和损伤划痕深度不应大于0.5mm。
②顶紧接触面不应少于75%紧贴且边缘最大间隙不应大于0.8mm。
③钢板矫正最小曲率半径和最大弯曲最高允许值。
1 目前采用常规下料方法的弊端目前常規下料采用剪切或气割的方法。
剪切(气割)方法下料工件产生很大变形。
最大变形量超过3mm~8mm,几乎不能使用,必须进行调平校正处理,而中小型企业多采用人工锤击或加热再锤击方法。
1.1 用锤击法。
其法加大工人劳动强度,同时降低生产效率。
用火焰加热增加生产成本。
由于在调平过程中仅靠工人的经验,所以很难达到工艺要求。
1.2 用锤击钢板表面易出现凹痕等缺陷。
1.3 用锤反复击打金属性能发生很大变化,最明显的特点就是冷作硬化现象,除了机械性能发生变化外,理化性能也有所改变。
1.4 对于一些较小板材构件,如檩托板锤击过程中极易迸飞,造成安全事故。
2 调平机的设计为了解决以上难题使板材调平后达到工艺要求可考虑设计一台简易校平机。
2.1 支座设计。
先设计底板,再成对加工两立板立于底座之上,形成一个调平机支座,支座上两立板配对加工若干孔。
矫平机设计计算公式
矫平机设计计算公式矫平机是一种用于金属板材加工的设备,它可以通过压力和弯曲力来调整金属板材的平整度。
在矫平机的设计中,需要考虑到各种因素,如金属板材的材料、厚度、宽度等,以及矫平机的结构和工作原理。
在设计矫平机时,需要进行一系列的计算和分析,以确定最佳的设计参数和工作条件。
在设计矫平机时,需要考虑到金属板材的弹性变形特性。
金属板材在受到外力作用时会发生弹性变形,这会影响矫平机的工作效果。
因此,需要进行弹性变形的计算,以确定矫平机的工作参数。
弹性变形的计算公式如下:ΔL = F L / (E A)。
其中,ΔL为金属板材的弹性变形量,F为施加在金属板材上的力,L为金属板材的长度,E为金属板材的弹性模量,A为金属板材的横截面积。
通过计算弹性变形量,可以确定矫平机施加的力和金属板材的变形量,从而确定矫平机的工作参数。
另外,在设计矫平机时,还需要考虑到金属板材的厚度和宽度。
金属板材的厚度和宽度会影响矫平机的工作效果和工作参数。
在进行矫平机的设计计算时,需要考虑到金属板材的厚度和宽度,以确定矫平机的辊子直径和间距。
矫平机的辊子直径和间距的计算公式如下:D = (T + δ) / 2。
其中,D为矫平机的辊子直径,T为金属板材的厚度,δ为金属板材的弹性变形量。
通过计算辊子直径,可以确定矫平机的工作参数,从而确定矫平机的工作效果。
此外,在设计矫平机时,还需要考虑到矫平机的结构和工作原理。
矫平机的结构和工作原理会影响矫平机的工作效果和工作参数。
在进行矫平机的设计计算时,需要考虑到矫平机的结构和工作原理,以确定矫平机的工作参数和工作条件。
矫平机的工作原理是通过辊子的旋转和压力来调整金属板材的平整度,因此需要进行辊子的旋转和压力的计算,以确定矫平机的工作参数。
辊子的旋转和压力的计算公式如下:N = (V 60) / (π D)。
P = F / (π D L)。
其中,N为辊子的旋转速度,V为金属板材的进料速度,D为辊子的直径,P 为辊子施加的压力,F为施加在金属板材上的力,L为金属板材的长度。
钢筋校直机的设计说明书
钢筋校直机的设计摘要钢筋加工机械是建筑施工中不可缺少的机械设备。
钢筋校直机减少了施工时间,加快生产速度,代替了人工校直所存在的不足。
提高了生产率。
为工程建设缩短了工期,钢筋校直机起了很大的作用。
我设计的钢筋校直机采用了轮辊式,它的作用实质是施加频率较高的周期性交变应力,是材料产生超过其弹性限度的变形.交替变形达一定程度后,原来的弯曲即被抵消,达到校直的目的.本次设计了钢筋校直机的传动系统,校直机构,机架等主要部件。
它具有结构简单、效率高等特点,符合当今生产要求。
关键词钢筋校直机;传动;设计外文摘要design on Steel straightening machineAbstractSteel processing machinery is indispensable to the construction machinery and equipment。
Steel bar straightening machine reduce construction time,speed up production speed,instead of artificial straightening's deficiency. Higher productivity。
For engineering construction shorten project period,and the steel bar straightening machine plays a large role.I design of reinforced straightening machine adopts the wheel of roller of, the role of the essence is imposed higher frequency periodic alternating stress ismaterial,produced the elastic deformation of the limit over. To a certain degree of alternate deformation, the original bending is offset, achieve the purpose of the alignment.The design of the reinforced straightening machine transmission system,straightening institutions,such as the major components。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢板校平机设计内部编号:(YUUT-TBBY-MMUT-URRUY-UOOY-DBUYI-0128)青岛农业大学海都学院本科生毕业论文(设计)题目:钢板校平机设计姓名:系别:工程系专业:机械设计制造及其自动化班级:学号:指导教师:吕宝君2011年6月18日毕业论文(设计)诚信声明本人声明:所呈交的毕业论文(设计)是在导师指导下进行的研究工作及取得的研究成果,论文中引用他人的文献、数据、图表、资料均已作明确标注,论文中的结论和成果为本人独立完成,真实可靠,不包含他人成果及已获得青岛农业大学或其他教育机构的学位或证书使用过的材料。
与我一同工作的同志对本研究所做的任何贡献均已在论文中作了明确的说明并表示了谢意。
论文(设计)作者签名:日期:年月日毕业论文(设计)版权使用授权书本毕业论文(设计)作者同意学校保留并向国家有关部门或机构送交论文(设计)的复印件和电子版,允许论文(设计)被查阅和借阅。
本人授权青岛农业大学可以将本毕业论文(设计)全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫描等复制手段保存和汇编本毕业论文(设计)。
本人离校后发表或使用该毕业论文(设计)或与该论文(设计)直接相关的学术论文或成果时,单位署名为青岛农业大学。
论文(设计)作者签名:日期:年月日指导教师签名:日期:年月日目录摘要........................................................................................................................ Abstract...................................................................................................................... 1绪论..........................................................................................................1平行辊式校平机国内外现状.. (1)钢板校平机研究的内容和意义 (1)2校平机总体方案设计 (3)反弯校平的基本原理 (3)校平机的工作原理和压下方案选择 (4)3传动系统的设计 (8)传动系统参数计算 (8)3.1.1 结构参数的确定 (8)3.1.2 力能参数 (9)减速机、齿轮座、电机和万向联轴节的选择计算 (14)4校平装置设计 (18)液压压下系统设计 (18)4.1.1液压压下系统的组成 (18)4.1.2液压控制系统工作原理............................................................................... . (18)4.1.3液压压下系统部分参数计算 (20)辊子材料选择及强度校核 (22)4.2.1辊子材料选择 (22)4.2.2辊子强度校核............................................................................................... ....23轴承的选择及润滑. (26)4.3.1轴承的选择 (26)4.3.2轴承的润滑............................................................................................... (27)5结论................................................................................................... .. (29)参考文献……………………………………………………………….……………. ........ ...................... . ..30致谢.................................................................................................... . ................. . . (31)钢板校平机设计摘要针对钢板校平机的使用要求,本课题完成了钢板校平机的结构设计。
所设计的校平机采用了异辊距辊系技术、弯辊技术、液压压下加压方式。
异辊距辊系技术的应用缩短了空校区,从而使补校工作明显减轻;弯辊技术的应用使校平机在工作时可使校平工作辊产生一定量的曲率以抵消机架的弹跳,并可有效改善板材的横向板形;液压压下加压方式实现了动态辊缝调整,提高了钢板的校平质量,使校平机运行更加平稳,并可实现过载保护。
关键词:钢板;校平装置;异辊距辊系;弯辊技术;液压压下Steel Leveling Machine DesignAbstractAccording to the use of steel leveling machine, this task completed steel leveling machine design. The steel leveling machine adopts the roll of technology, from roll bending roll technology, hydraulic press pressure mode. Different from the roll system technology roll application shortened empty campus, thereby significantly reduce continuation school for work, Bending roll technology application makes leveling machine work can make leveling work roll produce a certain amount of curvature to offset the frame, and can effectively improve the bounce of the lateral plate shape, Under the pressure of hydraulic pressure means to realize the dynamic roll gap adjustment and improve the quality of steel, leveling leveling machine working more smoothly, and can achieve overload protection.Key Words: steel plate;leveling machine;different from the rollsystem roll;bending roll technology;hydraulic press1 绪论钢板校平机国内外现状平行多辊薄板校平机国内外发展很不平衡,国内基本上还停留在传统的手动调节及机械传动方式,位置精度只有±,而国外已经实现了计算机电液自动控制,位置精度已经达到,且有良好的人机界面,便于现场工程师操作[1]。
在中国销售高精度薄板校平机的公司主要有三家,瑞士海莫乐公司、台湾双郁机械公司和美国的IOWA精密工业公司,后两家公司校平机都作为卷板材加工流水线工序设备,而瑞士海莫乐公司作为专业校平机制造公司,性能最好。
它采用液压系统来控制校平机的辊缝,公司产品广泛应用于汽车、建筑玻璃、精密仪器仪表和工具等领域。
这三家的校平机都能实现计算机数字控制(CNC),而且海莫乐公司校平机能自动感应压应力,采用双闭环控制,实现了智能化,但价格不扉,一台20-30万美金。
国内的情况是:北京机械工业自动化研究所机器人工程中心开发的一套开卷、矫平剪切、堆垛生产线技术中,矫平机能实现计算机数字控制,但校平机的间隙调整由标尺指示,并没有采用闭环控制,所以位置控制精度仅有±。
生产制造公司有国营西北机器厂、富地机械、山东省淄博市桓台齐光锻压机床厂、无锡梅里精品机械和湖北重型机器集团,前后辊缝间距全部采用手动机械调节,位置精度仅依靠蜗轮控制。
所以产品的校平精度不高,不能应用在精矫工序。
由湖北重型集团有限公司同华中理工大学威奇数控公司合作开发的辊式板材校平机系列,经过多年的完善和发展,在理论上和实践上形成了较成熟的体系。
结构上,采用机械传动和液压传动相结合的方案,并重点加入了液压垫这一专利技术,使得设备结构更为紧凑,精度高,噪声低,控制方便,不仅提供了良好的交互环境。
而且在实时性和预警上也对液压、机械和电气各环节实现了全面管理。
整套控制系统由一台工控机和PLC组成,校平精度也达到了[14]。
平行辊式校平机研究的内容和意义随着我国板材生产规模的不断扩大,各厂家日益认识到板形在生产与市场销售中的重要性。
不良板形的外部表现是板材上常见的中心波浪、边浪、瓢曲、扭曲、镰刀弯或局部‘鼓包’等。
这些缺陷往往在板材轧制、热处理、校平、冷却过程中形成,往往是由于温度、辊形、压下、冷却水温、水压等因素不合适造成的。
若将板带看作由无数条纵向金属纤维连结而成的材料,则不良板形材料中内应力的出现,正是因相邻纤维间存在长度差之故。
由于邻近纤维间的相互制约,长纤维受压应力,短纤维受拉应力。
因此,板带横向厚度差与板形有着密切的关系。
横向厚差大的板带,一般板形都不好,但因只需几微米的横向厚差,即可造成明显的板形缺陷。
因此,有些横向厚差很小的材料,板形也完全有可能不符合要求。
随着民用消费类产品需求不断增加,市场对薄板需求也大幅度提升,同时对板材的质量要求也在大幅提升。
只有有了好的材料,才能加工出好的产品来。
因此这些变形如果得不到及时有效的矫正,将严重影响着产品质量和数量的提高,尤其是本身作为工具的高精密仪器和刀具,它们对用材平整度要求更加苛刻。
对于薄板,平行多辊校平机应用最广,技术也最成熟。
这种校平机克服了普通压力校平机断续工作的特点,成倍地提高了校平效率,使校平工序得以进入连续生产线,而且可以达到很高地校平精度。
本课题研究的也就是平行辊校平机。
当今世界上先进校平机技术快速发展,板材校平机正向重型化、全液压、自动化过渡。
平行辊校平机在板材加工方面应用广泛,但从国内现状可以看出,高精度的液压多辊薄板校平机(位置精度以下)国内还相当缺乏。