项目四底座模具设计(斜顶)
模具斜顶

模具斜顶模具斜顶又名斜梢,斜顶是以港资模具厂为主的珠三角地区模具行业的惯用说法,是模具设计中用来成形产品内部倒钩的机构,适用于比较简单的倒钩情况。
模具种类模具分类方法很多,过去常使用的有:按模具结构形式分类,如单工序模,复式冲模等;按使用对象分类,如汽车覆盖件模具、电机模具等;按加工材料性质分类,如金属制品用模具,非金属制用模具等;按模具制造材料分类,如硬质合金模具等;按工艺性质分类,如拉深模、粉末冶金模、锻模等。
这些分类方法中,有些不能全面地反映各种模具的结构和成形加工工艺的特点,以及它们的使用功能。
为此,采用以使用模具进行成形加工的工艺性质和使用对象为主的综合分类方法,将模具分为十大类,见表1各大类模具,又可根据模具结构、材料、使用功能以及制模方法等分为若干小类或品种。
序号模具类型模具品种成形加工工艺性质及使用对象1 冲压模具(冲模)冲裁模(无、少废料冲裁、整修、光洁冲裁、深孔冲裁精冲模等),弯曲模具,拉深模具,单工序模具(冲裁、弯曲、拉深、成形等),复合冲模,级进冲模;汽车覆盖件冲模,组合冲模,电机硅钢片冲模板材冲压成形2 塑料成型模具压塑模具,挤塑模具,注射模具(立式、式、角式注射模具);热固性塑料注射模具,挤出成形模具(管材、簿膜扁平机头等)发泡成形模具,低刀具工具泡注射成形模具,吹塑成形模具等塑料制品成形加黄岩工艺(热固性和热塑性模塑料)3 压铸模热室压铸机用压铸模,立式冷室压铸机用压铸模,臣式冷室压铸机用压铸模,全立式压铸机用压铸模,有色金属(锌、铝、铜、镁合金)压铸,黑色金属压铸模有色金属与黑色金属压力铸造成形工艺4 锻造成形模具模锻和大型压力机用锻模,螺旋压力机用锻模,平锻机锻模,辊锻模等;各种紧固件冷镦模,挤压模具,拉丝模具,液态锻造用模具等金属零件成形,采用锻压、挤压5 铸造用金属模具各种金属零件铸造时采用的金属模型金属浇铸成形工艺6 粉末冶金模具成形模:手动模:实体单向压制、实体双向压制手动模;实体浮动压模机动模:大型截面实体浮动压模,极掌单向压模,套类单向、双向压模,套类浮动压模整形模:手动模:径向整形模,带外台阶套类全整形模,带球面件整形模等机动模:无台阶实体件自动整形模,轴套拉杆式半自动整形馍,轴套通过式自动整形模轴套全整形自动模,带外台阶与带外球面轴套全整形自动模等粉末制品压坯的压制成形黄岩艺。
模具斜顶结构设计和顶出行程计算
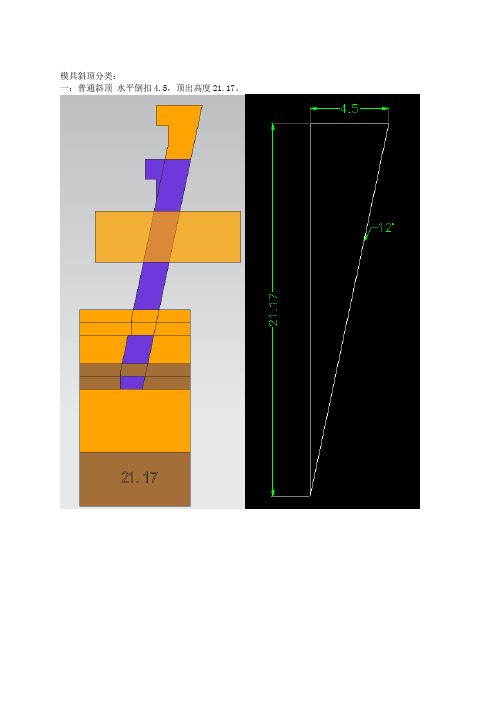
模具斜顶分类:
一:普通斜顶水平倒扣4.5,顶出高度21.17。
模具斜顶分类:
二. (1)斜斜顶(下落斜顶/下坡斜顶/延迟斜顶)水平倒扣4.5,顶出高度21.96
模具斜顶分类:
二. (2)斜斜顶(上坡斜顶/加速斜顶),水平倒,顶出行程20.37
模具斜顶分类:
三.(1)大角度斜顶—平行杆斜顶,计算方法和普通斜顶一样。
详解:产品倒扣较大,斜顶角度超过12°,斜顶多次斜向受力容易损坏,增加平行辅助杆。
可延伸为平行杆斜斜顶结构。
增加了平行杆的斜顶,斜顶座沿着平行杆运动,即:斜顶座也沿着倒扣轨迹运动,斜顶顶出距离和普通斜顶计算方法一样。
三.(2) 大角度交叉杆斜顶。
其他参数不变,分
解的角度5.51°
其他参数不变,分
解的角度5.61°
产品斜向倒扣角度比较大,控制斜斜顶运动轨迹的斜顶座角度太大,容易卡机构。
为了分解斜顶
座角度设置的辅助结构。
资料整理工程:赵小强 2019.11.20 上海立卡塑料托盘制造有限公司。
模具斜顶有讲究,案例讲解最详细的斜顶设计,赶紧收藏起来!

模具斜顶有讲究,案例讲解最详细的斜顶设计,赶紧收藏起来!一.斜顶的用途塑胶产品内部扣位的抽芯,同时也起顶出作用。
二.斜顶的- -般标准1.常用斜顶角度为1°,:3° -8°2.一般最小斜顶长宽3X3;3. 1°斜顶专门应用到深骨位的顶出;4.斜顶的顶出行程20-30mm;5.3mm或以下的斜顶底部平动模底面;6.斜顶材质: 8407热处理: HRC50-52。
三.斜顶形式1.斜顶脚全挂式斜顶脚全挂式为最常用的斜顶形式。
使用时参照“斜顶标准件3D”适用此形式的斜顶宽度范围: 3<宽度≤8。
2. T挂式斜顶T挂式斜顶为第二选择的斜顶形式。
使用时参照“斜顶标准件3D 适用此形式的斜顶宽度范围: 8<宽度≤无限。
3.斜顶脚半挂式斜顶脚半挂式为第三选择的斜顶形式。
使用时参照“斜顶标准件3D,适用此形式的斜顶宽度范围:宽度≤3。
4.斜顶座式斜顶座式为斜顶行程较大的斜顶使用形式。
使用时参照“斜顶标准件3D适用此形式的斜顶行程范围:行程≤5。
5.1°斜顶1°斜顶专门应用到深骨位的顶出四.斜顶分型斜顶分型线必须按照客户确认的走线,即DFM报告,如有问题可按“模具结构更改流程"提出。
斜顶一般的分型如下:五.斜顶倒扣行程计算斜顶行程=倒扣距離t縮水量+安全值(0.5~2mm)六.斜顶设计注意事项1.骨位尽量不要设计到斜顶上,会影响机械手取出产品;如果避免不了,骨位处要在斜顶水平和垂直移动方向做拔模。
2.避免斜顶一部分和其它零件碰穿,否则回针底部需加弹簧。
3.分割斜顶不能造成附近出现薄钢4.斜顶薄钢斜顶薄钢的定义:1,a≤2mm2, a1 /3b5.斜顶倒角斜顶或镶件的边缘尽量倒R0.5与孔倒RO.47配合。
六.斜顶分割线七.电池盖模具的斜顶电池盖模具使用的斜顶需做平位加强,其他模具不用。
经典模具设计结构篇:斜顶的设计(附详细斜顶制作方法)

经典模具设计结构篇:斜顶的设计(附详细斜顶制作⽅法)
注塑模滑块⾥⾯出斜顶的产品⽐较少见,结构也是多样化的,下⾯我来给⼤家分型⼀种滑块⾥
⾯出斜顶的经典机构,希望对⼤家有新的提升。
1.设计思路:做普通滑块机构抽出,红⾊框的钢料卡住⽆法出模,必须线将红⾊框的钢料先脱离
产品再抽离倒扣
2.滑块头部设计:绿⾊为斜顶,带突出的燕尾,品红⾊为滑块,主要是抽出倒扣和驱动斜顶向下
脱扣,燕尾槽滑配。
3.滑块出斜顶机构解剖:斜顶需锁⼀个限位螺丝,限制斜顶向下运动的距离,弹簧是为了防⽌斜
顶跟着滑块往右边⾛。
.滑块出斜顶机构运作原理:斜导柱驱动滑块向右侧抽芯,品红⾊的滑块镶件驱动斜顶向下运
动,同时脱离倒扣,弹簧防⽌斜顶跟着滑块往右边⾛,⾛到⼀定距离以后限位螺丝限死,斜顶
同时跟着滑块抽芯。
我们开通微信号啦!。
模具斜顶、斜销介绍及学习

在工作过程中,斜销受到滑块或侧型芯的驱动力,使滑块或侧型芯进行侧向分型和 抽芯。
斜顶与斜销的比较
斜顶主要用于将制品从模具型腔中顶出,而斜销主要用于实现滑块或侧 型芯的侧向分型和抽芯。
斜顶通常与顶出板配合使用,通过斜顶的滑动或转动实现制品的顶出, 而斜销通常与滑块配合使用,通过斜销的转动或滑动实现滑块的侧向分
型和抽芯。
斜顶的结构相对简单,而斜销的结构相对复杂,因为斜销需要承受较大 的侧向力和摩擦力。
03
斜顶、斜销的设计与选型
设计原则与步骤
确定模具结构
根据产品需求和模具设计要求 ,确定模具结构,包括模具类
型、布局、分模面等。
确定斜顶、斜销位置
根据模具结构,确定斜顶、斜 销的位置,使其能够满足模具 动作要求,并保证产品顺利脱 模。
06
学习与实践
学习资源与途径
专业书籍
购买或借阅关于模具设 计、斜顶和斜销的专业 书籍,深入了解其基本
原理和应用。
在线课程
参加在线教育平台提供 的模具设计课程,系统 学习斜顶和斜销的相关
知识。
论坛交流
加入模具设计相关的论 坛或社区,与其他专业 人士交流心得,共同探
讨问题。
实际项目
参与实际项目,通过实 践操作加深对斜顶、斜
确定斜顶、斜销尺寸
根据模具结构、产品要求和斜 顶、斜销的动作要求,确定其 尺寸,包括长度、直径、角度 等。
绘制图纸
根据设计原则和步骤,绘制出 斜顶、斜销的图纸,包括装配
图和零件图。
材料选择与热处理
材料选择
根据斜顶、斜销的工作环境和受力情 况,选择合适的材料,如碳素工具钢 、合金工具钢等。
模具设计—侧向分型机构(行位和斜顶)
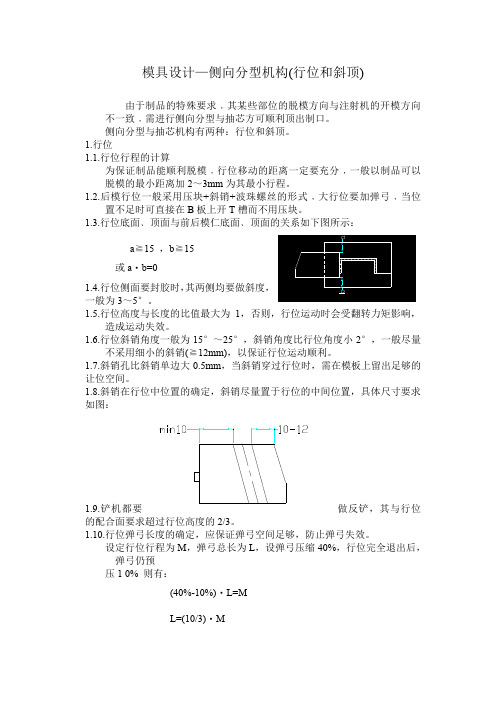
模具设计—侧向分型机构(行位和斜顶)由于制品的特殊要求﹐其某些部位的脱模方向与注射机的开模方向不一致﹐需进行侧向分型与抽芯方可顺利顶出制口。
侧向分型与抽芯机构有两种:行位和斜顶。
1.行位1.1.行位行程的计算为保证制品能顺利脱模﹐行位移动的距离一定要充分﹐一般以制品可以脱模的最小距离加2~3mm为其最小行程。
1.2.后模行位一般采用压块+斜销+波珠螺丝的形式﹐大行位要加弹弓﹐当位置不足时可直接在B板上开T槽而不用压块。
1.3.行位底面﹑顶面与前后模仁底面﹑顶面的关系如下图所示:a≧15 ,b≧15或a‧b=01.4.行位侧面要封胶时,其两侧均要做斜度,一般为3~5°。
1.5.行位高度与长度的比值最大为1,否则,行位运动时会受翻转力矩影响,造成运动失效。
1.6.行位斜销角度一般为15°~25°,斜销角度比行位角度小2°,一般尽量不采用细小的斜销(≧12mm),以保证行位运动顺利。
1.7.斜销孔比斜销单边大0.5mm,当斜销穿过行位时,需在模板上留出足够的让位空间。
1.8.斜销在行位中位置的确定,斜销尽量置于行位的中间位置,具体尺寸要求如图:1.9.铲机都要做反铲,其与行位的配合面要求超过行位高度的2/3。
1.10.行位弹弓长度的确定,应保证弹弓空间足够,防止弹弓失效。
设定行位行程为M,弹弓总长为L,设弹弓压缩40%,行位完全退出后,弹弓仍预压1 0% 则有:(40%-10%)‧L=ML=(10/3)‧M弹弓空间为0.6‧L但当过小时,为了防止弹弓失效,往往要加大弹弓长度。
1.11.为使行位运动顺畅,其周边不能有阻碍运动的尖角,一般其周边应倒R3~R5的圆角。
1.12.大行位要单独冷却,并且行位和铲机上要镶耐磨块,此时行位与铲机避空0.5mm。
2.斜顶当制品内表面出现倒扣时,采用斜顶往往是非常有效的方法。
其工作原理是:在顶出制品的时受斜面的限制,同时作横向移动,从而使制品脱离。
模具系列9-模具斜顶设计
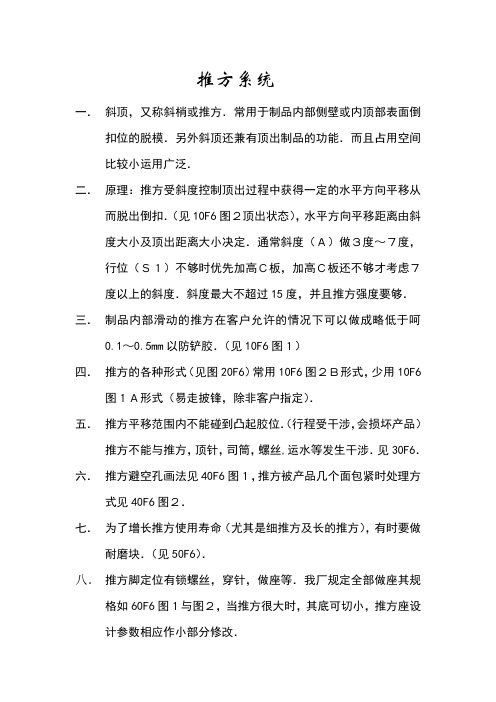
推方系统
一.斜顶,又称斜梢或推方.常用于制品内部侧壁或内顶部表面倒扣位的脱模.另外斜顶还兼有顶出制品的功能.而且占用空间
比较小运用广泛.
二.原理:推方受斜度控制顶出过程中获得一定的水平方向平移从而脱出倒扣.(见10F6图2顶出状态),水平方向平移距离由斜
度大小及顶出距离大小决定.通常斜度(A)做3度~7度,
行位(S1)不够时优先加高C板,加高C板还不够才考虑7
度以上的斜度.斜度最大不超过15度,并且推方强度要够.三.制品内部滑动的推方在客户允许的情况下可以做成略低于呵
0.1~0.5mm以防铲胶.(见10F6图1)
四.推方的各种形式(见图20F6)常用10F6图2B形式,少用10F6图1A形式(易走披锋,除非客户指定).
五.推方平移范围内不能碰到凸起胶位.(行程受干涉,会损坏产品)推方不能与推方,顶针,司筒,螺丝,运水等发生干涉.见30F6.六.推方避空孔画法见40F6图1,推方被产品几个面包紧时处理方式见40F6图2.
七.为了增长推方使用寿命(尤其是细推方及长的推方),有时要做耐磨块.(见50F6).
八.推方脚定位有锁螺丝,穿针,做座等.我厂规定全部做座其规格如60F6图1与图2,当推方很大时,其底可切小,推方座设
计参数相应作小部分修改.。
模具设计斜顶头加工工艺

模具设计斜顶头加工工艺1.引言1.1 概述概述部分的内容可以根据模具设计斜顶头加工工艺的重要性和背景进行撰写。
下面提供一个参考的概述部分内容:概述部分:模具设计斜顶头加工工艺在现代制造业中扮演着非常重要的角色。
随着工业制造水平的不断提高,对于加工工艺的要求也越来越高。
斜顶头加工工艺作为一种先进的加工技术,具有高效、精准、灵活等优点,在模具设计和制造中得到了广泛的应用。
本文将重点探讨模具设计斜顶头加工工艺的要点和技术,旨在帮助读者更好地理解和运用这一重要的加工方法。
首先,我们将介绍斜顶头加工工艺的基本概念和原理,包括其适用范围和工作原理。
其次,我们将详细介绍斜顶头加工工艺的要点,包括工艺参数、加工步骤和注意事项等。
最后,我们将总结当前斜顶头加工工艺的应用现状,并展望其未来的发展。
本文的目的是为读者提供一份系统、全面的模具设计斜顶头加工工艺指南,帮助他们在实际应用中解决问题,提高加工效率和产品质量。
通过深入理解和掌握斜顶头加工工艺,读者将能够更好地应对复杂零件的加工需求,提高生产效率,降低生产成本。
通过阅读本文,读者将了解到模具设计斜顶头加工工艺的重要性和应用前景,掌握斜顶头加工工艺的关键要点和技巧。
希望本文能够为广大读者提供一份有价值的参考,进一步推动模具设计斜顶头加工工艺的发展和应用。
1.2文章结构文章结构部分的内容可以包括以下内容:文章结构部分是为了帮助读者更好地理解整篇文章的组织结构和内容安排。
通过明确的结构安排,读者可以更轻松地获取到所需的信息,并更好地理解文章的主旨和论述。
本文共包括三个主要部分:引言、正文和结论。
下面将对每个部分进行详细介绍。
1. 引言:引言部分是文章的开篇,主要是对文章进行概述,并介绍文章的目的。
在概述部分,将简要介绍模具设计斜顶头加工工艺的背景和相关问题。
在文章结构部分中,我们将对引言进行详细说明以便读者了解本文的内容安排。
2. 正文:正文是文章的核心部分,详细介绍了模具设计斜顶头加工工艺的要点和关键内容。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目4底座模具设计(斜顶)许多塑料制件带有浅的内侧孔、内侧凹或卡口, 由于抽芯距和抽芯力不大, 可以采用斜顶机构完成塑料制件的侧向分型抽芯和脱模,称为“斜顶”。
这样的设计使得塑料模具结构简单, 模具零件制造加工方便。
4.1项目要求底座模具创建模型(图4-1)图4-1 底座模具模型4.2知识点和技能点4.2.1.知识点1.塑料制件分析;2.分型面创建及选择;3. 斜滑块设计;4. 模具开模。
4.2.2.技能点1.模具设计步骤;2.分型面的创建及选择;3.斜滑块设计;4.模具开模。
4.3任务实施本节以塑料底座零件mold_sample4-1(图4-2)为例介绍创建模具模型过程。
图4-2 底座4.3.1设置工作目录在硬盘(例如D盘)根目录建立一个名为“samples4\mold_sample4-1”文件夹,将附盘文件“mold_sample4-1.prt”复制到此文件夹下。
启动Pro/E,并设置此文件夹为工作目录。
图4-3 设置工作目录4.3.2新建文件单击【文件】→〖新建〗,或者单击图标,出现〖新建〗对话框,选择〖制造〗类型和〖模具型腔〗子类型,在〖名称〗文本框中输入文件名“sample4-1”.取消〖使用缺省模板〗复选框前的勾选,单击〖确定〗按钮,在弹出的〖新文件选项〗对话框中,选择“mmns_mfg_mold”模板,单击〖确定〗按钮,进入模具设计模块界面。
(图4-4)图4-4 新建文件4.3.3 装配参照模型利用菜单管理器〖模具〗→〖模具型腔〗→〖装配〗→〖参照模型〗(见图4-5所示),在弹出的对话框中选择“mold_sample4-1_source.prt”文件→〖打开〗→在弹出对话框中选择“缺省”装配(如图4-4所示)→点击→弹出创建参照模型对话框→〖确定〗,再点击菜单管理器〖完成/返回〗(如图4-7所示),即完成参照模型的装配。
图4-5装配参照模型菜单管理器图4-6 参照模型图4-7 创建参照模型在弹出“创建参照模型”对话框中(见图4-7所示)的“参照模型类型”有三个选项,分别表示的意思是:“按参照合并”——复制一个与原模型相关的新模型;“同一模型”——模具中的模型就是原模型;“继承”——与原模型相关的新模型单向相关模具中修改不影响原模型。
一般选第一个(即默认选项),即模具设计不是直接引用产品模型,而是另做一个参考模型用来放收缩率,避免由于收缩率使模型放大对产品模型的影响。
4.3.4 设置收缩率收缩率的选取同样与零件材料、形状以及厚度有关。
再点击菜单管理器〖收缩〗→〖按尺寸〗,弹出“按尺寸收缩”对话框,选取“全部尺寸”→修改收缩率为0.005→回车→点击,再点击菜单管理器〖完成/返回〗,完成对参考模型进行的比例放缩。
(如图4-8所示)。
图4-8 设置收缩率4.3.5 创建工件1.利用菜单管理器〖模具〗→〖模具型腔〗→〖创建〗→〖工件〗→〖手动〗,在弹出的“元件创建”对话框中输入元件名称“sample4-1_wrk”→〖确定〗→弹出元件“创建选项”对话框,在创建方法中选择“创建特征”→(如图4-9所示)→菜单管理器出现实体特征操作,点击伸出项→〖完成〗(如图4-10所示)。
图4-9 手工创建工件对话框2.单击操控工具栏"放放"放放放放放"放放"放放放放放"放放"放放放放放放放"草放" 放放放放放放放放放放MOLD_FRONT 为绘图平面,单击"放放"放放放放放放放放放放放放放放放放放MOLD_RIGHT 为参照平面,图4-10 手工创建工具菜单管理器"放放"放"放"放放放"放放"放放放放放放放放放绘制(如图4-11所示)的截面。
单击草绘命令工具栏中的完成图标,确定拉伸的深度类型为对称拉伸和深度值130,'完成拉伸特征的创建。
创建工件后得到(如图4-12)所示的绿色半透明的工件,参照模型为白色。
图4-11 草绘截面图4-12 手工创建工件对话框4.3.4 分型面设计通过对塑料制件的分析知道,底座是在内部有浅的卡口,成型这部分需要采用斜滑块完成侧向分型和脱模,也就是所谓的“斜顶”。
首先要分别做出4个斜滑块的分型面,最后做出主分型面。
1.创建滑块分型面为了方便做图,模型以线框模式显示。
点击右侧工具栏〖分型面工具〗工具进入分型面创建界面。
(1)第一个滑块分型面创建点击“拉伸特征”,再单击操控工具栏"放放"放放放放放"放放"放放放放放"放放"放放放放放放放"草放"放放放放放放放放放放卡口的一个侧面为绘图平面,单击"放放"放放放放放放放放放放放放放放放放放工件上平面为参照平面,"放放"放"顶"放放放"放放"放放放放放放放放(如图4-13所示)放绘制(如图4-14所示)的截面。
单击草绘命令工具栏中的完成图标,确定拉伸的深度类型为指定平面,打开“选型”按钮,勾选封闭端,单击草绘命令工具栏中的完成图标,完成第一个滑块分型面的的创建(如图4-15所示)。
图4-13 草绘滑快分型面图4-14 草绘滑快分型面截面图形图4-15 勾选封闭端完成第一个滑块分型面(2)第二、三、四滑块分型面的创建点击“拉伸特征”,再单击操控工具栏"放放"放放放放放"放放"放放放放放"放放"放放放放放放放"草放"放放放放放放放放放放卡口的一个侧面为绘图平面,单击"放放"放放放放放放放放放放放放放放放放放工件上平面为参照平面,"放放"放"顶"放放放"放放"放放放放放放放放。
由于卡口的尺寸一致,点击复制滑块分型面截面,并同样的办法完成第二个滑块分型面的创建(如图4-16所示)。
点选第一、第二两个滑块分型面,点击,再点击放放放放MOLD_FRONT为对称平面完成第三、第四滑块分型面的创建(如图4-17所示)。
图4-16 第二个滑快分型面图4-17 第三、四个滑快分型面2.创建主分型面点击“拉伸特征”,再单击操控工具栏"放放"放放放放放"放放"放放放放放"放放"放放放放放放放"草放"放放放放放放工件的一个侧面为绘图平面,放放工件另一个平面为参照平面放放放"放放"放放放放放放放放,绘制的截面。
单击草绘命令工具栏中的完成图标,确定拉伸的深度类型为指定平面,单击草绘命令工具栏中的完成图标,完成主分型面的的创建(如图4-18所示)。
图4-18 主分型面的创建此时模型树显示出的特征(如图4-19所示)。
图4-19 分型面创建后的模型树4.3.7分割体积块通过对塑料制件的分析知道,底座是在内侧有浅的卡口,成型这部分需要采用斜滑块完成侧向分型和脱模。
首先要用4个斜滑块的分型面分割出四个体积块,最后利用主分型面将模具体积块分割成上下两块。
1.斜滑块体积块分割(1)第一次体积块的分割点击右侧工具栏〖体积快分割〗工具,在菜单管理器中选择〖两个体积块〗→〖所有工件〗→〖完成〗,弹出分割对话框(如图4-20所示),选择先前创建的第一个斜滑块分型面→点击分割对话框中的〖确定〗→工件被切割成两块,弹出属性对话框,命名的加亮的大体积块部分为“sample4-1_cavity1”(如图4-21所示)→〖确定〗→弹出另一相同的对话框,这时加亮体积块,命名为“sample4-1-pin1”(如图4-22所示)→〖确定〗(注意:软件不同时出来的大小体积块顺序有变化,命名的时候需要做相应的调整)。
此时模具被分割成了两部分,一部分是滑块体积块部分,另一部分去除滑块体积块剩余部分,需要对其进一步的分割。
图4-21主分型面的创建图4-22 主分型面的创建(2)第二、三、四次模具体积块的分割再次点击右侧工具栏〖体积快分割〗工具,在菜单管理器中选择〖两个体积块〗→〖模具体积块〗→〖完成〗→弹出“分割”对话框,在搜索工具对话框的左下边有上次分解的“sample4-1_cavity1”面组,点选左侧项目栏下“sample4-1_cavity1” →点击中间的按钮,左侧的面组出现在右侧的已选择项目中→点击〖关闭〗(如图4-23所示)。
再回到“分割”对话框,再选择第二个斜滑块分型面→〖确定〗→弹出一个和图4-21相同的命名对话图4-20分割体积块操作框,同时模具体积块下部分加亮,命名此部分为“sample4-1_cavity2”→〖确定〗,确定后出来另一相同的对话框,这时加亮部分命名为“sample4-1-pin2”→〖确定〗。
完成第二次模具体积块的分割。
同样的方法完成第三、四次模具体积块的分割。
图4-23 分割模具体积块的操作2.上下模具体积块的分割再次点击右侧工具栏〖体积快分割〗工具,在菜单管理器中选择〖两个体积块〗→〖模具体积块〗→〖完成〗→弹出“分割”对话框,在搜索工具对话框的左下边我们看到我们上次分解的“sample4-1_cavity4”面组,点选左侧项目栏下“sample4-1_cavity4”→点击中间的按钮,左侧的面组出现在右侧的已选择项目中→点击〖关闭〗。
再回到“分割”对话框,再选择主分型面→〖确定〗(如图4-24所示)→弹出一个〖菜单管理器〗→〖岛列表〗对话框,勾选“岛2”,点击〖完成选取〗(如图4-25所示)同时模具体积块上部分加亮,命名此部分为“sample4-1_shang”→〖确定〗,确定后出来另一相同的对话框,这时加亮部分命名为“sample4-1_xia”→〖确定〗。
完成上下模具体积块的分割。
图4-24 分割模具体积块的操作图4-25 分割模具体积块的操作此时模型树显示出的特征(如图4-24所示)图4-26 分割体积块后的模型树4.3.8 模具元件在菜单管理器中选择〖模具元件〗→〖抽取〗→在弹出的创建模具元件对话框中,点击全选所有的体积块→〖确定〗,完成模具元件的抽取动作(如图4-27所示)。
生成上下型腔和一个型芯,在左侧模型树中增加了六个零件(如图4-28所示)。
图4-27 模具元件的抽取操作图4-28 模具元件的抽取操作后的模型树4.3.9 制模在菜单管理器中选择〖制模〗→〖创建〗在弹出的对话框中输入名称“sample4-1_product”→点击→再次点击,完成模拟充模过程,在左侧模型树中出现一个零件sample4-1_product .prt(如图4-29所示)。