球墨铸铁切削
球 墨 铸 铁
1.2 球墨铸铁的热处理
球墨铸铁的热处理工艺:
主要有退火、正火、调质、等温淬火
1.2 球墨铸铁的热处理
退火的目的在于获得铁素体基体。球化剂增大 铸件的白口化倾向,当铸件薄壁处出现渗碳体时,为 了获得塑性好的铁素体基体,并改善切削性能,消除 铸造应力,根据铸铁的铸造组织,可采用两种退火工 艺。
正火的目的在于温度,又分高温正火(完全奥氏 体化正火)和低温正火(不完全奥氏体化正火)两种。
1.1 球墨铸铁的成分、组织、
性能和用途
应用:
由于球铁具有优异的力学性能,因此可用 于负荷较大、受力较复杂的零件,甚至能代替碳 钢制造某些零件。
如珠光体基体的球铁,常用于制造柴油机曲 轴、连杆、齿轮、机床主轴、蜗轮、蜗杆,轧 钢机的轧辊,水压机的工作缸、缸套、活塞等。 而铁素体的球铁,可用于制造受压阀门、机 器底座、汽车后桥壳等。
工 程 材 料 及 热 处 理
球墨铸铁
石墨成球状的铸铁称为球墨铸铁,是 在灰口铸铁的铁液中加入球化剂(稀土镁合 金等)和变质剂(硅铁)进行球化变质处理 后得到的。
铸造性能好 成本低廉 生产方便
1.1 球墨铸铁的成分、组织、 性能和用途
与灰铸铁相比,它的硫含量较低,而 碳含量较高,一般为过共晶成分,以利于石 墨球化。
但是调质处理一般只适用于小尺寸的铸件,当 尺寸过大时,铸件内部淬不透,处理效果不好。
1.2 球墨铸铁的热处理
淬火等温淬火时,将零件加热到奥氏体区,保温一定时 间后,在300℃左右的等温盐浴中冷却并保温,使基体 在此温度下转变为下贝氏体。球墨铸铁经等温淬火后不 仅可以获得较高的强度,同时还具有良好的塑性和韧性。
1.2 球墨铸铁的热处理
完全奥氏体正火工艺曲线图
如何改善球墨铸铁的切削加工性能

衰 退 和 热 处 理 。针 对 这 四 个 主要 影 响 因素 ,通 过 严 格 控 制 化 学成 分 ,选 用优 质 的 生铁 和废 钢 ,
调整 工艺设 计 ,使 用长效孕育剂 ,出铁后有效清渣并快速 浇注 ,采用合适的热处理的工艺,最
终 可 改善 球 墨铸 铁 加 工 性 能 。
关 键 词 :切 削加 工 性 能 ;碳 化 物 ; 孕 育 ; 热 处 理
中 图分 类 号 :TG255 文 献 标 识 码 :A
文 章 编 号 : 1 673-3320 (201 6)02-0013-04
How to Im prove the M achining Perform ance of Ductile Cast Iron
CHAI Shenglin1,NIE Shuang1,M IAO Dezhuang
所 谓 的 球 墨 铸 件 切 削 加 工 性 能 是 指 后 续 工 种 对 球 墨 铸 件 进 行 切 削 加 工 的难 易 程 度 。本 文 以实 际 生 产 与 理 论 知 识 结 合 ,介 绍 了如 何 改 善 球 墨 铸 铁 件 的切 削 加 工 性 能 。
1 影 响 球 墨 铸 铁 件 的 切 削 加 工 性 的 主要 因素
他 一 些 壁 较 厚 的地 方 因 为 冷 却 速 度 慢 , 常 常 用 加 冷 铁 的 方 法 来 加 快 局 部 冷 却 , 此 时 要 注 意 不 要 因 为 冷 却 速 度 过 快 造 成 碳 化 物 量 的上 升 。
2)球 墨 铸 铁 的一 个 重 要 工 序 是 球 化 处 理 。 目 前 大 多 数 球 化 剂 是 采 用 硅 铁 镁 合 金 , 此 球 化 剂 会 促 进 碳 化 物 的形 成 , 因 此 在 球 化 处 理 后 , 为 了抑 制 球 化 时形 成 碳 化 物 , 通 常 用 孕 育 处 理 的 方 法 控 制 球 墨 铸 铁 中共 晶 碳 化 物 的形 成 。其 原 理 是 孕 育 处 理 会 增 加 球 墨铸 铁 的 形 核 率 ,增 加 形 成 球 墨 的 数 目 , 同 时 将 铸 铁 凝 固 时 的 过 冷 度 降 至 不 易 形 成 共 晶碳 化 物 或 白 口的程 度 。
DIN 1685-1_球墨铸铁件公差和加工余量
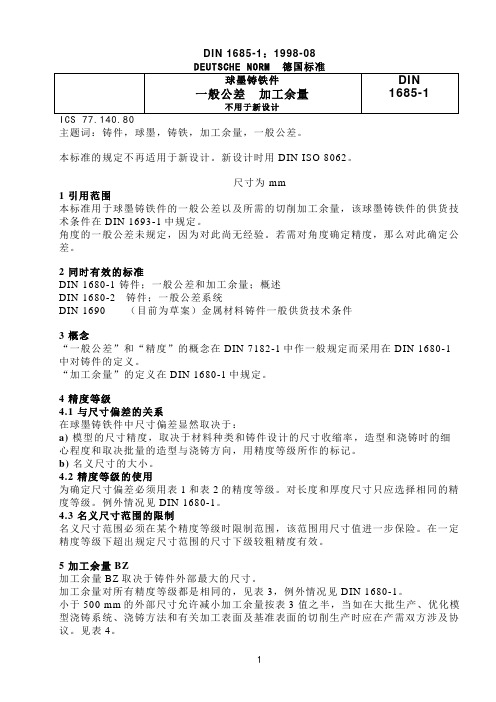
主题词:铸件,球墨,铸铁,加工余量,一般公差。
本标准的规定不再适用于新设计。
新设计时用DIN ISO 8062。
尺寸为 mm1 引用范围本标准用于球墨铸铁件的一般公差以及所需的切削加工余量,该球墨铸铁件的供货技术条件在DIN 1693-1中规定。
角度的一般公差未规定,因为对此尚无经验。
若需对角度确定精度,那么对此确定公差。
2 同时有效的标准DIN 1680-1 铸件;一般公差和加工余量;概述DIN 1680-2 铸件;一般公差系统DIN 1690 (目前为草案)金属材料铸件一般供货技术条件3 概念“一般公差”和“精度”的概念在DIN 7182-1中作一般规定而采用在DIN 1680-1中对铸件的定义。
“加工余量”的定义在DIN 1680-1中规定。
4 精度等级4.1 与尺寸偏差的关系在球墨铸铁件中尺寸偏差显然取决于:a)模型的尺寸精度,取决于材料种类和铸件设计的尺寸收缩率,造型和浇铸时的细心程度和取决批量的造型与浇铸方向,用精度等级所作的标记。
b)名义尺寸的大小。
4.2 精度等级的使用为确定尺寸偏差必须用表1和表2的精度等级。
对长度和厚度尺寸只应选择相同的精度等级。
例外情况见DIN 1680-1。
4.3 名义尺寸范围的限制名义尺寸范围必须在某个精度等级时限制范围,该范围用尺寸值进一步保险。
在一定精度等级下超出规定尺寸范围的尺寸下级较粗精度有效。
5 加工余量BZ加工余量BZ取决于铸件外部最大的尺寸。
加工余量对所有精度等级都是相同的,见表3,例外情况见DIN 1680-1。
小于500 mm的外部尺寸允许减小加工余量按表3 值之半,当如在大批生产、优化模型浇铸系统、浇铸方法和有关加工表面及基准表面的切削生产时应在产需双方涉及协议。
见表4。
对铸件重量大于1000kg和/或壁厚大于50mm时加工余量也需在产需双方签订协议。
6 图纸标注铸件的侧面、底面和上面的精度等级和加工余量按本标准选择时,标记如下:公差和余量 DIN 1685-GTB17-BZ2,5/3其它标注见DIN 1680-1。
球墨铸铁特性及其应用

6、耐磨性 球墨铸铁是良好的耐磨和减磨材料, 耐磨性优于同样基体的灰铸铁、碳钢以致 低合金钢。 (1)润滑耐磨 球墨铸铁的耐磨性优于灰铸铁。 (2)磨料磨损 球墨铸铁在磨料磨损条件下也有一定 应用。但与白口铸铁、低合金钢相比,普 通球墨铸铁的耐磨性并不太好,只有合金 球墨铸铁或合金贝氏球墨铸铁有良好的耐 磨性。
130-180
130-180 160-210 170-230 190-270 225-305 245-335 280-360
铁素体
铁素体 铁素体 铁素体+珠光体 珠光体+铁素体 珠光体 珠光体或回火组织 贝氏体或回火索氏体
一、球墨铸铁的力学性能
1、净荷载性能 (1)硬度 球墨铸铁的硬度主要取决于基体组织,而且 与抗拉强度、延伸率等净荷载性能有相应的关系。 (2)强度和塑性 球墨铸铁的强度和塑性主要取决于基体组织, 下贝氏体或回火马氏体强度最高,其次是上贝氏 体、索氏体、珠光体。 随着铁素体增多,强度下降,延伸率增加。 奥氏体或铁素体强度较低,塑性较好。
各种基体组织球墨铸铁的弯曲疲劳强度
3、高温性能 (1)硬度 各种球墨铸铁低温下有很好的硬度,但在540℃时开始粒状化, 高于650℃ 开始分解,硬度开始下降并逐渐接近铁素体球墨铸铁的 硬度。
四种退火球墨铸铁的高温硬度 200
布氏硬度HBS
150 100 50 0
上贝氏体 下贝氏体 珠光体 铁素体
0
℃
各种基体组织球墨铸铁常温冲击韧度
铁素体球墨铸铁试样冲击吸收功-温度曲线
(2)疲劳强度 某些球墨铸铁具有很高的疲劳强度,相当于45号正火 钢,如珠光体球铁。
材料 铁素体球铁 铁素体球铁 珠光体球铁 珠光体球铁 珠光体球铁 贝氏体球铁 铁素体球铁 抗拉强度σ (MPa) 461 470 735 760 710 1170-1470 490
球墨铸铁加工切削参数
球墨铸铁加工切削参数球墨铸铁是一种常见的材料,具有高强度、耐磨、耐腐蚀等优点,广泛应用于各种机床零部件、汽车零部件、农机零部件等领域。
在球墨铸铁加工切削过程中,合理选择切削参数对于加工效率、切削质量和工具寿命起着重要作用。
下面将对球墨铸铁加工切削参数进行详细介绍。
1. 切削速度:切削速度是指工件表面被切削掉的材料的线速度,通常用V表示,单位是m/min。
选择合理的切削速度可以保证切削过程中材料的变形、磨损和变质等现象最小,同时也要考虑到工具的耐磨性。
一般情况下,切削速度的选择范围为30-150m/min。
2. 进给量:进给量是指滑块在单位时间内沿切削方向的移动距离,通常用f表示,单位是mm/r。
进给量的选择要根据切削速度、切削深度和工具的耐磨性等因素综合考虑,一般来说,较低的进给量可以提高加工表面质量,而较高的进给量可以提高加工效率。
具体的选择范围要根据具体情况而定。
3. 切削深度:切削深度是指工件被切削掉的材料的厚度,通常用ap 表示,单位是mm。
切削深度的选择要根据工件的材料性质、切削性能以及刀具的刚度和工件的稳定性等因素综合考虑。
一般情况下,切削深度的选择范围为0.1-3mm。
4.切削力:切削力是指刀具在切削过程中对工件施加的力,它是切削过程中能量消耗的重要指标。
切削力的大小与切削参数、刀具形状、刃磨状态以及工件的刚度和强度等因素有关。
一般来说,合理选择切削参数可以降低切削力,提高切削效率和工具寿命。
5.切削液:切削液在球墨铸铁加工切削过程中起着冷却、润滑、降温和清洁的作用。
合理选择切削液的类型和用量可以有效降低切削温度、减少切削力和摩擦,并提高加工质量和工具寿命。
常用的切削液有液压油、切削油和切削液等,根据具体情况选择合适的切削液。
以上是关于球墨铸铁加工切削参数的一些介绍,正确选择合适的切削参数可以提高加工效率、切削质量和工具寿命,同时还可以降低切削力、切削温度和能耗,从而达到更好的加工效果。
球墨铸铁件特点介绍

球墨铸铁件特点介绍球墨铸铁件是一种具有特殊结构和性能的铸造件,它在工业生产中广泛应用于各个领域。
本文将介绍球墨铸铁件的特点,并从材料特性、机械性能、耐腐蚀性能、加工性能等方面进行详细解释。
一、材料特性:球墨铸铁件是一种由球状石墨和铁基体组成的铸造材料。
它具有优良的铸造性能,可以实现复杂形状的铸造,并且容易加工。
球墨铸铁件的石墨形态决定了它的特殊性能,使其具有良好的韧性和高强度。
与普通灰铸铁相比,球墨铸铁件具有更好的抗拉强度和韧性,其强度和硬度可与一些铸钢相媲美。
二、机械性能:球墨铸铁件具有优异的机械性能,其强度、硬度和韧性都较高。
它的屈服强度和抗拉强度都比灰铸铁高,抗冲击能力也更强。
这使得球墨铸铁件在承受大的载荷和冲击负荷时表现出色,可以在机械传动系统、汽车零部件、工程机械等高强度和耐磨损的场合得到广泛应用。
三、耐腐蚀性能:球墨铸铁件具有良好的耐腐蚀性能,特别是在一些腐蚀介质中的抗蚀性能较好。
它在湿式环境下不易生锈,耐碱性能也较强。
这使得球墨铸铁件可以应用于一些腐蚀性较强的场合,如化工设备、海洋工程等。
四、加工性能:球墨铸铁件的加工性能较好,可以进行钻孔、铣削、车削、切割等多种加工工艺。
与铸钢相比,球墨铸铁件的切削性能更好,切削力和切削温度较低,切削工具的寿命也更长。
这使得球墨铸铁件在加工过程中能够更好地保持尺寸精度和表面质量。
总结起来,球墨铸铁件具有材料特性独特、机械性能优良、耐腐蚀性能强和加工性能好等特点。
它在汽车工业、机械制造、石油化工、铁路交通等领域得到广泛应用。
随着科技的不断进步,球墨铸铁件的性能不断提高,应用范围也在不断扩大。
我们相信,在未来的发展中,球墨铸铁件将继续发挥重要作用,为各个领域的发展做出更大的贡献。
球墨铸铁的名词解释

球墨铸铁的名词解释球墨铸铁(Ductile Iron),也称球墨铸造铁、球墨球铸铁、球墨铸铁等,是一种铸铁中的一种特殊种类。
它以其优异的机械性能和高强度而被广泛应用于各个领域,从汽车工业到建筑工程,都有着重要的作用。
球墨铸铁是在铸铁基体中添加一定量的镁合金元素(通常为硫酸镁或硫酸镁盐溶解沉淀)后铸造而成。
这种特殊的合金化处理赋予了球墨铸铁既具有铸铁的良好流动性和铸造性能,又具有钢铁的高强度和高韧性。
首先,球墨铸铁的名字来自其外观,它铸造后的铁皮表面呈现出许多球状的石墨颗粒。
这些石墨球形态的存在是由于镁在铁水中与硫形成的镁硫化合物与石墨晶体反应,造成晶体失稳并生成球状石墨颗粒。
这些球状石墨颗粒在弯曲和扭曲应力下具有更好的断裂性能,从而提高了球墨铸铁的韧性和延展性。
其次,球墨铸铁具有出色的机械性能。
相对于灰口铸铁和普通铸铁,球墨铸铁的抗拉强度和抗压强度更高。
这是由于镁在铁水中的作用,能够阻碍石墨晶体的成长,增加铁素体晶格的不规则度,从而提高合金的强度,降低矩阵组织间的应力集中程度。
此外,球墨铸铁还具有良好的耐磨性、耐热性和耐冲击性能,能够适应复杂的工作环境和高强度的使用要求。
此外,球墨铸铁还具有优良的切削加工性能和耐蚀性。
球墨铸铁较硬度低,易于切削和加工,大大降低了模具制造和加工的困难度。
同时,球墨铸铁的耐腐蚀性也较好,对酸、碱和盐等介质有良好的抗腐蚀能力,使其在化工、食品加工等行业中得到广泛应用。
然而,球墨铸铁也存在一些不足之处。
例如,其冷却收缩系数相对较大,易引起内部晶间缩孔和表面缺陷。
此外,球墨铸铁在高温下容易发生奥氏体再生,导致性能下降。
因此,在生产过程中需要严格控制降温速度和冷却条件,以保证球墨铸铁的质量。
综上所述,球墨铸铁是一种通过镁合金化处理铸铁而成,具有石墨球颗粒分布、优良的机械性能、良好的切削加工性能和耐腐蚀性能的特殊合金材料。
它在汽车、机械、建筑、化工等各个领域具有广泛的应用前景。
球墨铸铁生产工艺流程

球墨铸铁生产工艺流程球墨铸铁是一种由球状石墨组织环绕的铁素体组织,具有优异的机械性能和良好的耐蚀性能。
下面是球墨铸铁的生产工艺流程。
1. 原料准备:将生铁、废钢、废铁等原料按照一定比例混合,以保证合金成分的准确性和均匀度。
2. 原料熔炼:将混合好的原料放入高炉中进行熔炼。
炉温一般为1500-1600℃,炉内的铁液要达到足够的液态度和连续重量。
3. 处理渣出炉:熔炼后,对炉内生成的渣进行处理。
通常会采用机械捞渣或氧气在渣中切割等方式进行处理,以确保铁液的质量。
4. 球化处理:对铁液进行球化处理以生成球状石墨。
一般球化剂为球墨化剂或球化包,在一定温度和时间下进行球化处理,使铁液中原本形成的石墨变成球状。
5. 调质处理:球化处理后,对球化铁液进行冷却,并加入适量的纯铁或调质剂以调整合金成分和控制结晶过程,以提高球墨铸铁的性能。
6. 铸造处理:将调质处理后的球墨铸铁液倒进模具中进行铸造。
模具一般采用砂型或金属型。
铸造过程中要注意温度控制、液态铁的流动和凝固,确保铸件的质量。
7. 淬火处理:对铸件进行淬火处理,以控制铸件的组织和性能。
通常通过加热到适当温度再迅速冷却的方式进行淬火处理。
8. 精加工和检测:对淬火后的铸件进行切削、铣削、磨削等精加工工艺,以获得所需的形状和尺寸。
同时进行外观检验、尺寸测量和力学性能测试等质量检测。
9. 表面处理和涂装:对精加工后的铸件表面进行研磨、喷砂、打磨等处理,以改善表面光洁度和质感。
然后进行涂装,以提高铸件的耐蚀性能和装饰性能。
10. 包装运输:将经过表面处理和涂装的球墨铸铁件进行包装和装箱,以便安全运输和储存。
综上所述,球墨铸铁的生产工艺流程包括原料准备、原料熔炼、处理渣出炉、球化处理、调质处理、铸造处理、淬火处理、精加工和检测、表面处理和涂装以及包装运输等环节。
这些环节相互关联,每个环节都对最终的球墨铸铁产品的质量起着重要的作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
球墨铸铁切削MB125
美科切削液——12年切削液生产经验
一、用途
MB125球墨铸铁切削液,是东莞美科用了为期2年的时间,所研发配制成功投产并取得不错成绩的一款金牌产品。
是一款适用于不锈钢、铸铁、铝合金、钛合金、铜合金、锌合金、合金钢、碳钢等金属上加工的通用产品。
基本上适用于所以金属加工的方式,其润滑性能、冷却性能尤为优秀,使金属工件加工的质量有了很大保证,品质优秀。
东莞美科切削液12年切削液生产研发经验值得信赖。
现正全国火爆招商加盟进行中,诚招各国各地区的经销商、代理商、批发商….东莞美科切削液,陪您走过12年。
二、球墨铸铁切削理化指标
包装:18L/桶,200L/桶
三、球墨铸铁切削相关推荐
四、使用方法
1、水稀释10—30倍使用,加入本品越多,功能越多。
对于重负荷、极压场合,建议高浓度使用。
2、长时间使用,当切削液的耗损量达到切削液总量的1/2—1/3时,要及时补加原液或适当浓度的新鲜工作液。
3、可采用溢流法、高压法、喷雾法等各种自动供液法及手动供液法。
4、应选用新鲜水质配制工作液。
五、注意事项
建议用优质饮用水,严格按比例配制工作液。
补充工作液时,应按较高浓度进行补加,防止润滑、防锈性能下降。
保持切削液的清洁,禁止混入金属切屑、机油、线毛等杂物;禁止用工作液洗手、洗抹布。
严禁食用!
六、东莞美科切削液小知识分享:
切削溶液介绍
切削溶液用于金属加工出于各种原因如提高刀具寿命,减少工件热变形,改善表面光洁度和冲洗掉芯片从切削区。
几乎所有的cutt ing液体目前在使用可分为四类:
1、直油
2、可溶性油类
3、半合成液体
4、合成液体。