钢制压力容器GB150相关内容
GB150-2011《压力容器》简介2

•
•
•
球罐形封头、平盖、管板与圆筒非对接连 接的接头,法兰与壳体、接管连接的接头, 内封头与圆筒的搭接接头以及多层包扎容 器层板层纵向接头,均属C类焊接接头。 接管(包括人孔圆筒)、凸缘、补强圈等 与壳体连接的接头,均属D类焊接接头, 但已规定为A、B、C类的焊接接头除外。 非受压元件与受压元件的连接接头为E类 焊接接头。
图: 焊接接头分类
三、无损检测
• • (一)材料无损检测(材料部分4.1.8条) 用于壳体钢板(不包括多层容器的层板)应按下 列规定,逐张进行UT,其UT方法和质量标准执 行JB/T4730.3-2005的规定. 1、厚度δ>30mm的Q245R钢板,质量等级不 低于Ⅲ级;厚度δ>36mm 的Q345R钢板,质量 等级不低于Ⅱ级(原为Ⅲ级); 2、厚度δ>25mm的Q370R、Mn-Mo系、CrMo系、 Cr-Mo-V系钢板,质量等级不低于Ⅱ级 (原为Ⅲ级) ;
• 3)进行局部检测的焊接接头,发现有不允 许的缺陷时,应在该缺陷两端的延长部位 增加检测长度,增加的长度为该焊接接头 长度的10%,且两侧均不少于250mm。若 仍有不允许的缺陷时,则对该焊接接头做 100%检测; • 4) MT与PT发现的不允许缺陷,应进行修 磨和必要的补焊后,并对该部位采用原检 测方法重新检测,直至合格; • 5)当设计文件规定时,应按规定进行组合 检测。
2、检测实施时机: 1)容器的焊接接头,应在形状尺寸检查、外观目 视检查合格后,再进行无损检测; 2)拼接封头应当在成形后进行无损检测; 3)有延迟裂纹倾向的材料(如:12Cr2Mo1R) 应当至少在焊接完成24h后进行无损检测,有再 热裂纹倾向的材料(如:07MnNiVDR)应当在 热处理后增加一次无损检测; 4)标准抗拉强度下限值Rm ≥ 540MPa的低合金钢 制容器,在耐压试验后,还应当对焊接接头进行 表面无损检测。
GB150钢制压力容器基础知识
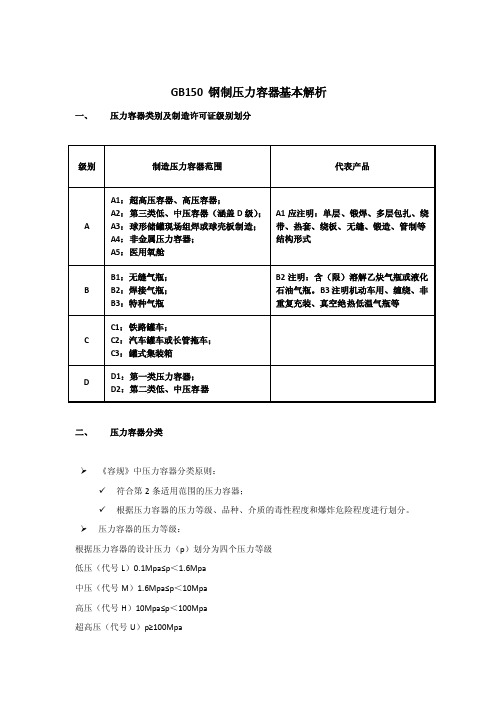
GB150 钢制压力容器基本解析一、压力容器类别及制造许可证级别划分二、压力容器分类《容规》中压力容器分类原则:✓符合第2条适用范围的压力容器;✓根据压力容器的压力等级、品种、介质的毒性程度和爆炸危险程度进行划分。
压力容器的压力等级:根据压力容器的设计压力(p)划分为四个压力等级低压(代号L)0.1Mpa≤p<1.6Mpa中压(代号M)1.6Mpa≤p<10Mpa高压(代号H)10Mpa≤p<100Mpa超高压(代号U)p≥100Mpa压力容器的品种:✓按生产工艺过程中的作用原理,分为:反应压力容器(代号R):主要用于完成介质的物理、化学反应的压力容器;换热压力容器(代号E):主要用于完成介质的热量交换的压力容器;分离压力容器(代号S):主要用于完成介质的流体压力平衡和气体净化分离的压力容器;储存压力容器(代号C):主要用于储存、盛装气体、液体、液化气体等介质的压力容器。
✓按压力容器的结构特点、材料等,分为◆固定式压力容器、移动式压力容器;◆管壳式余热锅炉;◆球形储罐;◆低温存储容器;◆高强度级别材料制造的容器;◆搪玻璃压力容器等。
压力容器中化学介质的毒性程度的分级和爆炸危险程度的划分:✓按照HG20660《压力容器中化学介质毒性危害和爆炸危险程度分类》中表1~4、附表1~2中所列介质的分类确定。
✓HG20660中未列入的,可查找《化学危险品手册》中的参数,按以下原则确定其毒性程度极度毒性(Ⅰ)最高允许浓度< 0.1mg/m3;高度毒性(Ⅱ)最高允许浓度0.1~<1.0 mg/m3;中度毒性(Ⅲ)最高允许浓度1.0~<10 mg/m3;轻度毒性(Ⅳ)最高允许浓度≥ 10 mg/m3。
✓爆炸危险介质的确定:气体或液体的蒸气、薄雾与空气混合形成爆炸混合物,其爆炸下限小于10%,或其爆炸下限与上限的差值大于、等于20%的介质。
《容规》中压力容器类别的划分:根据压力容器的压力等级、品种、介质的毒性程度和爆炸危险程度划分为三类.1)下列情况之一的,为第三类压力容器:◆高压容器;◆中压容器(仅限毒性程度为极度和高度危害介质);◆中压储存容器(仅限易娥或毒性程度为中度危害介质,且PV乘积大于等于10Mpa.m3);◆中压反应容器(仅限毒性程度为极度和高度危害介质,且PV乘积大于等于0.5Mpa.m3);◆低压容器(仅限毒性程度为极度和高度危害介质,且PV乘积大于等于0.2Mpa.;m3);◆高压、中压管壳式余热锅炉;◆中压搪玻璃压力容器;◆使用强度级别较高(指相应标准中抗立强度规定值下限大于等于540MPh)的材料制造的压力容器◆移动式压力容器,包括铁路罐车(介质为液化气体、低温液体)、罐式汽车[液化气体运输(半挂)车、低温液体运输(半挂)车、永久气体运输(半挂)车]和罐式集装箱(介质为液化气体、低温液体)等;◆球形储罐(容积大于等于50m3);◆低温液体储存容器(容积大于5m3)。
GB150-1998钢制压力容器

钢制压力容器Steel pressure vessels自1998-10-1 起执行标准圆筒和内压球壳圆筒和外压球壳和开孔补强、检验与验收(标准的附录)材料的补充规定(标准的附录)超压泄放装置(标准的附录)低温压力容器(标准的附录)非圆形截面容器(标准的附录)产品焊接试板的力学性能检验(提示的附录)钢材高温性能(提示的附录)密封结构(提示的附录)材料的指导性规定(提示的附录)焊接结构对GB150-89进行修订。
依据GB150-89实施以来所取得的经验,参照近期国际同类标准进行了下列变动:GB150-89中第8章“卧式容器”、第9章“直立容器”、附录E“U形膨胀节”、附录F“直立容器高振型计算”、附录H“钢制压录L“例题”。
其中,除附录L外,其余已另有国家标准或行业标准。
“前言”、“引用标准”和“附录H”。
0-89中1.1内容列为第1章“范围”;1.2“组成”撤消,其他内容列为第3章“总论。
”章(GB150-89中第1章)中增加了“计算压力”的定义;对最小厚度和计算厚度的定义进行了修订;对腐蚀裕量选取给予明确的规述与JB4732《钢制压力容器——分析设计标准》一致;压力试验中取消了(p+0.1)的限制,并对大型容器的压力试验给予了规定。
章(GB150-89中第2章)根据钢材标准的变动,相应的增加和撤消了一些钢号;增加了不锈钢复合钢板的技术要求;加严了钢板逐章(GB150-89中第3章)取消了“圆筒和球壳的组合应力计算”。
章(GB150-89中第4章)外压圆筒和外压管子计算中,其条件D o/δe≥10改为D o/δe≥20;D o/δe<10改为D o/δe<20。
章(GB150-89中第5章)补充了7.2.5“受外压锥壳”的计算。
章(GB150-89中第6章)修订了“不另行补强的开孔直径”的规定;撤消“开孔补强设计的另一方法”。
10章增加了锻焊压力容器和焊后热处理工艺的要求。
录C补充了对奥氏体不锈钢制低温容器的规定。
钢制压力容器(GB150—1998)

钢制压力容器GB150—1998引言随着科学技术的发展,科技成果的应用,使标准不断完善,在GB150-1998《钢制压力容器》标准的基础上,结合中国国情,合理采用了美国ASME Ⅷ-1卷、日本JISB8370~8285标准的最新成果,修订了原标准的不合理的或与其它标准法规不相吻合的部分内容,制订了GB150-1998《钢制压力容器》标准。
在制订GB150-98标准时,遵循了以下几条原则。
撤消了部分单元设备和自成体系的受压元件设计内容,另行制订产品标准,使GB150成为压力容器的基础标准。
将GB150-89第8章“卧式容器”从标准中分离出来,这部分内容将单独出标准JB4731-98《钢制卧式容器》,现已报批。
将第9章“直立容器”和相关的附录F“直立容器高振型计算”从标准中分离出来,这部分内容将纳入修订后的JB4710-92《钢制塔式容器》之中,成为塔式容器的产品标准。
撤消附录E“U型膨胀节”,独立出新标准GB16749-97《压力容器波形膨胀节》,已于1997年8月1日实施。
撤消附录H“钢制压力容器渗透探伤”和附录L例题,前者并入JB4730-94《压力容器无损检测》加第1号修改单,后者尚未编制出来。
充分体现近年来在冶金、制造和无损检测等方面的技术进步,使标准能够反映和应用各行业技术进步的成果和适应行业发展的要求。
例如新增加撤消了一些钢材的牌号,严格了钢板超声检测的要求。
以实施中取得的经验为依据,修正原标准中的错误和不足,完善标准的技术内容,力求先进。
充分协调本标准和相关标准、法规在技术内容上的一致性,以利于将标准用于产品设计、制造、检验和验收的各个环节。
1998年3月国家技术监督局发布了GB150-1998《钢制压力容器》标准,并要求从1998年10月1日起执行。
学习和贯彻新GB150标准是提高压力容器质量,保证压力容器安全使用的前提。
为了更好地了解、学习和贯彻新GB150,本文将新、旧GB150标准中的主要变化,以表格方式逐项对比,在比较项目中,为了做到准确,读者便于查阅,尽可能摘引部分原文或对有关规定加以阐述。
GB150.4制造与检验部分
6.冷热加工成形与组装
6.1 成形 6.1.1 制造单位应根据制造工艺确定加工余量,以确 保受压元件成形后的实际厚度不小于设计图样标注 的最小成形厚度。 6.1.2 采用经过正火、正火加回火或调质处理的钢材 制造的受压元件,宜采用冷成形或温成形;采用温 成形时,须避开钢材的回火脆性温度区。
回火脆性 :是指淬火钢回火后出现韧性下降的现象。淬火 钢在回火时,随着回火温度的升高,硬度降低,韧性升高, 但是在许多钢的回火温度与冲击韧性的关系曲线中出现了两 个低谷,一个在 200~400℃之间,另一个在450~650℃之间。 回火脆性可分为第一类回火脆性和第二类回火脆性。
6.冷热加工成形与组装
第一类回火脆性又称不可逆回火脆性,低温回火脆性,主 要发生在回火温度为 250~400℃时, 1.特征 (1)具有不可逆性; (2)与回火后的冷却速度无关; (3)断口为沿晶脆性断口。 2.防止方法 避免这个温度范围内回火,没有能够有效抑制产生这种回 火脆性的合金元素。
6.冷热加工成形与组装
6.冷热加工成形与组装
6.5.2 在焊接接头环向、轴向形成的棱角E,宜分别 用弦长等于Di/6,且不小于300mm的内样板(或 外样板)和直尺检查(见图5、图6),其E值不得 大于(δs/10+2)mm,且不大于5mm。
GB150-2011压力容器-制造、检验和验收
GB150.4 《压力容器-制造、检验和验收》
主要修订依据: 4.1、 TSG R0004-2009《固定式压力容器安
全技术监察规程》
4.2、 GB 150-1998《钢制压力容器》
4.3、 HG 3129-1998《整体多层夹紧式高压 容器》 4.4、 钢带错绕压力容器相关资料
1.3 对于奥氏体型钢材质低温压力容器(设计温度低于196℃),有参与建造的各方协商规定附加的制造、检验 与验收要求,由设计单位在设计文件中予以规定。
GB150.4 《压力容器-制造、检验和验收》
六、GB 150.4条文及释义
对应GB 150-1998条文 10 制造、检验与验收 10.1 总则 10.1.1 本章适用于单层焊接、多层包扎、热套及锻焊压 力容器。对于设计温度低于或者等于-20℃的容器, 还应符合附录C(标准的附录)的规定。 C1.1 本附录适用于设计温度低于或者等于-20℃钢制低 温压力容器(以下简称“低温容器”)的设计、制造、 检验与验收。
GB150.4 《压力容器-制造、检验和验收》
本标准条文
1 范围 1.1 本部分规定了GB 150适用范围内的钢制压力容器的 制造、检验与验收要求;其他材料制压力容器的制造、检 验与验收要求按相关标准。 1.2 本部分适用的压力容器结构形式为单层焊接压力容 器、锻焊压力容器和多层压力容器(包括多层筒节包扎、 多层整体包扎、钢带错绕和套合容器)。
GB150.4 《压力容器-制造、检验和验收》
五、GB 150.4修订的主要变化 第7 章 第8章
★1、修改了需进行焊接工艺 ◆1、增加了成形受压元件进 评定的范围; 行恢复性能热处理规定; ★2、修改了焊接工艺评定试 ●2、增加了改善材料力学性 样、技术档案保存期; 能热处理及其他热处理的规 ●3、增加了取样、试验方法、定; 合格指标的规定; ★3、增加了对热处理炉、热 ★4、修改了焊接返修后再次 处理工艺和记录的要求; 热处理的规定。 ◆4、修改了容器及受压元件 需进行焊后热处理范围; ◆5、修改了容器及其受压元 件焊后热处理操作要求。
《钢制压力容器》GB 150-89的管辖范围

《钢制压力容器》GB 150-89的管辖范围
《钢制压力容器》GB 150-89是容器及与其连为整体的连通受压零部件,且划定在下列规定范围内:
(1)容器与外管道连接时:容器接管与外管道焊接连接的第一道环向焊缝;螺纹连接的第一个螺纹接头;法兰连接的第一个法兰密封面;专用连接件或管件连接的第一个密封面;
(2)容器上开孔的承压封头、平盖及其紧固件;
(3)非受压元件与容器的连接焊缝,焊缝 Nhomakorabea外的元件,如支座、支耳、裙座和加强圈等亦应符合GB150-89的有关规定;
(4)直接连在容器上的超压泄放装置应符合GB150-89附录B的规定.连接在容器上的仪表等附件,应按有关标准选用。
新版GB150中关于压力容器用材料的问题
新版GB150中关于压⼒容器⽤材料的问题压⼒容器⽤材料1. 总则1.1 通⽤要求(1)压⼒容器选材时应考虑容器的使⽤条件(如设计温度、设计压⼒、介质特性和操作特点等)、材料的性能(⼒学性能、⼯艺性能、化学性能和物理性能)、容器的制造⼯艺以及经济合理性,并尽可能选⽤国产牌号的材料。
(2)压⼒容器⽤材料的质量、规格与标志,应当符合相应材料的国家标准或⾏业标准的规定。
(3)压⼒容器专⽤钢板的制造单位应当取得相应的特种设备制造许可证。
(4)材料制造单位应当向材料使⽤单位提供质量证明书,材料质量证明书的内容应当齐全,清晰,并且盖有材料制造单位质量检验章。
(5)压⼒容器制造单位从⾮材料制造单位取得压⼒容器⽤材料时,应当取得材料制造单位提供的质量证明书原件或者加盖材料供应单位检验公章和经办⼈章的复印件。
(6)对于采购的第Ⅲ类压⼒容器⽤Ⅳ级锻件,以及不能确定质量证明书的真实性或者对性能和化学成分有怀疑的主要受压元件材料,压⼒容器制造单位应当进⾏复验,符合相应材料标准的要求⽅可投料使⽤。
1.2 熔炼⽅法压⼒容器受压元件⽤钢,应当是氧⽓转炉或者电炉冶炼的镇静钢。
对标准抗拉强度下限值⼤于或者等于540MPa的低合⾦钢钢板和奥⽒体—铁素体型不锈钢钢板,以及使⽤温度低于-20℃的低温钢板和低温钢锻件,还应当采⽤炉外精炼⼯艺。
1.3 化学成分1.3.1 ⽤于焊接的碳素钢和低合⾦钢碳素钢和低合⾦钢钢材,C≤0.25%、P≤0.035%、S≤0.035%。
1.3.2 压⼒容器专⽤钢中碳素钢和低合⾦钢钢材,其硫、磷含量应当符合以下要求:(1)碳素钢和低合⾦钢钢材基本要求,P≤0.030%、S≤0.020%。
(2)标准抗拉强度下限值⼤于或者等于540MPa的钢材,P≤0.025%、S≤0.015%。
(3)⽤于设计温度低于-20℃并且标准抗拉强度下限值⼩于540MPa的钢材,P≤0.025%,S<0.012%。
(4)⽤于设计温度低于-20℃并且标准抗拉强度下限值⼤于或者等于540MPa的钢材,P≤0.020%、S≤0.010%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢制压力容器定义:
1)压力:除注明者外,压力均指表压力。
2)工作压力:工作压力指在正常工作情况下,容器顶部可能
达到的最高压力。
3)设计压力:设计压力指设定的容器顶部的最高压力,与相
应的设计温度一起作为设计载荷条件,其值不低于工作压力。
4)计算压力:计算压力指在相应设计温度下,用以确定元件
厚度的压力,其中包括液柱静压力。
当元件所承受的液柱静压力小于5%设计压力时,可忽略不计。
5)试验压力:试验压力指在压力试验时,容器顶部的压力。
6)设计温度:设计温度指容器在正常工作情况下,设定的元
件的金属温度(沿元件金属截面的温度平均值)。
设计温度与设计压力一起作为设计载荷条件。
注:标志在铭牌上的设计温度应是壳体设计温度的最高值或最低值。
7)试验温度:试验温度指压力试验时,壳体的金属温度。
8)计算厚度:计算厚度指按各章公式计算得到的厚度。
需要
时,尚应计入其他载荷所需厚度。
9)设计厚度:设计厚度指计算厚度与腐蚀裕量之和。
10)名义厚度:名义厚度指设计厚度加上钢材厚度负偏差
后向上圆整至钢材标准规格的厚度。
即标注在图样上的厚度。
11)有效厚度:有效厚度指名义厚度减去腐蚀裕量和钢材
厚度负偏差。