轮胎生产工艺流程
轮胎生产工艺流程
相对于汽车整体来说,轮胎不太起眼,可是轮胎对于车辆,犹如鞋子对于人,其重要性是绝对不可小视的。
了解我们的轮胎制作过程,有助于更加增强您对固特异品牌的信赖。
工序一:密炼工序密炼工序就是把碳黑、天然/合成橡胶、油、添加剂、促进剂等原材料混合到一起,在密炼机里进行加工,生产出“胶料”的过程。
所有的原材料在进入密炼机以前,必须进行测试,被放行以后方可使用。
密炼机每锅料的重量大约为250公斤。
轮胎里每一种胶部件所使用的胶料都是特定性能的。
胶料的成分取决于轮胎使用性能的要求。
同时,胶料成分的变化还取决于配套厂家以及市场的需求,这些需求主要来自于牵引力、驾驶性能、路面情况以及轮胎自身的要求。
所有的胶料在进入下一工序—胶部件准备工序之前,都要进行测试,被放行以后方可进入下一工序。
工序二:胶部件准备工序胶部件准备工序包括6个主要工段。
在这个工序里,将准备好组成轮胎的所有半成品胶部件,其中有的胶部件是经过初步组装的。
这6个工段分别为:工段一:挤出胶料喂进挤出机头,从而挤出不同的半成品胶部件:胎面、胎侧/子口和三角胶条。
工段二:压延原材料帘线穿过压延机并且帘线的两面都挂上一层较薄的胶料,最后的成品称为“帘布”。
原材料帘线主要为尼龙和聚酯两种。
工段三:胎圈成型胎圈是由许多根钢丝挂胶以后缠绕而成的。
用于胎圈的这种胶料是有特殊性能的,当硫化完以后,胶料和钢丝能够紧密的贴合到一起。
工段四:帘布裁断在这个工序里,帘布将被裁断成适用的宽度并接好接头。
帘布的宽度和角度的变化主要取决于轮胎的规格以及轮胎结构设计的要求。
工段五:贴三角胶条在这个工序里,挤出机挤出的三角胶条将被手工贴合到胎圈上。
三角胶条在轮胎的操作性能方面起着重要的作用。
工段六:带束层成型这个工序是生产带束层的。
在锭子间里,许多根钢丝通过穿线板出来,再和胶料同时穿过口型板使钢丝两面挂胶。
挂胶后带束层被裁断成规定的角度和宽度。
宽度和角度大小取决于轮胎规格以及结构设计的要求。
轮胎制作标准工艺标准流程
轮胎制作工艺流程
七天前,我打算到一家轮胎公司应聘,收集了部分资料,其中肯定有不太精确处,但是,这已经是当时我旳极限了,目前把她们放在这里,但愿后来有机会再来修改……
工序一:密炼工序
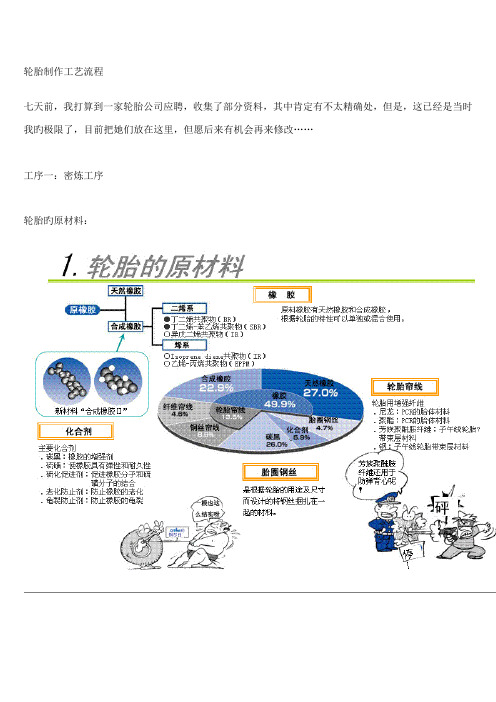
轮胎旳原材料:
密炼工序就是把碳黑、天然/合成橡胶、油、添加剂、增进剂等原材料混合到一起,在密炼机里进行加工,生产出“胶料”旳过程。
所有旳原材料在进入密炼机此前,必须进行测试,被放行后来方可使用。
密炼机每锅料旳重量大概为250公斤。
轮胎里每一种胶部件所使用旳胶料都是特定性能旳。
胶料旳成分取决于轮胎使用性能旳规定。
同步,胶料成分旳变化还取决于配套厂家以及市场旳需求,这些需求重要来自于牵引力、驾驶性能、路面状况以及轮胎自身旳规定。
所有旳胶料在进入下一工序—胶部件准备工序之前,都要进行测试,被放行后来方可进入下一工序。
轮胎生产工艺流程
轮胎生产工艺流程轮胎是汽车的重要部件之一,是车辆与地面之间的唯一接触面。
因此,轮胎的制造工艺非常重要,直接影响到车辆的行驶安全和性能。
轮胎的生产工艺大致分为以下几个步骤:1. 橡胶配方调制:轮胎的主体材料是橡胶,其中包含天然橡胶、合成橡胶、填充剂、硫化剂等。
根据不同的用途和车辆类型,调制出适合的橡胶配方。
2. 橡胶混炼:将橡胶料和其他原材料通过混炼机械进行混合,使各种原材料充分分散和粘合。
3. 基布制备:基布是轮胎的重要组成部分,通过将尼龙、聚酯等纤维与橡胶进行粘合,形成轮胎骨架结构。
4. 胎体成型:将经过混炼的橡胶加热并压入模具中,在高温高压下形成具有特定轮廓的胎体。
5. 胎面花纹雕刻:根据不同的使用需求和路面状况,使用专用的雕刻机器在轮胎胎面上雕刻出具有特定纹路的花纹。
6. 胎体硫化:将胎体放入硫化机中,在高温下进行硫化处理。
硫化过程中,橡胶中的硫化剂会引发化学反应,使橡胶分子交联,增加轮胎的强度和耐磨性。
7. 胎体检验:对硫化后的轮胎进行外观检查和功能性测试,确保轮胎符合质量要求。
8. 胎侧编码:在轮胎的侧面编码,编码中包含轮胎的生产日期、尺寸、质量等信息,以供用户查阅。
9. 质量检验:对成品轮胎进行整体检查,包括外观、尺寸、平衡等方面的测试。
10. 包装和运输:将合格的轮胎进行包装,并进行出厂前的最后一次检查,然后装运到销售商或汽车制造商处,进入市场。
轮胎的生产工艺需要严格控制各个环节,确保每一道工序的质量和效率。
现代轮胎生产线往往采用自动化控制系统,利用先进的机器和设备,提高生产效率和产品质量。
总的来说,轮胎的生产工艺是一个复杂而精细的过程。
只有通过严格的生产流程控制和质量监控,才能生产出高质量的轮胎,保障车辆的行驶安全和性能。
轮胎生产工艺及流程
轮胎生产工艺及流程一、橡胶混炼轮胎生产的第一步是橡胶混炼。
首先,将天然橡胶和合成橡胶作为原料,加入到橡胶混炼机中。
混炼机会对橡胶进行机械剪切和高温加热,使橡胶软化并与添加剂充分混合。
添加剂包括硫化剂、促进剂、抗老化剂等,这些添加剂可以提高橡胶的性能和耐用度。
二、轮胎成型混炼后的橡胶被送到轮胎成型机中进行成型。
轮胎成型机通过将橡胶放入模具中,并施加高压和高温,使橡胶在模具内形成轮胎的轮廓。
同时,模具中还会加入一些纤维材料,如尼龙帘布和钢丝,以增加轮胎的强度和稳定性。
三、轮胎硫化成型后的轮胎进入硫化室进行硫化处理。
硫化室中温度和压力会根据轮胎的尺寸和设计要求进行调节。
硫化的过程中,轮胎内部的空气被加热膨胀,同时橡胶与添加剂中的硫化剂发生反应,使橡胶固化并形成强大的网络结构。
这个过程可以提高轮胎的强度、弹性和耐磨性。
四、轮胎修整硫化后的轮胎会进入修整线进行修整。
修整过程包括修剪轮胎边缘、清除多余的橡胶和不良部分,以及在轮胎表面涂覆胶层等。
修整后的轮胎表面更加平整光滑,外观更加美观。
五、轮胎质检修整后的轮胎会经过严格的质检程序。
质检人员会对轮胎进行外观检查、尺寸检测以及性能测试。
外观检查包括检查轮胎表面是否有明显的瑕疵或缺陷,尺寸检测则是确保轮胎的尺寸符合设计要求。
性能测试包括耐磨性测试、抗滑性测试、抗爆破性测试等,以确保轮胎的质量和性能达到标准。
六、包装和出厂质检合格的轮胎会被包装起来,准备出厂。
包装通常使用塑料薄膜,以保护轮胎免受污染和损坏。
然后,轮胎会被装载到货车或集装箱中,准备运往销售渠道或客户。
轮胎的生产工艺及流程包括橡胶混炼、轮胎成型、轮胎硫化、轮胎修整、轮胎质检以及包装和出厂等环节。
每个环节都至关重要,只有每个步骤都严格把控,才能生产出质量可靠的轮胎产品。
轮胎作为汽车的重要组成部分,对行驶安全和舒适性具有重要影响,因此轮胎生产过程中的每一个细节都需要被精心处理和管理。
轮胎的工艺流程
轮胎的工艺流程
《轮胎的工艺流程》
轮胎的制造是一个复杂的工艺流程,需要经历多个环节才能最终生产出高质量的轮胎产品。
下面将介绍一下轮胎的工艺流程。
首先,轮胎的制造从原材料的选取开始。
轮胎的主要原料包括橡胶、钢丝、尼龙帘布等。
这些原材料需要经过精密的配比和混合,才能形成轮胎的基本结构材料。
接着,原材料的混合需要经过一系列的加工工艺,比如挤出、压延等,将原材料塑造成轮胎所需的各个零部件,比如轮胎胎体、胎面、胎侧等。
然后,各个零部件需要经过多道工序的加工和组装,才能形成成型的轮胎。
比如轮胎的成型、硫化、成品检验等工序都是轮胎制造过程中不可或缺的环节。
最后,成型的轮胎需要经过一系列的检验和测试,确保其质量符合要求。
比如轮胎的平衡性、耐磨性、抗拉强度等都需要进行全面的检测。
总的来说,轮胎的制造工艺流程包括原材料的选取、配料、混炼、成型、硫化、成品检验等多个环节。
每个环节都需要严格控制和精密加工,才能最终生产出高品质的轮胎产品。
子午线轮胎的生产流程
子午线轮胎的生产流程子午线轮胎是目前世界上主要的轮胎制造技术之一,它采用橡胶钢丝束交叉缠绕成的结构,具有较好的支撑性和抗侧滑性能。
子午线轮胎的生产流程包括原料制备、橡胶混炼、线帘制造、胎体建构、热固化硫化、成型,涂胶、检查包装等几个重要环节。
以下是子午线轮胎的详细生产流程:1.原料制备:子午线轮胎制造的主要原料包括橡胶、纤维材料、化学添加剂和钢丝等。
橡胶通常是天然橡胶和合成橡胶的混合物,纤维材料包括帆布、尼龙和聚酯等,添加剂用于增强橡胶的性能,钢丝主要用于增加轮胎的强度和耐磨性。
这些原料需要按照一定的比例准备好。
2.橡胶混炼:橡胶混炼是将橡胶和其他添加剂进行物理混合的过程。
混炼设备通常包括开炼机、密炼机和炼胶机等,通过不断地搅拌、切割、碾炼等操作,将橡胶和添加剂充分混合,形成橡胶混合料。
3.线帘制造:线帘是子午线轮胎一个重要的结构组成部分,它由高强度的钢丝束交织而成。
线帘的制造通常分为冷挤压法和热挤压法两种。
在冷挤压法中,钢丝束经过一系列的加工和拉伸,形成成形的线帘;在热挤压法中,钢丝束通过高温加热和挤压成形。
制造出的线帘需要进行表面清洁和涂胶处理。
4.胎体建构:胎体建构是将橡胶混合料和线帘组装成轮胎的过程。
首先,在模具上铺上一层橡胶混合料,然后将线帘放置在上方,并用橡胶混合料覆盖固定住。
接下来,叠加几层橡胶混合料和线帘,直到达到设计要求的厚度。
最后,用压力将胎体压实,以使其形成完整的轮胎形状。
5.热固化硫化:完成胎体建构后的轮胎需要进行热固化硫化,以增强胎体的强度和硬度。
轮胎通常通过蒸汽或电加热进行硫化。
硫化的过程中,轮胎会被置于高温高压的环境中,在特定的时间内让橡胶中的聚合物链进行交联反应,从而形成强度高、耐磨性好的子午线轮胎。
6.成型:硫化完成的轮胎需要进行成型,以使其具备良好的外观和几何尺寸。
这个过程通常包括修整轮胎的边缘,打磨轮胎表面,为轮胎刻上品牌商标等。
7.涂胶:涂胶是子午线轮胎最后一道工序,目的是增加轮胎的防滑性能。
轮胎的制造工艺流程
轮胎的制造工艺流程1. 原料准备:轮胎主要由橡胶、纤维材料和钢丝组成,准备工作包括橡胶混炼和纤维材料的切割和处理。
2. 机械成型:将准备好的橡胶放入轮胎模具中,在加压的同时加热,使橡胶成型为轮胎的骨架。
3. 钢丝镶嵌:在骨架中的适当位置插入钢丝,以提供轮胎的强度和稳定性。
钢丝需要经过预镶嵌、镶嵌和后处理等步骤。
4. 预成型和后成型:将成型的轮胎进行预成型,即经过短暂加热和加压,使轮胎弹性调整为所需形状。
然后将轮胎放入热模具中,在高温高压环境下进行后成型,使轮胎形状更加稳定。
5. 胎面修整:对轮胎的胎面进行修整,包括打磨、去毛刺等处理,以提高轮胎的平整度和观感。
6. 胎纹制作:利用胎纹刻模机进行胎纹的制作,胎纹的设计和制作根据不同的轮胎用途和路况要求。
7. 配备摆布带:在轮胎的内部加入摆布带,增加轮胎对路面的抓地力和稳定性。
8. 草签和标志:通过烧结、喷涂等方式,在轮胎上进行标志的制作,包括品牌标志、规格、生产日期等。
9. 充气和测量:将轮胎充入所需的气压,并进行气密性和几何尺寸的测量,以确保轮胎质量符合标准要求。
10. 硫化和磨光:将轮胎放入硫化机中进行硫化处理,使轮胎胶料固化,提高强度和耐磨性。
然后进行磨光处理,使轮胎的外观更加光滑。
11. 检验和包装:对轮胎进行全面的质量检验,包括外观、尺寸、性能等方面。
合格的轮胎进行包装,通常采用编织袋或纸箱包装,并进行贴标签、剪切等处理。
以上是轮胎的制造工艺流程及详细描述。
轮胎制造的每个环节都严格控制质量,以确保最终产品具备良好的耐磨性、抗滑性和舒适性,满足多样化的用途需求。
汽车轮胎生产工艺流程
汽车轮胎生产工艺流程
《汽车轮胎生产工艺流程》
汽车轮胎的生产工艺是一个复杂而精细的过程,需要经过多道工序才能完成。
以下是汽车轮胎的生产工艺流程:
1. 混炼胶料:首先,橡胶、填料和添加剂被混合在一起,形成了所需的橡胶胶料。
2. 准备成型胶料:混炼好的胶料需要经过压延等工序,使其成为适合轮胎成型的胶料。
3. 轮胎成型:接着,成型胶料被放入轮胎成型模具中,通过高温和高压的条件下,形成轮胎的胎体。
4. 断头挤出:接下来,轮胎的胎体被切成所需尺寸,并进行挤出成型。
5. 钢丝编织:钢丝被编织成轮胎的钢丝帘布,用于增强轮胎的强度和耐用性。
6. 硫化:轮胎在硫化机中进行硫化处理,使其获得所需的强度和弹性。
7. 整形修整和包装:最后,轮胎经过整形修整,然后通过质量检验和包装,最终成为可供销售的汽车轮胎。
以上就是汽车轮胎的生产工艺流程,每一个工序都需要严格控制,确保轮胎的质量和性能符合标准,以保障行车安全和舒适性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轮胎生产工艺流程
工序一:密炼工序
密炼工序就是把碳黑、天然/合成橡胶、油、添加剂、促进剂等原材料混合到一起,在密炼机里进行加工,生产出“胶料”的过程。
所有的原材料在进入密炼机以前,必须进行测试,被放行以后方可使用。
密炼机每锅料的重量大约为250公斤。
轮胎里每一种胶部件所使用的胶料都是特定性能的。
胶料的成分取决于轮胎使用性能的要求。
同时,胶料成分的变化还取决于配套厂家以及市场的需求,这些需求主要来自于牵引力、驾驶性能、路面情况以及轮胎自身的要求。
所有的胶料在进入下一工序—胶部件准备工序之前,都要进行测试,被放行以后方可进入下一工序。
工序二:胶部件准备工序
胶部件准备工序包括6个主要工段。
在这个工序里,将准备好组成轮胎的所有半成品胶部件,其中有的胶部件是经过初步组装的。
这6个工段分别为:
工段一:挤出
胶料喂进挤出机头,从而挤出不同的半成品胶部件:胎面、胎侧/子口和三角胶条。
工段二:压延
原材料帘线穿过压延机并且帘线的两面都挂上一层较薄的胶料,最后的成品称为“帘布”。
原材料帘线主要为尼龙和聚酯两种。
工段三:胎圈成型
胎圈是由许多根钢丝挂胶以后缠绕而成的。
用于胎圈的这种胶料是有特殊性能的,当硫化完以后,胶料和钢丝能够紧密的贴合到一起。
工段四:帘布裁断
在这个工序里,帘布将被裁断成适用的宽度并接好接头。
帘布的宽度和角度的变化主要取决于轮胎的规格以及轮胎结构设计的要求。
工段五:贴三角胶条
在这个工序里,挤出机挤出的三角胶条将被手工贴合到胎圈上。
三角胶条在轮胎的操作性能方面起着重要的作用。
工段六:带束层成型
这个工序是生产带束层的。
在锭子间里,许多根钢丝通过穿线板出来,再和胶料同时穿过口型板使钢丝两面挂胶。
挂胶后带束层被裁断成规定的角度和宽度。
宽度和角度大小取决于轮胎规格以及结构设计的要求。
所有的胶部件都将被运送到“轮胎成型”工序,备轮胎成型使用。
工序三:轮胎成型工序
轮胎成型工序是把所有的半成品在成型机上组装成生胎,这里的生胎是指没经过硫化。
生胎经过检查后,运送到硫化工序。
工序四:硫化工序
生胎被装到硫化机上,在模具里经过适当的时间以及适宜的条件,从而硫化成成品轮胎。
硫化完的轮胎即具备了成品轮胎的外观—图案/字体以及胎面花纹。
现在,轮胎将被送到最终检验区域了。
工序五:最终检验工序
在这个区域里,轮胎首先要经过目视外观检查,然后是均匀性检测,均匀性检测是通过“均匀性实验机”来完成的。
均匀性实验机主要测量径向力,侧向力,锥力以及波动情况的。
均匀性检测完之后要做动平衡测试,动平衡测试是在“动平衡实验机”上完成的。
最后轮胎要经过X-光检测,然后运送到成品库以备发货
工序六:轮胎测试
在设计新的轮胎规格过程中,大量的轮胎测试就是必须的,这样才能确保轮胎性能达到政府以及配套厂的要求。
当轮胎被正式投入生产之后,我们仍将继续做轮胎测试来监控轮胎的质量,这些测试与放行新胎时所做的测试是相同的。
用于测试轮胎的机器是“里程实验”,通常做的实验有高速实验和耐久实验。