数控加工程序单模板
CNC程式单
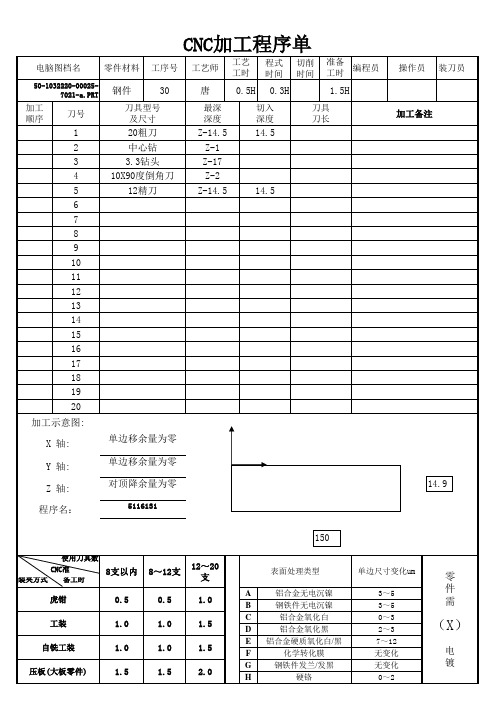
电脑图档名
50-1032220-000257021-a.PRT
零件材料
工序号
工艺师
工艺 工时
程式 时间
切削 时间
准备
最深 深度
0.5H
0.3H
切入 深度
1.5H
刀具 刀长 加工备注
加工 顺序
刀号
刀具型号 及尺寸
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 加工示意图: X 轴: Y 轴: Z 轴: 程序名:
(X)
电 镀
20粗刀 中心钻 3.3钻头 10X90度倒角刀 12精刀
Z-14.5 Z-1 Z-17 Z-2 Z-14.5
14.5
14.5
单边移余量为零 单边移余量为零 对顶降余量为零
5116131
14.9
150
使用刀具数 装夹方式 CNC准 CNC准 备工时
8支以内 0.5 1.0 1.0 1.5
8~12支 12~20支 12支 12~20支 0.5 1.0 1.0 1.5 1.0 1.5 1.5 2.0
A B C D E F G H
表面处理类型 铝合金无电沉镍 钢铁件无电沉镍 铝合金氧化白 铝合金氧化黑 铝合金硬质氧化白/黑 化学转化膜 钢铁件发兰/发黑 硬铬
单边尺寸变化um 3~5 3~5 0~3 2~3 7~12 无变化 无变化 0~2
虎钳 工装 自铣工装 压板(大板零件) 压板(大板零件)
零 件 需
第一次加工数控工艺卡片(加工程序单)
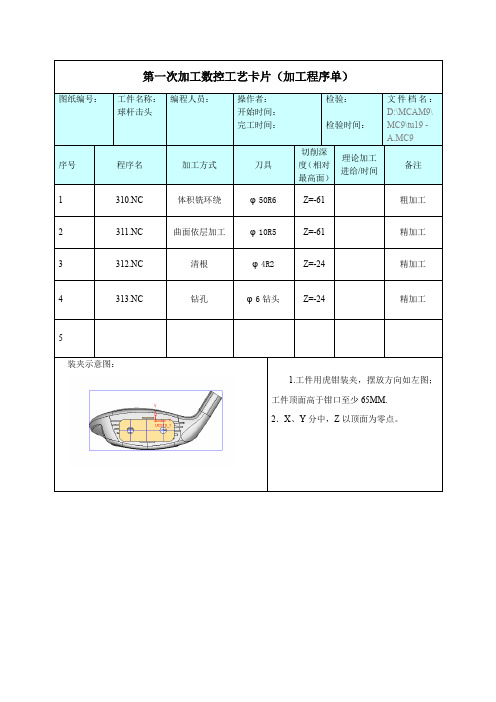
φ10R5
Z=-61
精加工
3
312.NC
清根
φ4R2
Z=-24
精加工
4
313.NC
钻孔
φ6钻头
Z=-24
精加工
5
装夹示意图:
1.工件用虎钳装夹,摆放方向如左图;工件顶面高于钳口至少65MM.
2.X、Y分中,Z以顶面为零点。
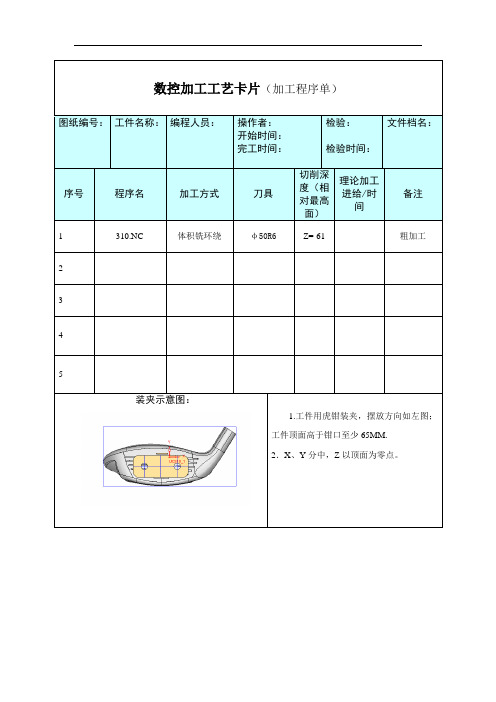
数控工艺卡片(加工程序单)
图纸编号:
工件名称:腔板
编程人员:
编程时间:
第一次加工数控工艺卡片(加工程序单)
图纸编号:
工件名称:球杆击头
编程人员:
操作者:
开始时间:
完工时间:
检验:
检验时间:
文件档名:D:\MCAM9\
MC9\tu19 -
A.MC9
序号
程序名
加工方式
刀具
切削深度(相对最高面)
理论加工进给/时间
备注
1
310.NC
体积铣环绕
φ50R6
Z=-61
粗加工
2
311.NC
操作者:
开始时间:
完工时间:
检验:
检验时间:
文件档名:D:\MCAM9\
MC9\tu19 -
A.MC9
序号
程序名
加工方式
刀具
切削深度(相对最高面)
理论加工进给/时间
备注
1
5320.NC
体积铣环绕
φ20
Z=-74
粗加工
2
5321.NC
曲面依层加工
φ10R5
Z=-74
精加工
3
5322.NC
清根
φ4R2
数控车削加工程序单1

小结:本节课介绍了二个内容:
一、加工程序单的格式。 二、加工程序单的编制。 本课的重点是加工程序单的编制, 在编程过程中,如何使程序达到最优化是 本课难点.
作业:对上述零件编写精车加工程序单 O
断课:要想知道编出的程序是否正确合理,必须进行程序校验,那 么怎么进行程序校验?程序校验有哪些方法?我们下节课再进 行讲解.
X
N40 G26
O
5 10 15 20 25 30 35 40 45 50 55 60
z
20 15 10 5
N50 G00 X19 Z41 N60 G01 Z22.5 F 150 N70 G26 X
20 15 10 5
5 10 15 20 25 30 35 40 45 50 55 60
z
N80 G00 X17 Z41 N90 G01 Z25 F150 N100 X25 Z15 N110 G00 Z40 X N120 G01 X0 F60
N80 G00 X17 Z41
N90 G01 Z25 F150
N100 X25 Z15
N110 G00 Z4
引导程序名 指定加工程序号 设定点定位速度 设定间隙补偿量 设定刀具补偿量 主程序名 设定工件坐标系 变速,主轴正转 粗车Φ22mm
粗车Φ19mm
粗车Φ17mm 粗车45 °圆锥
N120 G01 X0 F60 N130 G01 X14 N140 G03 X16 Z39 R1 N150 G01 Z25.65 N160 G02 X16.76 Z23.74 R5 N170 G01 X24 Z15 N180 Z-3.5 N190 G26 M05 N200 T21 S02 M03 N210 G00 Z0 N220 G01 X14 F50 N230 G04 F1 N240 G01 X0 F30 N250 G26 N260 T10 M30
CNC程序单

Y Y
T03 T04 T05
X
注意:程序铣深:11mm(毛坯露出虎钳最高面必须大于11mm)
路径:
单据用后回收
T S 5MG003ZZ001 #
加工工序 零件尺寸 程序名称
二序(精密虎钳装夹) 73*39*13(毛胚) 5MG003ZZ001-2.NCA
编程员
数量:
日期:
刀号
刀补
刀具
装夹长度
校表
性质
备注
零件形状
坐标:G54
T01 T02 H01 H02 H03 H04 H05
D12铣刀 D4铣刀 D1.5铣刀 D4*90°定位钻 D4R0.5圆鼻刀 逼空7mm以上
CNC程序单
客户名称 零件名称 机台编号
分中方式: 毛胚四边分中(X、Y),顶面光出为Z0(如图所示)
单据用后回收
Hale Waihona Puke T S 5MG003ZZ001 #
加工工序 零件尺寸 程序名称
一序(虎钳装夹) 73*39*13(毛胚) 5MG003ZZ001-1.NCA
编程员
数量:
日期:
刀号
刀补
刀具
装夹长度
校表
性质
备注
零件形状
坐标:G54
T01 T02 T03 H01 H02 H03 H04
D12铣刀 90°定位钻 Φ 2.3钻头 D10R1.5圆鼻刀
Y
T04
X
注意:程序铣深:11mm(毛坯露出虎钳最高面必须大于11mm)
路径:
CNC程序单
客户名称 零件名称 机台编号
分中方式: 加工好的凸台四边分中(X、Y),工件底面对刀抬高6mm为Z0(如图所示)
《数控车削技术训练》电子教案 03-项目三 加工外圆柱面零件 表3-2-5 加工程序单

程序说明
程序名 公制尺寸(mm)编程,进给量单位设定为 mm/r。 换 1 号刀调用 1 号刀补。 主轴正转,转速为 800 r/min。 车刀快速定位到靠近加工的部位(X52,Z2)。 以 0.2 mm/r 的进给量粗加工φ47 外圆轮廓(Φ48×85)。 以 0.2 mm/r 的进给量粗加工φ43 外圆轮廓(Φ46×45)。 以 0.2 mm/r 的进给量粗加工φ43 外圆轮廓(Φ44×45)。 快速退刀到(X100,Z200)的安全位置。 主轴停转。 程序暂停。 换 1 号刀调用 1 号刀补。 主轴正转,转速为 1200 r/min。 车刀快速定位到靠近加工的部位(X52,Z2)。 车刀快速定位到(X43,Z2)。 以 0.1 mm/r 的进给量精加工φ43 外圆轮廓(Φ43×45)。 以 0.1 mm/r 的进给量精加工小台阶。 以 0.1 mm/r 的进给量精加工φ47 外圆轮廓(Φ47×85)。 以 0.1 mm/r 的进给量精加工大台阶。 快速退刀到(X100,Z200)的安全位置。 程序结束
表 3-2-5 加工程序单
ቤተ መጻሕፍቲ ባይዱ
程序 段号
N10 N20 N30 N40 N50 N60 N70 N80 N90 N100 N110 N120 N130 N140 N150 N160 N170 N180 N190 N200
加工程序
O3002 G21 G99; T0101; M03 S800; G00 X52 Z2; G90 X48 Z-85 F0.2; G90 X46 Z-45 F0.2; X44 G00 X100 Z200; M05; M00; T0101; M03 S1200; G00 X52 Z2; G00 X43; G01 Z-45 F0.1; X47; Z-85; X52; G00 X100 Z200; M30;
01数控加工工艺卡--程序单(数)
工件名称:
编程人员:
操作者:
开始时间:
完工时间:
检验:
检验时间:
文件档名:
序号
程序名
加工方式
刀具
切削深度(相对最高面)
理论加工进给/时间
备注
1
310.NC
体积铣环绕
φ50R6
4
5
装夹示意图:
1.工件用虎钳装夹,摆放方向如左图;工件顶面高于钳口至少65MM.
2.X、Y分中,Z以顶面为零点。
图纸编号:
工件名称
编程人员:
编程时间:
操作者:
开始时间:
完工时间:
检验:
检验时间:
文件档名:
序号
程序名
加工方式
刀具
切削深度(相对最高面)
理论加工进给/时间
备注
1
5320.NC
体积铣环绕
φ20
Z=-74
粗加工
2
3
4
5
装夹示意图:
1.工件用夹具装夹,摆放方向如左图。
2.X、Y分中,Z以工件底面为零点。
数控程序单
WALT HSK40
夹头型号
量具
工况难度
N223
粗铣“工”字料底面
刀具号
T23(原T1)
刀具名称
Ф50面铣刀
工作台
M31
工装
雄克气动工装
刀长补
H23=60.35
半径偏置
原点号
G54.1P9/P10
原点位置
上面中心Z皮下-0.2
伸出长度
实际直径
Ф50
A0
雄克夹具夹两侧,粗铣底面(一端锯切口).
程序切深:Z-0.15
原点位置
同上
伸出长度
实际直径
Ф3合金
A0°钻顶面销孔保证深度
Z-7.4
◆G95F0.05 S5000 (F0.1太快,2017.9.15改)
刀柄号
夹头型号
量具
工况难度
N160
Ф16 90°倒角刀铣4-5*5*5倒角
刀具号
T15
刀具名称
Ф16倒角刀
工作台
M31
工装
同上
刀长补
H15=132
半径偏置
D15=9
铣“工”字料另一内侧B面
刀具号
T12
刀具名称
Ф40方肩铣
工作台
M32
工装
小台钳
刀长补
H12=90.2228
半径偏置
原点号
G54.1P5/P6
原点位置
同OP1-0序,原点不变
伸出长度
实际直径
Ф40
T0→M32→T12
“工”字料平放小台钳口,两侧外露均等。φ40方肩铣X向走刀加工中间腰部,上侧槽B。
◆程序内有宏程序N1循环运行N2结束循环
数控程序清单
数控程序清单学院机电工程学院专业机械设计制造及其自动化班级04060104学号2010040601147姓名金贺指导教师郑耀辉负责教师沈阳航空航天大学2014年6月某型发动机安装边盖板加工工艺及夹具设计目录1零件的UG加工轨迹的生成 (3)1.1 粗铣底面外形 (3)1.2 精铣底面外形 (5)1.3 粗铣上部外形 (7)1.4 精铣第一层台阶 (9)1.5 精铣第二层台阶 (10)1.6 精铣第三层台阶 (12)1.7 粗铣第一层台阶短端 (14)1.8 粗铣第二层台阶短端 (16)1.9 粗铣第三层台阶短端 (18)1.10 半精铣三层台阶短端 (20)1.11 精铣三层台阶短端 (22)1.12 钻半数孔Φ7.85 (24)1.13 钻孔Φ3.7 (26)1.14 钻余下孔Φ7.85 (27)21零件的UG加工轨迹的生成1.1 粗铣底面外形工步号工序名称工步名称粗铣底面外形数控程序名R-2-1主轴转速r/min 3820进给速度mm/min 250轴向切深mm径向切宽mm刀具类型球头铣刀刀具尺寸D= 10 ;L= 75 刀具悬伸长度mm加工时间min 10:01:34图2.24 R-2-1的刀具轨迹粗铣底面外形的部分程序%1001N0010 G40 G17 G94 G90 G71N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X33.019 Y889.098 A0.0 B0.0 S3820 M03N0050 G43 Z30.3 H00N0060 Z15.668N0070 G1 Z10.668 F250. M08某型发动机安装边盖板加工工艺及夹具设计N0080 X32.833 Z10.682N0090 Y886.141 Z10.537N0100 Y883.141 Z10.396N0110 Y880.141 Z10.244N0120 Y877.141 Z10.093N0130 Y874.141 Z9.941N0140 Y871.141 Z9.79N0150 Y868.141 Z9.638N0160 Y865.141 Z9.487N0170 Y862.141 Z9.336N0180 Y859.141 Z9.184N0190 Y856.141 Z9.166N0200 Y853.141 Z9.167……N3110 Y883.141 Z8.388N3120 Y886.141 Z8.53N3130 Y889.116 Z8.677N3140 X-33.019 Y889.115 Z8.663N3150 Z13.663N3160 G0 Z30.3N3170 M021.2 精铣底面外形工步号工序名称工步名称精铣底面外形数控程序名F_2_1主轴转速r/min 3820进给速度mm/min 250轴向切深mm径向切宽mm刀具类型球头铣刀刀具尺寸D= 10 ;L= 754工步号工序名称刀具悬伸长度mm加工时间min 09:50:15图2.26 F-2-1的刀具轨迹精铣底面外形的部分程序%1002N0010 G40 G17 G94 G90 G71N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X32.787 Y889.135 A0.0 B0.0 S3820 M03N0050 G43 Z30.3 H00N0060 Z16.3N0070 G1 Z8.378 F250. M08N0080 Y886.147 Z8.232N0090 Y883.147 Z8.09N0100 Y880.147 Z7.939N0110 Y877.147 Z7.788N0120 Y874.147 Z7.636N0130 Y871.147 Z7.485N0140 Y868.147 Z7.333N0150 Y865.147 Z7.182……N3820 Y22.147某型发动机安装边盖板加工工艺及夹具设计6N3830 Y19.147 Z6.972 N3840 Y16.147 N3850 Y13.147 N3860 Y10.147 Z6.973 N3870 Y7.147 N3880 Y4.147 Z6.974 N3890 Y1.147 N3900 Y-1.853 Z6.966 N3910 Y-4.583 Z6.964 N3920 Z14.3 N3930 G0 Z30.3 N3940 M021.3 粗铣上部外形工步号工序名称工步名称 粗铣上部外形 数控程序名 R-1_1_1主轴转速 r /min 3820 进给速度 mm /min 250 轴向切深mm 径向切宽mm 刀具类型 球头铣刀 刀具尺寸 D= 30 ;L= 75刀具悬伸长度 mm 加工时间 min00:53:34图2.28 R-1_1_1的刀具轨迹粗铣上部外形的部分程序%2001N0010 G40 G17 G94 G90 G71N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-6.022 Y914.167 A0.0 B0.0 S1273 M03 N0050 G43 Z20. H00N0060 Z2.3N0070 G1 Z-.7 F250. M08N0080 X-3.403 Y899.167N0090 G2 X-2.955 Y894. I-29.597 J-5.167N0100 G1 Y1.024N0110 X-2.956 Y.873N0120 X-2.891 Y.872N0130 X-2.85 Y.878N0140 X-2.759 Y.903N0150 X-2.752 Y.893N0160 X-2.643 Y.827N0170 X-2.512 Y.813N0180 X-2.381 Y.799N0190 X-2.361 Y.798N0200 X-2.23 Y.801……N3040 G1 X4.031N3050 G2 X15.447 Y899.2 I14.045 J-6.394某型发动机安装边盖板加工工艺及夹具设计8N3060 G1 X14.577 Y899.178 N3070 X14.558 Y899.176 N3080 X14.521 Y899.17 N3090 Z8.926 N3100 G0 Z20. N3110 M021.4 精铣第一层台阶工步号工序名称工步名称 精铣第一层台阶 数控程序名 PF_1_1_1主轴转速 r /min 3820 进给速度 mm /min 250 轴向切深mm 径向切宽mm 刀具类型 球头铣刀 刀具尺寸 D= 30 ;L= 75刀具悬伸长度 mm 加工时间 min00:07:09图2.30 PF_1_1_1的刀具轨迹精铣第一层台阶的程序%2011N0010 G40 G17 G94 G90 G71N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X18. Y-13.828 A0.0 B0.0 S1273 M03N0050 G43 Z20. H00N0060 Z2.N0070 G1 Z-1. F250. M08N0080 Y1.172N0090 Y859.264N0100 Y874.264N0110 Z2.N0120 G0 Z20.N0130 X-18.N0140 Z2.N0150 G1 Z-1.N0160 Y859.264N0170 Y1.172N0180 Y-13.828N0190 Z2.N0200 G0 Z20.N0210 M021.5 精铣第二层台阶工步号工序名称某型发动机安装边盖板加工工艺及夹具设计10工步号工序名称工步名称 精铣第二层台阶 数控程序名 PF_1_1_2主轴转速 r /min 3820 进给速度 mm /min 250 轴向切深mm 径向切宽mm 刀具类型 球头铣刀 刀具尺寸 D=12 ;L= 75刀具悬伸长度 mm 加工时间 min00:07:01图2.32 PF_1_1_2的刀具轨迹精铣第二层台阶的程序 %2012N0010 G40 G17 G94 G90 G71 N0020 G91 G28 Z0.0 N0030 T00 M06N0040 G0 G90 X22.8 Y-4.828 A0.0 B0.0 S1273 M03 N0050 G43 Z20. H00 N0060 Z-.996N0070 G1 Z-3.996 F250. M08 N0080 Y1.172N0090 Y859.264N0100 Y865.264N0110 Z-.996N0120 G0 Z20.N0130 X-22.8N0140 Z-.996N0150 G1 Z-3.996N0160 Y859.264N0170 Y1.172N0180 Y-4.828N0190 Z-.996N0200 G0 Z20.N0210 M021.6 精铣第三层台阶工步号工序名称工步名称精铣第三层台阶数控程序名PF_1_1_3主轴转速r/min 3820进给速度mm/min 250轴向切深mm径向切宽mm刀具类型球头铣刀刀具尺寸D=30 ;L= 75某型发动机安装边盖板加工工艺及夹具设计12工步号工序名称刀具悬伸长度 mm 加工时间 min00:07:09图2.34 PF_1_1_3的刀具轨迹精铣第三层台阶的程序 %2013N0010 G40 G17 G94 G90 G71 N0020 G91 G28 Z0.0 N0030 T00 M06N0040 G0 G90 X3.05 Y-13.979 A0.0 B0.0 S1273 M03 N0050 G43 Z20. H00 N0060 Z-2.594N0070 G1 Z-5.594 F250. M08 N0080 Y1.021 N0090 Y859.112 N0100 Y874.112 N0110 Z-2.594 N0120 G0 Z20. N0130 X-3.05 N0140 Z-2.594N0150 G1 Z-5.594N0160 Y859.112N0170 Y1.021N0180 Y-13.979N0190 Z-2.594N0200 G0 Z20.N0210 M021.7 粗铣第一层台阶短端工步号工序名称工步名称粗铣第一层台阶短端数控程序名PF_1_2_1主轴转速r/min 3820进给速度mm/min 250轴向切深mm径向切宽mm刀具类型球头铣刀刀具尺寸D=30 ;L= 75 刀具悬伸长度mm加工时间min 00:00:29某型发动机安装边盖板加工工艺及夹具设计14图2.36 PF_1_2_1的刀具轨迹粗铣第一层台阶短端的程序 %2021N0010 G40 G17 G94 G90 G71 N0020 G91 G28 Z0.0 N0030 T00 M06N0040 G0 G90 X18. Y845.392 A357.11 B0.0 S1273 M03 N0050 G43 Z21.728 H00 N0060 Y844.434 N0070 Z2.752N0080 G1 Y844.283 Z-.244 F250. M08 N0090 Y859.264 Z-1. N0100 Y884.232 Z-2.26 N0110 Y899.213 Z-3.017 N0120 Y899.364 Z-.021 N0130 G0 Z18.955 N0140 Y900.322 N0150 X-18. N0160 Y899.364 N0170 Z-.021N0180 G1 Y899.213 Z-3.017 N0190 Y884.232 Z-2.26 N0200 Y859.264 Z-1.N0210 Y844.283 Z-.244N0220 Y844.434 Z2.752N0230 G0 Z21.728N0240 Y845.392N0250 M021.8 粗铣第二层台阶短端工步号工序名称工步名称粗铣第二层台阶短端数控程序名PF_1_2_2主轴转速r/min 3820进给速度mm/min 250轴向切深mm径向切宽mm刀具类型球头铣刀刀具尺寸D=12 ;L= 75 刀具悬伸长度mm加工时间min 00:00:21某型发动机安装边盖板加工工艺及夹具设计16图2.38 PF_1_2_2的刀具轨迹粗铣第二层台阶短端的程序 %2022N0010 G40 G17 G94 G90 G71 N0020 G91 G28 Z0.0 N0030 T00 M06N0040 G0 G90 X22.8 Y854.381 A357.11 B0.0 S1273 M03 N0050 G43 Z21.275 H00 N0060 Y853.271 N0070 Z-.697N0080 G1 Y853.12 Z-3.694 F250. M08 N0090 Y859.112 Z-3.996 N0100 Y884.081 Z-5.257 N0110 Y890.073 Z-5.559 N0120 Y890.224 Z-2.563 N0130 G0 Z19.409 N0140 Y891.334 N0150 X-22.8 N0160 Y890.224 N0170 Z-2.563N0180 G1 Y890.073 Z-5.559 N0190 Y884.081 Z-5.257 N0200 Y859.112 Z-3.996 N0210 Y853.12 Z-3.694 N0220 Y853.271 Z-.697 N0230 G0 Z21.275 N0240 Y854.381 N0250 M021.9 粗铣第三层台阶短端工步号工序名称工步名称粗铣第三层台阶短端数控程序名PF_1_2_3主轴转速r/min 3820进给速度mm/min 250轴向切深mm径向切宽mm刀具类型球头铣刀刀具尺寸D=30 ;L= 75 刀具悬伸长度mm加工时间min 00:00:29图2.40 PF_1_2_3的刀具轨迹粗铣第三层台阶短端的程序%2023N0010 G40 G17 G94 G90 G71N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X3.05 Y845.392 A357.11 B0.0 S1273 M03某型发动机安装边盖板加工工艺及夹具设计N0050 G43 Z21.728 H00N0060 Y844.202N0070 Z-1.842N0080 G1 Y844.051 Z-4.838 F250. M08N0090 Y859.032 Z-5.594N0100 Y884. Z-6.855N0110 Y898.981 Z-7.611N0120 Y899.132 Z-4.615N0130 G0 Z18.955N0140 Y900.322N0150 X-3.05N0160 Y899.132N0170 Z-4.615N0180 G1 Y898.981 Z-7.611N0190 Y884. Z-6.855N0200 Y859.032 Z-5.594N0210 Y844.051 Z-4.838N0220 Y844.202 Z-1.842N0230 G0 Z21.728N0240 Y845.392N0250 M021.10 半精铣三层台阶短端工步号工序名称工步名称半精铣三层台阶短端18工步号工序名称数控程序名PF_1_2_4主轴转速r/min 3820进给速度mm/min 250轴向切深mm径向切宽mm刀具类型球头铣刀刀具尺寸D=30 ;L= 75 刀具悬伸长度mm加工时间min 00:00:24图2.42 PF_1_2_4的刀具轨迹半精铣三层台阶短端的程序%2030N0010 G40 G17 G94 G90 G71N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-48. Y900.322 A357.11 B0.0 S1273 M03N0050 G43 Z18.955 H00N0060 Y898.88N0070 Z-9.608N0080 G1 Y898.729 Z-12.605 F250. M08N0090 X-33.N0100 X33.某型发动机安装边盖板加工工艺及夹具设计20N0110 X48.N0120 Y898.88 Z-9.608 N0130 G0 Z18.955 N0140 Y900.322 N0150 M021.11 精铣三层台阶短端工步号工序名称工步名称 精铣三层台阶短端 数控程序名 PROFILE_3D主轴转速 r /min 3820 进给速度 mm /min 250 轴向切深mm 径向切宽mm 刀具类型 球头铣刀 刀具尺寸 D=30 ;L= 75刀具悬伸长度 mm 加工时间 min00:01:00图2.44 PROFILE_3D 的刀具轨迹精铣三层台阶短端的程序%2040N0010 G40 G17 G94 G90 G71 N0020 G91 G28 Z0.0 N0030 T00 M06N0040 G0 G90 X60. Y-10.518 A357.11 B0.0 S1273 M03 N0050 G43 Z64.937 H00N0060 Y-14.161N0070 Z-7.235N0080 G1 Y-14.313 Z-10.231 F127. M08N0090 X33.N0100 X-33.N0110 X-60.N0120 Y-14.161 Z-7.235N0130 G0 Z64.937N0140 Y-10.518N0150 M021.12 钻半数孔Φ7.85工步号工序名称工步名称钻半数孔Φ7.85数控程序名DRILLING7.85主轴转速r/min 3820进给速度mm/min 250轴向切深mm径向切宽mm刀具类型麻花钻刀具尺寸D=7.85 ;L= 50 刀具悬伸长度mm加工时间min图2.46 DRILLING7.85的刀具轨迹钻半数孔Φ7.85的部分程序%3001N0010 G40 G17 G94 G90 G71N0020 G91 G28 Z0.0N0030 T00 M06某型发动机安装边盖板加工工艺及夹具设计N0040 G0 G90 X25. Y842.731 A0.0 B0.0 S0 M03N0050 G43 Z30.3 H00N0060 G81 X25. Y842.731 Z1.514 R10.372 F250.N0070 Y817.731 Z1.516 R10.375N0080 Y792.731 Z1.518 R10.377N0090 Y767.731 Z1.52 R10.379N0100 Y742.731 Z1.522 R10.381N0110 Y717.731 Z1.525 R10.383N0120 Y692.731 Z1.527 R10.385N0130 Y667.731 Z1.529 R10.387N0140 Y642.731 Z1.531 R10.389N0150 Y617.731 Z1.533 R10.391……N0640 Y617.731 Z1.533 R10.391N0650 Y642.731 Z1.531 R10.389N0660 Y667.731 Z1.529 R10.387N0670 Y692.731 Z1.527 R10.385N0680 Y717.731 Z1.525 R10.383N0690 Y742.731 Z1.522 R10.381N0700 Y767.731 Z1.52 R10.379N0710 Y792.731 Z1.518 R10.377N0720 Y817.731 Z1.516 R10.375N0730 Y842.731 Z1.514 R10.372N0740 G80N0750 G0 Z30.3N0760 M021.13 钻孔Φ3.7工步号工序名称工步名称钻孔Φ3.7数控程序名DRILLING3.7主轴转速r/min 3820进给速度mm/min 250轴向切深mm径向切宽mm刀具类型麻花钻刀具尺寸D=3.7 ;L= 30刀具悬伸长度mm加工时间min22图2.48 DRILLING3.7的刀具轨迹钻孔Φ3.7的程序%4001N0010 G40 G17 G94 G90 G71N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-11. Y783.913 A0.0 B0.0 S2151 M03N0050 G43 Z30.3 H00N0060 G81 X-11. Y783.913 Z4.453 R10.953 F250.N0070 Y708.913 Z4.454 R10.954N0080 Y633.913 Z4.455 R10.955N0090 Y558.913 Z4.456 R10.956N0100 Y483.913 Z4.458 R10.958N0110 Y408.913 Z4.459 R10.959N0120 Y333.913 Z4.46 R10.96N0130 Y258.913 Z4.461 R10.961N0140 Y183.913 Z4.462 R10.962N0150 Y108.913 Z4.463 R10.963N0160 Y33.913 Z4.464 R10.964N0170 G80N0180 G0 Z30.3N0190 M021.14 钻余下孔Φ7.85工步号工序名称工步名称钻余下孔Φ7.85某型发动机安装边盖板加工工艺及夹具设计24工步号 工序名称数控程序名 DRILLING7.85_COPY主轴转速 r /min3820 进给速度 mm /min 250 轴向切深mm 径向切宽mm 刀具类型 麻花钻 刀具尺寸 D=7.85 ;L= 50刀具悬伸长度 mm 加工时间 min图2.50 DRILLING7.85_COPY 的刀具轨迹钻余下孔Φ7.85的程序 %3002N0010 G40 G17 G94 G90 G71 N0020 G91 G28 Z0.0 N0030 T00 M06N0040 G0 G90 X25. Y867.779 A2.89 B0.0 S0 M03 N0050 G43 Z30.3 H00N0060 G81 X25. Y868.226 Z1.974 R10.821 F250. N0070 X-25. N0080 G80N0090 G0 Z30.3 N0100 Y867.779 N0110 M02。
CNC加工程序单
编号程序文件路径CJ02/875-4687-14-256CA V*.*公模■电极模板(电极)尺寸备注母模■镶件400*400*35 2PCS618#中板模芯操作员白班__________日期________________晚班__________日期___________程序号加工内容刀具(D/R) 加工深度(Z)刀具补偿(D)备注签名下板:400*400*35 1PCS 618#(铣四面基准)500 钻导孔∮19钻头40 钻通1000→100 开粗∮1.5铣刀0.725 0 1000→110 粗光∮1.0铣刀0.85上板:400*400*35 1PCS 618#(保持模板光滑无划)500 钻导孔∮19钻头40 钻通1000→200 外自拆边∮1.5铣刀0.5 校刀测X向:13.251000→210 清角∮1.0铣刀0.4 220 溢料面∮4.0铣刀0.1 230 溢料槽∮3.0球刀 1.4编号程序文件路径公模电极■电极尺寸备注母模镶件如下中板模芯操作员白班__________日期________________晚班__________日期___________程序号加工内容刀具(D/R) 加工深度(Z)刀具补偿(D)备注签名铜公(1):75*75*50 4件同顶面铣光600 开粗∮8铣刀10.9610 开粗∮3铣刀 2.88620 粗光∮1.5铣刀 1.0630 光刀∮0.5铣刀 1.40 校刀640 光刀∮0.5铣刀 1.4 校刀,深度与前630接顺650 光刀∮8铣刀10.88 校刀程式全部在虎钳上对刀做,加工完成后注意检查确认铜公表面无毛刺才下机铜公(2):75*40*30 4件同顶面铣光700 开粗∮6铣刀10.0710 光刀∮6铣刀9.20720 粗光∮1.5铣刀 1.20730 光刀∮0.8铣刀 1.17 校刀740 光刀∮0.6铣刀 1.17 校刀编号程序文件路径公模电极■电极尺寸备注母模镶件如下中板模芯操作员白班__________日期________________晚班__________日期___________程序号加工内容刀具(D/R) 加工深度(Z)刀具补偿(D)备注签名铜公(3):65*30*30 4件同顶面铣光10 开粗∮8铣刀8.011 光刀∮8铣刀8.1012 光刀∮3.0铣刀 1.48。
NC加工程序单
文档路径:
大连冠宇精密模具有限公司
NC加工程式单
模具编号: 执处理:后加工 工件尺寸: X碰数: Y碰数: Z碰数: Z最大: 夹装: 坐标系: 序~刀号 程序名称 刀具名称 刀长 夹头 类型 转速 进给 侧/底余量 分中 分中 顶为ZO 0 时长 日期 Z深 备注 时间 加工件数 1件 程式页次: 第1页 程式页数 共1页 Z最小值: 工件:定膜 机台:2号机
1~T1 2~T2 3~T3 4~T4 5~T5 6~T6 7~T7 8~T8 9~T9
10~T10 11~T11 12~T12 13~T13 14~T14
加工中心操作确认 1.工件摆放和程序对上了吗? 2.工件找正了吗、夹紧了吗? 3.分中检查了吗、寻边器杠杆表好用吗? 4.坐标系、输入数据确认了吗? 5.对刀、刀号、输入数据确认了吗? 6.刀具直径、长度、避空确认了吗? 7.加工程序确认了吗? 8.加工前试切削了吗? 注: 如有疑问请核对清楚再加工!! 程式确认: 编程员: 操作员: