制程品质异常统计表模板
合集下载
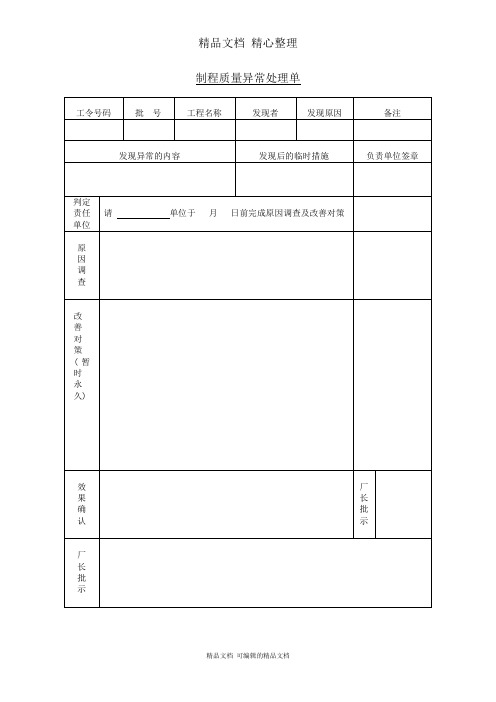
制程质量异常处理单
异常内容:
临时措施:
签认:
原因分析:
承辩:
改善对策:
品管主管:
生产主管:
相关部门意见
核准:
分发部门
□品管课□采购□行政课□仓库□客户
效果确认
□改善效果良好,可以结案。
□改善效果不佳,仍需追踪。
承辩
复核
传递路线:填表人(生产车间)签认品管课会签核准分发跟催
制程质量异常处理单
工令号码
批号
工程名称
发现者
发现原因
备注
发现异常的内容
发现后的临时措施
负责单位签章
判定责任单位
请单位于月日前完成原因调查及改善对策
原
因
调
查
改善对策(暂时永久)
效
果
确
认Байду номын сангаас
厂长批示
厂
长
批
示
XX五金塑胶厂
品质异常处理单
□客户抱怨□制程品质异常表格编号:
异常名称
异常发生地点
异常发生时间
发文者
主管确认
临时措施:
签认:
原因分析:
承辩:
改善对策:
品管主管:
生产主管:
相关部门意见
核准:
分发部门
□品管课□采购□行政课□仓库□客户
效果确认
□改善效果良好,可以结案。
□改善效果不佳,仍需追踪。
承辩
复核
传递路线:填表人(生产车间)签认品管课会签核准分发跟催
制程质量异常处理单
工令号码
批号
工程名称
发现者
发现原因
备注
发现异常的内容
发现后的临时措施
负责单位签章
判定责任单位
请单位于月日前完成原因调查及改善对策
原
因
调
查
改善对策(暂时永久)
效
果
确
认Байду номын сангаас
厂长批示
厂
长
批
示
XX五金塑胶厂
品质异常处理单
□客户抱怨□制程品质异常表格编号:
异常名称
异常发生地点
异常发生时间
发文者
主管确认
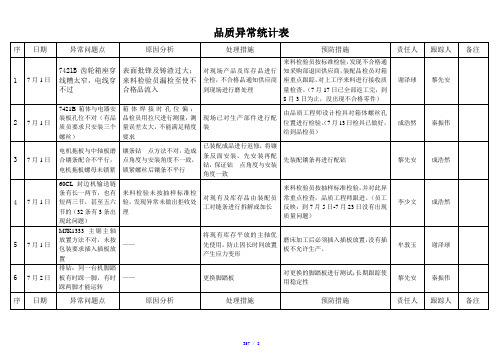
品质异常统计表

杨江宏
21
7月29日
7月29日装配员工发现:气缸座连接法兰,槽打偏,造成安装困难。加工400件,39件出现问题(MZ7104-0220)
①加工时,没注意零件具体情况(内孔没铣,不均匀),定坐标方法没掌握好,导致质量不稳定;
②师傅没及时发现新员工加工零件出现的问题,导致质量问题;
新员工对不合格的39件进行返工(师傅重新调坐标),返工时没出现以上情况。
镶条钻点方法不对,造成点角度与安装角度不一致,锁紧螺丝后镶条不平行
已装配成品进行返修,将镶条反面安装,先安装再配钻,保证钻点角度与安装角度一致
先装配镶条再进行配钻
黎先安
成浩然
4
7月1日
60CL封边机输送链条有长一两节,也有短两三节,甚至五六节的(32条有3条出现此问题)
来料检验未按抽样标准检验,发现异常未做出拒收处理
高翔
谢泽球
25
7月31日
推台锯装配员工发现:调整铁(MJ263-0602)与护板座(MJ263-0603)卡不到位,安装不了---领料16个,有6个安装不了。
①经检验护板座没问题,问题出在调整铁,②图纸要求调整铁宽度是45MM,实际前后宽度加工不均匀,导致无法安装
将不合格的调整铁退回仓库,重新领6个合格品。
谢泽球
黎先安
2
7月1日
7421B箱体与电器安装板孔位不对(有品质员要求只安装三个螺丝)
箱体焊接时孔位偏;品检员用拉尺进行测量,测量误差太大,不能满足精度要求
现场已对生产部件进行配装
由品质工程师设计检具对箱体螺丝孔位置进行检验。(7月13日检具已做好,给到品检员)
成浩然
秦振伟
3
7月1日
电机拖板与中轴板磨合镶条配合不平行,电机拖板螺母未锁紧
21
7月29日
7月29日装配员工发现:气缸座连接法兰,槽打偏,造成安装困难。加工400件,39件出现问题(MZ7104-0220)
①加工时,没注意零件具体情况(内孔没铣,不均匀),定坐标方法没掌握好,导致质量不稳定;
②师傅没及时发现新员工加工零件出现的问题,导致质量问题;
新员工对不合格的39件进行返工(师傅重新调坐标),返工时没出现以上情况。
镶条钻点方法不对,造成点角度与安装角度不一致,锁紧螺丝后镶条不平行
已装配成品进行返修,将镶条反面安装,先安装再配钻,保证钻点角度与安装角度一致
先装配镶条再进行配钻
黎先安
成浩然
4
7月1日
60CL封边机输送链条有长一两节,也有短两三节,甚至五六节的(32条有3条出现此问题)
来料检验未按抽样标准检验,发现异常未做出拒收处理
高翔
谢泽球
25
7月31日
推台锯装配员工发现:调整铁(MJ263-0602)与护板座(MJ263-0603)卡不到位,安装不了---领料16个,有6个安装不了。
①经检验护板座没问题,问题出在调整铁,②图纸要求调整铁宽度是45MM,实际前后宽度加工不均匀,导致无法安装
将不合格的调整铁退回仓库,重新领6个合格品。
谢泽球
黎先安
2
7月1日
7421B箱体与电器安装板孔位不对(有品质员要求只安装三个螺丝)
箱体焊接时孔位偏;品检员用拉尺进行测量,测量误差太大,不能满足精度要求
现场已对生产部件进行配装
由品质工程师设计检具对箱体螺丝孔位置进行检验。(7月13日检具已做好,给到品检员)
成浩然
秦振伟
3
7月1日
电机拖板与中轴板磨合镶条配合不平行,电机拖板螺母未锁紧
制程品质异常汇总明细表

48 46 47 48 49 47 48 49 50 48 49 50 51 49 50 51 52 50 51 52 53 51 52 53 54 52 53 54 55 53 54
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
90 91 92 93 91 92 93 94
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
制程品质异常汇总明细表 异常现象 原因分析
表 改善对策 责任人 回复日期 预计完 成时间 效果确认 追踪人
87 88 89 90 86 87 88 89 90 91 87 88 89 90 91 92 88 89 90 91 92 93 89 90 91 92 93 94 90 91 92
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
品质部异常统计总表参考格式
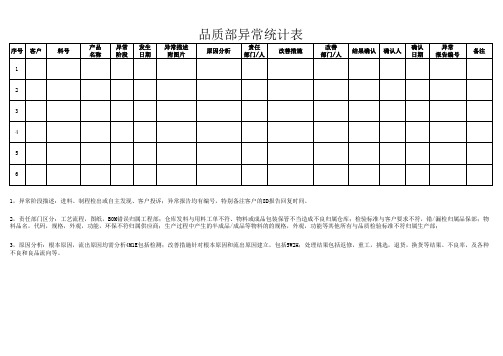
1,异常阶段描述:进料、制程检出或自主发现、客户投诉;异常报告均有编号,特别备注客户的8D报告回复时间。
2,责任部门区分:工艺流程,图纸,BOM错误归属工程部;仓库发料与用料工单不符、物料或成品包装保管不当造成不良归属仓库;检验标准与客户要求不符,错/漏检归属品保部;物料品名,代码,规格,外观,功能,环保不符归属供应商;生产过程中产生的半成品/成品等物料的的规格,外观,功能等其他所有与品质检验标准不符归属生产部;
3,原因分析:根本原因,流出原因均需分析4M1E包括检测;改善措施针对根本原因和流出原因建立,包括5W2H;处理结果包括返修,重工,挑选,退货,换货等结果。
不良率,及各种不良和良品流向等。
产品品质异常记录表

时间
客户
品名规格
不良造成原因
4月3日 BZHCHI
ø2.0*21.5 冠簧母插
17.5收口管体长度短
产品品质异常记录表
产品状态以及解决方案 包装部边挑选边收口
后续跟进方案 图纸更新,操作员清楚
已与方强沟通了解(图纸 以后着重标记收口距离)
是否流出 无
备注 责任:自动车床
责任人(跟 进人)
4月7日 XUZHOUMK
4月15日 YASI
鼻托五金组件
客户发现几个焊接不良脱 落
退回全检1.2W中出现600个焊接隐患产品
内部更换了焊接厂方,试 焊接3000个
是
后续抽检时应提起警惕,特别是每一批必 须抽检部分确认。
4月15日 TENGMEI
AMP端子
绝缘漆脱落
退回返工
包装部韦秋英知悉
是
包装未放气,导致产品运输中碰撞掉漆
针
插针头部一截短
产品由电镀厂1W直接发给朗通注塑,然后交给 退回货挑选,另外决定以 奔展驰,多的带回我们厂,被QC发现,已迅速 后电镀前抽检尺寸
是
与练沟通说模具爆,操作4月14日
GUANGY
电极柱3.0*11.1
柱主体3.6宽度的位置, 超出公差有长有短
出货等待反馈
4月22日 QIANHE
黑赛钢套
台阶处外径12.7偏大到 13.0
退货,挑选,已经出货
暂未接到客户继续投诉
是
后续产品生产中必须使用客户寄过来的治 具进行装配确认。
质量问题切勿抱有事不关己高高挂起的心态,处于产品制程中的每一个人都应该提起警惕!互相监督!有则改之无则勉之。(在后续的统计中出现相同的问题,视情节轻重将会给予当事人处罚!)
客户
品名规格
不良造成原因
4月3日 BZHCHI
ø2.0*21.5 冠簧母插
17.5收口管体长度短
产品品质异常记录表
产品状态以及解决方案 包装部边挑选边收口
后续跟进方案 图纸更新,操作员清楚
已与方强沟通了解(图纸 以后着重标记收口距离)
是否流出 无
备注 责任:自动车床
责任人(跟 进人)
4月7日 XUZHOUMK
4月15日 YASI
鼻托五金组件
客户发现几个焊接不良脱 落
退回全检1.2W中出现600个焊接隐患产品
内部更换了焊接厂方,试 焊接3000个
是
后续抽检时应提起警惕,特别是每一批必 须抽检部分确认。
4月15日 TENGMEI
AMP端子
绝缘漆脱落
退回返工
包装部韦秋英知悉
是
包装未放气,导致产品运输中碰撞掉漆
针
插针头部一截短
产品由电镀厂1W直接发给朗通注塑,然后交给 退回货挑选,另外决定以 奔展驰,多的带回我们厂,被QC发现,已迅速 后电镀前抽检尺寸
是
与练沟通说模具爆,操作4月14日
GUANGY
电极柱3.0*11.1
柱主体3.6宽度的位置, 超出公差有长有短
出货等待反馈
4月22日 QIANHE
黑赛钢套
台阶处外径12.7偏大到 13.0
退货,挑选,已经出货
暂未接到客户继续投诉
是
后续产品生产中必须使用客户寄过来的治 具进行装配确认。
质量问题切勿抱有事不关己高高挂起的心态,处于产品制程中的每一个人都应该提起警惕!互相监督!有则改之无则勉之。(在后续的统计中出现相同的问题,视情节轻重将会给予当事人处罚!)
制程品质异常汇总明细表(xls页)

88
#DIV/0!
89
#DIV/0!
85
#DIV/0!
86
#DIV/0!
87
#DIV/0!
88
#DIV/0!
89
#DIV/0!
90
#DIV/0!
86
#DIV/0!
87
#DIV/0!
88
#DIV/0!
89
#DIV/0!
90
#DIV/0!
91
#DIV/0!
87
#DIV/0!
88
#DIV/0!
89
#DIV/0!
50
#DIV/0!
51
#DIV/0!
52
#DIV/0!
53
#DIV/0!
54
#DIV/0!
55
#DIV/0!
56
#DIV/0!
57
#DIV/0!
58
#DIV/0!
59
#DIV/0!
60
#DIV/0!
61
#DIV/0!
62
#DIV/0!
63
#DIV/0!
64
#DIV/0!
65
#DIV/0!
66
#DIV/0!
15
#DIV/0!
16
#DIV/0!
17
#DIV/0!
18
#DIV/0!
19
#DIV/0!
20
#DIV/0!
21
#DIV/0!
22
#DIV/0!
23
#DIV/0!
24
#DIV/0!
25
#DIV/0!
26
#DIV/0!
制程异常统计表

制程-品质异常
16
13
14
10
10
6
5月
6月
7月
8月
9月
10月
11月
发行件数 待解决
12月
品质异常问题点细化:
类别 钣金类
显示屏 M3螺丝
责任部门 发生次数
问题点
1)Y盖板铆柱滑丝4pcs(蓝色拆机返工物
料);
品质部 采购部
2)Z轴钣金焊件焊接不良(来料没检直接入 4 库);
3)Y盖板尾部螺丝易脱落和扭限位开关是铆
10%
直线轴 承; 1;
10%
喷头支 座; 1;
10%
整机测试
品质部 生产部
1 在测试调五点平台成斜角偏差1-3MM;
喷头支座
品质部 采购部
1 喷头支座1导风嘴螺丝容易滑丝
M3螺丝; 1; 10%
显示屏; 1; 10%
钣金类; 4; 40%
; 1; 10%
合计
10
XXXX年度-品质异常单
Month (月)
分类 月份 1月
2月
3月
4月
5月
6月
7月
8月
9月
10月
11月
12月
合计
发行件数
18
4
11
10
6
10
16
13பைடு நூலகம்
14
10
112
已解决
18
3
10
9
6
10
14
12
14
10
106
待解决
0
1
1
1
0
0
2
1
品质异常统计表参考模板
21
7月29日
7月29日装配员工发现:气缸座连接法兰,槽打偏,造成安装困难。加工400件,39件出现问题(MZ7104-0220)
①加工时,没注意零件具体情况(内孔没铣,不均匀),定坐标方法没掌握好,导致质量不稳定;
②师傅没及时发现新员工加工零件出现的问题,导致质量问题;
新员工对不合格的39件进行返工(师傅重新调坐标),返工时没出现以上情况。
镶条钻点方法不对,造成点角度与安装角度不一致,锁紧螺丝后镶条不平行
已装配成品进行返修,将镶条反面安装,先安装再配钻,保证钻点角度与安装角度一致
先装配镶条再进行配钻
黎先安
成浩然
4
7月1日
60CL封边机输送链条有长一两节,也有短两三节,甚至五六节的(32条有3条出现此问题)
来料检验未按抽样标准检验,发现异常未做出拒收处理
廖建忠
谢泽球
序
日期
异常问题点
原因分析
处理措施
预防措施
责任人
跟踪人
备注
20
7月28日
7月26日推台锯装配员工发现:横向尺挡板孔位,图纸要求是对中打孔(6.5mm),实际没达到要求,孔位打偏、加宽。造成安装困难。(MJ2631102C)221件
①新员工用工装加工时,操作不熟练,出现打滑、打偏的现象②师傅没及时发现新员工加工零件出现问题,导致批量问题;
吸尘糟皮带密封效果不好,导致吸尘效果不理想
-------
①把纤维皮带换成橡胶皮带(橡胶皮带密封效果比纤维皮带好);②把吸尘管接口改成移动式(接触口低于吸尘糟)---经检验后,改良后的吸尘效果比以前好很多
王斯炎
余波
12
7月15日
推台锯MJ263-0317C行程开关安装板孔位不对
7月29日
7月29日装配员工发现:气缸座连接法兰,槽打偏,造成安装困难。加工400件,39件出现问题(MZ7104-0220)
①加工时,没注意零件具体情况(内孔没铣,不均匀),定坐标方法没掌握好,导致质量不稳定;
②师傅没及时发现新员工加工零件出现的问题,导致质量问题;
新员工对不合格的39件进行返工(师傅重新调坐标),返工时没出现以上情况。
镶条钻点方法不对,造成点角度与安装角度不一致,锁紧螺丝后镶条不平行
已装配成品进行返修,将镶条反面安装,先安装再配钻,保证钻点角度与安装角度一致
先装配镶条再进行配钻
黎先安
成浩然
4
7月1日
60CL封边机输送链条有长一两节,也有短两三节,甚至五六节的(32条有3条出现此问题)
来料检验未按抽样标准检验,发现异常未做出拒收处理
廖建忠
谢泽球
序
日期
异常问题点
原因分析
处理措施
预防措施
责任人
跟踪人
备注
20
7月28日
7月26日推台锯装配员工发现:横向尺挡板孔位,图纸要求是对中打孔(6.5mm),实际没达到要求,孔位打偏、加宽。造成安装困难。(MJ2631102C)221件
①新员工用工装加工时,操作不熟练,出现打滑、打偏的现象②师傅没及时发现新员工加工零件出现问题,导致批量问题;
吸尘糟皮带密封效果不好,导致吸尘效果不理想
-------
①把纤维皮带换成橡胶皮带(橡胶皮带密封效果比纤维皮带好);②把吸尘管接口改成移动式(接触口低于吸尘糟)---经检验后,改良后的吸尘效果比以前好很多
王斯炎
余波
12
7月15日
推台锯MJ263-0317C行程开关安装板孔位不对