生产工艺 乙醇回收工艺流程
乙醇回收工艺验证
乙醇回收工艺验证目录1.目的与范围2.背景2.1验证小组2.2验证类型3.工艺描述3.1工艺流程图3.2工艺设备4.关键工艺参数5.验证要求6.验证计划7.验证报告的要求8.小结与总结9,修改和补充附录:A.批生产记录B.设备及仪器校准证明C.小结与总结D.补充和修改1目的和范围1.1目的本方案的目的是证明XXXX岗位生产操作中用的乙醇按《XXXX生产工艺规程》所规定的回收(蒸锵)工艺参数和工艺过程测试参数,能始终如一地生产出符合本公司原辅料质量标准的乙醇,并证明回收后的乙醇的使用期限,这将通过在车间内乙醇回收岗位开始生产的前三个连续回收批次来完成工艺参数、工艺过程测试和成品测试数据收集、审核、总结。
本方案将证明乙醇回收生产工艺能始终如一地生产出符合本公司原辅料质量标准的乙醇,以保证主生产工艺的产品质量,其生产工艺是可接受的。
1.2范围XXXX产品生产过程中用于生产后的回收乙醇。
2.背景XXXX产品是经过许多年的生产实践不断修改,不断完善起来的成熟工艺。
我公司于XXXX年通过了GMP认证。
由于市场需求,我们在原有的基础上进行了改造和更新,为了保证人民用药安全和工艺的重现性和可靠性需要做验证。
此验证方案的成功完成将有助于证明该工序的重现性和可靠性所有三批前验证所用的原辅料都符合其质量标准,本验证方案将根据下述文件进行生产,并进行工艺过程测试和成品测试。
文件名称编码XXXX工艺规程乙醇蒸馆岗位操作规程乙醇蒸锵生产记录乙醇质量标准乙醇检验操作规程2.1验证小组成员技术部负责工艺验证方案的起草,并负责全面协调各项验证活动,收集、审核验证批次的工艺数据,审核和报告所有验证批的制造结果。
车间主任负责审核验证方案,并保证每批产品的生产过程严格遵循批准生效的相关操作规程和技术文件。
技术部负责人负责审核验证方案,并负责在验证过程中提供技术支持和服务。
生产部负责审核验证方案,并负责在公用系统方面提供保障。
QC负责审核验证方案,并负责验证样品检验和报告检验结果。
化学合成乙醇生产工艺

化学合成乙醇生产工艺乙醇(C2H5OH)是一种常用的有机化合物,在实际应用中有广泛的用途,例如作为溶剂、燃料和酒精等。
下面介绍一种化学合成乙醇的生产工艺。
一、原料准备乙醇的生产通常使用乙烯(C2H4)和水(H2O)作为原料。
乙烯是由石油炼制过程中得到的,可以通过蒸馏和精炼等过程进行净化。
水则需要经过脱盐处理,以去除其中的杂质。
二、催化剂的使用合成乙醇的关键步骤是将乙烯与水反应生成乙醇。
为了加快反应速度和提高产率,通常使用酸性催化剂,如磷酸(H3PO4)或硫酸(H2SO4)。
这些催化剂可以促使乙烯与水发生加成反应,生成乙醇。
三、加热反应在反应开始之前,需要将乙烯和水加热至适当的温度。
这可以增加反应速率和产量。
通常,反应温度在150-300℃之间。
在此温度下,乙烯和水发生加成反应,生成乙醇。
四、反应体系为了提高乙醇的产率,可以在反应体系中添加一些辅助剂。
例如,可以加入甲醇(CH3OH)或亚砜((CH3)2SO)。
这些辅助剂可以在反应中起到溶剂的作用,促进反应发生。
五、反应装置反应装置通常采用连续流程,以提高生产效率。
典型的反应器有管式反应器和固定床反应器。
在管式反应器中,乙烯和水通过管道连续流动,与催化剂接触并发生反应。
在固定床反应器中,则将乙烯和水喷洒到固定床上,通过床层与催化剂接触。
六、产品回收在反应结束后,乙醇和产物混合物需要进行分离和纯化。
分离过程通常包括蒸馏、萃取和结晶等步骤,以获取纯度高的乙醇。
这是一种化学合成乙醇的典型工艺流程。
在实际应用中,工艺条件和催化剂的选择可能有所不同。
此外,还可以通过其他方法生产乙醇,如生物发酵和燃料乙醇生产工艺。
乙醇回收操作方法

乙醇回收操作方法
乙醇回收是指将含有乙醇的混合物通过一系列的操作步骤,将乙醇从混合物中分离出来并进行收集。
以下是常见的乙醇回收操作方法:
1. 蒸馏法:将混合物加热至乙醇沸点,将乙醇蒸发出来,再通过冷凝器将乙醇气体冷凝成液体,最后可将收集的乙醇进行过滤、净化等处理。
2. 分离漏斗法:将混合物液体放入分离漏斗中,在漏斗中分离出乙醇和水两层液体,倒出乙醇层液体进行后续处理。
3. 溶剂萃取法:使用溶剂将混合物中的乙醇与其他物质分离开来,再通过加热或蒸馏将乙醇从溶剂中提取出来。
4. 逆流蒸馏法:将混合物液体通过装有填料的塔柱进行逆流蒸馏,乙醇会被提取到塔顶,再进行净化和收集。
以上方法都需要根据具体情况进行调整,以达到更好的乙醇回收效果。
乙醇回收操作规程

乙醇回收本岗位将反应岗位生产的“酯化水”用蒸馏塔分别分离出苯、乙醇予以回收,排出废水。
1、工艺原理酯化反应过程中产生的酯化水是乙醇、苯、水的三元溶液。
当加热蒸馏时,开始蒸出的是三元恒沸物,在冷凝器中全凝后呈现二相,含少量水分的“油相”和含少量苯的“水相”,二相混合在一起呈现乳白色,全部回收在苯计量槽中,静置分层,放去下层水,上层即为苯。
当酯化水中的苯被全部蒸馏出后,蒸馏塔内上升的气体是乙醇与水的混合蒸汽,与自上淋下的回流液体发生物质传递作用,气体中的高沸点组分水,部分转移到液体中,液体中的低沸点组分乙醇,部分转移到气体中,由于这种物质传递作用,在蒸馏塔内,气体中低沸点组分含量,塔顶高于塔底;液体中高沸点组分含量,塔底高于塔顶,就这样,塔顶蒸出乙醇含量较高的乙醇、水混合蒸汽,冷凝后即为回收乙醇,从其中引出一部分,返流入塔内,称“回流液”。
塔顶蒸出乙醇含量的高低,主要取决于回流量的大小,回流量越大,塔顶乙醇含量越高;反之,乙醇含量越低,但是回流量越大作为产品回收乙醇的那部分数量就越少,完成蒸馏相同数量的酯化水的时间就越长,因而控制回流比(回流量与产品量之比)是操作的关键,前期用全回使塔顶乙醇含量合格,再适当降低回流比。
中后期再逐渐提高回流比,尽量多蒸出些乙醇,降低废水中乙醇含量。
蒸馏时间长短(在设备、酯化水数量、冷却水量相同条件下)主要取决于蒸汽压力的大小及回流比的大小,蒸汽压力太小,酯化水蒸发量小,大大低于蒸馏塔,冷凝器的处理能力,蒸馏时间将大大延长。
蒸馏压力太大,超过了蒸馏塔的能力,将使用回收乙醇含量大大降低;超过了冷凝器的冷凝能力,将造成喷料损失,在蒸馏各段时间控制适当的蒸汽压力,将即使回收乙醇含量合格,又可较快完成蒸馏。
当塔釜温度>99℃,塔顶温度>95~98℃时乙醇含量已极小,结束蒸馏。
二、工艺控制指标(1)每次投酯化水1500—2000kg(2)塔顶温度 <80℃(78℃)(3)塔底温度 95~98℃残液温度 >99℃结束蒸馏三、质量指标回收乙醇含量≥90%苯、乙醇回收重量>35%*投入酯化水重量。
中药醇提过程中回收乙醇的处理工艺与质量控制

中药醇提过程中回收乙醇的处理工艺与质量控制
中药醇提过程中回收乙醇的处理工艺与质量控制涉及以下几个方面的内容:
1. 工艺设计:根据中药醇提的具体工艺流程和操作条件设计乙醇的回收处理工艺,包括回收设备的选择、操作参数的确定等。
2. 分离与回收:采用适当的分离技术进行乙醇的回收,常用的方法包括蒸馏、萃取、膜分离等。
通过对溶剂的蒸馏、萃取等过程进行控制,实现对乙醇的分离与回收。
3. 废液处理:根据中药醇提过程产生的废液的特性进行处理。
一般来说,废液中会包含一定量的有机物及其他残留物质,需要通过酸、碱、沉淀等方法进行处理,以达到环境保护的要求。
4. 质量控制:对回收的乙醇进行质量控制,包括乙醇的浓度、纯度、杂质含量等参数的监测与控制。
可以通过色谱、质谱等分析技术进行分析与检测,确保乙醇的质量符合要求。
此外,为了确保回收乙醇的质量,在整个回收过程中需要注意以下几个方面的工艺控制和质量控制:
1. 温度控制:合理控制回收设备的温度,使得乙醇能够按照预期的萃取、蒸发速率进行分离和回收。
2. 操作参数控制:控制回收设备的操作参数,如流速、压力等,以保证回收过程中的各个环节的运行稳定和正常。
3. 废液处理控制:废液处理过程要严格控制,确保废液的无害化处理,以防止对环境产生污染。
4. 杂质控制:按照相关标准和要求,对回收乙醇进行杂质监测与控制,确保乙醇的纯度达到要求。
5. 设备清洁和维护:定期对回收设备进行清洗和维护,保障设备的正常运行和回收乙醇的质量。
总之,中药醇提过程中回收乙醇的处理工艺与质量控制需要综合考虑工艺设计、回收分离方法、废液处理、质量控制等方面的内容,以达到回收乙醇高效、环保和质量稳定的要求。
回收乙醇的方法

回收乙醇的方法乙醇,也被称为乙醇酒精,是一种常见的有机化合物,广泛应用于工业生产和日常生活中。
随着对可再生能源的需求不断增加,乙醇的生产和回收变得越来越重要。
本文将介绍一些常见的回收乙醇的方法,希望能够对相关领域的科研工作者和生产从业者有所帮助。
首先,蒸馏是一种常见的回收乙醇的方法。
蒸馏是利用液体混合物中各成分的沸点差异进行分离的物理方法。
在回收乙醇时,可以利用乙醇和水的沸点差异,通过加热混合物使乙醇汽化,然后再冷凝乙醇蒸气,从而得到纯净的乙醇。
这种方法简单易行,但需要耗费一定的能源。
其次,膜分离技术也是一种常用的回收乙醇的方法。
膜分离技术是利用半透膜对混合物进行分离的方法。
在回收乙醇时,可以利用合适的半透膜,使得乙醇能够通过膜而水不能通过,从而实现乙醇和水的有效分离。
这种方法不需要加热,能耗较低,适用于对乙醇纯度要求较高的场合。
另外,吸附分离技术也可以用于回收乙醇。
吸附分离技术是利用吸附剂对混合物中的成分进行吸附分离的方法。
在回收乙醇时,可以选择合适的吸附剂,使得乙醇能够被吸附而水不能被吸附,从而实现乙醇和水的有效分离。
这种方法操作简便,适用于小规模生产和实验室研究。
最后,离心分离技术也是一种常用的回收乙醇的方法。
离心分离技术是利用离心力对混合物中的成分进行分离的方法。
在回收乙醇时,可以利用离心力使得乙醇和水分离,从而得到纯净的乙醇。
这种方法操作简单,但适用于小规模生产和实验室研究。
总的来说,回收乙醇的方法有很多种,每种方法都有其适用的场合和特点。
在实际应用中,可以根据具体情况选择合适的方法进行乙醇的回收。
希望本文介绍的方法能够对相关领域的科研工作者和生产从业者有所帮助,推动乙醇回收技术的进步和发展。
关于中药提取过程中乙醇的回收套用研究

关于中药提取过程中乙醇的回收套用研究发表时间:2020-09-03T12:01:46.740Z 来源:《健康世界》2020年13期作者:庞玺鑫[导读] 乙醇作为中药提取过程中的常用溶媒,使用范围很广泛摘要:乙醇作为中药提取过程中的常用溶媒,使用范围很广泛,并且使用量很大。
在中药的生产中,通过药渣加热和提取液浓缩对乙醇的回收,以及生产过程中乙醇直接套用,可以大大地降低药品生产成本。
对回收和套用工艺的探讨,能够更合理、更符合规范地去利用乙醇。
关键词乙醇;中药提取;回收;套用乙醇作为中药提取过程中常用溶剂,运用范围很广。
在2010版的中国药典所载的成方制剂和单味制剂中,140余种是经过醇沉工艺所得。
对于使用后的乙醇是否回收和套用,以及如何回收和套用,一直都是各大药厂讨论的焦点。
本文主要从回收需求、回收主要方法、除杂质方法等方面来阐述乙醇回收的重要性。
1、乙醇回收需求1.1节约成本的需求从使用量的角度,按照一个年投料量为1000t的醇提取中药车间,乙醇的使用量就是每年约需9000吨。
目前,新鲜乙醇的市场价格大约数千元/t,那每年光是乙醇使用的成本就是数千万元。
所以从药品生产原材料成本的角度,乙醇是需要回收使用。
1.2安全性的需求乙醇的危险特性是易燃,闪点低,燃烧时发生淡蓝色的火焰。
遇氧化剂铬酸、硝酸银、过氯酸盐等反应剧烈,有发生燃烧爆炸的危险。
其蒸汽与空气可形成爆炸性混合物,遇明火、高热,能引起燃烧爆炸。
在火场中,受热的容器有爆炸危险。
其蒸汽比空气重,能在较低处扩散到相当远的地方,遇明火会引着回燃。
从安全的角度,乙醇需要回收和套用。
1.3环境保护的需求乙醇废水是一种高浓度的有机废水,具有极高的污染负荷。
特点如下:1.3.1悬浮物含量高。
1.3.2废水COD高达(2~3)万,包括悬浮固体、溶解性COD和胶体,有机物占93%~94%,无机物占6%~7%,有机物的成分是碳水化合物,其次是含氮化合物,生物菌和未分解的产品。
酒精回收工艺流程说明
酒精回收工艺流程介绍
一、酒精回收工序:
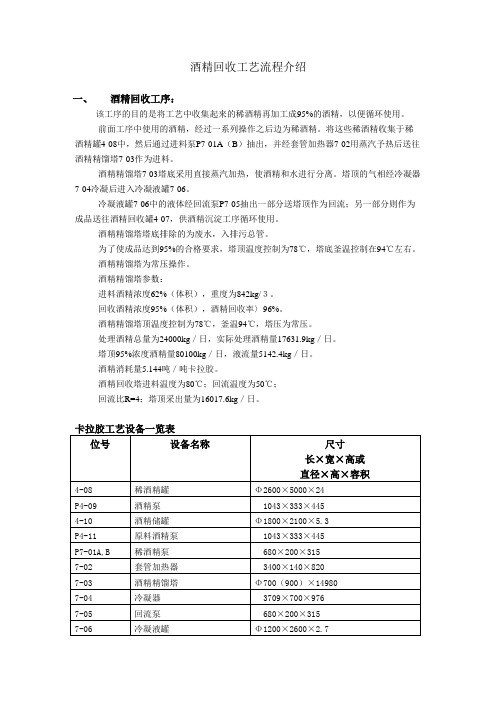
该工序的目的是将工艺中收集起来的稀酒精再加工成95%的酒精,以便循环使用。
前面工序中使用的酒精,经过一系列操作之后边为稀酒精。
将这些稀酒精收集于稀酒精罐4-08中,然后通过进料泵P7-01A(B)抽出,并经套管加热器7-02用蒸汽予热后送往酒精精馏塔7-03作为进料。
酒精精馏塔7-03塔底采用直接蒸汽加热,使酒精和水进行分离。
塔顶的气相经冷凝器7-04冷凝后进入冷凝液罐7-06。
冷凝液罐7-06中的液体经回流泵P7-05抽出一部分送塔顶作为回流;另一部分则作为成品送往酒精回收罐4-07,供酒精沉淀工序循环使用。
酒精精馏塔塔底排除的为废水,入排污总管。
为了使成品达到95%的合格要求,塔顶温度控制为78℃,塔底釜温控制在94℃左右。
酒精精馏塔为常压操作。
酒精精馏塔参数:
进料酒精浓度62%(体积),重度为842kg/3。
回收酒精浓度95%(体积),酒精回收率〉96%。
酒精精馏塔顶温度控制为78℃,釜温94℃,塔压为常压。
处理酒精总量为24000kg/日,实际处理酒精量17631.9kg/日。
塔顶95%浓度酒精量80100kg/日,液流量5142.4kg/日。
酒精消耗量5.144吨/吨卡拉胶。
酒精回收塔进料温度为80℃;回流温度为50℃;
回流比R=4;塔顶采出量为16017.6kg/日。