滚切式双边剪剪刃间隙调整的研究
钢板高质量剪切工艺的研究及生产应用
前 言
酒 钢 (集团 )宏 兴股份 公 司中板工 序滚 切式 双边剪设 备部 分是 由德 国西 马克 公 司 设计监 制 、中国一 重制造 ,电器控 制部 分是 由西 班牙 ABB公 司设 计 、调试 的 。本 设备 是一 台高 自动化水 平 、高剪切质 量 的钢板 剪切设 备 ,可以实 现钢板 纵 向的边 部剪 切 、 废边碎 断 ,在剪切 钢板侧 边 、定 宽 的过程 中.自始 自终都以钢板的高质量剪切为 目 标而进 行各 种控制 . 目的是确保成 品钢板 良好形 状 (板形 、直 角度等 )。通 过分析研 究 剪切工 艺 、剪 切原 理 ,在生 产应用 中采取 有 效 的剪 切断 口质量 控制 、剪切尺 寸精 度控 制等方 法 以及 切实 可行 的操作工艺 方法 是 实现钢板 高质 量剪 切的唯一 途径
3.1剪 刃间 隙的调 整
维普资讯
100
剪 切切 口质量 的好坏 .主要取决 于剪 刃间 隙调整 的正确与 否 ,间 隙过 大 ,会 造成 塌边 、毛刺 (如 图 1),被 剪切边 部 在送板 过 程 中弯 折 ,钻入 后夹送辊 与钢板 之间 ,造 成
维普资讯
2007年 第 3~4期 合刊
酒 钢 科 技
钢板 高质量剪切工艺 的研究及生产应用
宏 兴 公 司 杨 占廷 梁 立辉
摘 要 本文以中厚钢板的现场生产实践为基础。通过对影响滚切式双边剪剪切质量诸因素的
分 析 ,以及 剪 切 工艺 操 作 控 制 的分 析 ,将 理 论 根 据 、经 验 数 据 与 生 产 实践 结 合 起 来 ,总 结 、摸 索 出一 套 针 对 性 较 强 的 剪 切 l 工 艺 .形 成 了 生 产 现 场双 边 剪 剪 切作 业 遵 循 的 指导 原 则 。
滚切式定尺剪剪刃间隙调整的研究

\ r \ ]
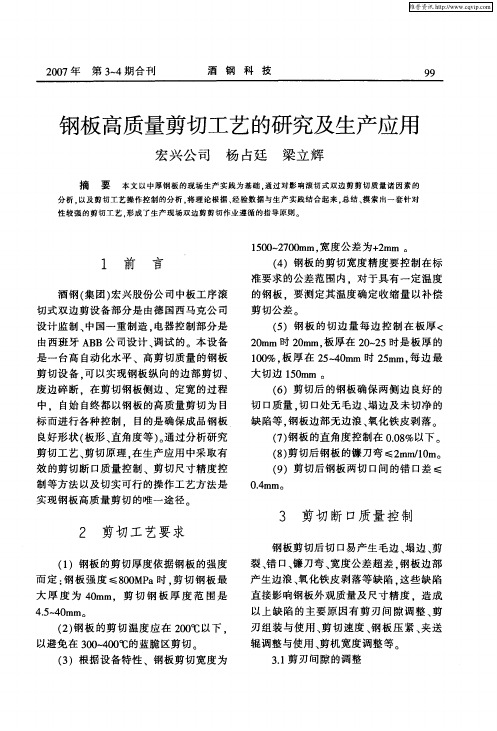
1 激 光 器 L ;2 上 剪 刃 ; 3 机 架 辊 ;4 位 移 传 感 一 s - - m
器 B ; 5 编 码 器 B ; 6 蜗 轮 、蜗 杆 ; 7 丝 杠 ; s 一 WL - ~ 8 电 机 MK ;9 斜 楔 ;1 一 下 剪 刃 ; 1一 光 帘 B V。 一 L m O l L
赵 天宇 ,于有 冬
摘要:介绍滚切式定尺剪剪 式定尺剪; 滚切 剪刃间隙; 斜楔挡块 ≯
j ,
中 类 T3 . 图分 号:G32 献 识 B文 编 l 3 3 1o oo o 3+ 1文 标 码: 章 号:6 — 5 ( ) 3 o 毒3 7 3 5 加l 一 7
于 4个斜 楔 滑板是 连在 一起 同时升 降 的 ,可 以将 其
在 调 整 剪 刃 间 隙 时 经 常 出 现 剪 刃 不 平 行 的 情 况 ,固 定侧 与移 动 侧 的 间隙 相 差 较 大 ,因为 同一
中一 个 或两个 斜楔 的 涡轮减 速机联 轴器 拆 开 ,单 独
盘 动相关 导板 单独 升降 ,同时测量 剪刃 间 隙的平行
理 论 上 剪 刃 间 隙调 整 范 围 一 般 为 0 ~ . 7mm。 4 但在 现 场剪 切 板 厚 5 5 m 时 ,调 整 范 围 只能 达 ~ 0m 到 0 ~ . 5mm。出 现偏 差 的主 要 原 因 ,一 是 前 面 板 4
上 的压 紧蝶 簧 过 紧 ,二 是 调 整 电机 功 率 偏 小 。所 以 ,要 将剪 刃 间隙调整 到设计 规定 范 围 ,首先 应调 整前 面板 上 弹簧 的调 整 螺栓 ,保证 弹 簧不 要 过 紧 , 使 得 几组 压 板 受 力 相 同 ,工作 面保 持 在 同一 平 面 内。如果斜 楔滑板 仍然 移动 困难 ,适 当增 大调 整 电
双边剪剪刃间隙调整问题的研究分析

0 前 言
滚 切式 双边 剪 是 宽厚板 生 产线 上精 整设 备 中 的 核 心设 备 。利 用三 轴 三偏心 运 动原 理进 行滚 切式 双 边 定宽 剪 切 , 集 定 宽剪 切 碎 边 碎 断剪切 和 收集 功 能
2 ) 剪 切 间 隙过小 时 , 剪 切 边 缘 会 出现 二 次 剪 切
面;
5一退 刀 装 置 ; 6一回拉 装 置 ; 7一支 架
图 1 结构 示意
为 了保 证 剪 切 边 缘 的 质 量 ,在 钢 板 剪 切 过 程 中 ,不 同的钢 板厚 度和 强度 需要 选取 不 同的剪 刃 间 隙值 。偏 心轴 、上 刀架 导 向滑架 与退 刀连 杆共 同构
如图 2 所示 。偏心轴通过电机马达带动旋转 , 从 而
Hale Waihona Puke 影 响间 隙调 整精 度 的机构 主要 包括 剪刃 间隙 调
度 高 。具 有剪 切 面平 直 、 光滑 、 无变 形 、 几何 精度 高 、 剪 切速 度 快 等 优 点 , 在 国 内钢 厂 应 用 越 来 越 广 泛 。 由于剪 切 质量 直接 影 响钢 板 断面 的外 观 质 量 , 会 对 产 品的市 场形 象造 成 很 大 的影 响 , 因 此 双边 剪 剪 切 质 量是 反 映双 边剪 使 用 状 况 的重 要 指 标 , 而剪 刃 间 隙是影 响 剪切 质 量 的的 重 要 因素 之 一 。 因此 , 掌握 剪 刃 间 隙调整 的原 理及 方 法对 提 高产 品 的剪切 质 量
接痕 、 塌边 、 压 痕 等缺 陷 , 主 要 是 由于 剪 刃 间 隙 不 合
适造成的, 有 以下 几种 情 况 :
滚切式双边剪钢板跑偏原因及对策魏德刚

滚切式双边剪钢板跑偏原因及对策魏德刚发布时间:2021-10-28T06:35:29.617Z 来源:《基层建设》2021年第22期作者:魏德刚[导读] 本文主要通过流体力学理论分析和轧钢厂中厚板分厂生产现场设备运维实践相互结合宝钢集团新疆八一钢铁有限公司新疆乌鲁木齐 830022摘要:本文主要通过流体力学理论分析和轧钢厂中厚板分厂生产现场设备运维实践相互结合,分析影响钢板跑偏的受力因素,系统阐述了可能导致滚切式双边剪跑偏的原因、相应技术对策及有效处理措施。
关键词:滚切式;双边剪钢板;跑偏一、造成钢板跑偏原因及其对策夹送辊调整不当造成钢板跑偏,夹送机双边输辊自动导向进给作为滚切式双边轧辊轧机双边剪削轧机的切剪的重要内部动力系统组成的一部分,不仅仅特别需要轧机能够直接实现剪切切割钢板在轧机双边轧辊剪切轧机切削过程运行中的高速导向循环自动导向进给,而且还特别需要能够实现轧机用于切削剪切钢板切割所用钢板的精确度和剪切夹辊导向;它直接地讲就会严重影响剪切切割钢板的精确度和剪切时的导向自动指令,正因为如此它对夹辊导向输送机轧辊的剪切导向自动调整也就因此从而显得至关重要。
如果产品采用高速夹具自动输送和轧辊的高速自动调整方式传动则其精度不能完全达到或满足不到它的设计性能要求,将导致钢板剪切时出现错口,台阶等缺陷,这些缺陷有些通过修磨能够进行处理,严重的将导致钢板直接判为可利用品。
经过对设计资料的分析研究与现场跟踪,提出以下对策解决夹送辊调整不当造成钢板跑偏:夹送机对辊剪切调整后的精度对达到双边钢板剪切的调整质量能否起到一个关键作用,能否完全保证钢板夹送机对辊剪切调整后的精度,直接严重影响整块钢板的双边剪切调整质量,夹送机对辊的剪切调整精度可以划分为平行度基准调整、挠度基准调整和钢板标高角度调整3个部分,这三个部分相辅相成,每一部分的剪切调整精度都会对其他部分剪切调整质量产生直接影响。
调整辊的送轴方法一般情况是夹辊螺栓下部先用手动齿轮水准仪对辊进行高度测量并经计算后得出所有夹辊切边用切削刀刃和剪刃上在夹辊上部的物体轴向表面的相对标高,然后螺栓上部利用电动齿轮千斤顶将手动齿轮下部在所有夹辊的物体送辊面和螺栓上部顶起,旋转下部的相对偏差标高后再转动上部调整辊的送轴螺栓,根据多年夹辊实践经验,螺栓每正反两个方向反复旋转一周,夹送在所有轮辊上的物体辊面相对标高就可能会发生变化2mm,调整后送辊螺栓自动使所有夹送在轮辊标高高度恢复水平放在轮辊原位,再用手动齿轮水准校和仪调整辊回复侧,确保所有下部的送辊面和夹送辊在轮胎的物体辊面相对标高相同,并且高度应不得高于所有夹辊切边用切削刀切柄剪刃和剪刃上夹辊物体相对表面5mm,相对偏差标高最低要求高度应不得小于0.5mm。
滚切式双边剪剪切相关问题分析
为了最大限度的减少剪切的准备时间, 主要涉及到七组提升臂装置和五组
移 钢装置 。 这 些装置都 是使 用液压 油缸启 动 , 各组之 间时相互 独立 , 可 以单独 作 业 和 同时作 业的 , 符 合7 0 0 (  ̄2 6 0 0 0 mm长度的 钢板 工序 要求 , 一 定要 确保 一块 钢 板正 在 剪切另 一 块钢板 进入 对 中 区域 。
( 二) 激 光 发 射 器 与 支 架 设 置
生产中会出现一些常见的普遍性问题 , 这些缺陷在很大程度上影响剪切质量和 生 产效 率 。 总 结起 来 , 主要 存在 以下缺 陷 : ( 一) 钢 板 容 易 发 生 跑 偏 滚切式双边剪剪切最容易出现的问题就是钢板在夹送辊运送时发生跑偏,
它的运动 轨迹 不平行于 主刀 , 或者碎 边 刀在没有碎 断板边 的前提 下而转 变了钢 板的运 动 路线 , 最 终导 致钢 板剪 切 断 日出现 问题 。
1 . “ 切 口” 问题
在双边剪前桥架上各设置一个激光发射器 , 并将下刀口作为基准定位, 确
保激光 线跟 相应 侧下 刀 口处 在 同一个 平面 内 , 并且垂 直 于水平 面 。 桥架 上移 动
[ 摘 要] 随着社会经济和科学技术的发展 , 市场对于宽厚板的外观和质量要求也 日益提高 , 而滚切式双边剪是确保宽厚板剪切平直、 光滑和高精度生产的 重要 设备 。 本文 主要概 述 了厚 板厂 滚切 式双 边剪 , 并分析 了滚 切 式双边 剪剪 切 的常见 问题 , 并提 出 了提 高 双边 剪剪 切效 率 的对策 。 [ 关键词] 滚切 式 双 边剪 , 剪切 效率 , 钢 板 质量 中图 分类号 : T G 3 3 3 . 2 1 文献标 识码 : A 文 章编 号 : 1 0 0 9 ~9 1 4 X( 2 0 1 4 ) 4 2 — 0 1 1 4 - 0 1
三轴传动滚切式双边剪设计与优化

《中国重型装备》CHINA HEAVY EQUIPMENTNo.2 April2021设计计算+三轴传动滚切式双边剪设计与优化陈伦树(二重(德阳)重型装备有限公司,四川618013)摘要:介绍了滚切式双边剪的主要技术参数、结构特征及选型,并且介绍了优化后的双边剪的主要技术特点及使用效果,优化技术参数后,剪切节奏加快,切口表面质量提高°关键词:中厚板;剪切线;三轴传动;滚切式双边剪中图分类号:TG333.2*1文献标志码:BDesign and Optimization of Roll Cutting Type Double-side Sheersby Three-oxial TransmissionChen LunshuAbstract:Main technicol parameters,structural characteristics and model selection of rail cutting type double-side shears have been descriied,furthermore main technical features and operation effects of the optimized shears have been illustrated te^8X2-faster shearing frequency and bettea cut surface qualitp with optimized technical parameters.Key wordt:medium thick plates;shearing line;three-axial transmission;so II cutting type double-side shears自20世纪90年代我国从德国引进三轴传动滚切式双边剪以来,逐步取代老旧的钏刀式双边剪,成为国内使用最多的主流机型。
滚切式定尺剪剪刃间隙调整机构原理及改造

滚切式定尺剪剪刃间隙调整机构原理及改造作者:徐向岐来源:《卷宗》2016年第06期摘要:滚切式定尺剪的剪刃间隙调整机构是由一台变频电机、四套蜗轮机构、四根丝杠、四组楔块组和四组弹簧装置组成,电机带动动蜗轮机构,蜗轮旋转带动与蜗轮装配的丝杠做垂直运动,丝杠的另一端与楔块组的移动楔块连接,弹簧压紧装置紧压着上刀架,消除了上刀架与楔块之间的间隙。
当丝杠做垂直运动时,带动移动楔块做垂直运动,通过改变楔块组的厚度,改变上刀架水平方向的距离,从而达到调整剪刃间隙的目的。
通过对定尺剪滑板和键的改造,提高滑板和键的使用寿命,降低定尺剪设备故障。
关键词:定尺剪;滑板;键1 剪刃间隙调整机构机械运动原理滚切式定尺剪的剪刃间隙调整机构主要由一台变频电机、四套蜗轮机构、四根丝杠、四组楔块组和四组弹簧装置组成,它是滚切式定尺剪一个重要的组成部分。
它与定尺剪的机架、减速箱、前面板、弹簧压紧装置共同作用,才能达到调整定尺剪上下剪刃之间距离的目的。
定尺剪的剪刃间隙调整机构机械运动原理如图1-a和图1-b所示:定尺剪两侧的机架(4)是固定在地面基础上的,机架(4)把减速箱(5)、下剪台和前面板(7)固定在一起,形成一个稳固的不动体,下剪刃(12)安装在下剪台里,故下剪刃也是固定不动的,为了调整上下剪刃之间的距离,即剪刃间隙,就要求上剪刃(13)能够在水平方向上移动,而剪刃间隙调整机构与定尺剪各个装置共同作用,就可以达到调整定尺剪上下剪刃之间距离的目的。
由电机(1)带动与电机连接的齿轮箱,齿轮箱通过联轴器(3)带动蜗轮机构(2),蜗轮旋转带动与蜗轮装配的丝杠(6)做垂直运动,丝杠(6)的另一端通过螺母(18)与楔块组的移动楔块(17)连接,弹簧压紧装置紧压着上刀架(14),消除了上刀架(14)与楔块之间的间隙。
当丝杠(6)做垂直运动时,带动移动楔块(17)做垂直运动。
由于弹簧压紧装置紧压着上刀架,上刀架紧压着带键楔块(16),所以移动楔块(17)的垂直运动,改变了由带键楔块(16)和移动楔块(17)组成的楔块组的厚度,即改变了上刀架水平方向的距离,从而达到了调整剪刃间隙的目的。
滚切式双边剪剪刃间隙精度控制的探讨

Kew rs K i a , dut et P ae s eiin y od nf gp A js n, a l lm dv t e m r li ao
0 前言 滚切式 双边 剪 是 中厚 板 剪 切线 的关键 设 备 ,
边 缘 不 均 匀 , 切 接 痕 明显 , 至 出现 台阶 和 缺 剪 甚
轴运 动进行 反 馈控 制 的编码 器 。偏 心 轴 、 刀架 上 导 向滑架 与 退 刀连 杆 共 同构 成 1个 曲柄 摇 杆 机 构 , 过偏 心轴 的角 度 改变 上 刀 架导 向滑 架 的倾 通 斜角 度 , 现剪刃 间隙值 的调整 , 图 1所示 。其 实 如
・
3 4
镑 j 第 2期 8卷 21 02年 4月
宽嬉缀
l DE A—D i tEAVY PLA1
r
i 8. )2 1 N .
 ̄ rl 2 2 pi 01
滚 切 式双 边剪 剪 刃 间隙精 度控 制 的探 讨
成利华
( 海交通大学) 上
摘
要
双边剪剪刃 间隙精度是影响双边剪切边质量 的主要原 因之一 , 剪刃间隙精度主要是指 剪刃 间隙
po l s uha isfcet nf gpajs et ag dpo a l lm acr ya e s ecutr esrs r e c s nu in ki a dut n r ea or r li cua w la onem aue bm s i e m n n p aes cs l t h
Ab t a t T e k i a c u a y o o b e—sd mmi g s e ri o eo ek y fco nl e cn h ut g sr c h nf g p a c r c f u l e d i et i r n h a n f h e tr ifu n i gt e c t n s t a s i q ai .T e k i a c u a y rf r t h i e e c ewe n t e k i a et g v l e a d k i a a al l m. u l y h nf g p a c r c e es o t e df r n e b t e h n f g p st n au n nf g p p r l i t e e i e es
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( a g a gHe v lt l, in tn41 1 1 C ia Xin g n a yP aeMi X a ga 1 0 , h n ) l
●◇ ●◇ ●◇ ●◇ ●◇ ●0 ●◇ ●◇ ●◇ ●◇ ●◇ ●0 ●◇ ●◇ ●0 ●◇ ● <> ●◇ ●◇ ●◇ ●◇ ●◇ ●◇ ●◇ ●◇ ●( ) ●0 ●◇ ● 、 >● ◇ 。 ●◇ ●◇ ●◇ ●◇ ●◇ ●◇ ●◇ ●◇ ●
连杆的上下动作 , 使活动导板可以上下移动。齿轮马达 时带动 调整装置显示装置的指针转动 , 可以显示任何时刻 的剪刃间隙大
3 剪刃间隙的调整的常见故障及处理
致 , 差较 大日 因为 同一 侧有 4个 平行 的滑 动 导板 , 外一 个 相 。 另
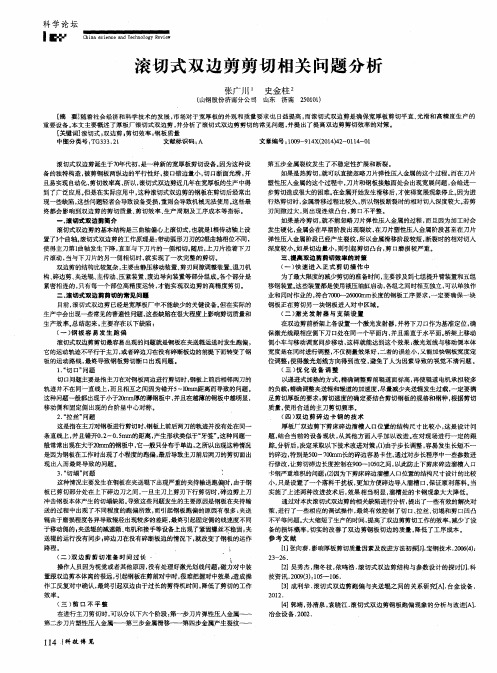
小 , 图 1 示 。从 图 1 以看 出 , 滑 动导 板 4下 降 时 , 滑 31剪 刃 间隙平行 度 问题 如 所 可 当右 左 . 动导 板 1 0同时 上 升 , 时上 刀 架 就往 左 移 动 , 刃 间 隙就 增 大 , 这 剪 剪刃 间隙 不平 行 , 要是 剪刃 间 隙 出现入 口与 出 口的间 隙不 主
b e a js et eirdcd Te a u cai dt e m n a r ce o t s po 一 6 l p a ut n a t ue , fir m hn m a eta tp o hs h e r d a g d m no r h le e s n h r e p a e b t f
d ut t v eec dr a l ad terl i s i o ba a a lt hc es nt rcs ajsm n e i n o e f u n h e t nh l eg dpaeti n s i ePo eso e d c t ao pf d p n k h f
要 。
(整机构 的原理
剪 刃 间隙 的调整 是利 用 齿轮 马 达驱 动 , 通过 涡 轮减 速机 带 动
图 1剪 刃 间 隙调 整机 构 简 图 l 整显 示 装置 2 轮减 速 机 3 杆 4右 滑动 导板 5 刀架 调 . 蜗 琏 . . 上 6固定 滑 块 7刀架 右 滑块 8 剪刃 9 剪刃 1 . 活动 导 板 . . . 上 . 下 0 左
鲁春 平 刘 明华 赵 解来
( 湘钢 宽厚 板厂 , 湘潭 4 1 0 ) 1 1 1
S u yo eb d a du t n froayd u l s e h a td fh l eg pa jsme to tr o b - i ds e r t a r e d
L h n pn , I n — u , HAO Je li U C u - ig L U Mi g h a Z i— a
【 要】 摘 滚切式双边剪剪'间隙是影响剪切质量的的最重要 因素之一。为了 3 7 对剪刃间隙 进行有效 6 6 调整, 在分析 了 滚切式双边剪剪刃间隙调整原理的基础上, 重点研究了剪刀间隙调整过程中出 现的剪刃 9 2 间隙平行度问 剪刃间隙 题、 调整范围问题、 剪刃间隙调整装置编码器故障及剪刃间隙与钢板厚度的关系,
2 b d a a uteth rb m b d g a l i d l e a js n r g db d a l e p d s n, e ol s l e a p aes a a p a ut ta e n ae p 2 a g j m t p e o a p r lm n b g d m n a l g f l d e
1 日 舀 J I
滚切式双边剪是宽厚板生产线上精整设备 中最重要 的设备 之一 , 双边剪的剪切质量直接影响钢板 的非计划率及成材率 , 特 别是钢板 的外观质量受到影 响,将对产品的市场形象造成很大 的影响。而剪刃间隙是影响剪切质量的的重要L 素之一 , 天 I 因此 , 掌握剪刃间隙调整 的原理及方法对提高产品的剪切质量非常必
提 出了这些 问题 所产生的故障机理及 处理方法。 5
5
关键词 : 双边剪; 剪刃间隙; 调整
9
;
【b rc T le a ora ul se e o t o prnf tsos a A sa 】h bd p ford b -ddhai n o h msi oat o frhr t t e a g ty o e i s r s ef e t t a r e m c
机 械 设 计 与 制 造
l4 2 文章 编 号 :0 13 9 ( 00)7 0 2 — 2 10 — 9 7 2 1 0 — 14 0
Ma h n r De i n c iey sg
&
Ma f c u e nu a t r
第 7期 21 0 0年 7月
滚切 式双边剪剪刃 间隙调整的研 究
iqat T .th b eg fcvl, sdo e rc l aa s tydul s e er6 uly o st l a eete b e nt i ie nl iora ob -i ds a i. e a p f i y a d h p np ysf or e d h
反之 , 剪刃间隙就减少 。
★来稿 日期 :0 9 0 — 6 20—90
l rppe e eos. a r d o
Ke o d : o be s e e rB a e a ; du t n yw r sD u l i ds a ; ld p A j s -d h g me t
2
中 图分 类号 : H1 ,N 4 文献标 识码 : T 6T 2 7 A