NCT汽车焊接夹具标准件手册
汽车焊接夹具完美版资料第二节 夹具设计要满足的要求和焊接种类
第二节夹具设计要满足的要求和焊接种类一、夹具的设计要满足焊接要求白车身是焊接出来的。
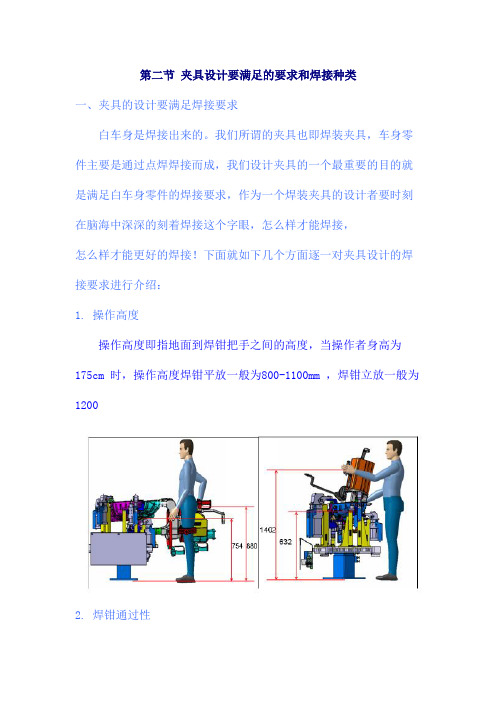
我们所谓的夹具也即焊装夹具,车身零件主要是通过点焊焊接而成,我们设计夹具的一个最重要的目的就是满足白车身零件的焊接要求,作为一个焊装夹具的设计者要时刻在脑海中深深的刻着焊接这个字眼,怎么样才能焊接,怎么样才能更好的焊接!下面就如下几个方面逐一对夹具设计的焊接要求进行介绍:1. 操作高度操作高度即指地面到焊钳把手之间的高度,当操作者身高为175cm 时,操作高度焊钳平放一般为800-1100mm ,焊钳立放一般为12002. 焊钳通过性焊钳的通过性是指焊钳在焊接时是否便于焊接,评判焊钳通过性好坏主要从以下几个方面来进行考虑:2.1尽可能少的进枪与退枪。
要满足上此要求,设计时就应考虑焊钳操作侧尽量少的定位器,尽量将定位器从另外一侧设计,在焊钳操作侧尽量留出焊接空间。
具体如下图所示:2.2焊接过程中容易焊接且不与夹具干涉要满足焊接过程中容易焊接且不与夹具干涉,设计时应尽量注意焊点附近的定位块与压块的设计,设计时定位块,压块尽最大可能的避开焊钳。
2.3操作者位置的考虑操作者的位置主要取决于焊枪的分布,哪侧更容易焊接,操作者在哪一侧,如果焊接时单侧一个操作者不能实现焊接,则需要在另外一侧增加操作者或者更改夹具的形式,改成旋转夹具。
另外焊接的操作侧也要考虑上下两个工位之间的工件放置方向!一般情况下上下两工位间的放置方向应该是相同的,操作者的位置也是相同的。
二.焊装夹具设计所涉及到的常用焊接方法分类及简单介绍:1. 点焊点焊通常分为双面点焊和单面点焊两大类。
双面点焊时,电极由工件的两侧向焊接处馈电。
典型的双面点焊方式是最常用的方式,这时工件的两侧均有电极压痕。
大焊接面积的导电板做下电极,这样可以消除或减轻下面工件的压痕。
常用于装饰性面板的点焊。
同时焊接两个或多个点焊的双面点焊,使用一个变压器而将各电极并联,这时,所有电流通路的阻抗必须基本相等,而且每一焊接部位的表面状态、材料厚度、电极压力都需相同,才能保证通过各个焊点的电流基本一致采用多个变压器的双面多点点焊,这样可以避免c 的不足。
车身焊装夹具介绍
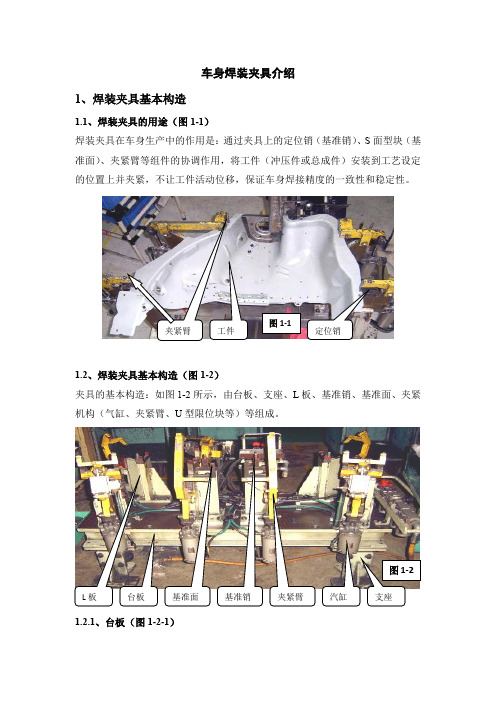
车身焊装夹具介绍1、焊装夹具基本构造1.1、焊装夹具的用途(图1-1)焊装夹具在车身生产中的作用是:通过夹具上的定位销(基准销)、S 面型块(基准面)、夹紧臂等组件的协调作用,将工件(冲压件或总成件)安装到工艺设定的位置上并夹紧,不让工件活动位移,保证车身焊接精度的一致性和稳定性。
1.2、焊装夹具基本构造(图1-2)夹具的基本构造:如图1-2所示,由台板、支座、L 板、基准销、基准面、夹紧机构(气缸、夹紧臂、U 型限位块等)等组成。
1.2.1、台板(图1-2-1)图1-2夹紧臂汽缸L 板支座基准面台板基准销图1-1夹紧臂 工件定位销用于安装夹具组件,上表面加工有坐标刻度线,用于夹具基准状况的检测(如:三座标检测仪检测用)。
b 、安装要求台面应处于水平状态(工艺设计要求倾斜放置的除外),安装时用测量仪、水平仪或透明胶管灌水检查校水平。
多台连线安装的夹具(特别是采用举升自动搬送的装置),同轴度和水平度、节距应符合设计要求。
c 、使用保养保持台面清洁、无焊渣、油污、灰尘附着、无分流烧伤或撞击凸凹痕迹,座标刻度线清晰完整,严禁在台面上敲击作业。
1.2.2、支座(图1-2-2)图1-2-1图1-2-2连接螺栓垫板调节螺杆支座用于支撑夹具台板、夹具高度调节和安放水平调整,使夹具按工艺布置要求定置安放。
b、安装要求连接螺栓紧固可靠,调节螺杆应有垫板支撑,夹具定置调整符合要求后,要将调节螺杆螺母拧紧,若是大型夹具或连线夹具垫板应和基础预埋件可靠连接(焊接)。
c、使用保养定期检查拧紧连接螺栓和螺杆锁紧螺母,定期检查调整台板的水平度。
1.2.3、L板(图1-2-3)图1-2-3a、用途用于安装夹具型块(S面元件)、基准销组件、夹紧机构、导向装置等夹具组件。
b、安装要求采用高强螺栓与台板连接,并配定位销定位,同夹具组件的连接也应采用高强螺栓连接,并配定位销定位。
c、使用保养定期检查拧紧连接螺栓(最好用记号笔做标记),定期检查定位销有否松动或脱落。
吉利汽车白车身焊装夹具设计标准

Ⅰ
GEELY 吉利集团制造工程(ME)中心技术业务标准
编号:G42•WB•ST•0002 版次:A1 版
目录 1 范围.....................................................................................................................................................1 2 规范性引用文件 ...................................................................................................................................1 3 术语和定义 ..........................................................................................................................................1 4 焊装夹具 BASE 板要求 ..........................................................................................................................3 4.1 BASE 板技术要求 .............................................................................................................................3 4.2 夹具基准点设计要求 ......................................................................................................................4 4.3 坐标线设计要求..............................................................................................................................6 4.4 起吊装置设计要求 ..........................................................................................................................6 4.5 水平调整地脚..................................................................................................................................7 4.6 平台切口及倒角..............................................................................................................................8 4.7 滚轮.................................................................................................................................................8 5 定位夹紧结构.......................................................................................................................................8 5.1 定位单元构成..................................................................................................................................8 5.2 定位销.............................................................................................................................................9 5.3 定位块...........................................................................................................................................13 5.4 压块...............................................................................................................................................15 5.5 L 块 ...............................................................................................................................................15 5.6 调整垫片/垫块..............................................................................................................................15 5.7 限位机构安装方法 ........................................................................................................................18 5.8 角座设计要求................................................................................................................................19 5.9 导向机构设计要求 ........................................................................................................................21 6 举升机构设计要求 .............................................................................................................................22 7 翻转机构设计要求 .............................................................................................................................23
01 焊装夹具通用技术标准

解放卡车焊接夹具通用技术要求中国第一汽车集团公司发布Q/CAXX—XXXX—2012前言本部分由一汽解放汽车有限公司卡车厂工艺技术室提出。
本部分由一汽解放汽车有限公司规划部归口。
本部分由一汽解放汽车有限公司卡车厂工艺技术室负责起草。
本部分主要起草人:崔颖、李丽芹、冯唯。
本部分首次发布。
IQ/CAXX—XXXX—2012解放卡车焊接夹具通用技术要求1 范围本部分规定了主要用于解放卡车焊接夹具的通用要求。
本部分适合于解放卡车焊接夹具的设计与制造。
2 规范性引用文件GSB05-1426-2001 国标色卡3 解放卡车焊接夹具通用技术标准要求所有焊接夹具必须满足将零合件按产品要求定位组合,在夹紧状态下完成焊接工艺过程,每个工序合件和总成都要达到产品要求,控制在产品规定的公差范围内,最终按照生产节拍要求生产出合格产品;要求焊钳接近性好;重要表面焊点要加铜垫板,要求铜垫板厚度不小于8mm;所有装配夹具满足工艺要求。
3.1 坐标系的建立夹具设计的坐标系原则上与车身设计坐标系一致。
以汽车前轴中点为坐标原点,向上为Z坐标正向,向后为X坐标正向,面向前方右侧为Y坐标正向;反向为负。
当需要在某些特殊部位布置夹紧点时,为了方便尺寸标注,需要把局部坐标旋转变换,原则上所采用的旋转基点(轴),应取在车身设计坐标50线倍数的交点上。
3.2 基准要求1)为了保证在产品加工过程中基准的统一,需按照RPS基准系统来确定夹具主定位基准(改造焊接夹具需延用原有基准,并保证统一),定位孔及销的圆菱性必须与RPS一致,定位面可在RPS同一基准面上进行适当调整(50mm以内),且必须保证前后工序定位基准统一。
2)对于夹具的BASE板,其上表面为基准面,并且与车身坐标一个方向上的百线重合。
沿基板表面是车身坐标的另外两个方向,应加工出两道互相垂直的基准槽,并用钢印予以标记。
3)对于定位支座,高度方向的基准是支座底面,其余两个方向的基准分别是支座对称中心和底面安装基准销孔中心线。
上汽仪征焊装夹具设计技术标准

2.9回转夹具要求从回转中心进气,回转夹具高度可调节。
2.10夹具的夹紧器选用GOOGHAND产品。
2.11气动元件采用SMC产品,铜套采用MISUMI产品。
2.12夹具应带有移动脚轮,脚轮可锁定;中大型夹具应同时配有可调式固定支脚;原则上所有的中小型夹具都应配有转台及锁止装置;
2焊钳焊接时的状态;
3支座在底板的坐标,高度,型面高度,定位销坐标、直径,
转动连接处尺寸、测量点坐标等尺寸;
4.精度表格式:
将夹具上的定位件,型块的外形及测量点反映到精度表中,并标上代号,与型块贴合的产品件应有产品件号。在型块和定位销的图形上,按测量点标上序号,按测量点在引出线上标坐标尺寸,在图纸的右侧按汽车坐标系(X、Y、Z)和夹具坐标系(X1、Y1、Z1)的理论值列表。型块测量点的确定原则:支承面是水平面,则选一个测量点;支承面有一个方向的倾斜角,则选二个测量点;支承面为弧面,则选三个测量点。定位销测量点的原则:垂直销选一个测量点:斜销选一个点,并标一个角度。
ii.图签中数量栏表示制造总数量,并用表格的形式注明各部件用数量。
c)明细表
i.明细表填写应符合院有关规定。
ii.明细表排列顺序:部件、零件、通用件、外购件排列。
iii.总图、部件图和零件图的明细表数量栏表示图中所用数量。
iv.明细表备注栏表示外购件厂家、左右对称、四院通用等。
d)图纸
i.绘图应符合国家和院有关规定。
四、型块及定位销设计要求:
1.型板和型块:
型板厚度为19mm,材料选用Q235-A;
上、下型块都采用45#钢,淬火后调质处理(T235),表面发黑处理;
焊装夹具类生产技术要求-2023标准
焊装夹具类生产技术要求1范围本标准规定了汽车焊装夹具的设计、样品测试、试生产、大批量生产、性能要求及其他技术要求、标志与包装等技术要求。
本标准适用于汽车焊装夹具的生产制造。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB15760金属切削机床安全防护通用技术条件GB/T120.2内螺纹圆柱销淬硬钢和马氏体不锈钢GB/T191包装储运图示标志GB/T3766液压传动系统及其元件的通用规则和安全要求GB/T5226.1机械电气安全机械电气设备第1部分:通用技术条件GB/T5900.1机床主轴端部与卡盘连接尺寸第1部分:圆锥连接GB/T5900.2机床主轴端部与花盘互换性尺寸第2部分:凸轮锁紧型GB/T5900.3机床主轴端部与花盘互换性尺寸第3部分:卡口型GB/T7932气动对系统及其元件的一般规则和安全要求GB/T9969工业产品使用说明书总则GB/T13306标牌3术语和定义下列术语和定义适用于本文件。
夹具clamp机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置。
焊装夹具welding fixture为保证焊件尺寸,提高装配精度和效率,防止焊接变形所采用的夹具。
4夹具设计夹具组成及操作、控制方式4.1.1夹具组成4.1.1.1焊装夹具包含若干个夹紧单元和基板,并在需要的地方增加举升机构、旋转机构以及翻转机构的辅助机构。
4.1.1.2焊装夹具主要零部件有:基板、L-板、H腿、规制块、夹紧臂、型块、垫片、定位销、定位销托架。
4.1.2操作、控制方式夹具操作方式为气动;控制方式为气控。
数据建模4.2.1夹具在设计前应开展实地测绘,获取实车数据,并建立数据模型。
4.2.2夹具应根据白车身建模实际结果,结合开孔位置及用户需求,精准定位以确定白车身开孔位置,从而得出定位点的支撑点及限位点等数据。
广州本田焊接夹具设计技术要求
焊接夹具设计、制作技术说明科长副科长确认P1 作成 马建芳原件已签名说明: 1、本要求作为国产夹具设计制作要求,是夹具仕样书的补充和完善,仕样书上无本要求中 相应条款规定的,按本要求执行。
2、本要求将作为审图和验收标准之一。
一、 日程 见附件二、 夹具设计清单 见附件三、 在夹具设计过程中,可能会由于零件设变,导致设计规格书要进行相应更改,不管厂家设计完成 或正在制作中,GHAC都将要求厂家进行相应的更改。
四、 GHAC提供的技术资料如下: 1、相关零件及总成的3D图(内含板厚及偏移方向)(评价完成后才交给厂家) 2、夹具规格书 3、设计制作技术说明书 以上资料请严格遵守保密协定,不得向第三方泄露,签定保密协议书,投标后请及时返还GHAC五、 设计厂家需提交GHAC的资料为 1、外购部品及制作部品清单(包括材料、品牌、型号、数量等) 2、总装图及分总图 3、零件图 4、精度表及时序表 5、及以上的电子文档或3D模型P2 六、 夹具及相关部件精度要求 1、主基准销钉的精度位置要求为±0.1mm内 2、辅助基准销的精度要求为±0.3mm内3、各辅助基准销和主基准销的位置误差差值不超过±0.3mm 4、左右对称的夹具,左右相对销钉的位置误差差值不得超过±0.3mm 5、靠销孔相关联方向的基准尺寸不超过±0.05mm 6、BASE面的平面度要求为0.1mm以内,各支撑面 精度为0.05mm,垂直度为0.05mm±0.3 ±0.3 ±0.3±0.3主基准销钉 辅基准7、夹钳、及支撑位置精度要求为±0.3mm内辅基准±0.3示图:T、B、H三方向误差差值都不超过±0.3mm 精度表格式例: ※合格判断基准按第6条内容进行 各销钉、夹钳、支撑块精度位置请提供图示 CL-1T 基准值 实测值 误差值 判定 K-2 T 基准值 实测值 误差值误差值与主 基准误差值 的差值主基准K-1BH 基准值 实测值 误差值 判定TBHT-1B H 基准值 实测值 误差值 判定 T B H判定七、 设计要求: 基本技术参数 1、夹具车轮采用两活动、两固定轮及在两活动轮之间装一个刹车, 车轮\刹车型号采用TFH6 ATR150\TSH6 ATR150\FL150 2、基准销需进行硬化渡铬(专用部分) 3、在夹钳及支撑块上刻上间隙符号、且刻上夹钳和支撑块图号,如图1 4、夹具夹紧确认一个气路只设定一个开关 5、为方便搬运设备,需在夹具底座或臂梁上安装吊环 6、设备的涂漆需按照夹具仕样书或制作技术书要求进行,动作部分请加上润滑油 7、工件边的支撑及夹钳设定为0,工件与支撑块和夹钳齐平,工件不能凸出支撑, 如右图2 8、基准销的垂直部分高出工件面50+2mm 如图3,部分有标示长度除外P3061530-120图1工件切线0图2工件50+2mm9、夹钳形式为气动式,要求两手操作PB盘 PB盘上请安装按钮名称,名片大小尺寸如图50 100 100 ¢30.5图3 ¢94-¢3孔宋体,兰底白色字体UNCLAMP46 4822 26 321601201408025 52PB PLATETHICKNESS t=3.2 图4 THICKNESS t=1.010、气路设计请考虑连锁情况,不能破坏工件,也不能有安全隐患。
焊装夹具验收标准(DOC)

××××轿车白车身焊接用工装技术要求验收标准一汽轿车股份有限公司产品部 发布Q/CAF01 0300 P-1-2006前言为保证轿车白车身焊接用工装质量,提高白车身焊接质量,规范轿车白车身焊接用工装的验收,特制定本标准。
本标准由一汽轿车股份有限公司技术部提出并归口。
本标准由一汽轿车股份有限公司技术部负责起草。
本标准主要起草人:赵卯、崔海滨、孙红英Q/CAF01 0300 P-1-2006索引1范围2规范性引用文件3术语和定义3.14 验收标准使用注意事项4.1 验收标准使用要领4.2 其他注意事项4验收标准5.1 工艺装备验收通项5.2焊接夹具验收项目5.2.1 第一阶段:K2结束后5.2.2 第二阶段:配线、配管完成后5.2.3 第三阶段:接通气源,夹具不带工件动作确认5.2.4 第四阶段:夹具载件动作确认5.2.5 第五阶段:一汽轿车拆箱、安装、还原5.2.6 第六阶段:一汽轿车复检Q/CAF01 0300 P-1-2006轿车白车身焊接用工装技术要求-验收标准1范围本标准规定了轿车白车身焊接用工装的验收标准。
本标准适用于轿车公司白车身焊接用工装验收。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款,其最新版本适用于本标准。
MES E6032 TG02MES E6032 TG03MES E6032 TG04MES E6032 CB02MES E6032 CB06MES E6032 CC03MES E6032 CC04MES E6032 CC05MES E6032 FA04MES E6032 HA033 术语和定义3.1 工艺装备:实现制造加工工艺要求的设备。
Q/CAF01 0300 P-1-2006 4 验收标准使用注意事项4.2.1 左件与右件的工装设备单独验收,即一套工装对应一份验收单;4.2.2 原则上各阶段使用同一验收单,由技术部存档;4.2.3 由技术部负责组织各阶段的验收工作Q/CAF01 0300 P-1-2006 5 验收标准Q/CAF01 0300 P-1-2006 5.2 焊接夹具验收项目Q/CAF01 0300 P-1-2006 5.2.2 第二阶段:配线、配管完成后Q/CAF01 0300 P-1-2006 5.2.3 第三阶段:接通气源,夹具不带工件动作确认Q/CAF01 0300 P-1-2006 5.2.4 第四阶段:夹具载件动作确认Q/CAF01 0300 P-1-2006Q/CAF01 0300 P-1-2006 5.2.5 第五阶段:一汽轿车拆箱、安装、还原Q/CAF01 0300 P-1-2006 5.2.6 第六阶段:一汽轿车复检Q/CAF01 0300 P-1-2006。