宁钢四大管道管件技术规范2010-6-8草稿
钢配件管材技术标准

钢配件管材技术标准
钢配件和管材的技术标准是指用于确定其材质质量、制造工艺和检验方法等方面的规定和标准。
下面简要介绍一下常见的钢配件和管材技术标准:
1.GB/T12459-2005钢制对焊法兰
该标准是中国工业标准,适用于DN15~DN2000mm,PN0.25~
PN42.0MPa的钢制对焊法兰的设计、制造和检验等方面。
2.ASTM A234-2007钢制管件
该标准是美国材料和试验协会(ASTM)的标准,适用于碳素钢、合金钢和不锈钢管件的设计和制造等方面。
3.JIS G3452-2004碳素钢管
该标准是日本工业标准,适用于冷拔或热轧碳素钢焊接、无缝管,主要用于输送液体、气体等。
4.EN 10216-2-2002合金钢无缝压力管
该标准是欧洲标准,适用于用于高温和高压下的液态或气态介质的合金钢无缝压力管的制造和供应等方面。
5.ASME B1
6.9-2018工厂制造的钢制管件
该标准是美国机械工程师协会(ASME)的标准,适用于高压和高温环境下的碳素钢、合金钢和不锈钢工厂制造的管件的制造等方面。
总之,钢配件和管材技术标准应该根据实际应用情况选择,确保安全可靠。
四大管道安装检验指导书
电厂四大管道安装检验指导书电厂四大管道是指:主蒸器、再热热段、再热冷段、高压给水。
4.1 检验概况4.1.1 主蒸汽管道、再热热段管道所用直管和弯管,安装前应逐段进行壁厚、硬度、金相组织普查。
4.1.2 合金钢部件及附件100%光谱复核(包括安装焊口)。
4.1.3 热处理后焊缝及热影响区硬度检验100%。
4.1.4 主蒸汽管道焊接对口前坡口100%PT检查。
4.1.5 四大管道所有安装焊口均为受检焊口,检验方法、检验比例如下:(1) 主蒸汽管安装焊口:100%UT+100%RT(2) 再热热段管道安装焊口:100%RT(3) 再热冷段管道安装焊口:50%RT(4) 高压给水管道安装焊口:50%RT或50%UT4.2 检验时机4.2.1 光谱、硬度、壁厚普查应在设备到货或现场安装前进行,金相分析管端部采用现场取样镶嵌,弯管部分现场进行,取样必须在厂家加工坡口前进行,现场金相必须在安装前进行。
4.2.2 坡口检验应在对口前,坡口处理完毕进行。
4.2.3 射线探伤和超声波探伤一般应在热处理后进行。
4.2.4 合金钢管道安装完毕后还应进行全面而系统的光谱复核。
4.2.5 焊缝及热影响区硬度检验则在热处理之后进行。
4.3 检验方法、工艺、质量标准4.3.1 射线检验4.3.1.1 表面状态(1) 焊缝及热影响区的表面质量(包括余高高度)应经外观检验合格;(2) 多层多道手工焊的横焊焊缝应进行打磨;(3) 内坡口的加工应符合探伤要求;4.3.1.2 透照照相质量等级选用AB级4.3.1.3 透照方法及分段数量采用中心全周透照法或双壁单投影法。
当只能采用双壁单投影法时,可分二种情况:(1) 射线源至钢管外表面距离小于等于15mm时,至少分三段透照,每段120度;(2) 射源在钢管外表面距离大于15mm时,至少分四段透照,每段90度,对主蒸汽管焊缝透照,应满足透照厚度比K≯1.1。
4.3.1.4 透照工艺(1) 胶片选用J2 型胶片,如天津Ⅴ型等,建议采用杜邦70(2) 增感屏一般选用金属增感屏(铅屏),γ射线透照(192I r ):前屏厚0.05mm,后屏厚0.16mm;对于60C o 来说:前屏厚0.25mm,后屏厚0.50mm。
四大管道安装作业指导书(DOC)

一、工程概况新疆东明塑胶有限公司2×220MW超高压循环流化床化4发电机组安装工程,汽轮机系东方汽轮机有限公司设计制造的新一代超高压210MW系列机型之一,机组为超高压、一次中间再热、双缸双排汽、单轴、间接空冷凝汽式。
型号为NJK210-12.75/535/535;发电机为空冷式发电机,型号为WX23Z-109。
主蒸汽、高温、低温再热蒸汽管道均采用“双管、双管、双管”的布置方式。
汽机旁路采用35%BMCR的2级串联旁路加3级减温减压器的旁路系统,再热器的进出口管道上设有再热器水压实验装置。
高压给水通过给水泵出口并为一路母管,经三台高加至锅炉省煤器进口集箱,主给水系统中高压加热器前后设计一个大旁路。
每台给水泵出口管道上均设计一路再循环管道至除氧器。
再热器减温减压器用水采用给水泵中间抽头补给,高压旁路阀减温水采用高压给水补给。
二、编制依据1.《火力发电厂焊接技术规程》DL/T869—2012;2.《电力建设施工质量验收及评价规程》第7部分焊接篇DL/T5210.7-2010;3.《焊接工艺评定规程》DL/T868—2004;4.《电力建设施工技术规范》第5部分管道及系统DL5090.5-2012;5.《火力发电厂金属技术监督规程》DL/T438-2009;6.《钢制承压管道对接接头射线检验技术规程》DL/T821-2002;7.《管道焊接接头超声波检验技术规程》DL/T820-2002;8.《焊工技术考核规程》DL/T679—2012;9.《电力建设安全工作规程》DL5009.1-2002(火力发电厂部分);10.《火力发电厂焊接热处理技术规程》DL/T819-2010;11.新疆东明塑胶化4《施工组织总设计》12新疆东明塑胶《汽机专业施工组织设计》;13.山东双良设计院四大管道图纸。
三、工程量1.主蒸汽管道从锅炉高温过热器联箱出口两根管道(Φ325×32)至汽机房两只主汽门。
主蒸汽管道材质为12C1MoVG。
宁钢四大管道管件技术规范2010-6-8草稿
宁波钢铁有限公司2×135MW全燃气余能电厂工程四大管道管件技术规范书上海协鑫电力工程有限公司工程设计证书甲级A5号2010年05月上海目录1、概述2、设备使用的环境及条件3、标准与规范4、供货范围5、工作及服务内容6、总的技术要求和规范7、质量保证8、资料交付及配合9、监造附件一:管件技术要求及规范附件二:四大管道管件规范表1 概述1.1本技术规范书适用于宁波钢铁有限公司2×135M W全燃气余能电厂四大管道的管件订货采购的技术要求。
它包括四大管道管件的订货、设计、加工、配制、焊接、热处理和检验等方面的技术要求。
1.2 本技术规范书提出的是最低限度的技术要求,并未对一切技术细节作出规定,也未充分引述有关标准和规范的条文,供方应保证提供符合本技术规范书和最新工业标准的优质产品。
1.3 如果供方没有以书面对本技术规范书的条文提出异议,那么需方可以认为供方提出的产品完全符合本技术规范书的要求。
1.4 在签订合同之后,需方有权提出因规范标准和规程发生变化而产生的一些补充要求,具体项目由供、需双方共同商定。
1.5 本技术规范书所使用的标准如遇与供方所执行的标准发生矛盾时,按较高的标准执行。
1.6 供方应执有合格的资质证明并在相应工程或相似条件下有类似的供货运行业绩。
1.7 技术规范书中数量按一台机组开列,本工程共安装两台机组。
2设备的运行环境及使用条件2.1 厂址:浙江省宁波市北仑区2.2 年平均大气温度 16.5℃2.3 年平均相对湿度 79%2.4 极端最高气温 38.5℃2.5 极端最低气温 -6.6℃2.6 多年平均降水量 1316.7mm2.7 多年平均大气压力 1014.1hPa2.8 最大积雪深度 14cm(1971年7月)2.9 平均海拔高度:3.0m(黄海高程系)相当于主厂房零米;2.10 地震基本烈度七度3 标准与规范3.1 国内部分(1) GB222-2006 钢的化学分析用试样取样法及成品化学成份允许偏差(2) GB713-2008 锅炉用碳素钢和低合金钢钢板(3) GB5777-1996 无缝钢管超声波探伤方法(4) GB3323-87 钢熔化焊对接接头射线照相和质量分级(5) GB10561-89 钢中非金属夹杂物显微评定方法(6) GB11345-89 钢焊缝手工超声波探伤方法和探伤结果等级(7) GB12459-90 钢制对焊无缝管件(8) GB150-98 钢制压力容器及标准释义(9) GB5310-2008 高压锅炉用无缝钢管(10) GB/T 13298-91 金属显微组织检验方法(11) GB/T 13793-2008 直缝电焊钢管(12) GB/T 13401-92 钢板制对焊管件(13) GB/T 14383-2008 锻钢制承插焊管件(14) GB/T 229-1994 金属夏比缺口冲击试验方法(15) GB/T 15822-2005 磁粉探伤方法(16) GB/T 223-2008 钢铁及合金化学分析方法(系列标准)(17) DL/T 441-2004 火力发电厂高温高压蒸汽管道蠕变监督规程(18) DL 438-2000 火力发电厂金属技术监督规程(19) DL 5007-92 电力建设施工及验收技术规范(火力发电厂焊接篇)(20) DL 473-92 大直径三通锻件技术条件(21) DL/T 515-2004 电站弯管(22) DL 5028-93 电力工程制图标准(23) DL/T 5026-93 电力工程计算机辅助设计技术规定(24) DL 5031-94 电力建设施工及验收技术规范(管道篇)(25) DL/T 5048-95 电力建设施工及验收技术规范(管道焊接接头超声波检验篇)(26) DL/T 5069-1996 电力建设施工及验收技术规范(钢制承压管道对接焊接接头射线检验篇)(27) DL/T 5054-1996 火力发电厂汽水管道设计技术规定(28) DL/T 612-1996 电力工业锅炉压力容器检察规程(29) DL/T 5072-2007 火力发电厂保温油漆设计规程(30) DL/T 695-1999 电站钢制对焊管件(31) DL/T5366-2006 火力发电厂汽水管道应力计算技术规程(32) JB 4726-2000 压力容器用碳素钢和低合金钢锻件(33) JB 4730-94 压力容器无损检测(34) 2000GD 火力发电厂汽水管道零件及部件典型设计手册(35) 火电施工质量检验及评定标准(管道篇)(36) 火电施工质量检验及评定标准(焊接篇)3.2 国外部分(1) ASME B31.1-98 Power Piping(2) TRD 301 Technical Rules for Steam Boilers(3) FDBR Design of Power Piping(4) DIN 2413 Design of Steel Pressure Pipes(5) ASME SECTION II-98 Materials(6) ASME SECTION V-98 Nondestructive Examination(7) ASME SECTION VIII-98 Rule of Construction of Pressure Vessels(8) ASME SECTION IX-98 Welding and Brazing Qualifications(9) ANSI B16.9 Wrought Steel Butt-Welding Fittings(10) ANSI B16.11 Forged Steel Fitting, Socket-Welding andThreaded(11) ANSI B16.25 Butt-Welding Ends(12) ANSI B16.28 Wrought Steel Butt-Welding Short RadiusElbows and Rotations(13) MSS SP-43 Wrought Stainless Steel Butt-Welding Fitting(14) MSS SP-75 Specification for High-Test Wrought WeldingFittings(15) ASTM Material Specification(16) AWS American Welding Society(17) DIN17175-79 Seamless Tubes in High-TemperatureSteels(Including Headers)以上列出的仅为通用标准,供方如有相关的部门或工厂标准,应在投标书中详细列,但不应低于上述的通用标准。
各种管材及附件执行标准及技术参数.
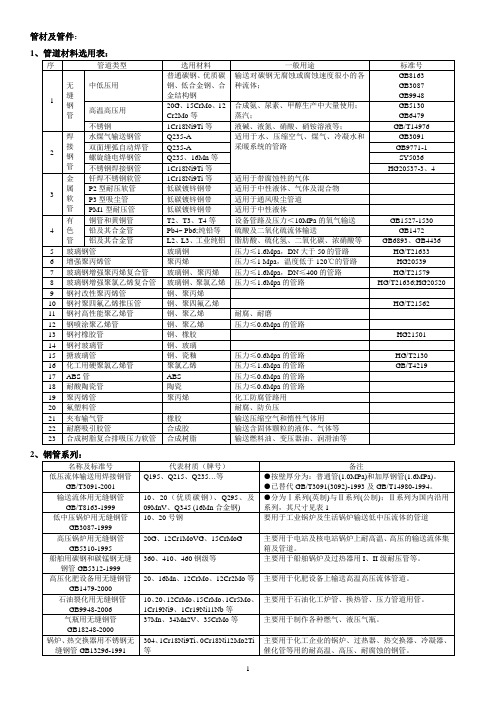
管材及管件:122、其它金属管系列:3、给水铸铁管系列:45 Array67常用介质选项用管材:8、管路法兰:A注:给排水常用法兰为板式平焊法兰HG20593-97。
B、标注格式举例:1、配公制管,公称通径为300,压力等级为PN1.0的板式平焊全平面法兰表示为:PL 300-1.0 FF2、配英制管,公称通径为150,压力等级为PN1.6的带颈平焊突面法兰表示为:SO 150(A)-1.6 RF CEF、法兰(法兰盖)尺寸表:9、紧固件:A、紧固件型式有:六角头螺栓、等长双头螺栓、全螺纹螺柱、Ⅰ型六角螺母BC、等长双头螺栓规格及性能等级:DE注:专用螺母标准号为HG20613,材料牌号为35CrMo、0Cr18Ni9、0Cr17Ni12Mo2。
F、紧固件标示示举例:●螺纹规格为M16、公称长度为L=80mm、性能等级为8.8级的六角螺栓,其标示为:GB5782 螺栓 M16×80 8.8级●螺纹规格为M30×2、公称长度为L=160mm、材料牌号为35CrMoA双头螺柱,其标示为:HG20613 双头螺柱 M30×2×160 35CrMoA●螺纹规格为M24、公称长度为L=120mm、材料牌号为25Cr2MoVA全螺纹螺柱,其标示为:HG20613 全螺纹螺柱 M24×120 25Cr2MoVA●螺纹规格为M12、性能等级为8级的六角螺母,其标示为:GB6170 螺母 M12 8级G、紧固件使用条件:●商品级六角螺栓使用条件应符合下列各条件:a、压力为PN≤1.6Mpa;b、非剧烈循环场合;c、配用非金属软垫片;d、介质为非易燃易爆及毒性危害程度较大的场合;●商品级双头螺柱及螺母使用条件应符合下列各条件:a、压力为PN≤4.0MPa,配用非金属垫片。
b、非剧烈循环场合;c、配用非金属软垫片;●除上述两点外,应选用专用级螺柱(双头螺柱或全螺纹螺柱)和专用螺母。
化工部衬塑管道管件标准
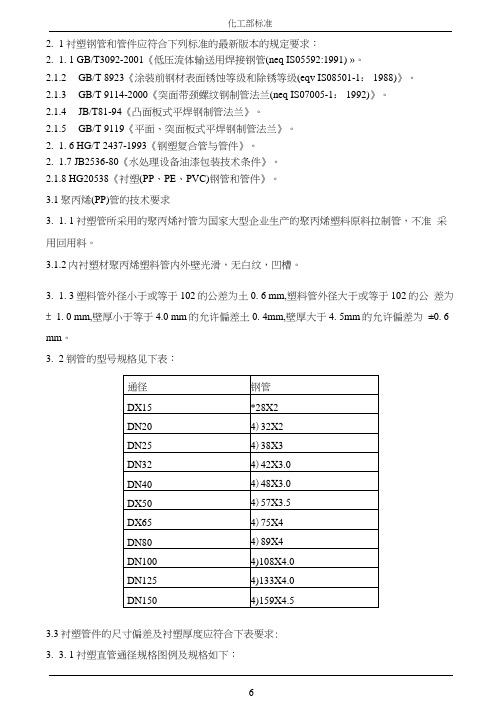
2.1衬塑钢管和管件应符合下列标准的最新版本的规定要求:2.1. 1 GB/T3092-2001《低压流体输送用焊接钢管(neq IS05592:1991) »。
2.1.2GB/T 8923《涂装前钢材表面锈蚀等级和除锈等级(eqv IS08501-1: 1988)》。
2.1.3GB/T 9114-2000《突面带颈螺纹钢制管法兰(neq IS07005-1: 1992)》。
2.1.4JB/T81-94《凸面板式平焊钢制管法兰》。
2.1.5GB/T 9119《平面、突面板式平焊钢制管法兰》。
2.1. 6 HG/T 2437-1993《钢塑复合管与管件》。
2.1.7 JB2536-80《水处理设备油漆包装技术条件》。
2.1.8 HG20538《衬塑(PP、PE、PVC)钢管和管件》。
3.1聚丙烯(PP)管的技术要求3.1. 1衬塑管所采用的聚丙烯衬管为国家大型企业生产的聚丙烯塑料原料拉制管,不准采用回用料。
3.1.2内衬塑材聚丙烯塑料管内外壁光滑,无白纹,凹槽。
3.1. 3塑料管外径小于或等于102的公差为土0. 6 mm,塑料管外径大于或等于102的公差为± 1. 0 mm,壁厚小于等于4.0 mm的允许偏差土0. 4mm,壁厚大于4. 5mm的允许偏差为±0. 6 mm。
3.2钢管的型号规格见下表:3.3衬塑管件的尺寸偏差及衬塑厚度应符合下表要求:3.3. 1衬塑直管通径规格图例及规格如下:衬塑直管管径表(单位:mm):3. 3.2三通图例及规格标如下:三通图例三通管件规格表(单位:mm):3. 3.3四通图例及规格如下:四通图例四通管件规格表(单位:mm):化工部标准3. 3. 5标准变径管图例及规格如下:标准变径管图例标准变径管管件规格表(单位:mm):。
关于钢管的规范

依据标准:《建筑工程施工质量验收统一标准》GB50300-20011、范围本工艺标准适用于照明与动力配线的钢管明、暗敷设及吊顶内和护墙板内钢管敷设工程。
2、施工准备2.1材料要求:2.1.1镀锌钢管(或电线管)壁厚均匀,焊缝均匀,无劈裂、砂眼、棱刺和凹扁现象。
除镀锌管外其它管材需预先除锈刷防腐漆(埋入现浇混凝土时,可不刷防腐漆,但应除锈)镀锌管或刷过防腐漆的钢管外表层完整,无剥落现象,应具有产品材质单和合格证。
2.1.2管箍使用通丝管箍。
丝和清晰不乱扣,镀锌层完整无剥落,无劈裂,两端光滑无毛刺,并有产品合格证。
2.1.3锁紧螺母(根母)外形完好无损,丝扣清晰,并有产品合格证。
2.1.4护口有用于薄、厚管之区别,护口要完整无损,并有产品合格证。
2.1.5铁制灯头盒、开关盒、接线盒等,金属板厚度应小于1.2mm,镀锌层无剥落,无变形开焊,敲落孔完整无缺,面板安装孔与地线焊接脚齐全,并有产品合格证。
2.1.6面板、盖板的规格、高与宽、安装孔距应与所用盒配套,外形完整无损,板面颜色均匀一致,并有产品合格证。
2.1.7圆钢、扁钢、角钢等材质应符合国家有关规范要求,镀锌层完整无损,并有产品合格证。
2.1.8螺栓、螺丝、胀管螺栓、螺母、垫圈等应采用镀锌件。
2.1.9其它材料(如铅丝、电焊条、防锈漆、水泥、机油等)无过期变质现象。
2.2主要机具:2.2.1煨管器、液压煨管器、液压开孔器、压力案子、套丝板、套管机。
2.2.2手锤、錾子、钢锯、扁锉、半圆锉、圆锉、活扳子、鱼尾钳。
2.2.3铅笔、皮尺、水平尺、线坠,灰铲、灰桶、水壶、油桶、油刷、粉线袋等。
2.2.4手电钻、台钻、钻头、射钉枪、拉铆枪、绝缘手套、工具袋、工具箱、高凳等。
2.3作业条件:2.3.1暗管敷设:2.3.1.1各层水平线和墙厚度线弹好,配合土建施工。
2.3.1.2预制混凝土板上配管,在做好地面以前弹好水平线。
2.3.1.3现浇混凝土板内配管,在底层钢筋绑扎完后,上层钢筋未绑扎前,根据施工图尺寸位置配合土建施工。
常用压力管道材料标准规范标准[详]
![常用压力管道材料标准规范标准[详]](https://img.taocdn.com/s3/m/4ea2f9e4f78a6529657d534d.png)
压力管道材料一常用压力管道材料标准规GB150-1998《钢制压力容器》〔第1、第2号修改单〕GB50316-2000《工业金属管道设计规》GB50251-2003《输气管道工程设计规》GB50253-2003《输油管道工程设计规》GB50028-93《城镇燃气设计规》〔2002版或2002局部修改条文〕GB50030-1991《氧气站设计规》GB50030-2005《氢气站设计规》GB50160-92《石油化工企业防火设计规》(1999年版)GB50235-97《工业金属管道工程施工与验收规》GB50236-98《现场设备、工业管道焊接工程施工与验收规》SH3059-2001《石油化工管道设计器材选用通那么》SH/T3064-2003《石油化工钢制通用阀门选用、检验与验收》SH/T3064-2003《石油化工钢制通用阀门选用、检验与验收》SY/T0599-1997《天然气地面设施抗硫化物应力开裂金属材料要求》SH/T3501-2002《石油化工有毒、可燃介质管道工程施工与验收规》ASME B31.3《工艺管道》二管道的分级和流体的分类目前国对工业管道有按管道设计压力与输送介质划分的管道级别和按输送流体介质划分的流体类别两种分级、分类方式。
ASME压力管道规B31.3《工艺管道》按流体划分工况。
(一) 按管道设计压力与输送介质物性划分的管道级别《石油化工管道设计器材选用通那么》SH3059管道分级注:混合物料应以其主导物料作为分级依据(二) 按管道输送介质划分的流体类别《工业金属管道设计规》GB50316,将工业金属管道中输送流体分为A1类、A2类、B类、D 类、C类五类流体:1. A1流体在该规系指剧毒流体,在输送过程中如有极少量的流体泄漏到环境中,被人吸入或与人体接触时,能造成严重中毒,脱离接触后,不能治愈.相当于现行国家标准《职业性接触毒物危害程度分级》GB5044中Ⅰ级(极度危害)的毒物。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
宁波钢铁有限公司2×135MW全燃气余能电厂工程四大管道管件技术规范书上海协鑫电力工程有限公司工程设计证书甲级A131003685号2010年05月上海宁波钢铁有限公司2×135MW全燃气余能电厂工程四大管道管件技术规范书目录1、概述2、设备使用的环境及条件3、标准与规范4、供货范围5、工作及服务内容6、总的技术要求和规范7、质量保证8、资料交付及配合9、监造附件一:管件技术要求及规范附件二:四大管道管件规范表宁波钢铁有限公司2×135MW全燃气余能电厂工程四大管道管件技术规范书1 概述1.1本技术规范书适用于宁波钢铁有限公司2×135M W全燃气余能电厂四大管道的管件订货采购的技术要求。
它包括四大管道管件的订货、设计、加工、配制、焊接、热处理和检验等方面的技术要求。
1.2 本技术规范书提出的是最低限度的技术要求,并未对一切技术细节作出规定,也未充分引述有关标准和规范的条文,供方应保证提供符合本技术规范书和最新工业标准的优质产品。
1.3 如果供方没有以书面对本技术规范书的条文提出异议,那么需方可以认为供方提出的产品完全符合本技术规范书的要求。
1.4 在签订合同之后,需方有权提出因规范标准和规程发生变化而产生的一些补充要求,具体项目由供、需双方共同商定。
1.5 本技术规范书所使用的标准如遇与供方所执行的标准发生矛盾时,按较高的标准执行。
1.6 供方应执有合格的资质证明并在相应工程或相似条件下有类似的供货运行业绩。
1.7 技术规范书中数量按一台机组开列,本工程共安装两台机组。
2设备的运行环境及使用条件2.1 厂址:浙江省宁波市北仑区2.2 年平均大气温度 16.5℃2.3 年平均相对湿度 79%2.4 极端最高气温 38.5℃2.5 极端最低气温 -6.6℃2.6 多年平均降水量 1316.7mm2.7 多年平均大气压力 1014.1hPa2.8 最大积雪深度 14cm(1971年7月)2.9 平均海拔高度:3.0m(黄海高程系)相当于主厂房零米;2.10 地震基本烈度七度宁波钢铁有限公司2×135MW全燃气余能电厂工程四大管道管件技术规范书3 标准与规范3.1 国内部分(1) GB222-2006 钢的化学分析用试样取样法及成品化学成份允许偏差(2) GB713-2008 锅炉用碳素钢和低合金钢钢板(3) GB5777-1996 无缝钢管超声波探伤方法(4) GB3323-87 钢熔化焊对接接头射线照相和质量分级(5) GB10561-89 钢中非金属夹杂物显微评定方法(6) GB11345-89 钢焊缝手工超声波探伤方法和探伤结果等级(7) GB12459-90 钢制对焊无缝管件(8) GB150-98 钢制压力容器及标准释义(9) GB5310-2008 高压锅炉用无缝钢管(10) GB/T 13298-91 金属显微组织检验方法(11) GB/T 13793-2008 直缝电焊钢管(12) GB/T 13401-92 钢板制对焊管件(13) GB/T 14383-2008 锻钢制承插焊管件(14) GB/T 229-1994 金属夏比缺口冲击试验方法(15) GB/T 15822-2005 磁粉探伤方法(16) GB/T 223-2008 钢铁及合金化学分析方法(系列标准)(17) DL/T 441-2004 火力发电厂高温高压蒸汽管道蠕变监督规程(18) DL 438-2000 火力发电厂金属技术监督规程(19) DL 5007-92 电力建设施工及验收技术规范(火力发电厂焊接篇)(20) DL 473-92 大直径三通锻件技术条件(21) DL/T 515-2004 电站弯管(22) DL 5028-93 电力工程制图标准(23) DL/T 5026-93 电力工程计算机辅助设计技术规定宁波钢铁有限公司2×135MW全燃气余能电厂工程四大管道管件技术规范书(24) DL 5031-94 电力建设施工及验收技术规范(管道篇)(25) DL/T 5048-95 电力建设施工及验收技术规范(管道焊接接头超声波检验篇)(26) DL/T 5069-1996 电力建设施工及验收技术规范(钢制承压管道对接焊接接头射线检验篇)(27) DL/T 5054-1996 火力发电厂汽水管道设计技术规定(28) DL/T 612-1996 电力工业锅炉压力容器检察规程(29) DL/T 5072-2007 火力发电厂保温油漆设计规程(30) DL/T 695-1999 电站钢制对焊管件(31) DL/T5366-2006 火力发电厂汽水管道应力计算技术规程(32) JB 4726-2000 压力容器用碳素钢和低合金钢锻件(33) JB 4730-94 压力容器无损检测(34) 2000GD 火力发电厂汽水管道零件及部件典型设计手册(35) 火电施工质量检验及评定标准(管道篇)(36) 火电施工质量检验及评定标准(焊接篇)3.2 国外部分(1) ASME B31.1-98 Power Piping(2) TRD 301 Technical Rules for Steam Boilers(3) FDBR Design of Power Piping(4) DIN 2413 Design of Steel Pressure Pipes(5) ASME SECTION II-98 Materials(6) ASME SECTION V-98 Nondestructive Examination(7) ASME SECTION VIII-98 Rule of Construction of Pressure Vessels(8) ASME SECTION IX-98 Welding and Brazing Qualifications(9) ANSI B16.9 Wrought Steel Butt-Welding Fittings(10) ANSI B16.11 Forged Steel Fitting, Socket-Welding andThreaded宁波钢铁有限公司2×135MW全燃气余能电厂工程四大管道管件技术规范书(11) ANSI B16.25 Butt-Welding Ends(12) ANSI B16.28 Wrought Steel Butt-Welding Short RadiusElbows and Rotations(13) MSS SP-43 Wrought Stainless Steel Butt-Welding Fitting(14) MSS SP-75 Specification for High-Test Wrought WeldingFittings(15) ASTM Material Specification(16) AWS American Welding Society(17) DIN17175-79 Seamless Tubes in High-TemperatureSteels(Including Headers)以上列出的仅为通用标准,供方如有相关的部门或工厂标准,应在投标书中详细列,但不应低于上述的通用标准。
如在制作前有新版本的标准规范发行,按最新版本的标准规范执行。
4 供货范围4.1 管件的材质、规格、数量及技术要求见附件一和附件二。
4.2 附表中的规范和数量为初步值,最终值按施工单位的要求确定。
5 工作及服务内容供方应执行和完成下列工作及服务内容5.1 原材料进厂验收与标记。
标记内容:(1) 全部管材的外观和几何尺寸检查。
(2) 全部管材的光谱(指合金钢)和硬度检验。
(3) 按规格抽查,作金相组织、机械性能和化学成份分析(已进行商检的除外)。
5.2 管件的加工制造。
6 总的技术要求和规范6.1 总的技术要求宁波钢铁有限公司2×135MW全燃气余能电厂工程四大管道管件技术规范书6.1.1 满足需方对四大管道系统布置、调试等方面的设计要求。
6.1.2 满足有关四大管道管件的原材料、加工制作、焊接、安装等验收标准和规范(规程)的要求。
(详见第3节)6.1.3 满足施工单位对运输、装卸、安装、调试等的一些特殊要求。
6.1.4 满足需方资料存档的要求,供方应提供全套质检报告。
6.2 管件技术要求和规范:见附件一7 质量保证7.1 供方有健全的质保体系认证,并通过ISO9000质量认证。
7.2 供方应对本项目制订产品/质量检验计划,并供需方确认。
7.3 需方有权委托产品质量监督单位对产品进行定期或不定期的质量监造和催交。
7.4 全部原材料必须具有完整的质量证明书,进口材料应具备商检报告。
7.5 材料进厂后应对原材料进行复检,并对复检结果提出报告。
7.6 管道组合件在现场验收,供方应派人到现场与需方等有关单位共同清点验收,并在验收单上签字。
7.7 需方对产品的一切检验的验收并不能推卸供方质量问题上的责任,如产品质量不能满足本规范书和有关国家,国际的标准和规范,其责任应由供方单方面承担。
8 资料交付及配合8.1 设计配合8.1.1 管件的坡口形式由供方统一管理、规划和负责。
8.1.2 焊接工艺流程、热处理工艺流程及其它加工工艺流程由供方统一制定,但必须满足管件制造的要求,并征得电建单位的认可。
8.1.3 设计须经业主、电建单位、设计院确认后方可投料加工。
8.2 资料交换本技术规范书所提供的管件数量和规范为初步值。
供方在下料加工前,应提前通知需方和设计单位,以便需方及时将有关信息反馈供方。
宁波钢铁有限公司2×135MW全燃气余能电厂工程四大管道管件技术规范书供方应向需方提交下列技术文件:8.2.1 原材料质量证明文件。
8.2.2 进口原材料和产品的商检报告。
8.2.3 原材料进厂复检报告。
8.2.4 管件质量合格证书。
8.2.5 组合件检验/试验证书。
8.2.6 供货清单(装箱单)。
8.2.7 管件外形、坡口、重量等详图。
8.2.8 交换资料应标明“宁波钢铁有限公司2×135MW全燃气余能电厂工程专用”与“正式资料”字样。
8.2.9 供方在技术协议生效后7天内提供以下最终技术文件3份给上海协鑫电力工程有限公司,2份给电厂,同时提供电子光盘版文件1份(电子文件的图纸为AutoCADR14格式,文本文件为WORD格式)。
8.2.10 随机资料随机资料清单(每台机)单数量备注序号设备资料名称位1 资料移交清单份 22 供货清单份 33 装箱单份 34 说明书(维护、操作、安装)份105 合格证份 1 每台1份6 出厂检验报告份 1 每台1份7 质量证明书份 1 每台1份宁波钢铁有限公司2×135MW全燃气余能电厂工程四大管道管件技术规范书8 供所有管件相关图纸套12外购件清单及相应的图纸、合格证、说明书、出厂检验报告9 所有进口设备原产地证明、质量证明、商检报告套 1份 110 凡是压力容器设备必须供强度计算书、制造质量监检报告、质量监察检验证书11 特种产品生产许可证复印件份 112 以上所列各种设备随机资料提供相应电子版(光盘)份 29 监造9.1 设备监造工作内容和方式按国家发改委DL/T586-2008《电力设备监造技术导则》、合同、技术协议、监造大纲和电力工业部、机械工业部文件电办(1995)37号《大型电力设备质量监造暂行规定》和《驻大型电力设备制造厂总代表组工作条例》的规定,以及国家其他相关规定,其中监造大纲由卖方在合同签订后一个月内提供。