旋转超声钻削的切削力数学模型及试验研究
机械切削力的数学建模与仿真分析
机械切削力的数学建模与仿真分析机械切削力是指在机械加工过程中,切削工具对工件施加的力。
准确预测和控制切削力对于提高加工效率和产品质量至关重要。
因此,研究机械切削力的数学建模和仿真分析具有重要的实际意义。
机械切削力的数学建模是通过建立数学模型来描述切削过程中的力学现象。
切削力的大小与切削参数、切削工具和工件材料性质等因素有关。
在数学建模时,我们需要考虑这些因素,并建立相应的数学关系和方程式。
首先,我们可以通过经验公式来描述机械切削力。
经验公式是基于实验数据和经验总结得出的,可以较为准确地估计切削力。
这种方法简便实用,适用于一些常见的切削操作。
然而,经验公式是基于经验总结,对于特殊情况可能不够准确。
为了更精确地描述机械切削力,我们可以采用力学原理进行数学建模。
例如,在铣削过程中,工件受到切削力和切削刀齿力的作用。
我们可以将切削力分解为切向力和径向力,并分别描述切向力和径向力之间的关系。
在数学建模过程中,我们可以应用物理学中的切削力模型。
切削力模型使用切削力系数、切削深度和进给量等参数,可以较好地描述切削力的大小和变化规律。
其中,切削力系数是由切削工具和工件材料的力学性质决定的。
除了数学建模,仿真分析是研究机械切削力的重要手段。
仿真分析可以通过计算机模拟切削过程,得到切削力的数值结果。
通过仿真分析,我们可以研究不同切削参数和切削工况下的切削力变化情况,进一步优化切削工艺。
在进行切削力的数学建模和仿真分析时,我们还需要考虑各种实际工况对切削力的影响。
例如,工件材料的不均匀性、切削润滑和冷却等因素都会对切削力产生影响。
因此,在数学建模和仿真分析中,我们应该综合考虑这些因素,并做相应的修正和改进。
总之,机械切削力的数学建模和仿真分析对于工业生产具有重要的意义。
通过建立准确的数学模型,我们可以预测和控制切削力,提高切削效率和产品质量。
未来,随着数学建模和仿真技术的不断发展,我们可以实现更精确、更可靠的切削力分析,推动机械加工技术的进一步发展。
数控旋转超声加工的工艺试验
一
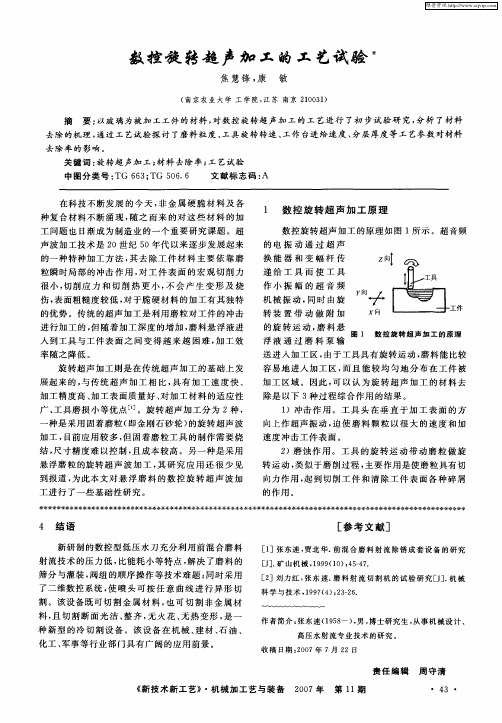
浮 琶 磨 泵 图 控转声…~ 液 , 输… … … 加 的理 通 过料 1数旋超 原 … ~工 、 一
送进 入加 工 区 , 由于工具 具有旋 转 运动 , 料 能 比较 磨 容易 地进 入加 工 区 , 而且 能 较 均 匀地 分 布 在 工件 被 加工 区域 。 因此 , 以认 为旋 转 超 声 加 工 的材 料 去 可 除是 以下 3种 过程综 合作 用 的结果 。 1 )冲击 作 用 。工 具 头 在 垂 直 于加 工 表 面 的方 向上作 超声 振动 , 使 磨 料 颗粒 以很 大 的 速度 和 加 迫 研 究 。
收 稿 日期 :0 7 7 2 2 0 年 月 2日
责 任编辑
周 守清
《 技术 新工 艺》・机械 加工 艺与装 备 新
2 0 年 第 1 期 07 1
・4 ・ 3
维普资讯
3 )空化 作用 。工具 头做 高频 振 动 , 磨料 悬 浮 使 液产生 空化作 用 , 剧 了磨 粒对 工 件 材料 的冲 击 破 加
料 , 切 割断 面 光洁 、 齐 , 火 花 、 热变 形 , 一 且 整 无 无 是
作者简介 : 张东 速 ( 98 ) 男 , 士 研 究 生 , 事 机 械 设 计 、 15一 , 博 从
种 新 型 的冷 切 割设 备 。该 设备 在 机 械 、 建材 、 油 、 石
化工 、 军事等 行业部 门具 有广 阔 的应 用前 景 。
2 )磨 蚀作 用 。工 具 的旋 转 运 动 带 动 磨 粒 做 旋
种 是采用 固着 磨粒 ( 即金 刚石 砂轮 ) 的旋 转超声 波
加工 , 目前应 用较 多 , 固着磨粒 工具 的制 作需 要烧 但
超声钻削研究综述
内燃机与配件———————————————————————作者简介:柏广才(1971-),男,江苏淮安人,大专,普斐特油气工程(江苏)股份有限公司副总经理,主要从事石油机械产品加工工艺和工程技术的研发。
0引言传统钻削过程受钻削空间的限制,导致排屑和冷却困难,是钻削轴向力较大,同时过大的轴向力在钻头钻穿工件时使工件变形增大,造成钻削过程的飞边和毛刺;而切屑在顺着排屑槽排出时会与已加工表面划擦,造成钻削温度较高和孔表面质量变差[1]。
同时普通钻削过程,特别是小孔钻削过程,钻头的刚度较差,若工件表面不平经常出现钻头偏置,导致孔的位置精度较低。
针对传统钻削中存在的上述问题,学者通过研究提出了超声辅助钻削技术,即在传统钻削的过程中施加一个高频的振动,辅助钻削过程。
超声振动的引入是原有的钻削运动过程中引入另一个运动,形成新的刀具运动轨迹和形成新的切削动力学过程,通过合理的匹配振动的频率和振幅,优化传统的钻削过程。
高频振动的引入使钻削过程中刀具不断的与工件接触和分离,使原来的连续钻削过程转变为断续切削过程,促使切屑断裂和冷却液进入,降低切削刃的温度,减小磨损;同时高频振动不断的摩擦孔壁,降低孔的表面粗糙度,提升孔的加工质量。
1超声钻削技术分类与特点超声辅助钻削技术按不同振动的来源、形式和作用位置的不同可以划分成不同的类别。
①超声辅助钻削中依据振动来源的不同可分为自激振动和受迫振动辅助钻削。
自激振动中的振动来源于系统自身,如机床收到敲击后引起的自身的振动,通过将振动传递到工件,迫使工件振动,自激振动受系统阻尼的影响无法持续,同时振动的频率受系统结构的限制,无法调节,致使整个振动过程无法控制,因此一般不在实际钻削过程中使用。
强迫振动通过外部的驱动电路和结构产生有规律的振动并将振动传递到工件或者钻头,实现振动辅助加工,强迫振动的频率和振幅均有电路控制,可调节性强,因此被广泛使用。
目前采用的超声辅助钻削技术多为强迫辅助钻削。
旋转超声振动磨削运动学分析

旋转超声振动磨削运动学分析冯薇;王素;方芳【摘要】对旋转超声振动磨削加工进行运动特性分析,研究了磨粒相对工件的运动轨迹和速度特性,分析其对加工表面质量的影响.分析得出:由于旋转振动磨削的周期往复作用、切削速度增大、作用时间缩短等运动特点都将使得表面质量和加工精度得以提高.同时,对工件的动态位移进行分析,也证明了振动磨削中已加工表面租糙度下降,且工件振动系统的刚性有所提高,可提高加工表面质量和精度.【期刊名称】《黑龙江科技信息》【年(卷),期】2018(000)030【总页数】2页(P21-22)【关键词】旋转超声振动磨削;运动特性;加工表面质量【作者】冯薇;王素;方芳【作者单位】集美大学机械与能源工程学院,福建厦门 361021;集美大学机械与能源工程学院,福建厦门 361021;集美大学机械与能源工程学院,福建厦门361021【正文语种】中文【中图分类】TH113对于硬脆性材料的精密加工,其表面质量至关重要。
磨削是精密加工脆性材料的主要手段之一,而磨削加工中宏现上大多表现为材料的脆性去除过程,很难获得优异的加工表面质量[1-2]。
旋转超声振动磨削加工已被深入的试验研究证明可以改善这一情况[3-4]。
旋转超声振动磨削加工是使固结式金刚石工具在高频振动的同时还旋转运动,利用超声波振动和砂轮磨削的复合作用形成加工表面[5]。
对超声振动磨削加工的运动特性进行分析非常重要,它是研究超声振动磨削加工机理、加工过程几何参数的分析研究的基础,加工表面质量的研究以及等提供条件,奠定理论基础。
本文以旋转超声振动辅助磨削为研究对象,分析旋转超声振动磨削加工的运动特性与加工表面质量内在联系。
为研究旋转超声振动磨削的表面形貌提供了理论基础和参考依据。
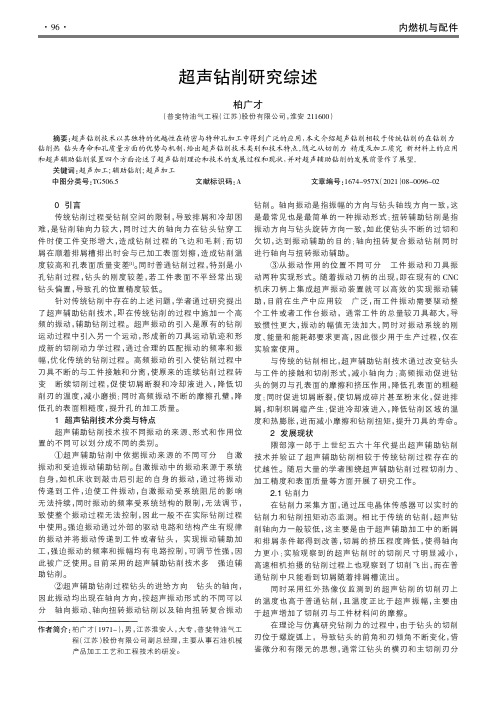
1 旋转超声振动磨削单颗磨粒加工过程旋转超声振动磨削加工是在刀具旋转的同时被施加振动频率约为16~24kHz轴向高频振动,加工模型可由图1表示。
图1 旋转超声振动磨削加工模型则可得到旋转超声振动磨削状态下的单颗磨粒的位移方程:式中:r——金刚石砂轮半径,mm;vxf、vyf、vzf——砂轮分别沿x、y、z方向的进给速度,mm/s;ω——主轴旋转角速度,rad/s;A——轴向超声振动振幅,mm;f——超声振动频率,Hz。
超声钻削的动力学模型
超声钻削的动力学模型-概述说明以及解释1.引言1.1 概述超声钻削作为一种高效的加工方法,在制造业领域得到广泛应用。
随着对材料加工要求的不断提高,超声钻削动力学模型的研究显得尤为重要。
本文旨在建立超声钻削的动力学模型,分析模型参数对钻削效果的影响,并探讨模型的应用前景和研究展望。
通过对超声钻削原理和动力学模型的深入研究,可以为超声钻削技术的进一步发展提供理论基础和技术支持。
1.2 文章结构文章结构部分内容:本文将分为引言、正文和结论三个部分。
引言部分将概括介绍超声钻削的概念和背景,以及本文的目的和意义。
正文部分将详细阐述超声钻削原理、动力学模型的建立以及模型参数对钻削效果的影响。
结论部分将对整篇文章进行总结与回顾,探讨动力学模型的应用前景以及未来的研究展望。
通过对这些内容的系统阐述和分析,本文旨在深入探讨超声钻削的动力学模型,为相关领域的研究提供一定的参考和借鉴。
1.3 目的在本文中,我们的主要目的是建立超声钻削的动力学模型,并研究模型参数对钻削效果的影响。
通过深入探讨超声钻削原理和动力学模型的建立过程,我们希望能够深入了解超声钻削的工作原理和参数对钻削效果的影响机理,为超声钻削技术的应用提供理论依据和指导意见。
同时,我们还将通过总结与回顾,探讨模型的应用前景和研究展望,为超声钻削技术的进一步发展提供参考和启示。
通过本文的研究,我们希望能够为超声钻削技术的优化和改进提供理论支持和实践指导。
2.正文2.1 超声钻削原理超声钻削是一种利用超声波振动来实现高效率钻削的先进技术。
它利用超声波的高频振动作用于钻头,使得钻孔过程中的切削力得到增强,从而实现更快速、更精密的钻削过程。
超声钻削原理基于超声波的物理性质。
超声波是指频率高于20kHz 的声波,其振动频率远高于人耳的听觉范围。
通过超声波振动装置的作用,钻头在钻削过程中受到高频振动的作用,导致材料表面的微小颗粒得到削除。
这种高频振动能够增加钻头切削力,并且通过微小振动幅度实现对材料的精准控制,从而达到更精密的钻削效果。
钻削力测量实验和研究

钻削力的测量实验和研究一、课题研究的目的与意义本文主要研究内容如下:研究了各参数对钻削力和扭矩的影响,例如:主轴转速、进给量和钻头直径和顶角对钻削力的影响,本文从钻削力测量实验出发,用麻花钻作为钻削工具,以2gr13和铝合金作为钻削加工材料,用钻削测力仪对钻削力和扭矩进行测量,在改变钻头直径、进给量、主轴转速以及钻头顶角的条件下,得出一系列的数据,然后对数据进行分析和处理,在双对数坐标上画出曲线图。
这些变化规律为钻头在生产实际中的应用提供参考。
二、准备1、实验设备:1)动态电阻应变仪型号:y6d-3a工作频率工作范围:0-1500hz2)uj-37型携带式直流电位差计3)四向电阻式钻削测力仪4))dy-15电源5)x-y记录仪2、加工条件:1)试件材料:2gr13、铝合金2)使用刀具:高速钢麻花钻直径分别为:φ8.5 mm、φ10 mrn、φ12.1 mm、φ15mm、φ21mm3)转速范围:50r/min~315r/min4)进给量范围:0.56mm/r~0.224mm/r5)钻削孔径范围,8.5mm~21mm.3、应变式传感器的静态标定应变式传感器的轴向力和标准力矩都是通过测力环来标定的,如下图所示。
将数据采集器采集的二进制数据,传递给pc,经程序处理后变为十进制数,计算得到标定的加载曲线,然后经回归处理得到回归方程。
附录表1是进行轴向力标定时实验数据的记录。
根据附录表1中的数据,可作f-v关系函数,f=a0+a1x,利用平均值法,将两方程联立可求得:a0=-103.4 a1 =13.9所以,轴向力的标定方程为:f=-103.4+13.9x附录表2是进行扭矩标定时实验数据的记录。
根据附表2中的数据,可作m-v关系函数,可作m=a0+a1x,利用平均值法,有将两方程联立可求得:a0=-6.779 a1=5.02所以扭矩的标定方程为:m=-6.779+5.02x结论从实验的结果可以看出,影响钻削力的因素很多,确定起来存在许多困难,其中很多机理还有待深入研究。
0Cr17Ni4Cu4Nb超声振动钻削的钻削力和切屑研究

0Cr17Ni4Cu4Nb超声振动钻削的钻削力和切屑研究
张学忱;吕康;史尧臣;于雪莲
【期刊名称】《机床与液压》
【年(卷),期】2018(046)019
【摘要】针对深小孔钻削过程中存在轴向力和扭矩较大、断屑排屑效果差、刀具易磨损等问题,通过建立轴向振动钻削运动数学模型,分析了超声振动钻削的钻削力和断屑机制.在设计的超声轴向振动钻削试验装置上对0Cr17Ni4Cu4Nb不锈钢材料进行了普通钻削和超声振动钻削深小孔加工试验,对比分析了轴向力、扭矩和切屑形状.实验结果表明:与普通钻削相比,超声振动钻削降低了轴向力和扭矩,获得了良好的断屑和排屑效果,提高了钻削过程的稳定性,延长了刀具的使用寿命.
【总页数】4页(P53-55,66)
【作者】张学忱;吕康;史尧臣;于雪莲
【作者单位】长春理工大学机电工程学院, 吉林长春130022;长春理工大学机电工程学院, 吉林长春130022;长春大学机械与车辆工程学院, 吉林长春130022;长春大学机械与车辆工程学院, 吉林长春130022
【正文语种】中文
【中图分类】TG506.5
【相关文献】
1.振幅对超声振动钻削力的影响研究 [J], 丁雪芹;马玉平;田成彪;向道辉
2.进给量对超声振动钻削力的影响研究 [J], 史尧臣;宗姝;李占国;于雪莲
3.TC4钛合金低频振动钻削切屑形态和钻削力研究 [J], 赵亭;肖继明;范思敏;杨振朝;杨福杰
4.轴向超声振动钻削的钻削力和切屑形态研究 [J], 陈肖玮;陈振亚
5.SiC_p/Al-MMCs的超声振动钻削力特性研究 [J], 吴镝;焦锋;刘传绍
因版权原因,仅展示原文概要,查看原文内容请购买。
钻削力测量实验和研究
钻削力的测量实验和研究一、课题研究的目的与意义本文主要研究内容如下:研究了各参数对钻削力和扭矩的影响,例如:主轴转速、进给量和钻头直径和顶角对钻削力的影响,本文从钻削力测量实验出发,用麻花钻作为钻削工具,以2gr13和铝合金作为钻削加工材料,用钻削测力仪对钻削力和扭矩进行测量,在改变钻头直径、进给量、主轴转速以及钻头顶角的条件下,得出一系列的数据,然后对数据进行分析和处理,在双对数坐标上画出曲线图。
这些变化规律为钻头在生产实际中的应用提供参考。
二、准备1、实验设备:1)动态电阻应变仪型号:y6d-3a工作频率工作范围:0-1500hz2)uj-37型携带式直流电位差计3)四向电阻式钻削测力仪4))dy-15电源5)x-y记录仪2、加工条件:1)试件材料:2gr13、铝合金2)使用刀具:高速钢麻花钻直径分别为:φ8.5 mm、φ10 mrn、φ12.1 mm、φ15mm、φ21mm3)转速范围:50r/min~315r/min4)进给量范围:0.56mm/r~0.224mm/r5)钻削孔径范围,8.5mm~21mm.3、应变式传感器的静态标定应变式传感器的轴向力和标准力矩都是通过测力环来标定的,如下图所示。
将数据采集器采集的二进制数据,传递给pc,经程序处理后变为十进制数,计算得到标定的加载曲线,然后经回归处理得到回归方程。
附录表1是进行轴向力标定时实验数据的记录。
根据附录表1中的数据,可作f-v关系函数,f=a0+a1x,利用平均值法,将两方程联立可求得:a0=-103.4 a1 =13.9所以,轴向力的标定方程为:f=-103.4+13.9x附录表2是进行扭矩标定时实验数据的记录。
根据附表2中的数据,可作m-v关系函数,可作m=a0+a1x,利用平均值法,有将两方程联立可求得:a0=-6.779 a1=5.02所以扭矩的标定方程为:m=-6.779+5.02x结论从实验的结果可以看出,影响钻削力的因素很多,确定起来存在许多困难,其中很多机理还有待深入研究。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
意图,附有金刚石颗粒的刀具在高速旋转的同时沿 轴向超声频率振动,并朝着工件恒速度或恒压力 进给。
图1
旋转超声钻削加工示意图
因此,该加工方法的材料去除是金刚石磨粒磨 削材料和传统超声波加工材料去除的复合,包括金 刚石工具旋转运动造成的直接机械磨削、金刚石磨 粒对工件的高频振动冲击以及振动、滑擦、耕犁和 磨蚀作用的叠加。针对电镀金刚石刀具加工,金刚 石磨粒的形状一般都不规则,存在许多尖角,当金 刚石磨粒作用于加工工件时,磨粒就像一个个小压 头与工作表面接触,产生中央裂纹和横向裂纹,当 裂纹扩展到工件表面时,就会以脆性断裂形式从工 件脱落。因此,旋转超声加工硬脆材料的去除机理 可以认为是金刚石磨粒对工件冲击的同时进行着高 速圆周划擦,而磨粒的冲击作用可假定与尖压头的 作用相似,用尖压头的压痕断裂力学来描述材料的 去除机理。根据压痕断裂力学,结合金刚石磨粒的 实际运动方式,建立单颗磨粒切削硬脆材料的材料 去除过程和切削体积模型,如图 2 所示。
第 47 卷第 15 期 2011 年 8 月
机 械 工 程 学 报
JOURNAL OF MECHANICAL ENGINEERING
Vol.47 Aug.
No.15 2011
DOI:10.3901/JME.2011.15.149
旋转超声钻削的切削力数学模型及试验研究*
张承龙 冯平法 吴志军 郁鼎文
切削工件的接触时间及切削状态。为了更好地预测 加工效果,很有必要研究加工过程的切削力情况, 建立切削力数学预测模型。 由上述金刚石磨粒超声振动速度的公式,可以 求出超声振动的平均速度 v1
2∫ 4T 2πAf cos(2πft )dt
− 4 T
= 4 Af (8) T 在旋转超声钻削中,一般超声振幅 A=5 ~ 20 μm,超声振动频率 f=16~30 kHz。超声振动平均速 度 v1 =320~2 400 mm/s。由此可知,旋转超声加工 材料去除机理研究 旋转超声加工是传统机械旋转加工和工具轴 向超声振动的复合加工,图 1 为旋转超声钻削的示
月 2011 年 8 月
张承龙等:旋转超声钻削的切削力数学模型及试验研究
151
1.2
切削力模型建立
在旋转超声恒进给率钻削中,刀具在超声频率 轴向振动和高速旋转的同时,还以恒定的进给率朝 工件方向进给,设定刀具的进给速度为 vm。由于工 具的周期振动,磨粒并没有持续与工件接触,而是 切削—空切—切削的周期过程,图 3 为一个振动周 期内工具端部金刚石磨粒轴向运动的示意图。
150
机
械
工
程
学
报
第 47 卷第 15 期期
于该加工方法的试验分析和理论研究成果,对硬脆 材料的材料去除机理进行了研究,且分析了主轴转 速、超声振幅、超声频率、金刚石粒度及形状等因 素对材料去除率、刀具损伤、表面粗糙度值等加工 效果的影响。PEI 等[5]通过分析旋转超声加工硬脆 材料的材料去除方式,提出了材料去除率理论预测 模型。LI 等[6-7]通过开展旋转超声恒进给率钻削硬 脆材料的试验,研究了主轴转速、进给速度、超声 功率等参数对切削力及加工孔崩边尺寸的影 响。 QIN 等[8]运用 Solidworks 软件的仿真计算功能, 假定旋转超声钻削钛合金的材料去除方式为塑性去 除,建立了在恒进给率条件下切削力的物理预测 模型。 随着硬脆材料的开发与应用及工具技术的发 展,硬脆材料的加工技术及理论研究得到了较快的 发展。 KOMANDURI 等[9]通过分析多晶体陶瓷及光 学玻璃材料的失效机制,提出陶瓷及玻璃材料加工 的材料去除方式有脆性断裂去除和塑性去 除。FANG 等[10-11]利用划擦试验,通过逐渐改变切 削深度的方法, 研究了光学玻璃加工的脆/塑转变过 程。PEI 等[12]提出在超声振动辅助加工硬脆材料过 程中,材料去除方式包含脆性断裂去除和塑性流动 去除。邓朝晖等[13]提出硬脆性材料的脆性断裂去除 是通过空隙和裂纹的成形或延展、剥落及碎裂等方 式来完成的,其主要表现形式有晶粒去除、材料剥 落、脆性断裂、晶界微破碎等。 切削力是表征加工过程的重要参数,是反映加 工状态的重要物理量之一。切削力的大小直接影响 加工状态和加工表面质量。因此,预测切削力不仅 可以反映金刚石刀具与工件的相互作用,还可以预 测加工表面质量。本文结合硬脆材料的脆性断裂去 除机理,提出了旋转超声恒进给率加工的切削力数 学预测模型。通过开展光学玻璃(K9)的加工试验, 分析工艺参数对切削力的影响,验证了已建立的切 削力数学预测模型。通过开展旋转超声加工和普通 加工切削力、孔内表面粗糙度值以及孔崩边尺寸的 对比研究, 得出旋转超声加工可以有效降低切削力, 减小出孔崩边尺寸,从而提高加工效率的结论。
Abstract: The effective cutting time, cutting depth, cutting speed, and cutting length of single particle in rotary ultrasonic drilling are determined by examining mechanism of hard and brittle material brittle-fracture removal and analyzing characteristic of diamond tools’ rotary ultrasonic machining. A mathematical model is presented to predict the cutting force in rotary ultrasonic drilling. The experimental investigations of optical glass show that cutting force increases with the increase of feedrate and decreases with the increase of spindle speed, and the effect of spindle speed on cutting force is much stronger at high feedrate and the effect of feedrate on cutting force is much stronger at low spindle speed, which verify the developed mathematical model. Comparative experiments on rotary ultrasonic drilling and conventional machining show that the former can reduce cutting force and machined hole exit chipping sizes, improve machining efficiency and lower machining cost. From the phenomenon that the surface roughness resulted from rotary ultrasonic drilling is higher than that from conventional machining, it is concluded that the particle effective cutting depth is the most important factor influencing surface roughness when hard and brittle material is removed by brittle fracture. Key words:Rotary ultrasonic machining Drilling Cutting force Mathematical model Chipping size Surface roughness
图4
简化后的金刚石磨粒轴向运动示意图
QIN 等[8]提出了建立切削力模型的一种方法:
通过分析单颗磨粒的受力情况,而后将所有参与磨 削的单颗磨粒的切削力叠加起来,得出加工的切削 力。本文参考该方法,建立了旋转超声恒进给率钻 削硬脆材料的切削力数学预测模型。为了建立切削 力模型, 提出假设: ① 工件材料为理想的脆性材料; ② 所有金刚石磨粒都是相同大小的刚性维氏四面 体; ③ 在每一次振动周期内, 所有的金刚石磨粒都 参与材料的加工过程。 如图 4 所示,设定磨粒压入工件材料到达最大 深度 δ 时,单颗磨粒与工件之间的接触力为 Fc/m, 其中 Fc 是工具与工件之间的最大冲击力; m 是工具 端面有效磨粒的数目。在一个振动周期内,工具与 工件的脉冲冲击力对工件的冲量与切削力 F 对工件 的冲量相等。 则最大冲击力 Fc 与切削力 F 之间的关 系为
期长,而且加工成本高,加工精度也不易保证,是 典型的难加工材料[1]。 旋转超声加工 (Rotary ultrasonic machining , RUM)是集磨粒磨削加工和传统超声加工为一体的 复合加工方式,目前已被广泛应用到硬脆材料的加 工中[2-4]。自 20 世纪 60 年代起,国内外的大量学者 就开始研究旋转超声加工技术,先后发表了许多关
图2
单颗磨粒切削过程和切削体积模型
图 2 中 CL 为横向裂纹的长度,CH 为横向裂纹 的深度,l 为磨粒与工件干涉的弧长,α0 为维氏四 面体压头的锥角。 在本研究中,通过压痕试验测得光学玻璃(K9) 的硬度和断裂韧度,观察加工后的孔表面形貌,判 定旋转超声钻削硬脆材料的去除方式以脆性断裂去 除为主。为了便于模型的建立和计算,在建立切削 力数学模型建立时,假设材料的去除完全以脆性断 裂去除。
北京 100084) (清华大学精密仪器与机械学系
摘要:通过分析硬脆材料脆性断裂去除机理和旋转超声加工特点,确定旋转超声加工时单颗磨粒的切削时间、切削深度、切 削速度及切削轨迹长度,建立旋转超声恒进给率钻削硬脆材料的切削力数学预测模型。光学玻璃加工试验研究表明,切削力 随进给速度的增大而增大,随主轴转速的提高而减小;在高进给速度条件下,切削力对主轴转速的变化更为敏感,在低主轴 转速条件下,切削力对进给速度的变化更为敏感;从而很好地验证了已建立的切削力数学预测模型。旋转超声加工和普通加 工的对比试验表明,旋转超声钻削加工可以有效降低切削力,一定程度上减小出孔崩边尺寸,从而提高加工效率、降低加工 成本。根据旋转超声加工的表面粗糙度值略高于普通加工,提出硬脆材料脆性断裂去除时磨粒实际切削深度决定加工表面粗 糙度的判断。 关键词:旋转超声加工 中图分类号:TG663 钻削 切削力 数学模型 崩边尺寸 表面粗糙度