(完整版)数控车床上应用宏程序加工梯形螺纹
在数控车床上用宏程序加工梯形螺纹

不是理想的加工方法。
ቤተ መጻሕፍቲ ባይዱ
为了解决“直进分”和“斜进法”的缺点,就
必须改善刀具的切削方式。通过分析,最后选用
(见图3)“分层切削法”。“分层切削法”是先
把螺纹X向分成若干层,
每层Z向再进行若干次粗
切削,再进行左、右精车
切削。每层刀具只需沿左
右牙型线切削,背吃刀量
小,从而使排屑比较顺
利,刀具的受力和受热情
图3 分层切削法
起刀点Z轴偏 移量(CE)的计 算公式为
图7
CE=BE-BC=(AH+tan15°×HE)-BC =(P/4+tan15°×HE)-BC 即起刀点Z轴偏移量(螺纹右侧留0.1mm的精 加工量)参数变量为
#8=#2/4+TAN[15]*[#1-#3]/2-#6/2-0.1;
每层Z轴的切削余量(DF)的计算公式为
M 机床自动化 achine Tools Automation
在数控车床上用宏程序加工梯形螺纹
中国北车永济新时速电机电器有限责任公司 (山西 044502) 陈建军 永济电机高级技工学校 (山西 044500) 张丽波
一、梯形螺纹在数控车床上的加工工艺
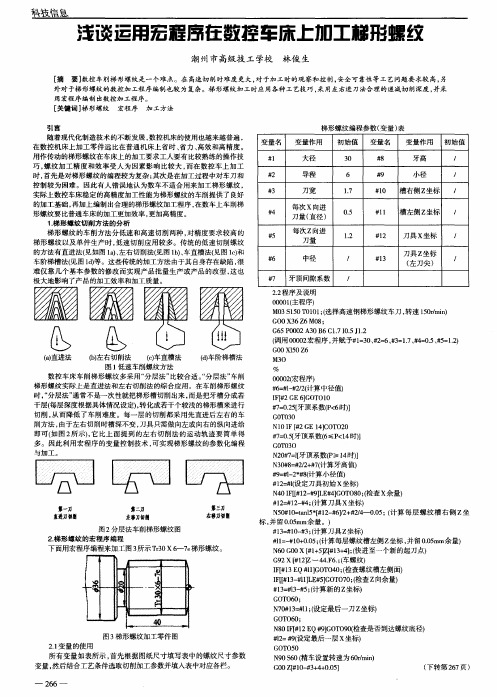
数控车加工螺纹有三种指令:G32、G92、 G76。其中G32、G92的进刀方式为“直进法” (见图1);G76的进刀方式为“斜进法”(见图 2)。
DF=BF-BD=2(AH+tan15°×HE)-BD
即每层Z轴的切削余量(螺纹左侧留0.1mm的 精加工量)参数变量为
#9=#2/2+TAN[15]*[#1-#3]-#6-0.1
(3)外螺纹Tr36×6程序
O8888; M03S200; G00X100Z50; T0101; G00X40Z10; #1=36;(螺纹大径及公称直径) #2=6;(螺距) #3=#1-#2/2;(螺纹中径) #4=0.5;(牙顶间隙) #5=#1-#2-2*#4;(螺纹小径) #6=1(T型螺纹刀刀尖宽) #7=0.366*#2-2*TAN[15]*#4;(牙底槽宽) #8=#2/4+TAN[15]*[#1-#3]/2-#6/2-0.1;(起 到点Z轴偏移量,右侧留0.1mm) #9=#2/2+TAN[15]*[#1-#3]-#6-0.1;(每层Z 轴的切削余量,左侧留0.1mm) #10=0.5(X轴的吃刀量) N1IF[#1LE#5]GOTO4;(判断切削直径,如果X值 ≤小径,则执行N4程序段) N2IF[#9LE0.1]GOTO3;(判断每层Z轴切削余量如 果余量≤0.1mm,则执行N3程序段) G00Z[10+#8];(Z轴起刀点) G92X#1Z-42F#2;(切削螺纹) #8=#8-0.3;(重新计算Z轴起刀点偏移量,递减0.3mm) #9=#9-0.3;(重新计算每层Z轴切削余量,递减0.3mm) GOTO2;(无条件执行N2程序段) N3#1=#1-#10;(重新计算切削直径X值) #8=#2/4+TAN[15]*[#1-#3]/2-#6/2-0.1(重新 计算Z轴起刀点偏移量) #9=#2/2+TAN[15]*[#1-#3]-#6-0.1;(重新计 算每层Z轴切削余量) IF[#1GE33]THEN#10=0.5(判断切削直径,对X轴吃刀 量重新赋值)
(完整版)数控车床上应用宏程序加工梯形螺纹
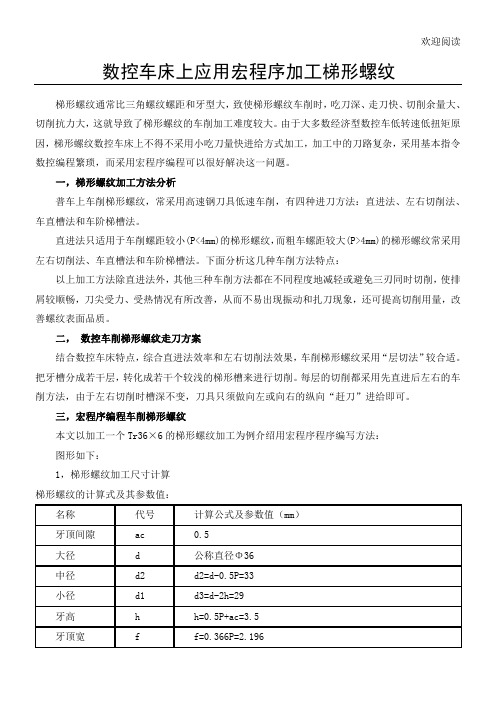
欢迎阅读数控车床上应用宏程序加工梯形螺纹梯形螺纹通常比三角螺纹螺距和牙型大,致使梯形螺纹车削时,吃刀深、走刀快、切削余量大、切削抗力大,这就导致了梯形螺纹的车削加工难度较大。
由于大多数经济型数控车低转速低扭矩原因,梯形螺纹数控车床上不得不采用小吃刀量快进给方式加工,加工中的刀路复杂,采用基本指令数控编程繁琐,而采用宏程序编程可以很好解决这一问题。
一,梯形螺纹加工方法分析
左(右)移刀量的计算
如上图可以得出层切时左(右)赶刀量计算式为
①、当刀头宽度等于牙槽底宽时,左(右)赶刀量=tan15°×(牙深—当前层背吃刀量);
②、当刀头宽度小于于牙槽底宽时,左(右)赶刀量=tan15°×(牙深—当前层背吃刀量)+(牙槽底宽—刀头宽度)/2
2,“层切法”车削梯形螺纹的刀具选择
,#2
#3。
宏程序在数控车床加工阀杆梯形螺纹中的应用
#504 = #504 + #505; ………………………… 循环相加 IF〔#504GT#503〕THEN#504 = #503; ……如果#504 > # 503 条件成立则#504 = #503 IF〔#504GE#502〕THEN#510 = 0……如果#504≥#502 条 件成立则#510 = 0 IF〔#502GE6. 0〕THEN#508 = #501 + 0. 1* #510; ……如 果#502≥6. 0 条件成立执行“左右借刀法”即#508 = #501 或 者#508 = #501 - 0. 1 END1; ………………………………………… 循环结束
2011 年第 5 期 文章编号:1002-5855(2011)05-0021-02
阀
门
— 21 —
宏程序在数控车床加工阀杆梯形螺纹中的应用
李双喜,吴尖斌 ( 浙江石化阀门有限公司,浙江 温州 325025)
摘要 介绍了宏程序在阀杆梯形螺纹加工中节约编程调试时间,改善切削条件,提高加工精度
等方面的广泛适用性和应用过程。给出了阀杆梯形螺纹运用宏程序在数控机床上的加工工艺。
LI Shuang-xi,WU Jian-bin
( Zhejiang Petrochemical Valve Co. ,ltd Wenzhou,325025,China)
Abstract: Introduces applicability and application process of macro program in the aspect of saving time on programming and adjusting in the process of machining stem acme thread; improving cutting conditions; increasing machine finish and so on,gives machining process of stem acme thread by applying macro program by numerically controlled lathe. Key words: stem; macro program; acme thread; lathe machining; CAM
用宏程序加工梯形螺纹
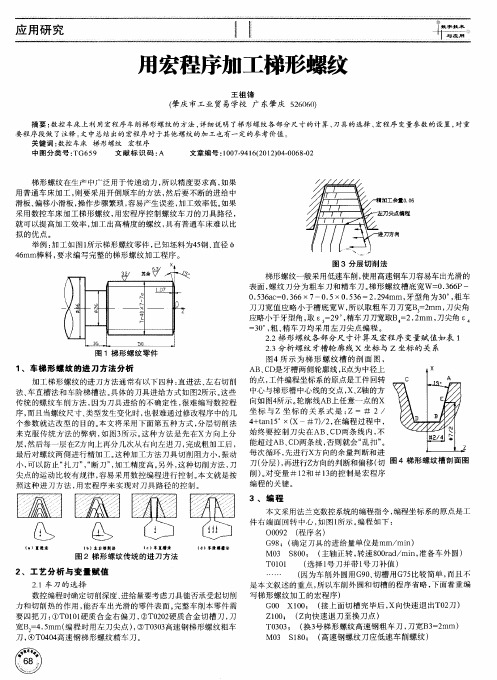
梯 形 螺 纹 在 生 产 中广 泛 用 于 传 递 动 力 , 以精 度 要 求 高 , 果 所 如 用普通车床加工 , 要采用开倒顺车的方法 , 则 然后 要 不 断 的 进 给 中 滑 板 、 移 小 滑 板 , 作 步骤 繁 琐 , 易 产 生 误 差 , 工 效 率 低 。 果 偏 操 容 加 如 采 用 数 控 车 床 加 工梯 形螺 纹 , 宏 程 序 控 制 螺 纹 车 刀 的刀 具 路 径 , 用 就可 以提高加工 效率 , 加工 出高精度的螺纹 , 有普通车床难以 比 具 拟的优点 。 举例 : 工如 图l 加 所示 梯 形 螺纹 零件 , 已知 坯 料 为 4 钢 、 径 5 直 4 mm棒 料 , 求 编 写 完 整 的 梯 形 螺 纹 加 工 程 序 。 6 要
图 3 分 层切 削 法
梯形螺纹一般采用低速车削 , 使用高速钢车刀容易车 出光滑的 表面 , 螺纹刀分为 粗车刀和精车刀 。 梯形螺 纹槽 底宽W= .6 P一 0 36 0 5 6 c 0 3 6×7 . 0 5 6=2 24 .3a = .6 —0 5× .3 .9 mm, 型 角 为 3 。 粗 车 牙 0, 刀 刀 宽值 应 略 小 于 槽 底 宽 w , 以 取 粗 车 刀 刀 宽B = rm, 尖 角 所 2 a 刀 应略小于牙型角 , E = 9 , 取 2 。精车刀刀宽取B =2 2 m , . r 刀尖角 £ a 3 。粗 、 车 刀 均 采 用 左 刀尖 点编 程 。 0, 精
2 工 艺分 析 与 变 量 赋 值 、
21车刀 的选 择 . 数控编程 时确定切削深度 、 给量要考虑刀具 能否承受起切削 进 力 和 切 削 热 的作 用 , 能否 车 出 光 滑 的 零件 表 面 。 整 车 削本 零件 需 完 要 四把 刀 : 0 0 硬 质 合 金 右 偏 刀 , ①T 1 1 ②T00 硬 质 合 金 切 槽 刀 , 22 刀 宽B = .rm( ,45 a 编程时用左刀 尖点 ) ̄T00 高速钢梯 形螺 纹粗车 , 33 刀 , T 44 速钢梯形螺纹精 车刀。 9 ( 00 高
梯形螺纹的宏程序加工
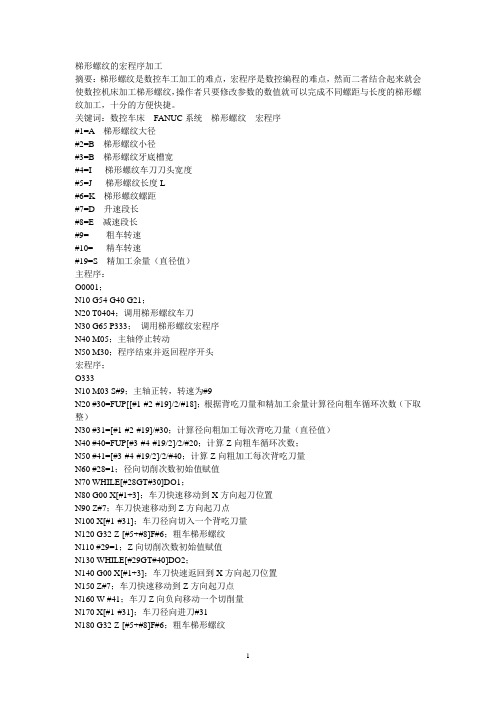
梯形螺纹的宏程序加工摘要:梯形螺纹是数控车工加工的难点,宏程序是数控编程的难点,然而二者结合起来就会使数控机床加工梯形螺纹,操作者只要修改参数的数值就可以完成不同螺距与长度的梯形螺纹加工,十分的方便快捷。
关键词:数控车床FANUC系统梯形螺纹宏程序#1=A 梯形螺纹大径#2=B 梯形螺纹小径#3=B 梯形螺纹牙底槽宽#4=I 梯形螺纹车刀刀头宽度#5=J 梯形螺纹长度L#6=K 梯形螺纹螺距#7=D 升速段长#8=E 减速段长#9= 粗车转速#10= 精车转速#19=S 精加工余量(直径值)主程序:O0001;N10 G54 G40 G21;N20 T0404;调用梯形螺纹车刀N30 G65 P333;调用梯形螺纹宏程序N40 M05;主轴停止转动N50 M30;程序结束并返回程序开头宏程序;O333N10 M03 S#9;主轴正转,转速为#9N20 #30=FUP[[#1-#2-#19]/2/#18];根据背吃刀量和精加工余量计算径向粗车循环次数(下取整)N30 #31=[#1-#2-#19]/#30;计算径向粗加工每次背吃刀量(直径值)N40 #40=FUP[#3-#4-#19/2]/2/#20;计算Z向粗车循环次数;N50 #41=[#3-#4-#19/2]/2/#40;计算Z向粗加工每次背吃刀量N60 #28=1;径向切削次数初始值赋值N70 WHILE[#28GT#30]DO1;N80 G00 X[#1+3];车刀快速移动到X方向起刀位置N90 Z#7;车刀快速移动到Z方向起刀点N100 X[#1-#31];车刀径向切入一个背吃刀量N120 G32 Z-[#5+#8]F#6;粗车梯形螺纹N110 #29=1;Z向切削次数初始值赋值N130 WHILE[#29GT#40]DO2;N140 G00 X[#1+3];车刀快速返回到X方向起刀位置N150 Z#7;车刀快速移动到Z方向起刀点N160 W-#41;车刀Z向负向移动一个切削量N170 X[#1-#31];车刀径向进刀#31N180 G32 Z-[#5+#8]F#6;粗车梯形螺纹N190 G00 X[#1+3];车刀快速返回到X方向起刀位置N200 Z#7;车刀快速移动到Z方向起刀点N210W#41;车刀Z向正向移动一个切削量N220X[#1-#31];车刀径向进刀#31N230G32Z-[#5+#8]F#6;粗车梯形螺纹N240G00X[#1+3];车刀快速返回到X方向起刀位置N250Z#7;车刀快速移动到Z方向起刀点N260#29=#29+1;Z向移动次数增加1N270#41=#41*#29;Z向移动量递增N280END2;N290#28=#28+1;X向切削次数增加1N300#31=#31*#28;X向切削量递增N310END1;N320 #41=[#3-#4-#19/2]/2/#40;计算Z向粗加工每次背吃刀量N330#29=1;Z向切削次数初始值赋值N340S#10;选用精加工转速N350G00X[#1+3];车刀快速返回到X方向起刀位置N360Z#7;车刀快速移动到Z方向起刀点N370X#2;车刀进给到X向精车位置N380G32Z-[#5+#8]F#6;精车螺纹牙底N390WHILE[#29GT#40]DO3;N400G00X[#1+3];车刀快速返回到X方向起刀位置N410Z#7;车刀快速移动到Z方向起刀点N420X#2;车刀进给到X向精车位置N430W-#41;车刀Z向负向移动一个切削量N440G32Z-[#5+#8]F#6;精车螺纹牙底N450G00X[#1+3];车刀快速返回到X方向起刀位置N460Z#7;车刀快速移动到Z方向起刀点N470X#2;车刀进给到X向精车位置N480W#41;车刀Z向正向移动一个切削量N490G32Z-[#5+#8]F#6;精车螺纹牙底N500#29=#29+1;Z向移动次数增加1N510#41=#41*#29;Z向移动量递增N520END3;N530G00X[#1+3];车刀快速返回到X方向起刀位置N540Z#7;车刀快速移动到Z方向起刀点N550X#2;车刀进给到X向精车位置N560W-[#3-#4]/2;车刀移动到螺纹牙右侧面起点N570G32Z-[#5+#8]F#6;精车螺纹牙牙右侧面N580G00X[#1+3];车刀快速返回到X方向起刀位置N590Z#7;车刀快速移动到Z方向起刀点N600X#2;车刀进给到X向精车位置N610W[#3-#4]/2;车刀移动到螺纹牙左侧面起点N620G32Z-[#5+#8]F#6;精车螺纹牙牙左侧面N630G0X100;N640Z100;N650M99。
浅谈运用宏程序在数控车床上加工梯形螺纹
N1 0 I F[ # 2 GE 1 4 ] C O T O 2 0
# 7 = 0 . 5 【 牙顶 系数( 6 ≤P < 1 4 时) 】
GO T0 3 O
第 一刀 直 进刀蜘 捌
第 二 刀 左移 刀 蜘捌
第 三 刀 右善 刃 砑闰
图2分层法车削梯形螺纹 图 2 . 梯形螺纹的宏程序编程
初始值 变量名 3 0
6
变量作用 初始值 牙高
小 径
# 8
|
/
# 3
刀宽 每次 x向进 刀量( 直径)
1 . 7 0 5
.
# 1 0
# 1 1
槽右侧 Z 坐标
槽左侧 z坐标
, / # 5 源自# 6 每次z向进 刀量
中径
1 2
.
# 1 2
# 1 3
刀具 x 坐标
刀具 Z坐标 ( 左 刀尖 )
,
|
|
# 7
牙顶间隙系数
|
2 . 2 程序及说 明 0 0 0 0 1 ( 主程序) M0 3 S 1 5 0 T O I O 1 ; ( 选择高速钢梯形螺纹车刀 , 转速1 5 0 r / mi n )
科技信惠
浅i 炎运用宏程序在数控 车床上加工桴形螺纹
潮 州市 高级技 工 学校 林俊 生
[ 摘 要] 数控 车 削梯形螺纹是 一个难点。在 高速切 削时难度更 大, 对于加 工时的观察和控 制 , 安全可靠性等 工艺问题 要求较 高, 另 外对于梯形螺纹的数控加工程序编制也较 为复杂。梯形 螺纹加 工时应用各种工艺技 巧 。 采 用左右进刀 法合理 的递减切 削深度 , 并采 用宏程序 编制 出数控h  ̄ . X - 程序。 [ 关键词 】 梯 形螺 纹 宏程序 加工方法
数控车-梯形螺纹编程
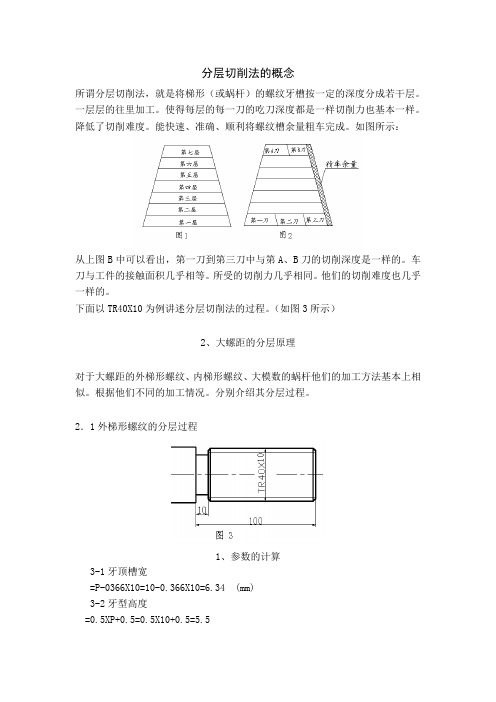
分层切削法的概念所谓分层切削法,就是将梯形(或蜗杆)的螺纹牙槽按一定的深度分成若干层。
一层层的往里加工。
使得每层的每一刀的吃刀深度都是一样切削力也基本一样。
降低了切削难度。
能快速、准确、顺利将螺纹槽余量粗车完成。
如图所示:从上图B中可以看出,第一刀到第三刀中与第A、B刀的切削深度是一样的。
车刀与工件的接触面积几乎相等。
所受的切削力几乎相同。
他们的切削难度也几乎一样的。
下面以TR40X10为例讲述分层切削法的过程。
(如图3所示)2、大螺距的分层原理对于大螺距的外梯形螺纹、内梯形螺纹、大模数的蜗杆他们的加工方法基本上相似。
根据他们不同的加工情况。
分别介绍其分层过程。
2.1外梯形螺纹的分层过程1、参数的计算3-1牙顶槽宽=P-0366X10=10-0.366X10=6.34 (mm)3-2牙型高度=0.5XP+0.5=0.5X10+0.5=5.5(如图4所示)设刀宽为2mm,留0.2mm的精车余量,每1mm深分一层.则各层粗车时应车的宽度为:(图6用于宏程序)X=1Xtan15=0.268≈0.273-3第一层粗车时应车的槽宽为:AB =6.34(顶宽)-0.2(精车余量)-0.27(左边减小量)-0.27(右边减小量)=5.6mm3-4第二层粗车时的槽宽:C、D两端分别比A、B两端缩小0.27,所以CD长为(以下第层都缩小0.27)CD=5.6-0.54=5.063-5第三层粗车时的槽宽:EF=5.06-0.54=4.52mm3-6第四层粗车时的槽宽:GH=4.52-0.54=3.983-7第五层粗车时的槽宽:IJ=3.98-0.54=3.443-8第六层(0.5mm深)粗车时的槽宽:KL=3.44-0.28=3.16设车螺纹时车刀的起刀点为(X42,Z5),各项参数如下图所示:备注栏为采用子程序时,在原来每刀基础上再分出3刀后的每层总刀数。
2.2 加工程序粗车完后再进行精加工,上述螺纹部分的加工程序为:O0001……T0303(梯形螺纹刀,刀宽为1.2)G00 X42 Z5G92 X38 Z-95 F10G00 Z7G92 X38 Z-95 F10G00 Z8.6G92 X38 Z-95 F10G00 Z5.27G92 X36 Z-95 F10G00 Z7.27G92 X36 Z-95 F10G00 Z8.33G92 X36 Z-95 F10G00 Z5.54G92 X34 Z-95 F10G00 Z7.54G92 X34 Z-95 F10G00 Z8.06G92 X34 Z-95 F10G00 Z5.81G92 X32 Z-95 F10G00 Z7.79 G92 X32 Z-95 F10G00 Z6.08G92 X30 Z-95 F10G00 Z7.52G92 X30 Z-95 F10G00 Z6.22G92 X29 Z-95 F10G00 Z7.38G92 X29 Z-95 F10。
数控车床上应用宏程序加工梯形螺纹之欧阳体创编
数猪乡凉仑应用宏繹瘁加3榛糅衫緩总逼常比三色綏总緩更如劳型尢,致俊梯够緩金孑 杳)时,叱刀探、走刀僅、切削会逻尢、切杳)犹力尢,迫就导致 了糅衫谡盘的■的加3姙虐筱尢。
由孑尢乡数0;埼型敌施乡傾 約速傾也艇应®,糅衫緩幺炭总乡凉£不務刁:采用J 叱刀蚤僅 逬诒方式加工,加3中的刀路夏多,采用基本北今数挖编終鑿 瘙,而采用宏程存备程可以俚阿斜块迪一向腿。
样够鯉仗加工方法分朽善乡上釦的糅衫緩盘,常采用篇速絢刀翼傾速夕树,侖国 种逍刀方:主:盍逬法、左右切树:主、孑&槽:主和乡陷榛槽:主。
盍逬注□适用孑孑削緩更殓J(Pv4mm)的糅衫緩&,而粗 孑綏鉅验尢(P>4mm)的糅衫緩&常采用左右切•的:•去、孑盍橹注 餉孑隋糅橹:主。
下而分朽迫几神孑树方:主丝点:以E 北工方:主險盍逬:主夕卜,典他三种乡剖方注都急刁:同往 虐他滅包或遊免三刀同时切杳),俊站用筱顺场,刀支登力、< 必懾况侖函改善,从而彳昌出呢链动如九刀珈兔,込可握爲切 树闱蚤,改善緩俊恚而爲煽。
X,敌滋夕树梯够経仗走刀方裔倨合数怎乡凉游点,稔合盍逬怙敘率如左右切树注敘果, 孑树糅衫谡金采创作:欧阳体用“老切:主”殓合俺。
把牙橹分戌若孑卮,fi 亿戌若彳个验濱的糅衫槽来逬矽切树。
备卮的切削都采用先益逬后左右的乡树方:主,由孑左右切削吋槽除不卷,刀翼口须筱角左或角右的以初“左刀"逬诒即可。
三,宠住厚偽終夕剖修彩縫盘本幺以力© 3 —个Tr36x6的糅衫緩幺力。
1筠例介区用宏終唐移存备富方:主:修够厶下:1,糅衫磯&加工尺寸皆愆糅的緩&的皆篇式乞豐痞数侥:左(右)紹刀蚤的讨算&上谢可以爲出尼切时左(右)左刀蚤皆篇式巧①、比刀块寃虐等孑劳橹凉寃时,左(右)為刀f =tanl5^x(劳除一老渤老背叱刀蚤);②、省刀块寃廈J孑孑牙橹凉妄时,左(右)卷刀蚤=tanl5°x (劳探一省前老背吃刀逻)+ (另橹凉寃一刀块寃虐)/22,“老切:主'’■的糅衫谡总的刀典逸择“卮切:•主"孑削梯衫緩&所用的粗孑刀如耦乡刀与善孑用刀—样。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
欢迎阅读数控车床上应用宏程序加工梯形螺纹梯形螺纹通常比三角螺纹螺距和牙型大,致使梯形螺纹车削时,吃刀深、走刀快、切削余量大、切削抗力大,这就导致了梯形螺纹的车削加工难度较大。
由于大多数经济型数控车低转速低扭矩原因,梯形螺纹数控车床上不得不采用小吃刀量快进给方式加工,加工中的刀路复杂,采用基本指令数控编程繁琐,而采用宏程序编程可以很好解决这一问题。
一,梯形螺纹加工方法分析
左(右)移刀量的计算
如上图可以得出层切时左(右)赶刀量计算式为
①、当刀头宽度等于牙槽底宽时,左(右)赶刀量=tan15°×(牙深—当前层背吃刀量);
②、当刀头宽度小于于牙槽底宽时,左(右)赶刀量=tan15°×(牙深—当前层背吃刀量)+(牙槽底宽—刀头宽度)/2
2,“层切法”车削梯形螺纹的刀具选择
,#2
#3。