数控车加工梯形螺纹
梯形螺纹的数控车削
梯形螺纹的数控车削机械制造技术系王照信梯形螺纹的加工在车床螺纹加工中占着基础性的地位,本文从数控车削的角度主要介绍和探讨了梯形螺纹加工的几种进刀方法以及如何灵活利用参数编程的方法来加工内外梯形螺纹。
一、梯形螺纹加工的几种进刀方法在梯形螺纹加工中当螺距小于4mm和精度要求不高的工件,可用一把梯形螺纹车刀,并用少量的左右进给法车削。
当螺距大于4mm和精度要求高的梯形螺纹,一般采用粗精分刀车削的方法。
下面结合普通车床梯形螺纹的加工经验来讨论一下数控车削梯形螺纹的几种进刀方法。
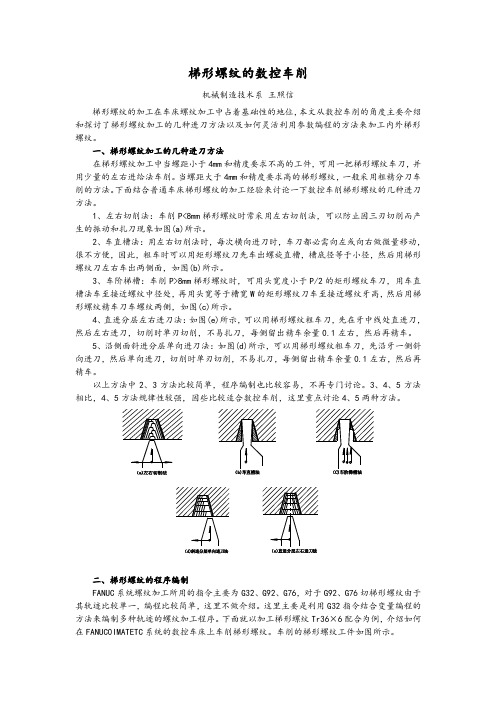
1、左右切削法:车削P<8mm梯形螺纹时常采用左右切削法,可以防止因三刃切削而产生的振动和扎刀现象如图(a)所示。
2、车直槽法:用左右切削法时,每次横向进刀时,车刀都必需向左或向右做微量移动,很不方便,因此,粗车时可以用矩形螺纹刀先车出螺旋直槽,槽底径等于小径,然后用梯形螺纹刀左右车出两侧面,如图(b)所示。
3、车阶梯槽:车削P>8mm梯形螺纹时,可用头宽度小于P/2的矩形螺纹车刀,用车直槽法车至接近螺纹中径处,再用头宽等于槽宽W的矩形螺纹刀车至接近螺纹牙高,然后用梯形螺纹精车刀车螺纹两侧,如图(c)所示。
4、直进分层左右进刀法:如图(e)所示,可以用梯形螺纹粗车刀,先在牙中线处直进刀,然后左右进刀,切削时单刃切削,不易扎刀,每侧留出精车余量0.1左右,然后再精车。
5、沿侧面斜进分层单向进刀法:如图(d)所示,可以用梯形螺纹粗车刀,先沿牙一侧斜向进刀,然后单向进刀,切削时单刃切削,不易扎刀,每侧留出精车余量0.1左右,然后再精车。
4、5方法相比,4、5二、梯形螺纹的程序编制FANUC系统螺纹加工所用的指令主要为G32、G92、G76,对于G92、G76切梯形螺纹由于其轨迹比较单一,编程比较简单,这里不做介绍。
这里主要是利用G32指令结合变量编程的方法来编制多种轨迹的螺纹加工程序。
下面就以加工梯形螺纹Tr36×6配合为例,介绍如何在FANUC0IMATETC系统的数控车床上车削梯形螺纹。
数控车应用宏程序车削梯形螺纹

BACK
14:34
2:1
BACK
14:34
(2)掌握螺纹加工时尺寸精度的控制方法。
2.生产实习应注意的问题 (1)程序输入完成后要认真检查,确保程序准确。 (2)粗精加工转速保持恒定,Z向定位点不可随意改变。
14:34
作业布置
1.如图所示梯形螺纹,试编程加工该零件。 2.思考:在数控车床如何用宏程序编程车削双线梯形螺纹?
练习:编程,输 入宇龙仿真模 拟加工。
2:1
14:34
(1)装夹工件 (2)装夹刀具
一夹一顶 对中心高 对角度 夹紧 对刀
4.执行任务
(3)轨迹模拟
(4)车削加工
(5)测量 调整
5.任务评价 (自检、交老师检测)
14:34
课堂小结
1.学习目标 知识点:用宏程序编制梯形螺纹加工程序。 技能点: (1)宏程序的灵活应用,车削梯形螺纹编程 时,合理实现条件判断和转移控制语句的循环。
G92 X#1 Z-46 F6
#1=#1-0.3
YES
#1≥33 N0 结束循环
14:34 表达式
3.程序编制
○0001
M3 S500 (启动主轴) T0303 (换刀) #1=40 (设定初始变量值) N10 G0 X46 Z10(定位螺纹起点) G92 X#1 Z-46 F6(车梯形螺纹左侧) G0 W0.4 (向右借刀,移动0.4) G92 X#1 Z-46 F6(车梯形螺纹右侧) #1= #1- 0.3(变量运算) IF [#1 GE 33] GOTO10 (条件转移) G0 X200 Z20(退刀) M30 (程序结束)
14:34
请各位老师多批评指正!
数控车-梯形螺纹编程
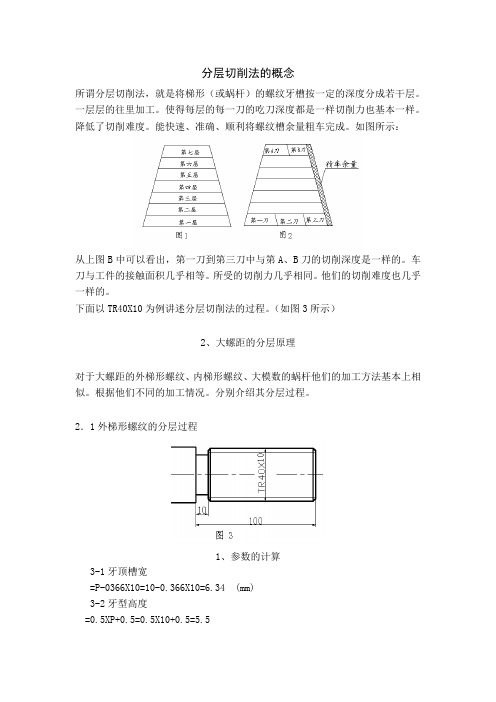
分层切削法的概念所谓分层切削法,就是将梯形(或蜗杆)的螺纹牙槽按一定的深度分成若干层。
一层层的往里加工。
使得每层的每一刀的吃刀深度都是一样切削力也基本一样。
降低了切削难度。
能快速、准确、顺利将螺纹槽余量粗车完成。
如图所示:从上图B中可以看出,第一刀到第三刀中与第A、B刀的切削深度是一样的。
车刀与工件的接触面积几乎相等。
所受的切削力几乎相同。
他们的切削难度也几乎一样的。
下面以TR40X10为例讲述分层切削法的过程。
(如图3所示)2、大螺距的分层原理对于大螺距的外梯形螺纹、内梯形螺纹、大模数的蜗杆他们的加工方法基本上相似。
根据他们不同的加工情况。
分别介绍其分层过程。
2.1外梯形螺纹的分层过程1、参数的计算3-1牙顶槽宽=P-0366X10=10-0.366X10=6.34 (mm)3-2牙型高度=0.5XP+0.5=0.5X10+0.5=5.5(如图4所示)设刀宽为2mm,留0.2mm的精车余量,每1mm深分一层.则各层粗车时应车的宽度为:(图6用于宏程序)X=1Xtan15=0.268≈0.273-3第一层粗车时应车的槽宽为:AB =6.34(顶宽)-0.2(精车余量)-0.27(左边减小量)-0.27(右边减小量)=5.6mm3-4第二层粗车时的槽宽:C、D两端分别比A、B两端缩小0.27,所以CD长为(以下第层都缩小0.27)CD=5.6-0.54=5.063-5第三层粗车时的槽宽:EF=5.06-0.54=4.52mm3-6第四层粗车时的槽宽:GH=4.52-0.54=3.983-7第五层粗车时的槽宽:IJ=3.98-0.54=3.443-8第六层(0.5mm深)粗车时的槽宽:KL=3.44-0.28=3.16设车螺纹时车刀的起刀点为(X42,Z5),各项参数如下图所示:备注栏为采用子程序时,在原来每刀基础上再分出3刀后的每层总刀数。
2.2 加工程序粗车完后再进行精加工,上述螺纹部分的加工程序为:O0001……T0303(梯形螺纹刀,刀宽为1.2)G00 X42 Z5G92 X38 Z-95 F10G00 Z7G92 X38 Z-95 F10G00 Z8.6G92 X38 Z-95 F10G00 Z5.27G92 X36 Z-95 F10G00 Z7.27G92 X36 Z-95 F10G00 Z8.33G92 X36 Z-95 F10G00 Z5.54G92 X34 Z-95 F10G00 Z7.54G92 X34 Z-95 F10G00 Z8.06G92 X34 Z-95 F10G00 Z5.81G92 X32 Z-95 F10G00 Z7.79 G92 X32 Z-95 F10G00 Z6.08G92 X30 Z-95 F10G00 Z7.52G92 X30 Z-95 F10G00 Z6.22G92 X29 Z-95 F10G00 Z7.38G92 X29 Z-95 F10。
数控车削加工梯形螺纹的方法
() b
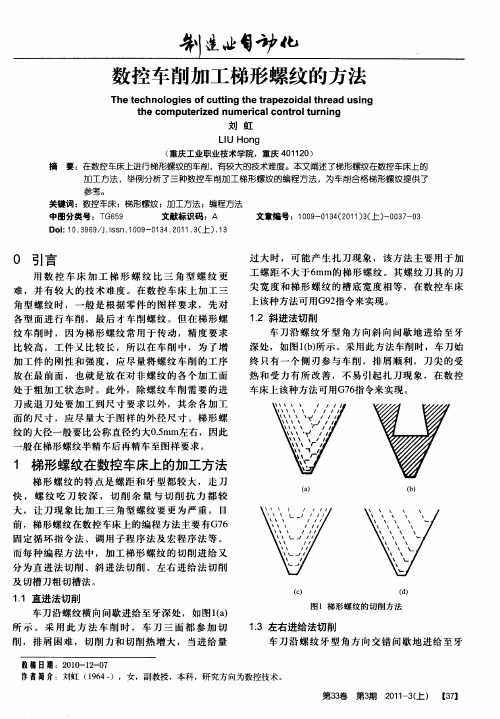
11 直 进法 切 削 .
车 刀沿 螺 纹横 向间歇 进 给 至牙 深 处 ,如 图 1a () 所 示 。采 用 此 方 法 车 削 时 , 车 刀 三 面 都 参 加 切 削 ,排 屑 困 难 ,切 削 力 和 切 削 热 增 大 , 当进 给 量
收 稿 日期 :2 1-1- 7 0 0 2 0
加 工 件 的 刚性 和 强 度 , 应 尽 量 将 螺 纹 车 削 的 工 序
放 在 最 前 面 ,也就 是 放 在 对 非 螺 纹 的 各 个 加 工 面 处 于粗 加 工状 态 时 。 此 外 ,除 螺 纹 车 削 需 要 的 进
刀或 退 刀 处 要加 工到 尺 寸 要 求 以 外 ,其 余 各 加 工
务I
訇 化
数 控车削加 工梯 形螺纹 的方法
Th ch ol gis of u tn h r p z d l h e d u n et e n o e ti g t e ta e oi a r a si g c t
t ec h om p t rz d n u e ie um e i a on r ur i g rc l c toI t nn
过 大 时 ,可 能 产 生 扎 刀 现 象 ,该 方 法 主 要 用 于 加 工 螺 距 不大 于6 mm的梯 形 螺 纹 。其 螺 纹 刀 具 的 刀
尖 宽 度 和 梯 形 螺 纹 的 槽 底 宽 度 相 等 指令 来实 现 。 2
纹 车 削 时 ,因 为 梯 形 螺 纹 常 用 于 传 动 ,精 度 要 求
出精加 工 余量 ,再 使 用G9 螺纹指 令 ,采 用直 进法 2
力 减 小 。但 用 该 方 法 车 削 螺 纹 时 , 刀尖 宽 度应 比 螺 纹 槽 底 宽 度 窄 一 点 。大 导 程 的梯 形 螺纹 , 因为 牙型 宽 度 较 大 ,宜 使 用 左 、 中、 右分 层 进 行切 削 的加 工 方 法 。在 数 控 车 床 上 该种 方法 常 采 用 宏程 序 编程 来 实现 。
梯形螺纹数控加工及问题处理
梯形罗纹数控加工及问题处理梯形罗纹是一种常见的机械零件,广泛应用于各种机械设备中。
在数控加工领域,梯形罗纹的加工是一项重要的任务。
本文将详细介绍梯形罗纹数控加工的标准格式,以及常见问题的处理方法。
一、梯形罗纹数控加工的标准格式1. 加工设备和刀具选择梯形罗纹数控加工通常使用数控车床进行加工。
在选择数控车床时,需要考虑其加工能力、精度要求和加工效率等因素。
刀具的选择应根据工件材料和加工要求进行合理选择,常用的刀具有内罗纹刀、外罗纹刀和切槽刀等。
2. 加工工艺梯形罗纹数控加工的工艺包括以下几个步骤:(1)确定加工工序:根据工件的形状和要求,确定加工工序,包括粗加工、精加工和修整等。
(2)确定切削参数:根据工件材料和刀具的特性,确定切削速度、进给速度和切削深度等参数。
(3)编写加工程序:根据工艺要求,编写数控加工程序,包括刀具路径、切削参数和加工顺序等。
(4)装夹工件:将工件装夹在数控车床上,保证工件的位置和夹紧力合理。
(5)加工过程控制:启动数控车床,按照编写的加工程序进行加工,同时进行加工过程的监控和控制。
3. 加工质量检验梯形罗纹数控加工完成后,需要对加工质量进行检验。
常用的检验方法包括外观检查、尺寸测量和罗纹检测等。
检验结果应符合相关标准和要求。
二、常见问题的处理方法1. 加工精度不达标如果梯形罗纹的加工精度不达标,可能会导致工件无法正常使用。
处理方法如下:(1)检查数控车床的精度:检查数控车床的定位精度、回转精度和切削精度等,确保设备的正常运行。
(2)检查刀具的磨损情况:如果刀具磨损严重,应及时更换或者修磨刀具,确保切削效果和加工精度。
(3)调整切削参数:根据实际情况,适当调整切削速度、进给速度和切削深度等参数,提高加工精度。
2. 刀具寿命过短刀具寿命过短会增加生产成本和加工周期。
处理方法如下:(1)选择合适的刀具材料:根据工件材料和加工要求,选择合适的刀具材料,提高刀具的硬度和耐磨性。
(2)优化切削参数:通过调整切削速度、进给速度和切削深度等参数,减少刀具的磨损和热变形,延长刀具的使用寿命。
数控车床加工梯形螺纹解析
中图分类号 : T G 5 1 9 . 1
文献标识码 : A ( 图 1 )
文章编号 : 1 0 0 6 - 4 3 1 1 ( 2 0 1 3) 1 8 — 0 0 4 7 — 0 2
0 引 言
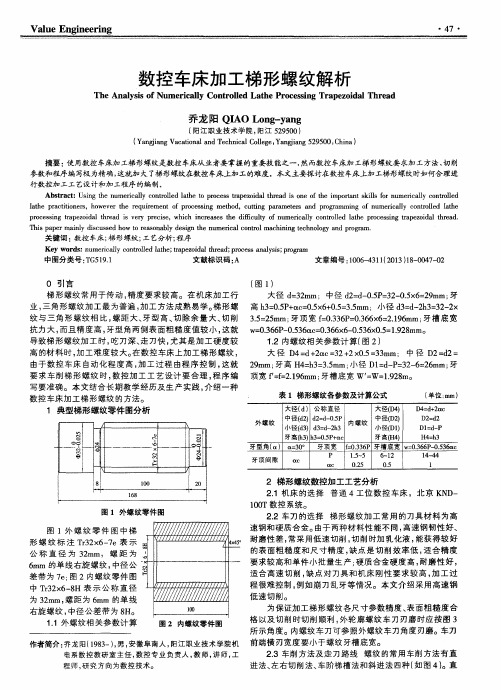
梯 形螺纹 常用于传动 , 精 度要求较高。在机床 加工行 大径 d = 3 2 m m:中 径 d 2 = d 一 0 . 5 P = 3 2 — 0 . 5 x 6 = 2 9 m m: 牙 业, 三 角 形 螺纹 加 工 最 为 普遍 , 加工方法成熟易学。 梯 形 螺 高 h 3 = 0 . 5 P + a c = 0 . 5 x 6 + 0 . 5 = 3 . 5 m m:小 径 d 3 = d 一 2 h 3 = 3 2 — 2 x 纹 与三角 形螺纹相 比 , 螺距 大、 牙型高 、 切 除余 量大 、 切削 3 . 5 = 2 5 m m: 牙顶宽 f = 0 . 3 3 6 P = 0 . 3 6 6 x 6 = 2 . 1 9 6 mm; 牙 槽 底 宽
摘要: 使用数控车床加 工梯 形螺纹是数控车床从工梯 形螺纹要 求加 工方 法、 切削
参数 和程序编 写极 为精确 , 这 就加 大 了 梯形 螺纹在数控车床上加工 的难度。本文主要探讨在数控车床上加工梯 形螺纹时如何合理进
行数控加 工工艺设计和加 工程序的编制。
p r o c e s s i n g t r a p e z o i d a l t h r e a d i s v e r y p r e c i s e ,wh i c h i n c r e a s e s he t d i f f i c u l t y o f n u me r i c a l l y c o n t r o l l e d l a he t p r o c e s s i n g t r a p e z o i d a l hr t e a d .
谈调用子程序法实现数控车削梯形螺纹的加工
熙塑龃谈调用子程序法实现数控车削梯形螺纹的加工陈刚(三明市第三技工学校,福建三明366013)慵篓}通过研究调薅季穆摩求褰瑰穆数控韦廉土率剃梯影螺纹的方法,在对编程数据精细计算的基础上,砖梯形壤纹黟醣瑟袋冀壤遴餮精准测量,并依掇耱彩螺绫1滔2鬣矗攀嗣窦饿藏用增萋坐标编嘲予程序,在加工主程序里多次调用干程序避错赣壤渤黼蠢壤灏凌滏蓠霉垮卑献截备撩锅耱怒竭躜醢侈2罐蕊敦耀每馘I鼋镰謦;搦移蠊{|i【.?j|谈到梯形螺纹的数控车削,多数人都会想到使用宏程序,通过变量的设鼹并完成其分层切削,左右切削的复杂过程。
当然宏程序编程是能较易体现这类加工的要求,但是宏程序的编制是数控编程的一大难点,尤其在技校的教学中,若使技校生都能理解和运用宏程序有相当大的难度,如果能既通过采用普通的编程方法,又能可靠地实现梯形螺纹的加工过程要求,无疑会收到较好的效果。
梯形螺纹在加工过程中每刀的切削量不能过大,切削次数较多,而且为防止螺纹车刀三面参n口切削,除了分层切削外,还应采用左右切削法来进行车削,以减,Jv切削力,在同一切削深度上要车削几刀才能满足其宽度要求。
这样我们在对编程数据隋细计算的基础上,通过对梯形螺纹刀的刀头宽度的精准测量,再使用增量坐标编制子程序,在加工程序里多次调用子程序进行分层切削,就能够安全,可靠地车削出合格的梯形螺纹。
下面我们就以图1为例来说明调用子程序加工梯形螺纹T r32X6的方法。
图11梯形螺纹编程所需数据的计算1.1毛坯的定位点x坐标×=t∑哟埴径+(0.5P+ac)X2+1=32+(0.5×6+0.5)X 2+1=40式中:P——螺距Ac一一牙顶间隙0.5P+ac一牙形高表l螺距值选择表螺距p1.5~56~1213~44牙顶间隙a.C0.25O.5112确定第一刀下刀点x坐标值×=公称直径中间值一O_2查表确定公称直径上下偏差值,取其中f茵馗一02第一刀下刀点X值=公称直径中间值一0.2=32—0.2—0.2=31.613螺纹小径x值×=公乖孓直{_圣一(0.5P+ac)X2=32一(0.5x6+0.5)×2=251.4总切削次数总切削次数=(第一刀下刀点X坐标值一小径)/X方向进刀量(1I.陉值)+1=(31.6—25)/o.1+1=6715每次进刀距离增量坐标u值U=毛坯定位点X坐标一第一刀下刀点X坐标值=40—316=8.42梯形螺纹刀头宽度的准确测量2562009年7月f下梯形螺纹的数控车削编程需要有车刀的刀头宽度值的准确测量数据,由于所测位置斜面的存在和游标卡尺下量爪的厚度的影响,测量时极不易测准,这使刃磨出的车刀刀头过宽或过窄,中径尺寸不好控制。
用数控车床上加工梯形螺纹的探讨
用数控车床上加工梯形螺纹的探讨摘要:在数控车床上加工梯形螺纹有一定的难度,特别是在高速切削时难度更大,加工时不容易观察和控制,安全可靠性也较差。
我们通对梯形螺纹的加工方法进行不断的探索,摸索出了一套加工工艺,在工作中取得了很好的加工效果关键词:梯形螺纹数控车削加工方法梯形螺纹较之三角螺纹,其螺距和牙型都大,而且精度高,牙型两侧表面粗糙度值较小,致使梯形螺纹车削时,吃刀深,走刀快,切削余量大,切削抗力大。
这就导致了梯形螺纹的车削加工难度较大,在多年的数控车床实习教学中,通过不断的摸索、总结、完善,对于梯形螺纹的车削也有了一定的认知,下面就来探究一下梯形螺纹的车削方法。
一、梯形螺纹加工的工艺分析与加工的基本办法1、梯形螺纹在数控车床上基本的加工方法车削梯形螺纹与三角螺纹相比,螺距大、牙型角大、切削余量大、切削抗力大,而且精度要求高,加之工件一般都比较长,所以加工难度较大。
一般车削梯形螺纹我们用以下几种方法:1)直进法螺纹车刀X向间歇进给至牙深处,采用此种方法加工梯形螺纹时,螺纹车刀的三面都参加切削,导致加工排屑困难,切削力和切削热增加,刀尖磨损严重。
当进刀量过大时,还可能产生“扎刀”和“爆刀”现象。
这种方法数控车床可采用指令G92来实现,但是很显然,这种方法是不可取的。
2)斜进法螺纹车刀沿牙型角方向斜向间歇进给至牙深处。
采用此种方法加工梯形螺纹时,螺纹车刀始终只有一个侧刃参加切削,从而使排屑比较顺利,刀尖的受力和受热情况有所改善,在车削中不易引起“扎刀”现象。
该方法在数控车床上可采用G76指令来实现。
3)交错切削法螺纹车刀沿牙型角方向交错间隙进给至牙深。
该方法类同于斜进法,也可在数控车床上采用G76指令来实现。
4)切槽刀粗切槽法该方法先用切槽刀粗切出螺纹槽,再用梯形螺纹车刀加工螺纹两侧面。
2、梯形螺纹编程实例例如图1所示梯形螺纹试用G76指令编写加工程序1)计算梯形螺纹尺寸并查表确定其公差大径d=36 0 -0.375;中径d2=d-0.5p=36-3=33,查表确定其公差,故d2=33-0.118-0.453;牙高h3=0.5p+ac=3.5;小径d3=d-2 h3=29 ,查表确定其公差,故d3=29 0 -0.537;牙顶宽f=0.366p=2.196;牙底宽W=0.366p-0.536ac=2.196-0.268=1.928用3.1mm的测量棒测量中径,则其测量尺寸M=d2+4.864dD-1.866P=32.88,根据中径公差确定其公差,则M=32.88-0.118-0.453;2)编写数控程序以上程序在螺纹切削过程中采用沿牙型角方向斜向进刀的方式。
数控车床中梯形螺纹(蜗杆)加工方法
数控车床中梯形螺纹(蜗杆)加工方法作者:李俊来源:《文理导航》2011年第20期通常车削梯形螺纹时,采用高速钢材料刀具进行低速车削,一般采用图1四种进刀方法:直进法、左右切削法、车直槽法和车阶梯槽法。
直进法适用于车削螺距较小(P4mm)的梯形螺纹常采用左右切削法、车直槽法和车阶梯槽法。
在这四种切削方法中,除直进法外,其他三种车削方法都能不同程度地减轻或避免三刃同时切削,使排屑较顺畅,刀尖受力、受热情况有所改善,从而不易出现振动和扎刀现象,还可提高切削用量,改善螺纹表面质量。
所以,左右切削法、车直槽法和车阶梯槽法获得了广泛的应用。
在数控车床上车削三角螺纹时一般可选用标准机夹刀具,利用螺纹循环指令完成加工。
但由于梯形螺纹较之三角螺纹,其螺距和牙型都大,而且精度高,牙型两侧面表面粗糙度值较小,致使梯形螺纹车削时,吃刀深,走刀快,切削余量大,切削抗力大,加之有些数控车床刚性较差,如果在切削过程中参数选择不合理就容易产生“扎刀”和“爆刀”现象。
采用斜进法对标准螺纹来说,由于有固定循环指令,较为方便,但对异型螺纹加工就不太方便。
下面介绍利用宏程序采用“分层法”切削加工梯形螺纹,该方法切削状况好,对刀具要求不高,尺寸由程序中相应数值保证,当牙顶宽和螺纹底径达到尺寸要求时,螺纹中径等其他各项尺寸也相应达到尺寸要求,尺寸精度易于控制,螺纹表面质量好,甚至蜗杆和其它异型螺纹的加工也可套用该方法的编程思路。
这里讲的“分层法”车削梯形螺纹实际上是直进法和左右切削法的综合应用。
在车削较大螺距的梯形螺纹时,“分层法”通常不是一次性就把梯形槽切出来,而是把牙槽分成若干层,每层深度根据实际机床情况可转化成若干个较浅的梯形槽来进行切削。
每一层的切削都采用左右交替车削的方法,背吃刀量很小,刀具只需沿左右牙型线切削,梯形螺纹车刀始终只有一个侧刃参加切削,从而使排屑比较顺利,刀尖的受力和受热情况有所改善,因此能加工出较高质量的梯形螺纹。
数控车床加工工艺编程-车削梯形螺纹
• (2)刀头的角平分
α/2
线要垂直于工件轴线。
α/2
用样板找正装夹,以
工件的装夹
•一般采用两顶尖或一夹一顶装夹。 当尺寸精度 和形位精度要求不高,也可用三爪卡盘直接装夹。 为保证装夹牢固应使工件的一个台阶靠住卡爪平 面(或用轴向撞头限位),固定工件的轴向位置, 以防止因切削力过大,使工件移位而车坏螺纹。
选取。 • 2、为防止乱牙,采用正反转控制。操作中一手握住操纵杆,另一手
则操纵中滑板的进退刀。 • 3、①、粗车、半精车梯形螺纹时,螺纹大径留0.1mm左右余量,且
倒角与端面成15°。 ②、选用刀头宽度稍小于槽底宽的车槽刀(图a),粗车螺纹(每
边留0.25-0.35mm左右的余量)。 ③、用梯形螺纹车刀采用左右切削法车削梯形螺纹两侧面,
归纳总结
1、三种车削方法 :左右切削法、车直槽法、车阶梯槽法 所有的方法都依赖于正确地判别车刀的位置及对切削情况的正确估计,同学们应多练
习。 2、二种对刀 : 静态对刀法、动态对刀法
对刀不能孤立进行一种方法,要结合使用。 3、三字口诀 :车削前:一降转速,二扳手柄,三合开合 螺母
车削中:一听、二看、三观察 车削后:一提开合螺母、二转手柄、三变转速
卡盘
工件
车床的调整
• 1、正确调整机床各处间隙,对床鞍、中、 小滑板的配合部分进行检查和调整,注意 控制机床主轴的轴向窜动、径向圆跳动以 及丝杆轴向窜动。
• 2、开始车削前,仔细检查机床的挂:一降转速,二扳手柄,三合开合螺母顺序进行。 这里的手柄是指走刀箱部位各手柄,梯形螺纹按螺距(或导程)来
低速车梯形螺纹时的进刀方法
• 1、左右车削法 车削时利用小滑板作向前或向后的轴向进给,来防
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
○A基础理论●B应用研究○C调查报告○D其他本科生毕业论文(设计)GSK980TDa数控车加工梯形螺纹的研究二级学院:物理科学与技术学院专业:机电技术教育(师范)年级:2007级学号:2007994136作者姓名:朱敬忠指导教师:潘汉军副教授完成日期:2011年5月19日GSK980TDa数控车床加工梯形螺纹的研究专业名称:机电技术教育(师范)作者姓名:朱敬忠指导教师:***论文答辩小组组长:苏财茂成员:苏财茂夏小群刘娅郑国权论文成绩:目录1前言 (1)2 梯形螺纹加工要求 (1)2.1 梯形螺纹尺寸计算 (1)2.2 梯形螺纹刀具的刃磨 (2)2.2.1刃磨要求 (3)2.2.2 刃磨步骤 (3)2.2.3 刃磨注意事项 (4)2.3 梯形螺纹的测量 (4)3 梯形螺纹的加工方法 (4)3.1 直进法 (5)3.2 斜进法 (5)3.3 左右分层切削法 (5)4 梯形螺纹编程方法 (5)4.1 用于螺纹切削的数控指令 (5)4.1.1 螺纹切削指令G32 (5)4.1.2 螺纹切削循环指令G92 (6)4.1.3 多重螺纹切削循环指令G76 (6)4.2 普通螺纹加工编程 (6)4.3 调用子程序加工梯形螺纹 (7)5 宏程序编程方法与加工梯形螺纹实例 (12)5.1 宏变量的功能以及格式 (13)5.2 宏运算、跳转格式 (14)5.3 实例编程与加工分析 (14)5.4 加工工艺分析 (18)6 加工多线梯形螺纹 (20)6.1 运用子程序调用加工多线梯形螺纹 (20)6.2 运用宏程序加工多线梯形螺纹 (21)7 结论 (21)GSK980TDa数控车加工梯形螺纹的研究作者朱敬忠指导教师潘汉军副教授(湛江师范学院物理科学与技术学院,湛江524048)摘要:探讨数控车削梯形螺纹的几种方法。
着重介绍左右分层切削法的编程方法,强调采用宏程序进行左右分层切削法可提高编程效率,并可获得较好的梯形螺纹加工质量。
梯形螺纹在数控车床上,尤其是在经济型数控车床上的加工存在扎刀现象,是比较难解决的问题。
利用GSK980TDa系统提供的宏功能解决了梯形螺纹编程困难的问题,为各种直径和螺距的梯形螺纹加工编制了通用的数控车削程序。
在程序中巧妙地结合了普通车床车削梯形螺纹时应用的各种工艺技巧,采用分层切削、螺纹切削粗、精加工分段降低牙侧的表面粗糙度,为数控车削梯形螺纹提了一个实用合理的加工条件。
关键词:梯形螺纹;数控车削;子程序;宏程序The research of processing the ladder-shaped whorl withGSK980TDa numerical control latheAuthor:Zhu Jingzhong Tutor: Pan Hanjun Associate professor (Institute of Physics Science and Technology, Zhanjiang Normal University, Zhanjiang, China524048, Zhanjiang Normal University, Zhanjiang 524048)Abstract: CNC turning trapezoidal thread to explore several ways.focuses on layered around cutting method can improve programming efficiency and obtain better processing quality trapezoidal thread.The breaking edge phenomenon on the cutting tools existing in turning the trapezoidal thread on NC machine tool,especially on the economical NC lathe is a problem that difficult to solve.In this paper,this problem was solved by using the macro based on GSK980TDa system,and the general NC turning programs for trapezoidal thread with different diameter and thread pitch were carried out. Many techniques and skills for turning trapezoidal thread that applied in common lathe were integrated dexterously in this program .And the roughness of teeth side can be decreased by using the technology such as layered cutting ,the separation of rough and finish machining of thread turning,this paper provides a practical and reasonable program for NC turning of trapezoidal thread.Key word: trapezoidal thread;NC turning;subprogram;macro program .1前言梯形螺纹是机械行业中应用十分广泛,主要是用在一些机构的传动,用于传递准确的运动和动力,如车床中的走刀丝杆,镗床中的升降丝杆,以及其他机床上的传动丝杆,几乎都是用梯形螺纹,而且其精度直接影响传动精度,所以生产中对梯形螺纹的加工精度及螺纹槽两个侧面的粗糙度要求比较高。
随着梯形螺纹公称直径及螺距的增大,需切削的余量会大大增加,如果在普通机床上进行加工,其加工难度和时间必然会增加,而且费时费力,成本高,随着数控机床的广泛应用与数控系统功能的完善,使得梯形螺纹的数控加工成为了可能,基于以上可能,本人在GSK980TDa数控车床上进行加工梯形螺纹,并且总结了一定的经验。
相比普通车床车削梯形螺纹,数控加工梯形螺纹存在着以下几个难点:(1)加工的工艺有难度;(2)编程复杂、计算繁琐;(3)精加工时工件质量难以保证。
针对以上几个难点,我们采取了以下一些措施:(1)将梯形螺纹的粗、精加工分开,粗加工时采取分层左右车削的方法进行加工。
(2)调用子程序加螺距小直径小的梯形螺纹的梯形螺纹时,能够一定程度简化程序。
(3)数控编程时运用宏变量进行编程能很大程度地解决了梯形螺纹计算复杂和编程繁琐的问题,使梯形螺纹加工的效率大大提高,使编程简单化。
2 梯形螺纹加工要求2.1 梯形螺纹尺寸计算梯形螺纹的牙型角为30°,其代号用字母“Tr”及公称直径×螺距表示,左旋时需要加注“LH”,如Tr16×2,Tr40×6LH等。
名称计算公式 牙型角o a 30= 螺距 由螺纹标准确定牙顶间隙(c a ) p2-56-12 4-44 c a0.25 0.5 1 外螺纹牙高c a P h +=5.03 外螺纹大径d公称直径 小径3d332h d d -= 内螺纹大径4Dc ad D 24+= 小径1DP d D -=1 中径(2D 、2d )P d d D 5.022-== 牙顶宽(f )P f f 366.0'3== 牙槽底宽(W ) c a P W W 536.0366.0'-==2.2 梯形螺纹刀具的刃磨鉴于车削梯形螺纹时,切削余量和切削抗力都比较大,为尽量降低车削热和车削阻力,避免切削过程中刀具刃口损伤,因此采用低速车削方式。
车削效果比较理想的梯形螺纹车刀是使用弹性刀柄的螺纹车刀,可以避免扎刀。
由于价格相对较高,因此高速钢梯形螺纹车刀的使用更加广泛,但是其刃磨要求相对较高可选用高速钢螺纹车刀。
2.2.1刃磨要求为了方便左右切削并留有精加工余量,刃磨时,两侧切削刃之间的夹角应略小于30 º,取29 º左右。
刀尖宽度必须小于提醒螺纹的牙槽底宽。
为了高效去除大部分切削余量,粗车刀磨成圆弧型,以增加刀头强度,并将刀头部分的应力分散。
为了使车刀两条侧切削刃锋利且受力,受热均衡,将前刀面磨成左高右低、前翘的形状。
具体的角度参数如下:使纵向前角:︒=5p γ左侧刃后角:︒+=5ϕα左右侧刃后角:︒-=5ϕα右ϕ为螺旋升角,螺旋升角根据导程的不同而不同,计算公式如下:2arctan d np πϕ=,式中n 为线数,p 为螺距,2d 是梯形螺纹的中径。
所以加工螺距不同的梯形螺纹,刀具的两个前角也相应改变。
以上角度适用右旋螺纹,具体示意如图2.1。
图2.1 梯形螺纹刀2.2.2 刃磨步骤1、粗磨主、副后面,刀尖角初步成形。
2、粗、精磨前面或前角。
3、精磨主后刀面、副后刀面刀尖用样板修正。
精磨两侧刃时,可以用砂轮的两侧进行精修 。
2.2.3 刃磨注意事项1、刃磨两侧副后刀面时,应考虑螺纹的左右旋向和螺纹升角的大小,然后确定两侧后角的增减。
2、刃磨高速钢车刀,应随时冷却,以防退火。
3、梯形螺纹车刀的刀尖角的角平分线应与刀杆垂直。
2.3 梯形螺纹的测量梯形螺纹多应用于传动部件,因此其精度要求十分高,所以我们必须熟悉其测量方法。
梯形螺纹的测量主要中经的测量。
中径的测量,最常用的是三针测量法,测量时将三根等直径的钢针放在相应的螺旋槽中(如图所示),用千分尺测量出两边量针顶点之间的距离M 。
然后根据中径和M 值的关系公式,求出中径。
值得注意的事:量针直径如果太大,则量针的横截面与螺纹牙侧不相切,测量就不准确;如果量针直径太小,则量针陷入牙槽中,这样就无法测量;最佳的量针直径p d D 518.0=。
并使所测中径控制在公差范围内。
中径与M 值及量针直径D d 的计算公式如下:p d M d D 866.1864.42+-=式中 2d ----- 中径p ----- 螺距图2.2 三针测量法3 梯形螺纹的加工方法梯形螺纹的牙型不同于三角螺纹,不能采用一般的三角螺纹加工方法来加工梯形,下面我将介绍几种常见的螺纹切削方法。
3.1 直进法车削时,车刀沿横向间歇进给至牙深处,种方法加工梯形螺纹时车刀三面切削,切削余量大,刀尖磨损严重,排屑困难,容易产生扎刀现象。
直进法适合于小导程的三角形螺纹的加工,一般采用G32或G92编程,很显然不适合于加工梯形螺纹。