乳酸菌饮料利乐砖生产工艺流程图
发酵乳及乳酸菌饮料加工工艺
8、冷却 发酵好的凝固酸乳,应立即移入0~4℃的冷
库中,迅速抑制乳酸菌的生长,以免继续发酵 而造成酸度升高。
在冷藏期间,酸度仍会有所上升,同时风味 成分双乙酰含量会增加。
37
试验表明冷却24h,双乙酰含量达到最高,超 过24h又会减少。
因此。发酵凝固后须在0~4℃贮藏24h再出售, 通常把该贮藏过程称为后熟,一般最大冷藏期为7~ 14d。
11
(二)酸乳的种类 通常根据成品的组织状态、口味、原料
中乳脂肪含量、生产工艺和菌种的组成可 以将酸乳分成不同类别。
12
1.按成品的组织状态分类 凝固型酸奶(Set yoghurt) 其发酵过程在包装容器中进行,从而使成 品因发酵而保留其凝乳状态。 搅拌型酸奶(Stirred yoghurt) 发酵后的凝乳在灌装前搅拌成粘稠状组织 状态。
25
2、辅料
(1)脱脂乳粉 (全脂奶粉) 用作发酵乳的脱脂乳粉质量必须高,无抗生素、 防腐剂。 脱脂奶粉可提高干物质含量,改善产品组织状 态,促进乳酸菌产酸,一般添加量为1%~1.5 %。
26
(2)稳定剂 稳定剂一般有明胶、果胶、琼脂、变性淀 粉、CMC及复合型稳定剂,其添加量应控制 在0.1%~0.5%左右。
38
9、凝固型酸乳的质量缺陷及控制 凝固型酸乳生产中,常会出现一些质量缺陷:
(1)凝固性差 酸乳有时会出现凝固性差或不凝固现象,粘性
很差,出现乳清分离。
39
①原料乳质量 当乳中含有抗菌素、防腐剂时, 会抑制乳酸菌的生长。
试验证明原料乳中含微量青霉素时,对乳酸菌 便有明显抑制作用。
使用乳房炎乳时由于其白血球含量较高,对乳 酸菌也有不同的噬菌作用
6
二、发酵剂的主要作用及菌种的选择
食用菌乳酸菌发酵饮料加工步骤

食用菌乳酸菌发酵饮料加工步骤
1接种。
按常规方法将灵芝母种接人PDA(马铃薯、葡萄糖、琼脂培养基)试管斜面培养。
2摇瓶。
将母种接入综合PDA液体培养基中,于26~28℃摇瓶,菌丝球为培养液的2/3即可。
3匀浆。
菌丝球和发酵液一并置于匀浆器内,匀浆10~15分钟。
4过滤。
用4层纱布过滤匀浆后的发酵液。
5配料。
奶料、发酵液、水按1:3:5或1:2:6的比例混匀,若为鲜奶,可按发酵液与鲜奶之比为1:2混匀即可,并加入配料总量5%的白糖。
6分装。
配好的原料分装于酸奶瓶或无色玻璃瓶内,装量为容器的4/5。
7灭菌。
装瓶后的配料置90℃水中浸浴5分钟或在80℃水中浸浴10分钟,取出放在干净通风处冷却。
8接种。
等瓶壁温度降至室温时,按5%~10%的接种量接入市售新鲜酸奶;或将嗜热乳酸链球菌和保加利亚乳杆菌按1:1混合后接人,接种量为2.5%~3%。
9发酵。
接种后的发酵瓶口覆盖一张洁净的防水纸,并用线扎好,在42~43℃下恒温发酵3~4小时,注意观察凝乳情况。
检查时切忌摇动发酵瓶,以免出现固、液分层和大量乳清析出,影响产品质量。
待全部出现凝乳后,取出进行后熟处理。
10后熟。
将发酵好的酸奶置10℃以下后熟12~18小
时,即为成品灵芝酸奶。
常温乳酸菌饮料生产技术的工艺研究

常温乳酸菌饮料生产技术的工艺研究
1.原料选择
2.生产工艺
2.1准备原料
首先,要准备好所需的原料,包括牛奶、乳酸菌发酵剂和其他辅助原料。
牛奶要进行杀菌处理,以保证乳酸菌可以正常发酵。
2.2发酵
将杀菌后的牛奶加热至合适的温度(一般在40-45℃),然后加入乳酸菌发酵剂。
发酵时间一般为6-8小时,发酵温度要适当控制,一般在38-42℃之间。
2.3灭菌
发酵结束后,要进行灭菌处理,以杀死乳酸菌并停止发酵。
灭菌方法可以选择高温灭菌或低温灭菌。
2.4添加剂
在灭菌后可以添加一些调味品、添加剂和营养剂,以增加乳酸菌饮料的口感和营养价值。
例如,可以添加果汁、果粒、蜂蜜等。
2.5混合
将添加剂和灭菌后的发酵液进行混合,以保证添加剂均匀分布。
2.6包装
将混合好的乳酸菌饮料进行包装,一般选择无菌包装和密封包装,以
确保产品的质量和保存期限。
3.发酵及储存
发酵是常温乳酸菌饮料生产中非常关键的一步,可以通过控制发酵时
间和温度来控制益生菌的繁殖和乳酸的生成。
发酵完毕后,要将乳酸菌饮
料存放在常温下的储存设施中,以延长产品的保质期。
常温乳酸菌饮料的生产技术是一个综合性的过程,需要对牛奶的处理、乳酸菌的选用、发酵控制、添加剂和包装等方面进行仔细的研究和操作。
只有掌握了科学的生产技术,才能生产出口感好、营养丰富的常温乳酸菌
饮料。
通过不断的工艺研究和改进,可以提高乳酸菌饮料的生产效率和产
品质量,满足消费者的需求。
含乳饮料工艺流程图
冷库
——
300吨
净乳
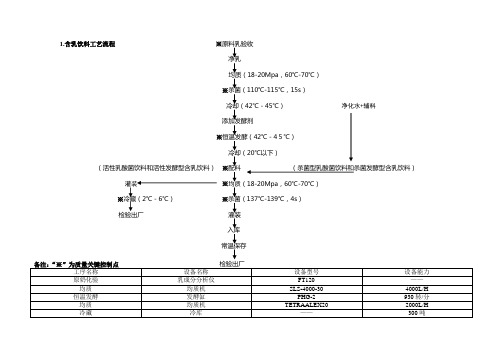
均质(18-20Mpa,60℃-70℃)
※杀菌(110℃-115℃,15s)
冷却(42℃-45℃)净化水+辅料
添加发酵剂
※恒温发酵(42℃-45℃)
冷却(20℃以下)
(活性乳酸菌饮料和活性发酵型含乳饮料)※配料(杀菌型乳酸菌饮料和杀菌发酵型含乳饮料)
灌装※均质(18-20Mpa,60℃-70℃)
含乳饮料工艺流程原料乳验收均质1820mpa6070杀菌11011515s冷却4245净化水辅料添加发酵剂恒温发酵4245冷却20以下活性乳酸菌饮料和活性发酵型含乳饮料配料杀菌型乳酸菌饮料和杀菌发酵型含乳饮料灌装均质1820mpa6070冷藏26杀菌1371394s检验出厂灌装入库常温保存备注
1.含乳饮料工艺流程※原料乳验收
※冷藏(2℃-6℃)※杀菌(137℃-139℃,4s)
检验出厂灌装
入库
常温保存
备注:“※”为质量关键控制点检验出厂
工序名称
设备名称
设备型号
设备能力
原奶化验
乳成分分析仪
FT120
——
均000L/H
恒温发酵
发酵缸
PHG-2
930转/分
均质
均质机
TETRAALEX20
2000L/H
最新日处理50吨鲜奶生产调配型乳酸饮料的工厂设计

东北农业大学成栋学院毕业论文论文题目:日处理50吨鲜奶生产调配型乳酸饮料工厂设计学生姓名:朱海坤指导教师:王丹教授所学专业:食品科学与工程2011年6月摘要调配型乳酸饮料是在鲜奶的基础上配入白砂糖、高果糖浆、稳定剂等经调酸、均质、超高温灭菌而制成。
本文是根据食品工厂设计的要求,设计日处理50吨鲜奶的调配型乳酸饮料的生产车间。
收奶计量采用电子磅秤与流量计相结合,储奶为三个30吨室外储罐,采用分离机净乳操作,生产过程采用自动化控制。
根据工厂设计要求,绘制工艺流程图及车间平面布置图。
对于乳酸饮料生产车间,本设计采用1班工作制,工作12小时。
每天加工50吨鲜奶,用于生产150吨调配型乳酸饮料。
本设计描述了该日处理鲜奶50吨的乳酸饮料主车间的平面图及项目工艺方案的设计原则、方法、工艺流程、设备、耗水、耗电、CIP清洗等等。
关键词:调配型乳酸饮料;工艺流程;车间设计AbstractDeployment-type lactic acid drinks was assigned on the basis of milk into white sugar, high fructose corn syrup, stabilizer Adjusted acid, homogeneous, and made of ultra-high temperature sterilization.This article is based on the requirements of food plant design, the design on the allocation of processing 50 tons of fresh milk-type lactic acid beverage production plant. Electronic scale milk collection and flow measurement combined storage of 30 tons of milk for the three outdoor tanks, the use of the net milk separator operation, production process automation control. According to plant design requirements, drawing flow chart and workshop floor plan.For the lactic acid beverage production plant, the design uses a system of shift work, working 12 hours. Processing 50 tons of fresh milk per day, for the production of 150 tons of deployment of lactic acid beverage. The design describes the daily processing of 50 tons of fresh milk and lactic acid drinks and project master plan workshop process plan design principles, methods, processes, equipment, water, power, CIP cleaning and so on.Key words: the deployment of lactic acid drinks; process; plant design目录摘要 (I)Abstract (II)前言 (1)1 乳品工厂的设计 (3)1.1 设计方案说明 (3)1.2 布置原则 (3)1.3 基本建设方案 (3)1.3.1 收奶、化验、仓库等生产性辅助措施 (3)1.3.2 主车间的布置方案 (3)1.3.3 车间生活设施 (4)1.3.4 生产车间的卫生要求 (4)1.3.5 基本建设概算 (4)2 工艺方案详述 (6)2.1 调配型乳酸饮料工艺流程和配方 (6)2.1.1 调配型乳酸饮料的工艺流程 (6)2.1.2 调配型乳酸饮料的配方(50吨) (6)2.2 调配型乳酸饮料的操作规程 (7)2.2.1 收奶 (7)2.2.2 净乳 (7)2.2.3 标准化(配料) (7)2.2.5 酸化 (7)2.2.6 定容 (7)2.2.7 调香 (8)2.2.8 超高温灭菌 (8)2.2.9 无菌灌装 (8)2.3 影响调配型乳酸饮料的因素 (7)3 乳品厂设备介绍 (9)3.1 化验设备明细表 (9)3.2 设备介绍一览表 (9)3.3 耗水耗气耗电计算 (10)3.3.1 耗水量 (10)3.3.2 蒸汽消耗量 (10)3.3.3 电消耗量 (11)3.4 CIP清洗优点说明 (11)3.5 生产车间设备安装与调试: (11)4调配型乳酸饮料的国家标准 (13)4.1感官指标 (13)4.2理化指标 (13)4.3卫生指标 (13)5乳酸制品发展前景: (14)参考文献 (15)致谢 (16)前言牛乳被誉为营养价值最接近于完善的食物,人均乳制品消费量是衡量一个国家人民生活水平的主要指标之一。
酸奶生产实用实用工艺流程图

备注:清洗情况描述记录填“好”、“一般”、“差”。
精彩文档
实用标准文案
车间:
1#
2#
缸号及 烧 清洗 清洗液 碱
情况
柠 檬 酸
清 水
烧 碱
柠 檬 酸
日期
5‰ 5‰
5‰ 5‰
分装机清洗消毒记录表
3#
4#
5#
6#
清 水
烧 碱
柠 檬 酸
清 水
烧 碱
柠 檬 酸
清 水
烧 碱
柠 檬 酸
清 水
烧 碱
柠 檬 酸
5‰ 5‰
酸奶生产工艺流程图
白砂糖 CMC、白砂糖 奶粉、蛋白粉、蔗糖酯、麦芽糊精、蛋黄粉 改良剂、甜蜜素
山梨酸钾 三聚磷酸钠 果(蔬)汁或果葡萄浆 Vc 或异 Vc 钠 乳酸钙(FeZnCa)、柠檬酸 柠檬酸、乳酸、苹果酸
精彩文档
实用标准文案
混合泵溶解(95℃水) 混合泵溶解(常温水) 混合泵溶解(常温水)
配料缸(调温 48℃-2℃) 搅拌(20’) 均质(15-18MPa)
溶解 过滤(200 目)
调
溶解 过滤(200 目)
溶解 过滤(200 目)
配
溶解 过滤(60 目)
定
溶解 过滤(200 目)
溶解(92℃以上)过滤 自然保温(82-85℃,25’) 过滤(200 目)
溶解 过滤(200 目)
实用标准文案
实用标准文案
投料间设备清洗消毒记录表
车间:
清洗 日情期况
缸号及 清洗液
板式杀菌冷却器
烧碱
柠檬 酸 清水
20‰ 10‰
烧碱 5‰
均质机 柠檬 酸 5‰
清水
年产1000吨 乳酸菌饮料工厂设计带图纸

年产10000吨乳酸菌饮料工厂设计第一章绪论1.1乳酸菌饮料本产品以牛乳为原料,在较低温度下发酵,加入辅料,通过均质,杀菌后冷却,采用罐装分装。
乳酸菌素是发酵后的产物其中含有大量多种益生菌,经过发酵后可以分解为有利与人体吸收的物质对人体很有益,发酵产物,为氨基酸类小分子,有机酸物质,对食用者的身体健康十分有益。
当前国内较为主流的细菌复合专用乳酸菌连续发酵专用饮料主要可以分为两种:活性细菌复合专用乳酸菌连续发酵专用饮料与非活性细菌复合专用乳酸菌连续发酵专用饮料,前者主要是在一种低温长窖中一段时间连续发酵后二次低温进行混合调配,罐装后采用冷链运输。
不适合常温下长时间保持。
后者主要是在发酵温度相对较高下进行发酵,二次杀菌调配少量发酵液后后再进行高温杀菌再次发酵,可以常温下长时间保存,但是产品中的活性物质经过灭菌后失活,营养价值有所损失。
传统饮料多为碳酸饮料过多饮用,有害健康,随着当代人越来越注重健康,健康食品成为流行趋势,传统的碳酸饮料的市场前景有限,必将被新型发酵产品取代。
如何能开发出符合当今人习惯口感的饮料很重要。
产品的价值:该产品有极好的保健价值。
降低乳糖不耐症,通过发酵后,乳糖降解为小分子糖,可以降低乳糖不耐症,显著提高人体的消化乳糖能力。
降脂质,现代人饮食油腻,大多胆固醇超高,是影响当代的健康因素,而过高的胆固醇积累在血液中会形成血栓,长此以往引发心血管疾病,益生菌对胆固醇有很好的降解作用。
促进肠道功能,益生菌饮料中含有的益生菌可以与肠道菌群中的菌落协同作用,促进人体肠道蠕动,降低肠道菌群中的有害菌。
1.2市场背景随着生活水平的提高,人们在追求吃的好的同时开始逐渐更加注重吃的健康,在饮食中追求保健功能,而乳酸菌饮料很好的结合了两者之间的需要。
正是这种人们消费观念的转变,为乳酸菌产品的发展提高了市场机遇。
市场的快速增长发展最初是开始于2001年中国养乐多加工乳品有限公司的自主创新鲜乳产品,之后众多国内的加工乳牛奶饮品乳业生产加工企业积极参与合并加入,成为目前我国加工乳制品和生产加工牛奶饮料乳品行业目前市场主体规模快速发展最快的一个作为市场主体的乳产品,在2014-2017年期间已经呈现长期快速爆发式规模快速增长,市场主体销售总额规模每年可以达到100亿元,之后一直持续保持高速平稳持续增长,在产品销售进货渠道开拓方面,由于不仅无需再过度依赖各种速冻链和冷链,销售产品进货配送途径更加便捷,这也是近年来各国十大品牌中国乳品厂纷纷出手抢占市场的主要组成原因,经过近20年的快速增长发展,已经在国内乳品市场中逐渐开始占据一席之地深受男女老幼喜爱。
利乐操作手册
TBA/19灌装机操作规程(1)欧阳家百(2021.03.07)(2)技术数据(3)开机前的准备(4)升温(5)生产(6)生产后(7)特殊情况下检查(8)滴漏检查(9)周保养(10)密封之检查(11)英文缩写(12)岗位责任(13)结束语TBA/19灌装机操作规程一、TBA/19灌装机技术数据如下:(要求操作TBA/19灌装工熟记以下数据,遵循操作手册DM2000)ll1、压力(1)压缩空气压力:0.6—0.7Mpa(2)冷却水压力(软水)0.3--0.45 Mpa(3)热水压力:0.3—0.45 Mpa(4)蒸汽压力:170—200Kpa、温度125--140℃(5)产品压力:0.5—3.5bar在生产中允许偏差±1bar(一般1.0—1.2bar)(6)无菌空气压力:25--35 Kpa(7)挤压滚筒压力:0.3 Mpa(8)纵封压力:2.7 Kpa(9)短停纵封压力2.0 Kpa(生产中)(10)光电池保护气压力:10 Kpa(11)喷注杯空气压力:0.3 Mpa(12)扣勾横封液压压力:9.2—10.2 Mpa(13)切割压力:8.0—9.0 Mpa(14)周密校正气缸压力:0.2—0.3 Mpa(15)折叠密封压力150--200 Kpa(16)水压积蓄器压力:≥0.5 bar(启动时冷却机器,提高水流沸煮,防止结垢)。
(17)调节阀I/P传感器压力:预热0.1 bar,消毒2.0 bar,清洗3.5 bar,生产0.8 bar。
(18)生产中测定无菌室及H2O2槽正负压分别是:20—35mm H2O2,-5--0 mm H2O2。
1MPA=1000KPA=10BAR2、温度(1)热水:60℃--75℃(外部清洗)(2)消毒槽水预热:85℃(3)消毒槽水浴:80℃(4)消毒槽H2O2:74℃--76℃(5)空气加热器:360℃(6)空气加热器预热:400℃(7)管封(基本设定)280℃(8)纵封(基本设定)320℃,通常320℃左右。