精密球体研磨机压力控制系统设计
球磨机控制系统的设计

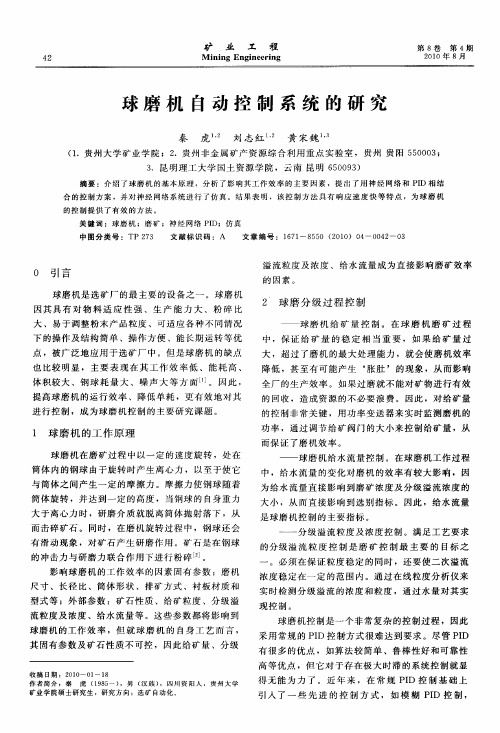
图 1 控制系统总体架构 Fig. 1 Architecture of the control system 根据上述设计思想,系统的设计采用层次化结构。 由下而上分为检测环节、下层控制环节、上层控制及管 理环节 3 个部分。每个部分在结构上是横向分散的, 具有良好的可扩展性; 在设计上是独立的。它们通过 数据网络构成一个 有 机 的 整 体,使 其 具 有 高 效 率 的 安 全可靠机制、高开放性和易扩展性。检测环节: 包括各 种传感器和变送 器,主 要 完 成 现 场 信 号 测 量 。 下 层 控 制环节: 分为控制站和信号站,控制站主要完成上位机 和信号站的通信工作,信号站负责所有信号的采集、预 处理以及控制信号的输出。上层控制及管理环节: 上 层控制为两台工业控制计算机,一台为工程师站,一台 为操作员站。工程师 站 完 成 系 统 组 态 任 务 ,操 作 员 站 担负系统的实时监控任务。
球磨机控制系统,给出了系统的总体设计方案。控制系统采用西门子公司的 Simatic S7-400 PLC 和 S7-200 PLC 搭建,采用 Profibus DP
协议和 MPI 协议的混合组网方式,构成了一个小型 DCS 系统。运行结果表明,控制系统控制性能良好,运行安全稳定,系统基本维持
在较高的制粉力水平,提高了系统的自动化水平。
关键词: 球磨机系统 PLC DCS Profibus DP 协议 自动控制
球磨机自动控制系统的研究
大 于离心力 时 ,研磨介 质就 脱离 简体抛 射落 下 ,从
而击 碎矿石 。同时 ,在 磨机 旋转 过程 中 ,钢球 还会
有 滑 动 现 象 ,对 矿 石 产 生 研 磨 作 用 。矿 石 是 在 钢 球
分 级溢 流粒度 及浓 度控 制 。满 足工艺 要求
的分级 溢 流粒 度 控 制 是 磨 矿 控 制 最 主 要 的 目标 之
实 时检测分 级溢 流 的浓度 和粒度 ,通 过水量 对其 实
现控制 。
型式 等 ;外 部参 数 :矿 石性 质 、给矿粒 度 、分 级 溢
流粒 度及浓 度 、给水流 量等 。这些 参数 都将影 响 到
球磨 机控 制是 一个 非常 复杂 的控制 过程 ,因此 采 用常规 的 P D控 榭 方式很难 达 到要求 。尽 管 P D I I
摘 要 :介 绍 了球 磨 机 的基 本 原 理 ,分 析 了影 响 其 工 作 效 率 的 主 要 因 素 , 提 出 了 用 神 经 网 络 和 PD 相 结 I 合 的 控 制 方 案 ,并 对 神 经 网络 系 统 进 行 了仿 真 。结 果 表 明 ,该 控 制 方 法 具 有 响 应 速 度 快 等 特 点 , 为 球 磨 机
矿 业 工 程
4 2 M i i g Eng n e i g nn i e rn
第 8卷 第 4 期 2l O O年 8月
球 磨 机 自 动 控 制 系 统 的 研 究
秦 虎 刘 志 红 。 黄 宋 魏 。
( .贵州 大学矿 业学 院 ;2 1 .贵州非 金属 矿产资 源综 合利用 重点 实验 室 ,贵州 贵 阳 5 0 0 ; 5 0 3 3 .昆 明理工 大学 国土 资源学 院 ,云南 昆 明 6 0 9 ) 5 0 3
研磨压力设计

航空制造工程学院创新能力综合训练研究报告题目:研磨压力控制所属课题:平面研磨机设计学院:航空制造工程学院专业名称:机械设计制造及其自动化班级学号: 10031911学生姓名:龚益龙合作者:胡俊鹏、廖宇超指导教师:柴京富二O一三年十一月平面研磨机设计研究学生姓名:龚益龙班级:10031911指导老师:柴京富摘要:这次做的是平面研磨机的设计。
首先根据这个研究题目通过网络和资料书查找相关资料,最终通过参考这些资料形成总体精密研磨机的研究方案。
完成总体研究方案后分为三个小部分来完成研究,每人负责一部分。
本人负责的部分是研磨压力控制。
先分析研磨机的结构及所需要达到的要求,然后根据已掌握的知识设计几个方案,权衡利弊之后从中选出最合适的方案,再对所选的方案参数进行设计,设计完成之后对本次设计进行小结。
关键词:压力控制,研磨,精度主要创新点:设计出几种能够控制研磨压力的装置,然后比较着几种装置的优劣势,最后选出最适合的装置,使得压力控制更简便,更准确。
目录引言 ............ 错误!未定义书签。
1.研究方法 ........ 错误!未定义书签。
2.研究结果及分析 .. 错误!未定义书签。
2.1单面精密研磨机整体设计错误!未定义书签。
2.2研磨压力控制设计错误!未定义书签。
2.2.1提出方案. 错误!未定义书签。
2.2.2确定方案. 错误!未定义书签。
2.3研磨压力控制的参数设置错误!未定义书签。
2.4本章小结..... 错误!未定义书签。
结论 ............ 错误!未定义书签。
参考文献 .......... 错误!未定义书签。
引言目前,先进光学玻璃产品的制造正朝着高精度、高性能和高可靠性的方向快速发展,对许多光学玻璃产品部件表面的局部平面度及全局平面度均提出了前所未有的高要求。
精密平面研磨加工作为一种精密加工方法,能很好地适应这些高尺寸精度和低表面粗糙度产品的加工需求。
无论是机械研磨、化学研磨以及全局平面化学机械抛光技术等,都需要使用高精度高刚度精密研磨抛光机实现高效率加工。
精密球体研磨机压力控制系统设计

精密球体研磨机压力控制系统设计赵文宏;楼一兵;赵蓉;杨碧波【摘要】In order to solve the problems that based on the traditional adaptive pressure control system and PID theory in eccentric and dualrotation lapping machine for precision ball, such as long response time, low control accuracy, large system vibration, etc. , the fuzzy control strategy was investigated. After the analysis of blurring input variables (E, EC)and output variable (SV), the relationship of three variables was established. A method of fuzzy pressure control system was presented based on DSP chip. The fuzzy control system was evaluated on the Simulink platform of Matlab, the lapping machine for precision ball with fuzzy control system was tested. The experimental results show that the design can shorten response time, reduce system vibration and improve control accuracy and machine efficiency.%为解决传统自适应压力控制和PID 压力控制下精密磨球机在磨球时出现的诸如响应时间长,控制精度不够高、机械振动过大等问题,将模糊控制技术应用到磨球机的压力控制中.开展了系统输入变量E,EC和输出变量SV模糊化分析,建立了3个模糊变量之间的关系,提出了基于DSP 芯片的压力模糊控制方法,在Matlab软件的Simulink平台上对模糊控制系统性能进行了评价,并进行了在该模糊系统控制下的偏心和双自转式球体研磨加工试验.试验结果表明,该系统实现了快速响应,并且减少了系统振动,提高了压力控制的精度和球体研磨的效率.【期刊名称】《机电工程》【年(卷),期】2011(028)001【总页数】4页(P111-114)【关键词】系统设计;模糊控制;Simulink【作者】赵文宏;楼一兵;赵蓉;杨碧波【作者单位】浙江工业大学,特种装备制造与先进加工技术教育部/浙江省重点实验室,浙江,杭州,310014;浙江工业大学,特种装备制造与先进加工技术教育部/浙江省重点实验室,浙江,杭州,310014;浙江工业大学,特种装备制造与先进加工技术教育部/浙江省重点实验室,浙江,杭州,310014;浙江工业大学,特种装备制造与先进加工技术教育部/浙江省重点实验室,浙江,杭州,310014【正文语种】中文【中图分类】TH161;TH39;TP273精密球在现代工业领域和精密工程领域占有十分重要的地位,精密轴承、滚珠丝杠、滚珠导轨等精密机械部件的精度、综合力学性能及寿命等指标很大程度上取决于球的精度[1-2]。
《研磨控制系统设计及其粒径预测研究》范文

《研磨控制系统设计及其粒径预测研究》篇一一、引言随着现代工业的快速发展,研磨工艺在各种材料加工领域中扮演着至关重要的角色。
研磨控制系统设计的优劣直接影响到产品的粒径分布、形状和表面质量等关键指标。
因此,本文将针对研磨控制系统的设计及其粒径预测进行研究,旨在提高研磨工艺的效率和产品质量。
二、研磨控制系统设计1. 系统架构设计研磨控制系统主要由控制单元、执行单元和传感器单元组成。
其中,控制单元负责发送指令,执行单元根据指令进行研磨操作,传感器单元则负责实时监测研磨过程中的关键参数,如转速、温度和压力等。
通过将这三个单元有机结合,实现对研磨过程的精确控制。
2. 控制策略设计控制策略是研磨控制系统的核心,它决定了研磨过程的稳定性和产品质量。
常见的控制策略包括开环控制、闭环控制和智能控制等。
其中,智能控制策略通过引入人工智能算法,实现对研磨过程的自适应调整,具有较高的稳定性和精度。
本文将重点研究智能控制在研磨控制系统中的应用。
3. 执行机构设计执行机构是研磨控制系统中的关键部件,它直接影响到研磨效果。
常见的执行机构包括电机、液压泵和气动装置等。
根据不同的研磨需求,选择合适的执行机构进行设计,以确保研磨过程的稳定性和效率。
三、粒径预测研究1. 粒径预测模型粒径预测是研磨工艺中的重要环节,它能够帮助我们了解研磨过程中粒径的变化情况,从而优化研磨工艺。
本文将采用基于机器学习的粒径预测模型,通过分析研磨过程中的关键参数,建立粒径与这些参数之间的映射关系,实现对粒径的预测。
2. 预测模型的训练与优化为了建立准确的粒径预测模型,需要大量的实验数据作为支撑。
通过对实验数据的分析和处理,提取出与粒径相关的关键参数,并利用机器学习算法对模型进行训练和优化。
在训练过程中,还需要对模型的泛化能力和鲁棒性进行评估,以确保模型在实际应用中的可靠性。
四、实验与分析为了验证本文所设计的研磨控制系统及其粒径预测模型的有效性,我们进行了大量的实验。
《2024年研磨控制系统设计及其粒径预测研究》范文

《研磨控制系统设计及其粒径预测研究》篇一一、引言随着现代工业的快速发展,研磨工艺在各个领域中的应用越来越广泛。
研磨控制系统设计及其粒径预测研究,对于提高产品质量、降低生产成本、优化生产过程具有重要意义。
本文将介绍研磨控制系统的设计原理、方法及实践应用,并探讨粒径预测的模型构建与实际应用。
二、研磨控制系统设计1. 设计原理研磨控制系统设计主要依据研磨工艺的要求,结合控制理论、传感器技术、计算机技术等,实现研磨过程的自动化控制。
设计原理主要包括以下几个方面:(1)明确研磨目标:根据产品需求,设定研磨过程的控制目标,如粒径、形状、表面质量等。
(2)选择合适的研磨介质和设备:根据研磨目标,选择适当的研磨介质(如砂石、磨料等)和设备(如研磨机、搅拌器等)。
(3)控制系统设计:采用传感器实时监测研磨过程中的关键参数(如温度、压力、转速等),通过控制器对研磨设备进行自动调节,以达到控制目标。
2. 设计方法研磨控制系统设计的方法主要包括以下几个方面:(1)硬件设计:根据研磨工艺的要求,选择合适的传感器、控制器、执行器等硬件设备,并进行合理的布局和安装。
(2)软件设计:编写控制算法,实现研磨过程的自动化控制。
控制算法应具有较高的稳定性和可靠性,能够实时监测和调整研磨过程中的关键参数。
(3)系统集成:将硬件和软件进行集成,形成完整的研磨控制系统。
系统应具有友好的人机界面,方便操作和监控。
三、粒径预测研究1. 模型构建粒径预测研究主要采用数学模型和算法,对研磨过程中的粒径变化进行预测。
模型构建主要包括以下几个方面:(1)数据采集:收集研磨过程中的关键参数数据,如研磨时间、介质性质、设备参数等。
(2)模型选择:根据数据特点和研磨工艺的要求,选择合适的预测模型,如回归分析、神经网络等。
(3)模型训练:利用采集的数据对模型进行训练,优化模型参数,提高预测精度。
2. 实际应用粒径预测研究在实际应用中具有重要意义。
通过预测粒径变化,可以优化研磨工艺参数,提高产品质量和产量。
《2024年研磨控制系统设计及其粒径预测研究》范文

《研磨控制系统设计及其粒径预测研究》篇一一、引言在现代化工业生产过程中,研磨作为材料处理和产品加工的关键环节,对于保证产品性能、质量和降低成本等方面起着重要作用。
本文着重讨论研磨控制系统的设计以及粒径预测的相关研究,探讨其系统设计和算法模型的实现过程。
该控制系统通过优化研磨工艺参数,提高研磨效率,并基于数据分析和模型预测实现对粒径的精准控制,从而满足不同产品的需求。
二、研磨控制系统设计1. 系统架构设计研磨控制系统采用模块化设计,主要包括控制模块、执行模块、传感器模块以及通信模块等。
控制模块负责接收用户指令,对执行模块发出控制信号;执行模块根据控制信号执行研磨操作;传感器模块实时监测研磨过程中的关键参数,如研磨时间、温度、压力等;通信模块负责系统与其他设备的通信,实现数据共享和远程控制。
2. 控制算法设计研磨控制系统的核心是控制算法。
常用的控制算法包括PID 控制、模糊控制、神经网络控制等。
本文采用模糊控制算法,根据研磨过程中的实时数据,通过模糊推理实现对研磨参数的优化调整。
同时,结合神经网络算法,对历史数据进行学习和分析,进一步提高控制精度和效率。
三、粒径预测研究1. 数据采集与处理粒径预测研究的基础是大量真实可靠的数据。
通过传感器实时采集研磨过程中的关键参数,如研磨时间、转速、温度等,并进行数据清洗和预处理,为后续的模型训练提供高质量的数据集。
2. 模型构建与训练粒径预测模型采用机器学习算法进行构建和训练。
常用的机器学习算法包括支持向量机、随机森林、神经网络等。
本文采用神经网络模型,通过对历史数据进行学习和分析,建立粒径与研磨参数之间的非线性关系。
同时,采用交叉验证和模型调参等方法,进一步提高模型的预测精度和泛化能力。
四、实验与分析为了验证研磨控制系统设计和粒径预测研究的可行性和有效性,本文进行了大量实验。
实验结果表明,该控制系统能够实现对研磨过程的精准控制,提高研磨效率;同时,粒径预测模型能够准确预测不同研磨参数下的粒径大小,为优化研磨工艺提供有力支持。
一种研磨机气压伺服系统的压力控制方法[发明专利]
![一种研磨机气压伺服系统的压力控制方法[发明专利]](https://img.taocdn.com/s3/m/f49407be3c1ec5da51e27083.png)
专利名称:一种研磨机气压伺服系统的压力控制方法专利类型:发明专利
发明人:高珺,胡国良,朱霞
申请号:CN201410557075.X
申请日:20141021
公开号:CN104369087A
公开日:
20150225
专利内容由知识产权出版社提供
摘要:本发明公开了一种研磨机气压伺服系统的压力控制方法,采用3段加压减压的方式,使得开始时用较大的步进压力进行加压,快速达到压力上限值,然后用小一点的步进压力进行加压,减缓速度达到压力下限值,最后,采用最小的步进压力进行加压,慢慢匀速达到压力的设定值,这种加压方式,使得加压速度快,同时加压精度高,均匀性好,减少对工件的不平衡压力,提高成品率。
申请人:苏州合欣美电子科技有限公司
地址:215299 江苏省苏州市苏州高新技术产业开发区泰山路2号博济科技创业园10栋324
国籍:CN
代理机构:南京经纬专利商标代理有限公司
代理人:许方
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Z ei gU i r t o eh o g , a gh u3 ,C ia hj n nv s y f c nl y H n zo 0 hn ) a e i T o 1 1 0 4
w se t bih d a sa l e .A me h d o u z rs u e c nr l y tm s p e e t d b s d o S h p h u z o to y t m a v lae n t e s t o f zy p e s r o t s f o s e wa r s n e a e n D P c i .T ef z y c n rls se w se au td o h Smu i k p afr o t b,t e lp i g ma hn rp e iin b l wi u z o t ls se st s d h x ei n a r s l h w t a i l lt m fMal n o a h a pn c i ef r cso al t fz y c n r y t m wa t .T e e p rme tl e ut s o t o h o e e s h
te de in c n s o tn r s o s i e,r d c y tm i r to n mprv o to c ur c nd ma h n fiinc h sg a h re e p n e t m e u e s se v b ain a d i o e c n rla c a y a c i e efce y. Ke o d y w r s: s se d sg y tm e in;f z y c nto ;S mu ik u z o r l i ln
De i n o e s r o t o y t m o r n i g m a h n fp e ii n b l sg fpr s u e c n r ls se f r g i d n c i e o r c so a l
ZHAO W e — o g,L nh n OU — i g Yibn ,Z HAO Ro g n ,YANG — e Bib
高了压力控制的精 度和球体研磨 的效率 。
关键 词 : 系统 设 计 ; 糊 控 制 ;i l k 模 S i mu n 中 图分 类 号 :H11 T 3 ;P 7 T 6 ;H 9T23 文 献标 志码 : A 文 章 编 号 :0 1— 5 12 1 ) 1 0 1 — 4 10 4 5 ( 0 1 0 — 11 0
量之 间 的关 系 , 出 了基 于 D P芯 片 的压 力 模 糊 控 制 方 法 , Ma a 件 的 Sm l k 台上 对 模 糊 控 制 系统 性 能 进 行 了评 价 , 进 提 S 在 tb软 l i ui 平 n 并 行 了在 该 模 糊 系 统 控 制 下 的偏 心 和双 自转 式 球 体 研 磨 加 工试 验 。试 验 结 果 表 明 , 系统 实 现 了快 速 响 应 , 且 减 少 了 系 统振 动 , 该 并 提
赵 文宏 , 一兵 , 楼 赵 蓉 , 碧 波 杨
( 浙江工 业大 学 特 种装 备制造 与先进 加工 技术教 育部/ 浙江 省重点 实验室 , 浙江 杭州 3 0 1 ) 10 4
摘要 : 为解决传统 自适应压力控制和 PD压力控制下精 密磨球机在磨球时 出现的诸如响应时问长 , I 控制精度不够 高、 机械振动过大 等问题 , 将模 糊控制技术应用到磨球机的压力 控制 中。开展 了系统输入变量 E、 C和输 出变量 S E V模糊化分析 , 建立 了 3个模糊变
Absr c :I r r t ov h r b e st tb s d o h r d to a d p ie p e s ec n r1s se a d PI t e r n e c t c a d d l t a t n ode o s le t e p o lm ha a e n t e ta ii n la a tv r sur o to y t m n D h oy i c enr n ua— i r tto a pig m a hie f rprc so l,s h a o g r s o s i e,lw o to c urc oain lp n c n o e iin bal uc sl n e p n e t m o c n rla c a y,l re s se vbrto ag y t m i a in,e c t .,t ef z y c nto h u z o rl
第2 8卷 第 1 期
21 0 1年 1月
机
电
工
程
Vo . 8 பைடு நூலகம்o. 12 1
J u n lo c a ia o r a f Me h n c l& Elcr a n i e r g e t c lE g n e n i i
Jn 0 l a .2 1
精 密 球 体 研 磨 机 压 力 控 制 系统 设 计
sa g a vsgt .At eaa s f lrn p t a al ( E )n upt a a l( V , h e t nh fhe ai ls t t yw si et a d f r h nl i o bur gi u vr b s E, C adotu r be S ) terl i si o revr be re n i e et ys i n i e vi ao p t a