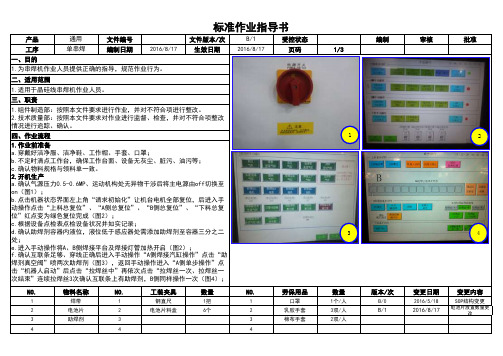
全自动串焊机操作指导书
串焊机作业指导书
NO.
物料名称
NO.
工装夹具
数量
NO.
1
焊带
1
钢直尺
1把
1
2
电池片
2
电池片料盒
6个
2
3
助焊剂
3
3
4
4
4
劳保用品
口罩 乳胶手套 棉布手套
数量
1个/人 3双/人 2双/人
版本/次
B/0 B/1
变更日期
2016/5/18 2016/8/17
变更内容
SOP格式变更时间 压针时间 数量
1把
6个
标准 2±0.5mm
3±1mm 3±0.5S 3±0.5S
NO.
1
2
3
4
劳保用品
口罩 乳胶手套 棉布手套
9
数量
1个/人 3双/人 2双/人
版本/次
B/0 B/1
变更日期
2016/5/18 2016/8/17
变更内容
SOP格式变更 电池片放置数量更
编制
审核
批准
七、异常处理/注意事项
1.上料时放入不多于150张电池片,注意电池片方向正确。 2.电池串下料过程中应注意四周有无旁人、杂物等,防止撞落在地上造成电 池串损坏。 3.异常停机复机后必须按照作业流程第1条开始。 4.如发生上料吸盘、机器人吸盘、下料吸盘和翻转吸盘真空异常,若吸盘吸 到破裂电池片,则将相应吸盘破真空取下电池片.若不是则确认真空后检查吸 盘有无松动并清洁吸盘吸附面。 5.气缸伸出/缩回故障,确认气缸伸出/缩回磁环开关是否感应到,用一字起 调整磁环开关至正确位置(伸出时伸出磁环开关on缩回磁环开关off,缩回时 反之)。 6.操作人员不得擅自更改设备参数,必须由工艺工程师更改或经工艺工程师 同意后更改,并每日填写工艺参数确认记录表。 7.设备故障时及时通知当班班长及设备工程师。 8.助焊剂、焊带等物料进行更换时应填写物料更换记录表。
自动焊接机使用说明书
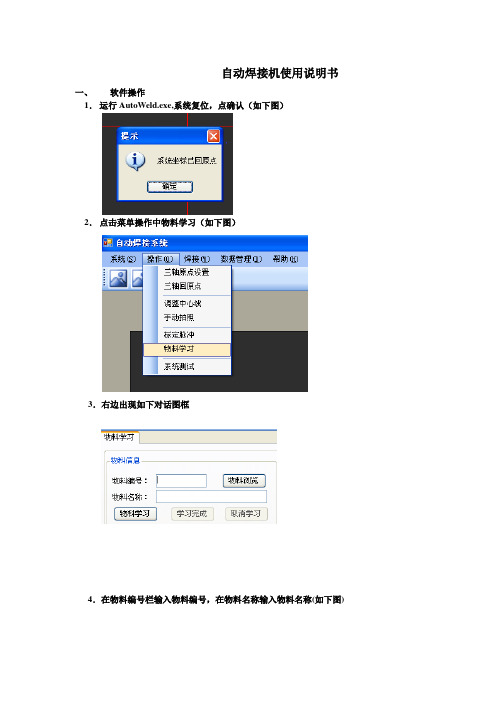
自动焊接机使用说明书
一、软件操作
1.运行AutoWeld.exe,系统复位,点确认(如下图)
2.点击菜单操作中物料学习(如下图)
3.右边出现如下对话图框
4.在物料编号栏输入物料编号,在物料名称输入物料名称(如下图)
5.点上图中物料学习(如下图)
6.将鼠标放在下图位置
7.按键盘上下左右和Page Up和Page Down键,移动工件到MARK点位置(如下图十字线)
8.用鼠标左键点击上图十字线,显示其坐标,点击鼠标右键选择设置MARK坐标(如下图)
9.将鼠标放在下图位置(红色位置)
10.移动晶体到下图位置,点鼠标左键画晶体范围框,点增加晶体,再点鼠标右键分别选择设置XYW坐标脉冲和设置晶体区域(如下图)
11.建立晶体摸板,画焊盘框(如下图),点鼠标右键,选择增加晶体摸板
12.输入摸板编号和摸板说明,调节二值化阀值如下图,按保存,保存结果,按退出退出界面
13.按浏览选择上面摸板,选择自动焊接、双焊盘,最后点击晶体学习完成
14.重复10~13,将所有晶体按按上述方法学习一次(同样晶体摸板可选用一个)点学习完成,按确定
15.如果是多个电路板学习,则移动到下第N电路板MARKn,操作如7。
16.点击菜单焊接中自动焊接(如下图)再点自动焊接对话栏中自动焊接,开始焊接
17.焊接完成后,点是或否
18.人工焊接,点击菜单焊接中手动焊接(如下图),点物料信息中物料浏览,选择要手动焊接的物料,点击物料信息中手动焊接,开始人工焊接
19.按住Ctrl键,点击鼠标左键可快速移动焊盘位置到中心,按空格键发焊接信
号,发完焊接信号后,自动移动到下一个晶体位置,重复18,直到焊接完毕,按16操作。
全自动电熔焊操作规程(3篇)

全自动电熔焊操作规程操作规程:全自动电熔焊一、安全操作规程1. 在操作前,必须穿戴好防护服和防护手套,并配戴好护目镜或面罩。
2. 在操作时,必须确保周围没有易燃物品,并保持良好通风,以防止有害气体积聚。
3. 禁止将手或身体部位靠近熔焊电弧,避免电击和灼伤。
4. 熔焊设备必须接地并处于稳定位置,避免设备倾倒或滑动。
5. 在操作完成后,必须将熔焊设备关闭并确认其冷却后再进行清理和维护。
6. 严禁在熔焊过程中吸烟、饮食或进行其他非相关操作。
二、设备准备1. 检查熔焊设备是否完好,如电源、电极、电弧主机等。
2. 检查焊接电流和电压是否符合工艺要求,并根据所需焊缝尺寸调整焊接参数。
3. 检查熔焊丝材料是否符合要求,并将其安装妥当。
三、准备工作1. 清理焊接材料表面的油污和杂质,保证焊缝的质量。
2. 确保焊接材料与电极之间的间隙适当,以保证正常的电流传导。
3. 将熔焊丝进行预热,以防止电极与焊接材料间产生太多的间隙。
四、操作步骤1. 开启熔焊设备的电源,并将焊接电极放置于焊接材料上。
2. 调整焊接电流和电压至适合的数值,同时保持一个稳定的焊接速度。
3. 将焊接电极与焊接材料联系紧密,确保电弧形成。
4. 沿着焊接线路,均匀地移动焊接电极,使电弧均匀地作用于焊缝上。
5. 确保焊接过程中电弧的稳定性,避免产生不均匀的焊缝。
6. 检查焊接材料的熔合情况,确保达到焊缝的要求。
五、焊后处理1. 在焊接完成后,关闭熔焊设备,并等待其冷却至安全温度。
2. 使用手套清理焊渣,并检查焊缝的质量。
3. 如有需要,对焊缝进行打磨和修整,以达到所需的平滑和美观效果。
4. 将焊接设备和材料妥善存放,并定期进行检查和维护。
六、常见问题及应对措施1. 电极与焊接材料的间隙过大,导致焊缝质量不良:调整电极和焊接材料的间隙,并适当增加焊接电流。
2. 焊接速度过快,导致焊缝不完整:调整焊接速度,保证焊缝的覆盖面积。
3. 焊机出现故障,无法正常工作:停止操作,并将焊机送修或联系专业维修人员进行维修。
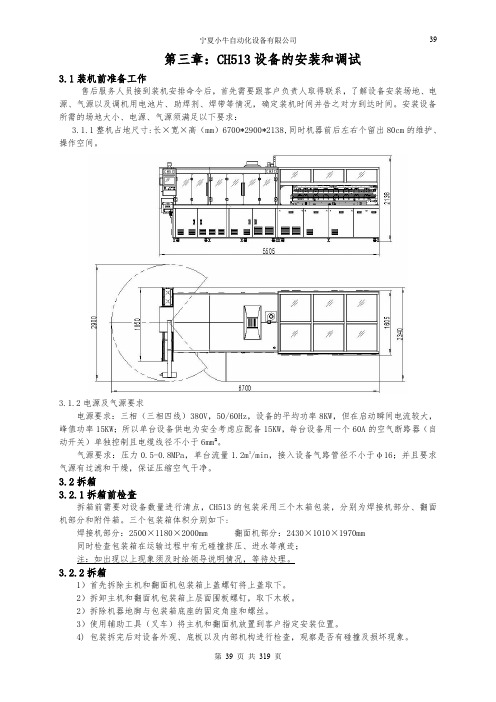
小牛 CH513 串焊机 设备安装与调试 操作说明书
8)测量 250V 焊头电源 HVAC-DC-2 电路板上输入 AC220V 与 AC0V 之间是否短路,AC220V 与 GND 之间是否短路;输出 250V 与 PGND 之间是否短路,250V 与机壳之间是否短路,15V 与 GND 之间是否 短路。
伺服驱动器
分边手上下移动电机(GM322) SST-43D2121 6.6Ω
SPM35A-2
1/8
分边手左右移动电机(GM321) SST-59D3306 0.82Ω
伺服驱动器
电池片靠边定位电机(GM311) SST-43D2121 6.6Ω
SPM25A-2/LAB1
1/8
前后平移电机
STP-59D5026 0.6Ω
说明情况。
3.3 设备就位
3.3.1 根据机器尺寸将设备摆放在客户指定位置,要求安装机器位置的地面平整。就位时应保
证设备前后左右不小于 80cm 的空间,同时考虑电源及气源的位置,方便电路与气路的布置;
3.3.2 调整串焊机主机地脚,使主机滑轮离开地面 2mm 左右且要保证每一个地脚都与地面接触
牢靠;
3.5.1 安装设备的报警提示灯,注意检查连接器连接的可靠性。 3.5.2 安装计算机,连接电源线、COM 口插头,USB 线及视频线之后按接好开关面板上电源开关 控制线。 3.5.3 安装高压柜中的继电器以及焊头电源控制继电器。 3.5.4 安装摄像头,气枪,以及助焊剂储液罐中的液位传感器。在安装摄像头时需轻拿轻放, 以免损坏。 3.5.5 连接好焊接机与翻面机之间的电气航空插头,串切刀电机线及光电开关连接器,接好串 切刀气缸气管及翻面机主进气管。连接各连接器时,应注意查看连接器的针子是否可靠,线序是否
小牛s5000串焊机说明书

小牛s5000小牛s5000串焊机说明书一、工作前必须清除油渍和污物,否则将严重降低电极的使用期限,影响焊接质量。
二、焊机通电后,应检查电气设备、操作机构、冷却系统、气路系统及机体外壳有无漏电等现象。
三、焊机起动前,首先接通控制线路的转换开关和焊接电流的小开关,安插好级数调节开关的闸刀位置,接通水源、气源、控制箱上各调节按钮,最后接通电源、即可进行工作。
四、电极触头应保持光洁,必要时可用细锉刀或砂布修光。
五、焊机的轴承铰链和气缸的活塞、衬环等应定期润滑。
六、焊机工作时,气路系统,水冷却系统应畅通。
气体必须保持干燥,不应含有水分。
排水温度不应超过40℃,排水流量可根据季节调节(冬季小些,夏季大些)。
七、焊机在气温0℃以下停止工作时,必须用压缩空气吹除冷却系统的存水,以防管路冻裂或堵塞。
八、上电极的工作行程通过调节气缸体下面的两个螺母来实现,调节完毕,必须拧紧。
九、电极压力可以根据焊接规范的要求,通过旋转减压阀手柄来调节。
十、避免引燃管和硒整流器毁坏,严禁在引燃电路中加大熔断器。
十一、当负载过分小而使引燃管内电弧不能发生时,严禁闭合控制箱的引燃电路,因为此时引燃电路不能被电弧分路,而使引燃电路在闭合期间有较大电流通过容易损坏引燃管及硒整流器。
十二、控制箱的电路装置较复杂,使用时应注意保护电路设施不受触碰而损坏。
冬季气温低时,闸流管、引燃管不易引燃。
室内温度不应低于15℃。
十三、焊机停止工作后,必须清除杂物和焊渣溅末。
十四、焊机停止工作,应先切断电源、气源,最后关闭水源。
十五、焊机长期停用,必须在不涂漆的活动部位涂上防锈油脂,以免零件生锈。
十六、控制箱如长期停用,为预防潮气浸入,每月应通电加热30分钟,如更换闸流管亦应预热30分钟。
正常工作控制箱的预热不少于5分钟,否则容易产生逆弧或失控现象。
全自动电熔焊操作规程模版(三篇)

全自动电熔焊操作规程模版操作规程:全自动电熔焊操作规程1. 目的和适用范围本操作规程的目的是规范全自动电熔焊操作流程,确保焊接质量和安全。
适用范围为全自动电熔焊操作作业。
2. 安全要求2.1 操作人员必须穿戴个人防护装备,包括防护眼镜、防护手套和耐火服等。
2.2 操作前必须检查设备和工具的完好性,确保没有损坏和故障。
2.3 操作过程中必须注意机器设备和工作区域的安全,防止人员受伤和设备损坏。
3. 设备准备3.1 操作前必须检查全自动电熔焊机的工作状态,确保设备正常运行。
3.2 按照操作手册的要求,调整设备参数,保证焊接质量。
4. 工件准备4.1 检查工件的表面质量,确保没有杂质和油脂等。
4.2 准备焊材,确保质量和数量充足。
5. 操作流程5.1 将工件放置在焊接台上,调整焊接位置。
5.2 打开全自动电熔焊机的电源,启动设备。
5.3 按照设备参数设置相应的焊接参数,如焊接电流、电压和焊接速度等。
5.4 开始焊接,保持焊枪与工件的间距和位置稳定。
5.5 观察焊接过程中的气体排放和温度变化等异常情况,及时采取相应措施。
5.6 完成焊接后,关闭全自动电熔焊机的电源,停止设备运行。
5.7 检查焊接质量,判断焊接是否合格。
6. 故障处理6.1 若设备出现故障,操作人员必须立即停止焊接操作,确保自身安全。
6.2 若设备无法自行修复,操作人员必须及时报告维修人员进行维修。
7. 清洁和维护7.1 在焊接完成后,操作人员必须清洁焊接台和设备,确保无残留物。
7.2 定期对全自动电熔焊机进行维护保养,保证设备的正常运行。
7.3 按照操作手册的要求,对设备进行定期检查和维修。
8. 培训和考核8.1 操作人员必须接受全自动电熔焊操作规程的培训,了解操作流程和安全要求。
8.2 操作人员必须经过考核合格后,方可进行全自动电熔焊操作作业。
9. 相关记录9.1 每次进行全自动电熔焊操作作业前,操作人员必须填写操作记录,包括日期、时间和操作人员。
自动串焊机CH56操作说明书

Ningxia XN AutomationEquipment Co.,Ltd.宁夏小牛自动化设备有限公司CH56型全自动串焊机操作说明书说明书编号说明书编号::SM001CZ005重要说明1、必须遵守说明书内的安全事项,以及贴在机器上的安全标牌的内容,否则,有可能造成重大人身事故或物品损坏。
如果需要补贴安全标牌请与本公司联系。
2、不得擅自进行影响机器安全性的任何改造。
如果需要改造,请与本公司洽商。
3、为说明细节部分,本说明书中部分例图是在拆卸下护罩或门的状态下画出的。
为了安全起见,在实际运行时一定装好。
4、需要订购说明书时,请与说明书编号一并与本公司联系。
CH56整机图(一)CH56整机图(二)目录1特别注意!!! (5)特别注意!!!2安全事项 (5)2.1安全基本注意事项 (5)2.2作业人员的安全注意事项 (5)2.3运转操作的安全注意事项 (6)2.4工作环境的安全注意事项 (6)2.5机器控制系统的安全注意事项 (6)3机器的使用操作 (6)3.1安装后首次投产的启动前准备 (6)3.1.1压缩空气压力的调整 (6)3.1.3灌装助焊剂 (8)3.2开机前的准备 (9)3.2.1机器启动前 (9)3.2.2机器通电通气后 (9)3.2.3机器施焊前 (10)3.3机器运转中 (11)3.3.1巡视检查 (11)3.3.2报警和警告信息 (12)3.3.3取出电池串的操作 (14)3.4机器的关机和关机后的工作 (15)3.5操作屏幕界面的显示 (16)3.5.1焊接操作界面 (16)3.5.2产品选择界面 (19)3.5.3焊前准备界面 (22)3.5.4设定界面 (24)3.5.5供料机构参数调整界面 (25)3.5.6机械手切刀参数调整界面 (27)3.5.7移动工作台参数调整 (28)3.5.8电磁焊头温度的调整界面 (29)3.5.9电磁阀控制界面 (30)3.5.10电池串控制界面 (34)3.5.11摄像机检测调整界面 (36)3.5.12数量统计 (37)3.5.13开关检查 (39)3.6运行操作 (39)3.6.1空运行的操作 (39)3.6.2正常运行的操作 (40)3.6.3开机即进入连续循环的运行操作 (40)3.6.4调整项目后的运行操作 (40)3.6.5调整焊头的运行操作 (40)4机器设备的调整 (41)4.1供料时吹散电池片风嘴的调整 (41)4.1.1吹风力度的调整 (41)4.1.2风嘴与电池片距离的调整 (41)4.2电池片更换规格的调整 (41)4.2.1电池料盒的更换 (42)4.2.2电池片主栅线基准定位的调整 (42)4.2.3助焊剂上、下喷嘴间距和喷涂条数的调整 (43)助焊剂上、4.2.4供焊带机构焊带间隔和条数的调整 (44)4.2.5焊带的调整 (44)4.2.6焊带压针间距的调整 (47)4.3电池串电池片数的调整 (48)4.4电池串电池片间隔宽度的调整 (48)使用的要求:: (49)管理、、使用的要求建议对焊带订货、、管理附录1建议对焊带订货附录2润滑材料的使用 (50)CH56全自动串焊机操作说明书非常感谢使用本公司的产品非常感谢使用本公司的产品,,在使用之前请仔细阅读此说明书在使用之前请仔细阅读此说明书!!!!!!1特别注意特别注意!!!!!!1)当机器易手请将说明书连同机器一起交至新的拥有者。
1自动串焊机操作指导书

3:当检查部连续出现NG时,查看一下所选图形和电池片的实际尺寸是否一样。
开机流程:
1、 打开气阀 总电源 UPS 电脑主机电源 控制显示屏开 加热打开 真空泵打开
电池更换流程:
1、 电池片更换:电池片使用完后按Manual(手动操作),然后取出空盒,将装有电池片的盒子放在传送带上,然后按Auto Mode(自动模式) run(运行)
5:右边焊带投入移栽进入6左边焊带投入移栽进入,7:焊接溶着部进入
8:电池片供给一部进入9:电池片供给2部进入10:位置决定部进入
11助焊剂搬送部进入12:电池片供给电机13:搬送电机14:分离汽缸
15:供给移栽16:分离气阀17:搬送移栽18:投入移栽19:助焊剂电磁阀
20:预热台21:LED搬送22:定位移栽(机械手)23:检查部24:搬送移栽
文件修改历史
修订号
发布日期
说明
总页数
作者
1
2016.4.18
初次发步
系统基本组成:
自动串焊机由机械传动装置、温度控制系统、真空发生系统、和PLC自动控制系统构成的一种自动焊接电池片的设备。
工作原理:
是利用机械传动机构进行的电池片搬送,在加热底板上利用热风管的高温气体对电池片进行焊接。
操作界面介绍:
操作面板界面:
1:加热开关2:真空泵开关3:开机键4:关机键5:自动模式
6:自动运行7:报警复位8:关闭蜂鸣器9:手动模式:
主界面:
1:NG设定参数,2:NG实际数3:最终取出4:语言选择5:电池片生产数
6:计划生产电池片(0为无限)7:装置状态8:所用程序号9:手动操作进入
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
操作面板界面: 1:加热开关 2:真空泵开关 3:开机键 4:关机键 5:自动模式 6:自动运行 7:报警复位8:关闭蜂鸣器 9:手动模式:
1
2
3
9
THIS DOCUMENT IS THE SOLE PROPERTY OF JINKO SOLAR CO.,LTD. AND SHOULD NOT BE USED IN WHOLE OR IN PART WITHOUT PRIOR WRITTEN PERMISSION
晶科能源有限公司
Jinko Solar Co., Ltd.
文件名称:
文件编号
版次
全自动串焊机操作指导书
文件等级
页次
电池更换流程:
1、 电池片更换:电池片使用完后按Manual(手动操作),然后取出空盒,将装有电池片的盒子放在传送 带上,然后按Auto Mode(自动模式) run(运行)
切换手动模式
取出装片盒
装好电池片后放 进传送带内
Run 运行
按Auto Mode自动模式
THIS DOCUMENT IS THE SOLE PROPERTY OF JINKO SOLAR CO.,LTD. AND SHOULD NOT BE USED IN WHOLE OR IN PART WITHOUT PRIOR WRITTEN PERMISSION
本文件属晶科能源有限公司独有财产,未经书面许可不得使用或部分使用
晶科能源有限公司
Jinko Solar Co., Ltd.
文件名称:
文件编号
版次
全自动串焊机操作指导书
文件等级
页次
17 18
图五
19 20
图六
21 22 23
24
图七
25
26
图八
27 28
29 30 31 32 33 34
注意点:
1:如果真空没到位,吸着ON会出现按键一闪一闪,这时需要把真空放掉,拿掉上面的电池片,按自动运 行就可以。 2:当自动运行按下时,而机器却不动作,这时需要手动把焊带投入移栽,打到放置板的位置,然后去下 焊带,再按自动运行。 3:当检查部连续出现NG时,查看一下所选图形和电池片的实际尺寸是否一样。
本文件属晶科能源有限公司独有财产,未经书面许可不得使用或部分使用
晶科能源有限公司
Jinko Solar Co., Ltd.
文件名称:
全自动串焊机操作指导书
文件编号 文件等级
主界面: 1:NG设定参数,2:NG实际数 3:最终取出 4:语言选择 5:电池片生产数 6:计划生产电池片(0为无限) 7:装置状态 8:所用程序号 9:手动操作进入 10:所用程序名 11:参数设定进入 12:监视窗口进入 13 :程序输入输出点监视窗口进入
PMC部
采购部
仓库
制订
审核
批准
【文件发行日即生效日】 发行章
QA-001B
THIS DOCUMENT IS THE SOLE PROPERTY OF JINKO SOLAR CO.,LTD. AND SHOULD NOT BE USED IN WHOLE OR IN PART WITHOUT PRIOR WRITTEN PERMISSION
晶科能源有限公司
Jinko Solar Co., Ltd.
文件名称:
全自动串焊机操作指导书
文件编号 文件等级
开机流程: 1、 打开气阀 总电源 UPS 电脑主机电源 控制显示屏开
版次 页次
加热打开
真空泵打开
打开气阀
控制器总电源
打开UPS
打开加热系统 Heater
打开控制面板 Ready on
打开电脑主机
关闭放气口,打开送气口。
关闭进气口
打开出气口
打开上盖
关闭上盖
检查完后放进气 缸内
取出输助焊剂管
将上盖锁死
关闭出气口
注意:打开气缸时一定要将气缸内的气给排出!
打开出气口
THIS DOCUMENT IS THE SOLE PROPERTY OF JINKO SOLAR CO.,LTD. AND SHOULD NOT BE USED IN WHOLE OR IN PART WITHOUT PRIOR WRITTEN PERMISSION
本文件属晶科能源有限公司独有财产,未经书面许可不得使用或部分使用
晶科能源有限公司
Jinko Solar Co., Ltd.
文件名称:
文件编号
版次
全自动串焊机操作指导书
文件等级
页次
更换焊带流程:
1、 将使用完后的铜带轮取下,按hanuac mode(手动模式) 按下EXCHANGE MODE(交换模式 TAB HOLDER OPEN(切换支架开), 然后将相应的规格的铜带安装好,提起张力臂 压带轮打开 将铜带穿过 上导轮 张力臂 压带轮 裁切口 按HOMING(返回) TAB EXCHANGE CYCLE START(切换 循环开始)
版次 页次
1:搬送部进入 2:溶着部进入 3: 右边焊带供给进入 4:左边焊带供给进入 5:右边焊带投入移栽进入 6左边焊带投入移栽进入,7:焊接溶着部进入 8:电池片供给一部进入 9:电池片供给2部进入 10:位置决定部进入 11助焊剂搬送部进入 12:电池片供给电机 13:搬送电机 14:分离汽缸 15:供给移栽 16:分离气阀 17:搬送移栽 18:投入移栽 19:助焊剂电磁阀 20:预热台 21:LED搬送 22:定位移栽(机械手) 23:检查部 24:搬送移栽 25:焊带放置台 26:焊带投入移栽 27:左热风管 28:左边焊针 29:传送带 30:左冷却 31:左焊接底板,32:右冷却 33:右焊接底板 34:右边焊针 在主界面上 按下手动操作进如手动操作界面,按下1进入 图三操作界面,按下2进入图二
THIS DOCUMENT IS THE SOLE PROPERTY OF JINKO SOLAR CO.,LTD. AND SHOULD NOT BE USED IN WHOLE OR IN PART WITHOUT PRIOR WRITTEN PERMISSION
本文件属晶科能源有限公司独有财产,未经书面许可不得使用或部分使用
本文件属晶科能源有限公司独有财产,未经书面许可不得使用或部分使用
晶科能源有限公司
Jinko Solar Co., Ltd.
文件名称:
全自动串焊机操作指导书
文件编号 文件等级
手动操作界面: 图一:手动操作主界面 图二:溶着部手动操作界面 图三:搬送部手动操作界面 图四:电池片供给部手动操作界面 图五:电池片投入手动操作界面 图六:电池片位置决定部手动操作界面 图七:焊带投入移栽手动操作界面 图八:焊接溶着部手动操作界面
8
9 10 11
12
7
13
版次 页次
:
5
4
6
1
2
3
THIS DOCUMENT IS THE SOLE PROPERTY OF JINKO SOLAR CO.,LTD. AND SHOULD NOT BE USED IN WHOLE OR IN PART WITHOUT PRIOR WRITTEN PERMISSION
本文件属晶科能源有限公司独有财产,未经书面许可不得使用或部分使用
晶科能源有限公司
Jinko Solar Co., Ltd.
文件名称:
文件编号
版次
全自动串焊机操作指导书
文件等级
页次
支架已压住铜带
使压带轮压住铜带
张力臂缓慢放下
试切铜带
试切铜带
THIS DOCUMENT IS THE SOLE PROPERTY OF JINKO SOLAR CO.,LTD. AND SHOULD NOT BE USED IN WHOLE OR IN PART WITHOUT PRIOR WRITTEN PERMISSION
本文件属晶科能源有限公司独有财产,未经书面许可不得使用或部分使用
晶科能源有限公司
Jinko Solar Co., Ltd.
文件名称:
文件编号
版次
全自动串焊机操作指导书
文件等级
页次
系统基本组成: 自动串焊机由机械传动装置、温度控制系统、真空发生系统、和PLC自动控制系统构成的一种自动
焊接电池片的设备。 工作原理:
打开真空泵 Vacuum on
THIS DOCUMENT IS THE SOLE PROPERTY OF JINKO SOLAR CO.,LTD. AND SHOULD NOT BE USED IN WHOLE OR IN PART WITHOUT PRIOR WRITTEN PERMISSION
本文件属晶科能源有限公司独有财产,未经书面许可不得使用或部分使用
控制面板选择手动模式
取下铜带轮
手动控制器选择 交换模式
张力臂提起
将铜带安装好
支架打开
压线轮打开
铜带穿过导线轮
铜带穿过张力臂
返回 压住铜带
铜带穿过裁切口
铜带穿过压线轮
THIS DOCUMENT IS THE SOLE PROPERTY OF JINKO SOLAR CO.,LTD. AND SHOULD NOT BE USED IN WHOLE OR IN PART WITHOUT PRIOR WRITTEN PERMISSION
本文件属晶科能源有限公司独有财产,未经书面许可不得使用或部分使用
晶科能源有限公司
Jinko Solar Co., Ltd.
文件名称:
文件编号
版次
全自动串焊机操作指导书