锻件未注公差标准
TS(C)-1-10-AA-未注尺寸公差规范

2.3.2.4 角度尺寸
2.3.2.4.1通用角度公差±2︒。
2.3.2.4.2拔模角度
2.3.2.4.2.1内表面和外表面的拔模角度
2.3.2.4.2.3定位和夹紧点处的拔模角度最大为,此处应平整。
铸造时,要圆滑,且无不规则之
N1:包括凹进“a”和在…的区域的长度“h”的分型线毛刺。
尺寸“钳体铸造毛坯图。
2.3垂直度(a2)如下图。
未指明情况下,选用2级。
4.2 直线度允许值按表2。
(被马鞍剪床或龙门剪床切削,不适用于切削宽度小于板厚20倍或小于30mm)
表2 单位mm
表3 单位mm
4.4毛刺允许值按表4。
表4 单位mm
4.5冲压尺寸偏差按表5。
4.8弯曲角偏差按表8,弯曲半径偏差按表9。
4.9 啮合深度偏差按表10。
注:本表适用于弯曲深为板厚30倍及其以下情形,超过30倍则选用括号内值。
4.11弯曲深度、拉伸深度和翻边深度偏差按表12。
(括号内值适用于无上凸缘拉伸)
3. 级别选择。
锻件通用技术要求

4.不封闭的箱形结构内表面, 在组焊前必须涂厚度60-80μm防锈漆, 封闭的箱体结构件内表面
不涂漆 .
5.溜槽、漏斗、裙板内表面、平衡的重箱内表面、安全罩内表面、封闭箱且在运输过程中是敞开
的内表面等,必须涂厚度60-80μm防锈漆.
6.涂层的检查项目及方法应符合本标准的规定.
5、切削加工件通用技术要求(JB/ZQ4000.2-86)
四、锻件组别:Ⅳ
1.组别的基本标志
1)检验特性:
测定每一锻件的硬度和每一批中的力学性能.
2)组成批的条件:
共同进行热处理的同一炉号的锻件.
2.验收时的必要力学性能指标:
σs或σb, δ5, ψ, αk
3.试验方法
1)力学性能: 试验数量.
a.锻件重量在10kg以下,每批在300件以下者,试验2件;每批超过300件者,试验0.5%,但不少于2件.
±6
±8
圆角半径、倒角高度未注公差 mm
公称尺寸
加工方法
切削加工
冷作成形
0.5-3(≤)
±0.2
±0.2
3-6
±0.5
±1
6-30
±1
±2
30-120
±2
±4
120-400
±4
±8
角度未注公差 mm
短边公称尺寸
加 工 方 法
切削加工
正切值
冷作成形
正切值
10(≤)
±1°
0.0175
±1°30′
0.0262
率在齿长和齿高方向上均不得低于50%,研合时可用0.05mm的塞尺检查齿侧隙,塞尺不得插入全齿长.
8.锥轴伸与轴孔配合表面接触应均匀, 着色研合检验时其接触率不得低于70%.
零部件尺寸未注公差验收标准

大于
d
至
表 1.2
对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料电试力卷保相护互装作置用调与试相技互术关,系电,力通根保1据过护生管高产线中工敷资艺设料高技试中术卷资0配不料置仅试技可卷术以要是解求指决,机吊对组顶电在层气进配设行置备继不进电规行保范空护高载高中与中资带资料负料试荷试卷下卷问高总题中体2资2配,料置而试时且卷,可调需保控要障试在各验最类;大管对限路设度习备内题进来到行确位调保。整机在使组管其高路在中敷正资设常料过工试程况卷中下安,与全要过,加度并强工且看作尽护下可关都能于可地管以缩路正小高常故中工障资作高料;中试对资卷于料连继试接电卷管保破口护坏处进范理行围高整,中核或资对者料定对试值某卷,些弯审异扁核常度与高固校中定对资盒图料位纸试置,卷.编保工写护况复层进杂防行设腐自备跨动与接处装地理置线,高弯尤中曲其资半要料径避试标免卷高错调等误试,高方要中案求资,技料编术试写5交、卷重底电保要。气护设管设装备线备置4高敷、调动中设电试作资技气高,料术课中并3试、中件资且卷管包中料拒试路含调试绝验敷线试卷动方设槽技作案技、术,以术管来及架避系等免统多不启项必动方要方式高案,中;为资对解料整决试套高卷启中突动语然过文停程电机中气。高课因中件此资中,料管电试壁力卷薄高电、中气接资设口料备不试进严卷行等保调问护试题装工,置作合调并理试且利技进用术行管,过线要关敷求运设电行技力高术保中。护资线装料缆置试敷做卷设到技原准术则确指:灵导在活。分。对线对于盒于调处差试,动过当保程不护中同装高电置中压高资回中料路资试交料卷叉试技时卷术,调问应试题采技,用术作金是为属指调隔发试板电人进机员行一,隔变需开压要处器在理组事;在前同发掌一生握线内图槽部纸内故资,障料强时、电,设回需备路要制须进造同行厂时外家切部出断电具习源高题高中电中资源资料,料试线试卷缆卷试敷切验设除报完从告毕而与,采相要用关进高技行中术检资资查料料和试,检卷并测主且处要了理保解。护现装场置设。备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。
未注尺寸、形位公差的公差值

垂直度
对称度
圆跳动
基本长度
公差等级
基本长度
公差等级
基本长度
公差等级
公差等级
H
K
L
H
K
L
H
K
L
H
K
L
≤10
0.02
0.05
0.1
≤100
0.2
0.4
0.6
≤100
0.5
0.6
0.6
0.1
0.2
0.5
>10~30
0.05
0.1
0.2
>30~100
0.1
0.2
0.4
>100~300
0.2
0.4
1600
2000
+3.70
0
±1.85
0
-3.70
2000
2500
+4.40
0
±2.20
0
-4.40
2500
3150
+5.40
0
±2.70
0
-5.40
注:1.本标准规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸。
2.图样上未注公差尺寸的极限偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
平行度
等Байду номын сангаас给出的尺寸公差值或是直线度和平面度未注公差值的较大者
同轴度
未作规定。在极限状况下,同轴度的未注公差值可以和径向圆跳动的未注公差值相等
未注公差值的确定方法
项目
与自身尺寸公差的关系
未注公差值的确定方法
控制情况
是否遵守包容要求
圆度
自身尺寸公差(包括角度公差)能控制的形位公差
机械行业各类常用未注公差
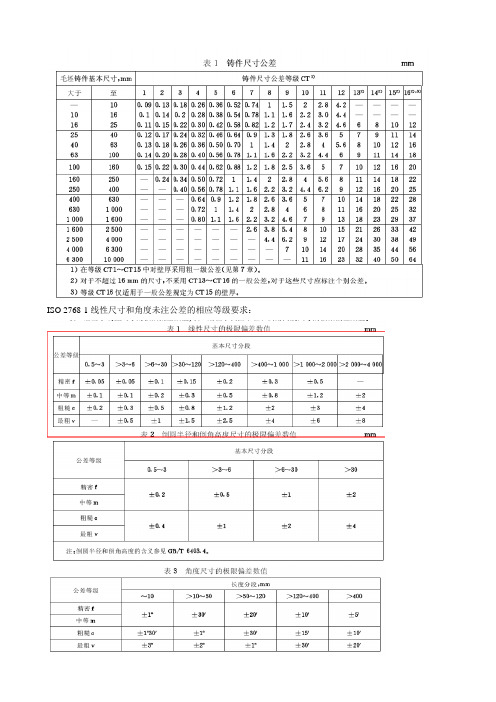
ISO 2768-1线性尺寸和角度未注公差的相应等级要求:
直线度
平面度
圆度、垂直度、对称度、平行度
同轴度
ISO2768-2 形状位置的未注公差的相应等级要求
大型砂铸件尺寸公差DIN 1686 – 1
锻件尺寸公差要求(Forged)DIN 1684 - 1
Længdemål/ Längenmaße / length und Dickenmaße/Wanddicken/ Hippen/thickness fur formgebunden 线性长度厚度公差
非规则形状平面度公差
焊接件公差要求ISO 13920
planhed/ Geradheit und Ebenheit / regularity 非线性和规律性弧线公差
GB∕T 15055—94 冲压件未注公差
表1 未注公差冲裁尺寸的极限偏差 mm
表5 未注公差冲裁角度的极限偏差
表6 未注公差弯曲角度的极限偏差
表2 未注公差成形尺寸的极限偏差 mm
表3 未注公差冲裁圆角半径的极限偏差 mm
表4 未注公差成形圆角半径的极限偏差 mm。
部件尺寸未注公差验收标准

部件尺寸未注公差验收标准The manuscript was revised on the evening of 2021品质部关于零部件尺寸未注公差验收标准文件编号:FF/C- PZ-IQC-28 物料编号:版本:A 修订状态:1次生效日期:2018-3-20编制说明:本标准收集了切削、铸造、焊接、冲压、塑料模塑件的零部件未注公差尺寸的极限偏差标准。
检验员检验时,图纸中有明确尺寸公差要求的,按图注要求执行;图中无尺寸公差要求的,按本标准相应数据执行。
一、切削加工件未注公差尺寸的极限偏差1、本标准适用于经切削加工及总成装配后再切削加工的未注公差尺寸的极限偏差。
本标准也适用于冷镦、冷挤压加工形成的尺寸要素未注公差尺寸的极限偏差。
2、切削加工件未注公差尺寸的极限偏差未注公差尺寸的极限偏差按表规定(单位:mm)。
表基本尺寸孔类轴类非孔轴类极限偏差大于至孔(直径≤50)孔(直径>50)、槽宽轴径、长度、厚度孔深度、凸肩高度0 1 ++±1 3 ++±3 6 ++±6 10 ++±10 18 ++±18 30 ++±30 50 ++±50 80+±80 120+±车、铣、刨、磨、钻的线性尺寸未注公差按IT14级标准公差值。
轴类零件等被包容表面尺寸为负偏差,孔类零件等包容表面尺寸为正偏差,长度及中心距等暴露表面尺寸为±1/2 IT。
切削加工线性尺寸未注公差值基本尺寸分段≤3 >3~6 >6~10 >10~18 >18~30 >30~50 >50~80 >80~120 公差值基本尺寸分段>120~180 >180~250 >250~315>315~400>400~500>500~630>630~800 >800~1000公差值车、铣、刨、磨、钻的形位公差未注公差按GB/T1184-K(“形状和位置公差未注公差值”中的K级公差)规定。
机械加工技术要求标准是什么?
机械加工技术要求标准是什么一般机械加工技术要求是按照图纸或者样品的要求,如果没有特殊说明的,通用机械加工技术要求是怎样的呢?一般机械加工技术要求1.零件去除氧化皮。
2.零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。
3.去除毛刺飞边。
机械加工热处理要求1.经调质处理,HRC50〜55。
2.零件进行高频淬火,350〜370℃回火,HRC40〜45。
3.渗碳深度0.3mm。
4. 进行高温时效处理。
机械加工公差要求1.未注形状公差应符合GB1184-80的要求。
2.未注长度尺寸允许偏差±0.5mm。
3. 铸件公差带对称于毛坯铸件基本尺寸配置。
机械加工零件棱角1.未注圆角半径R5。
2.未注倒角均为2X453. 锐角/尖角/锐边倒钝。
机械加工装配要求1.各密封件装配前必须浸透油。
2.装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃。
3.齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。
4.装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中。
5.进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配。
6.零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。
7.装配前应对零、部件的主要配合尺寸,特别是过盈配合尺寸及相关精度进行复查。
8.装配过程中零件不允许磕、碰、划伤和锈蚀。
9.螺钉、螺栓和螺母紧固时,严禁打击或使用不合适的旋具和扳手。
紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏。
10.规定拧紧力矩要求的紧固件,必须采用力矩扳手,并按规定的拧紧力矩紧固。
11.同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐步、均匀拧紧。
12.圆锥销装配时应与孔应进行涂色检查,其接触率不应小于配合长度的60%,并应均匀分布。
13.平键与轴上键槽两侧面应均匀接触,其配合面不得有间隙。
14.花键装配同时接触的齿面数不少于2/3,接触率在键齿的长度和高度方向不得低于50%。
锻件通用技术要求
4、涂装通用技术条件(JB/
1.涂装前对物体的表面要求应符合本标准的规定.
2.除锈后的金属表面与涂底漆的间隔时间不得大于 6h,酸洗处理表面与第一次涂底漆时间不少
于 48h,但无论间隔时间多少,涂漆前表面不得有锈蚀或污染.
3.铆接件相互接触的表面, 在联接前必须涂厚度30-40μm防锈漆.由于加工或焊接损坏的底漆,
4.由平炉钢制造的低碳钢结构件, 可在任何温度下进行焊接.但为了避免焊接过程产生裂纹及脆性断裂, 厚度较大的焊
接件,焊削必须根据工艺要求,进行预热和缓冷. 板厚超过30mm的重要焊接结构,焊后应立即消除内应力,消除内应力
采用550-600℃回火,或200℃局部低温回火.
5.普通低合金结构钢制造的焊接件,必须按照焊接零件的碳当量和合金元素含量、零件的厚度、 钢结构件的用途和要求
2)组成批的条Leabharlann :?共同进行热处理的同一钢号的锻件.
2.验收时必要力学性能指标: HB
3.试验方法:
1)力学性能: -
2)硬度: 每一锻件均受试验.
四、锻件组别:Ⅳ
1.组别的基本标志
1)检验特性:?
测定每一锻件的硬度和每一批中的力学性能.
2)组成批的条件:
共同进行热处理的同一炉号的锻件.
2.验收时的必要力学性能指标:?
率在齿长和齿高方向上均不得低于50%,研合时可用0.05mm的塞尺检查齿侧隙,塞尺不得插入全齿长.
8.锥轴伸与轴孔配合表面接触应均匀, 着色研合检验时其接触率不得低于70%.
9.各类联轴器技术要求及轴向(△X)、径向(△Y)与角向(△α)的许用补偿量,应符合有关联轴器标准的规定.
10.轴承外圈与开式箱体或轴承座的各半圆孔间不准有"夹帮"现象,各半圆孔的"修帮"尺寸,不准超过下表规定的最大值.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锻件未注公差标准
一、引用标准
GB12361钢质模锻件通用技术条件
GB12362钢质模锻件公差和机械加工余量
QC/T270汽车钢模锻造零件未注公差尺寸的极限偏差
二、基本原则:1、以客户要求为原则,如与客户要求产生冲突,以客户要求为准。
2、以图纸及工艺文件为原则,图纸或工艺文件已经注明的,以文件为准。
使用该标准时以上原则不得违背。
三、使用范围
适用于锻造厂内部锻件锻造未注公差控制。
四、具体内容
1、锻造孔类未注尺寸公差
2、锻造轴类未注尺寸公差
3.锻造非孔轴类未注尺寸公差
4、角度公差,参照下表普通级执行
5、锻造圆角公差,锻件内圆角R、外圆角r未注公差参照下表执行
6、锻件直线度,平面度公差,参照下表,但不得大于加工余量的2/3
锻件外形尺寸大于0 80 120 180 250 315 400 500 630 800 1000 1250 1600 至80 120 180 250 315 400 500 630 800 1000 1250 1600 2000
公差0.6 0.7 0.8 1.0 1.1 1.2 1.4 1.6 1.8 2.0 2.2 2.5 2.8
7、切入深度(切肉)与残留飞边、毛刺所指缺陷位置相同,缺陷相反,公差数值相同。
前轴类按1.5,小锻件类参照图纸要求。
8、前轴顶料杆凹凸痕迹不大于1.0。
9、表面缺陷深度公差:表面缺陷指锻件表面的凹坑、麻点、碰伤、折叠和裂纹的实际深度,执行如下:
加工表面:如锻件实际尺寸等于基本尺寸,深度为单边加工余量一半,如实际尺寸大于或小于基本尺寸,深度为单边加工余量一半加或减单边实际偏差值,内表面尺寸取相反值。
非加工表面:深度公差为厚度公差的1/3。