安钢6~#高炉热风炉的改造_1000001340573011
1-6安钢一轧厂减少300机组轧机工艺事故时间

能顺利咬入轧机。并确认,在此,导板的尺寸设计不能仅按常规经验数据进行,
因此判定导板尺寸小是导致4#不进的主要原因。
确认结果: 要因
确认3:导辊高度低
5月13日小组成员杜永军对4#进口导辊与3#料型尺寸的配合上进行了调 查分析,并依据实际情况绘图分析如下 :
68
3#料型
导辊
制图人:杜永军
时间:2009年5月
(194-2.83×3)÷23.80415=7.79(分钟/万吨钢);
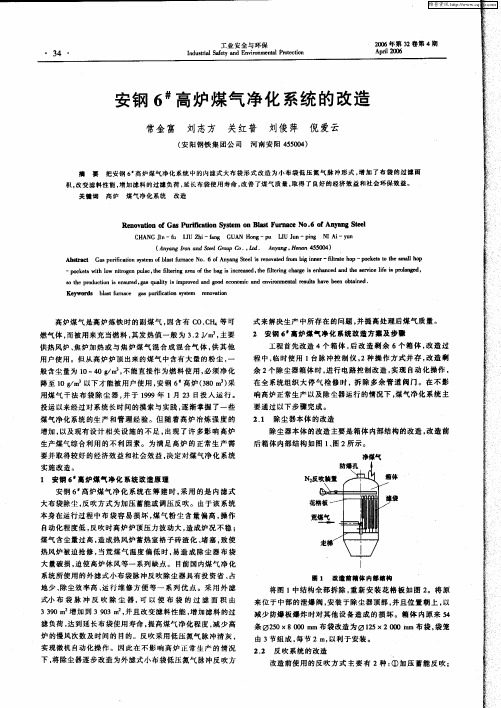
09年1-3月份轧机万吨钢工艺事故时间为:263÷23.80415=11.05(分钟/万吨钢) 那么,万吨钢工艺事故时间将为:11.05-7.79=3.26(分钟/万吨钢) 我们将本次课题目标设定为:万吨钢工艺事故时间达3.26分钟/万吨钢以下。
制表人:杜晓晖
90 80 70
时间/分钟
时间:2009年4月
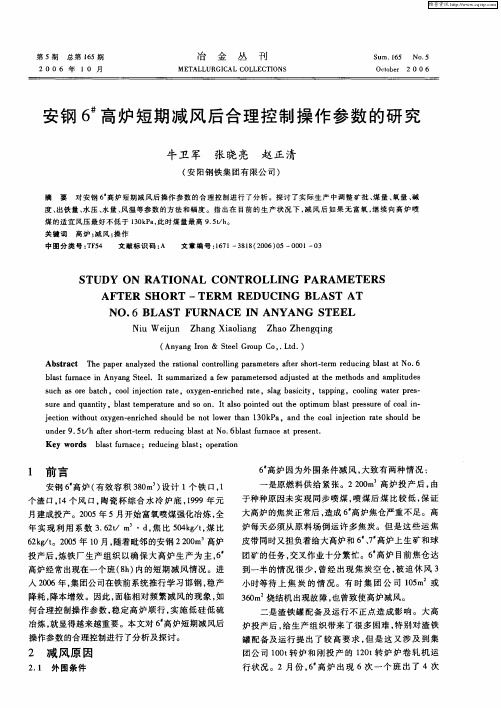
结论2:进入2009年1月份4# 轧机工艺事故时间突然增多, 初步原因是车间于2009年1月 开发了φ32圆钢、螺纹钢,并
60 50 40 30 20 10 0 1 2 3 4 5 6 7 8 月份 9 10 11 12 1 2 3
投入生产,随着φ32圆钢、螺
2008年《提高棒材产品成材率》获全国优秀质量成果二等奖 2009年《30圆钢设计开发》获冶金行业优秀质量管理成果奖 文化程度 专科 专科 本科 本科 本科 本科 职称、职务 高级技师、组长 助工、副组长 助工、副组长 工程师、组员 高级工程师、组员 助工、组员 组内分工 方案设计 方案实施 数据收集、分析 方案实施 方案实施 数据收集、分析
15 11.05
时间/分钟
10 3.26
现状 目标
5 0
现状
目标
安钢6号高炉短期休风后炉况的快速恢复
摘要对安钢6号高炉短期休风后炉况的快速恢复进行了总结。
其主要方法是:做好前期准备工作;休风时出净渣铁,逐步减风,适当控制水压、水量及顶温;复风时处理好料动、赶料线、恢复富氧喷煤及出铁操作。
高炉曾经短期休风108分钟后,在33分钟之内恢复全风作业,而炉况稳定顺行。
关键词高炉短期休风复风1引言安钢6号高炉(380m3),设计1个铁口,1个渣口,14个风口,1999年元月建成投产,2005年5月开始富氧喷煤强化冶炼。
截止到2005年年底单位炉容产铁8522.43t/m3,已经进入炉役后期,设备问题较多,特别是炉顶及除尘煤气管道多处跑煤气,短期休风(小于4小时)处理设备频率有所增加。
但是安钢100t转炉在2005年上半年投产后,6号高炉对应的后道工序生产能力大于高炉生产能力。
因此,短期休风后快速恢复炉况,增加产量,降本增效,对于高炉操作者是一个重要课题。
另外,6号高炉2005年炉况整体上长期稳定顺行,若短期休风后一味地小心谨慎,片面求“稳”,延缓高炉全风作业时间,会给高炉带来许多不必要的损失。
本文试介绍6号高炉短期休风后炉况的快速恢复操作经验。
2前期准备工作2.1选择合适的炉温高炉炉温太低休风,容易造成风口灌渣,对于高炉炉况的快速恢复极为不利。
休风前,[Si]≥0.50%,渣铁流动性良好,物理热充沛,可以保证送风后炉缸有足够的热量,便于高炉在较短的时间内恢复到正常状态。
2.2避免高炉顺行不好时休风如果高炉有亏料线或连续塌滑料现象,在条件允许的情况下,要尽量等到炉况好转后再进行休风操作。
3休风操作3.1出净渣铁休风前出净渣铁,是高炉快速恢复的必要条件。
渣铁出不净,除了休风易灌风口外,更重要的是炉缸下部空间腾不出来,焦炭不能及时填充,不利于快速复风。
为了出净渣铁,在休风前可适当加大出铁角度。
出净渣铁的标志有三;一是和理论出铁量相差不多;二是俗称“透风”,即铁口见喷煤气,渣铁从铁口喷至撇渣器大闸前面;三是渣铁流变小。
安钢6 #高炉短期减风后合理控制操作参数的研究
6 k/ 。20 2 g t 05年 1 , 0月 随着 毗邻 的安钢 2 0 m 0 高炉 2
投 产后 , 炼铁 厂 生产 组 织 以确 保 大高 炉 生 产为 主 , 6
高炉经 常出现在 一个班 ( h 内 的短期 减 风情 况 。进 8) 入 20 0 6年 , 团公 司在铁前 系统 推行 学 习邯 钢 , 产 集 稳 降耗 , 降本增 效 。因此 , 面临相对 频繁 减 风的现 象 , 如 何合理控 制操 作 参数 , 定高 炉顺 行 , 施 低硅 低 硫 稳 实 冶炼 , 显得越来越重 要 。本文 对 6高 炉短期减 风后 就 操作参 数 的合理 控制进行 了分 析及探 讨 。
jci i o t xgne r h dso l b o l e ta 3 k a n ec a ijci aeso l e et nwt u oy e —ni e h ud en t o r hn 1 0 P ,a dt ol net n rt h ud b o h c w h o
牛卫 军 张晓亮 赵 正清
( 阳钢铁 集 团有 限公 司 ) 安
摘 要 对 安 钢 6 高 炉 短 期减 风 后 操 作 参 数 的合 理 控 制进 行 了 分 析 。探 讨 了实 际 生 产 中 调 整 矿 批 、 量 、 量 、 煤 氧 碱
度、 出铁 量 、 压 、 量 、 温 等 参 数 的 方 法 和 幅 度 。指 出 在 目前 的 生 产 状 况 下 , 风 后 如 果 无 富 氧 , 续 向 高 炉 喷 水 水 风 减 继 煤 的适 宜 风 压 最好 不低 于 10 P , 时 煤 量 最 高 9 5/ 。 3ka此 . th 关键 词 高 炉 ; 风 ; 作 减 操
NO . 6 BLA S FURNACE N T I ANYA NG STEEL
安钢能源管理体系一阶段认证审核问题清单-安阳钢铁

安钢能源管理体系一阶段认证审核问题清单-安阳钢铁安钢能源管理体系二阶段认证审核问题清单 1、焦化厂1) 确定了6个能源绩效参数,但其中缺少干熄焦循环风温度.需进一步评审、完善能源绩效参数;2) 今年上半年计划举办16个培训班,培训1023人次,但实际只举办了6个培训班,培训人员466人次,完成率较低;3)未能提供有效文件清单;4) 190吨干熄焦值班室:规定锅炉入口风温850-950?;实际靠下行温度运行,循环风量低,由于出口堆积造成,降低了发电效率。
2、炼铁厂##3烧结机的点火温度、空燃比,不满足《3烧结机标准化作业指导书》的要求。
3、第二炼钢厂1) 3座35吨顶底复吹转炉,均未配套煤气回收装置;2) 炉后处理岗位标准化作业指导书规定:HRB400,氩前温度1570?~1590?,氩后温#度1560?~1580?。
查1炉2014年6月1日氩前温度1573?~1602?,氩后温度1565?~1600?;3) 能源紧急预案进行演练,但没有总结分析。
4、第一炼轧厂1)法律法规识别和合规性评价有待完善。
法律法规清单中包含了非本厂执行或不完全的法规.如《热处理节能技术导则》、《钢铁企业能源中心建设方案》、《清洁生产标准(钢铁行业)、(烧结)(高炉炼铁)》(全文适用)等;法律法规合规评价时,未对GB21256—2013《粗钢生产主要工序单位产品能源消耗限额》、《高耗能落后机电设备(产品)淘汰目录(第二、三批》、GB17167《用能单位能源计量器具配备和管理通则》、GB/T21368《钢铁企业能源计量器具和管理要求》等执行的合规性予以评价;2)《能源评审管理程序》提出基准按上一年剔除异常后平均水平,且包含消耗和回收类指标。
实际本厂基准按公司下达目标制定,且未包含蒸汽回收类指标;3) 本厂能源绩效参数及检测要求规定“蓄热器出口蒸汽压力?0.5,每小时监测”,“一炼钢蓄热器出口蒸汽用量?16。
2 t/h,每炉钢监测”,与《公司余热蒸汽发电项目运行管理规定》蓄热器压力?0。
安钢6 #高炉煤气净化系统的改造
大布袋除尘 , 吹方 式为加压蓄能或调压反吹 。由于该 系统 反 本身在运行过程中布 袋容 易损坏 , 气粉 尘含 量偏高 , 作 煤 操 自动化程度低 , 反吹时高炉炉顶压力波动大 , 造成炉况不稳 ; 煤气含尘量过高 , 成热风炉蓄热室格子砖渣化 、 造 堵塞 , 致使 热风炉被迫抢修 , 当荒煤 气温度 偏低 时, 易造 成 除尘 器 布袋
般含尘量为 l 4 /n, 能直接作 为燃料使 用 , 须净化 0— o晷 r 不 3 必 降至 l / 以下才能被用户使用 , 0茹 安钢 6 高炉(8 3采 30m )
用煤 气 干法 布 袋 除 尘 器 , 于 19 并 99年 1 2 月 3日投 入 运 行 。
在全 系统组织大 停气 检修 时 , 除 多余管 道 阀门。在不 影 拆
维普资讯
工业安 全与环保
安钢6号高炉降低工序能耗的技术攻关

V0 . 5 No. 12 5
S p .0 6 et2 0
冶
金
能
源
Y 1 7
ENERGY F0R Ⅳ皿 TAILURGI . CAL I NDU
安 钢 6号 高 炉 降低 工 序 能 耗 的技 术 攻 关
牛卫军 张晓 亮 赵正 清
5 m梳齿式集 中振动筛 ,将料仓料嘴闸门改小 , m 控制烧结给料料流 ,延长振动时间;同时加强筛
维普资讯
维普资讯
Vo . 5 No 5 12 .
S p .0 6 e t2 0
冶
金
能
源
1 9
气管道多处跑煤气 ,热风炉由于种种原因风温不
户的炼铁,如何全面优化高炉操作 ,降低工序能 耗,显得十分必要 和紧迫。安钢 6 号高炉结合 自 身特点和外 围情况 ,经过不断摸索实践 ,使多项 技术经济指标不断改善 ,其 中 2 0 年 2 06 月工序 能耗达 到 4 2 g 煤/,比去年 同期降低 6 k 4k 标 t 7g
标煤/,节能降耗工作取得 了较好 的效果。笔者 t
高 ,计划 2 0 0 6年停炉 大修 。高炉 主要吃集 团公 司 15 0m2或 30 6m2烧 结 ,焦 炭 主 要 来 自焦 化 厂 4 m和 6 焦炉。但是 毗邻的 20 m 高炉 20 m 20  ̄ 05 年1 0月投产后 ,其煤 比较低 。为确保大 高炉生 产 ,6 号高炉焦 炭 紧张 ,焦炭必 须从 原 料场倒 运 ,常常减风和限制 富氧。
收稿 日期 :0 6—0 20 5—1 6 牛卫军(9 2 1 7 ~ ) 工程师 ;5 0 4 河南省安 阳市 。 , 450
精料是高炉降低工序能耗 的物质基础 。6 号 高炉对烧结实行定时取样 ,每小时有一个烧结成 分 ,对应所在的料仓 ,由工长输入计算机无熔剂 配料人炉。为 了减少 粉末 ,使 用 了上 1m 下 5m
安钢6号高炉处理异常炉况的技术分析

N U We— n Z A G Xa —a g I iu , H N i l n j oi
( na gI nmdSel ru o ,t. H nnA yn 50 4 C ia A yn r i t opC .Ld , e a nag 5 0 , bn ) o eG 4
Absr c : ta t
T e p prit d c ste g n rt g po e so b oma fr ae c n io n h ip slmes r tAn a g h a e nr u e h e eai rc s fa n r l un c o dt na d te ds oa aue a y n o n i
以便 总结 经验 和教 训 。
炉底 温 度在 l 内上升 了 2 0天 5℃。在 2月 1日高炉
下休风料准备检修 , 因 3号高炉小钟拉杆突然断 但
裂 , 次推迟休 风 。 再
收 稿 日期 :0 70 — 20 -31 9
作者简介 : 牛卫军 (9 2 ) 男 , 17 一 , 河南安 阳人,1 师, 事炼铁生产技术管理工作。 : 程 从
关
键
词 : 高炉 ; 常 炉况பைடு நூலகம்; 异 操作 ; 析 分
文 献标 识码 : A
中 图分类号 : T 5 3 F4
Ana y i ip s lo b r a lss on D s o a fA no m lFur a e .o dii n n c C n to
Te h l g f An a e l S No 6 BF c no o y o y ng Ste ’ .
1 2 h。
因彻底处 理大 钟料 斗延误 时 问 , 3日0 :0 到 2O 才
安钢6号高炉炉料偏行的处理思路与措施

中图分 类 号 : F 3 T 57 文 献 标 识码 : B
A ic s in o ndi g a b r e a e i lf l g d va in a se l6 h ds u so n ha ln u d n m t ra a i e ito tAn te t BF l n
Ab ta t u sr c :A s mmay i ma e i h ic si no a d ig a c i e t u d n mae a a ig d va in o c r n n2 0 r d t e d su s f n l n a cd n r e tr l l n e it c u r g i 0 5 s n o h n b i fl o i
经 进入炉 役后期 , 备 问题较 多 , 喉及炉 喉钢砖 变 设 炉
形严 重 , 底温度偏 高 , 炉 重力 除尘器及 干法 除尘煤 气 管道 多处 跑煤气 , 热风 炉 由于 种种 原 因全 用 风温 只 有 9 0o 左右 , 高炉冷 却壁一直 到 2 0 8 C 但 0 5年 l 8 1月 日才 发现仅 有一块漏水 .
安 钢 6号高 炉炉料 偏行 的处理 思路 与措施
牛 卫 军 ,张晓 亮 , 正 清 赵
( 河南省安阳钢铁公司 , 河南 安 阳 4 50 ) 50 4 摘 要 : 20 对 0 5年安钢 6号高炉发生 的一起炉料偏行的处理思路 与措施进行 了总结分析 , 指出在尽量确保炉况顺 行的前提下 , 做到“ 早动 、 少动 、 争取主动” 充分运用上 中下部 调剂 , , 特别是灵 活压料 、 布料 , 合理控制煤气 流分布 ,
6号 高炉设 计 1个铁 口 , 个 渣 口 ,4个 风 口, 1 1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
安钢6#高炉热风炉的改造
张书帅1 王子兵2 周文刚1 邓小元1
(11安阳钢铁公司 21河北理工大学)
摘 要 介绍了安钢炼铁厂6#高炉热风炉中修中的一些技术改造。
通过合理的改造,热风温度有了明显的提高,炉子寿命大大延长,取得了良好的效果。
关键词 热风炉 格子砖 燃烧器
R evamping of the H ot2blast Stove of Anyang Steel’s No.6BF
Zhang Shushu ai1W ang Zibing2Zhou Wen G ang1Deng Xiaoyu an1
(1.Anyang Iron&Steel Co.Ltd. 2.Hebei Polytechnic University)
Abstract Technical revamping of the hot2blast stove of Anyang Steel’s No.6blast furnace is introduced.H ot blast temperature was notably increased through suitable revamping,greatly extending the service life of the stove and achieving good results.
K ey w ords hot2blast stove checker brick burner
0 前言
2009年初对安钢炼铁厂6#高炉热风炉进行了中修。
对一些部位进行了技术改造。
6#炉共有4座热风炉,均为内燃式。
内燃式的热风炉的外形是圆柱体,炉顶是半球形。
炉壳由钢板焊接而成,炉壳里衬纤维毡、保温材料和耐火材料,炉内分成两个主要部分:一部分是燃烧室,我厂热风炉燃烧室为眼睛形;另一部分是蓄热室。
它们是用耐火砖砌成的隔墙分开,各处一侧。
燃烧室中间是空的,蓄热室是用格子砖砌成的砖格子垛。
砖格子上有许多垂直的孔道,即为格孔。
格子砖用下面铸铁炉箅子和支柱托住。
目前炉子使用的格子砖主要有整体穿孔砖和板状砖,我厂使用的整体穿孔砖。
以下就该次中修对热风炉的改造作一总结。
1 热风炉的工作原理
蓄热式热风炉是循环周期性工作的,分为燃烧期和送风期。
燃烧期:将热风炉燃烧,此时冷风入口和热风出口关闭,将煤气和空气按一定比例从燃烧器送入,煤气燃烧将热风炉(主要是格子砖)加热,燃烧产物由烟气出口经过烟道从烟囱排出,一直将热风炉加热到需要的温度,然后转入送风期。
送风期:将由鼓风机送来的冷风加热后送入高炉,此时燃烧器和烟气出口关闭,冷风入口和热风出口打开,由鼓风机经冷风管道送来的冷风进入热风炉,冷风在通过格孔时被加热,热风经热风出口管道送入高炉。
送风一段时间,热风炉蓄存的热量减少,不能将冷风加热到所需要的温度,这时就由送风期转入燃烧期。
一座热风炉经过燃烧期和送风期即完成一个循环,热风炉就是这样燃烧和送风不断循环地工作的。
根据热风炉的现状和生产的需要,这次中修我们对热风炉做了多处技术改进和改造:采用蓄热能力更强的格子砖,改进燃烧器的形状,采取措施防止隔墙短路等。
使热风炉燃烧稳定,气流沿设计路线流动,热风温度提高了100℃左右,有效地降低了高炉焦比,提高了煤比,节约了能源,降低了成本。
2 采用新型格子砖和格子砖的砌筑
原热风炉所用格子砖为7孔格子砖,底面为边长125mm的正六边形,高100mm,孔径43mm(见图1)。
新型格子砖为19孔格子砖,底面为边长146mm的正六边形,高120mm,孔径30mm(见图2)。
作者简介:张书帅,助理工程师,河南省安阳市(455004)安钢冷轧指挥部55
2009年第4期 安 徽 冶 金
改进前格子砖的单位加热面积为37.58m2/m3,改进后单位加热面积为48.61m2/m3,热风炉的蓄热室断面积为10.05m2,格子砖砌筑高度为25.5m,格子砖与炉墙之间留有20~30mm的缝隙,按30mm的缝隙计算,则蓄热室格子砖的断面积为9. 63m2,则改进后加热面积增加2708.58m2,有效提高了热风温度。
格子砖的砌筑质量是加热炉中修效果好坏的关键。
砌筑格子砖之前,必须检查炉箅子和支柱,炉箅子上表面的平整度误差小于等于5mm,炉箅子上表面格孔中心线与设计位置的误差小于等于3mm,第一层格子砖应保持其上表面平整,砖格子与炉箅子孔的位移小于等于10mm,并应清点完整的格孔数和填写隐蔽工程记录。
因为格子砖的砌筑时不用泥浆,是直接垛起来的,为了使格子砖在燃烧和蓄热时保持稳定,要求耐火材料厂家增加了格子砖上面3个凸点的高度,加深了下面3个凹槽的深度,并相应地增加了凸台和凹槽的直径,改进后凸台的直径为60mm,高12mm,凹槽直径为62mm,深15mm。
格子砖砌筑每层上面一块格子砖压住下层三块格子块,三层一个循环。
严格按照上面的要求设计、施工,保证了格子砖每层的水平,提高了其稳定性,保证了格孔的通畅,减小了气体流动阻力。
3 改进燃烧器的形状
热风炉原燃烧器为矩形燃烧器(见图3),它是与“眼睛”型燃烧室相适应的一种特殊形式的燃烧器,能有效地利用“眼睛”型燃烧室的断面积,性能优于圆形燃烧器。
矩形煤气通道使气流呈片状、厚度小,有利于空气充分切割。
空气出口对称布置在煤气出口两侧,由多个小口排列组合,出口有一定倾角,使空气与煤气交叉混合。
改善了混合效果,提高了燃烧温度,在使用初期达到了很好的效果。
但是使用一段时间以后,经常产生断火、煤气与助燃空气混合不均匀、燃烧不稳定、火焰呈脉动和微爆等不正常燃烧现象,使设备和结构发生振动,以致在热风炉平台上都有明显振感。
另外燃烧器空气分配帽组合砖尺寸较小,在燃烧时燃烧器周边受热不均匀,造成膨胀不均匀的现象,同时在振动的作用下,很容易造成分配帽破裂、粉碎,堵塞空气通道,使空气不按设计的轨迹流动,造成空气与煤气混合不均匀,燃烧不完全,燃烧不稳定。
振动还使燃烧器内空气通道与煤气通道间隔产生裂缝,造成空气与煤气在烧嘴内混合、燃烧,降低燃烧效果,烧坏燃烧器。
图3 热风炉原有燃烧器形状
针对以上问题对燃烧器进行了改进,见图4。
把矩形燃烧器改椭圆形燃烧器。
新燃烧器空气通道与煤气通道在拐角处采用平滑过渡,使通道在膨胀和收缩时趋于一致,有效改善了燃烧器周边受热不均匀、膨胀不均匀的现象;空气帽采用预制方式,在现场直接组合,改小块组合砖为大块组合砖,共用组合砖14块。
使空气喷口由小口排列组合,改为大口排列组合,并均匀的分布在煤气通道的四周,共设14个喷口,使喷口分布更均匀,适当增大了喷口中心与煤气出口中心线的交角,交角为30°,有利于空气与煤气混合均匀,燃烧完全,提高了燃烧稳定性。
65ANHUI METALL URG Y 2009年第4期
通过改进,断火、煤气与助燃空气混合不均匀、燃烧不稳定、火焰呈脉动和微爆等不正常燃烧现象基本消除,设备和结构不再发生振动,使燃烧器、热风炉的寿命大大延长。
图4 新型燃烧器形状
4 在隔墙内加隔热层和不锈钢板
隔墙是燃烧室与蓄热室之间的墙。
它由内环和
外环组成,内、外环宽均为230mm 。
在运行时,由于内外环的温度不同,造成隔墙产生裂缝、产生短路和隔墙烧穿等现象。
为了减少燃烧室隔墙两侧的温度所引起的影响,在隔墙中间加了一层厚为113mm 的轻质粘土砖绝热层,在夹层靠燃烧室侧,加了不锈钢板。
不锈钢板高924mm ,厚0.7mm 材质为0Cr25Ni20,分为件1、件2和件3三种,每层4块,按不同排列组合方式组合为A 型或B 型。
A 型与
B 型交替使用,上面一层在下面一层外面,压住下面
一层1/2高度。
不锈钢板从燃烧器出口高度下1m 处开始添加,一直添加到高于热风出口2m 处为止。
用后隔墙严密性增强,短路、隔墙烧穿现象消除,使用效果良好。
5 结语
采取以上改进措施后,加热面积大幅提高,蓄热能力进一步增强。
煤气燃烧稳定,燃烧完全,振动现象消失,有效地提高了热风炉的寿命。
隔墙密封良好,短路、隔墙烧穿现象消除。
改进后经过一段时间
的运行,热风炉热风温度比改进前提高了100℃左右,有效降低了高炉焦比,提高了煤比,降低了成本。
参考文献
1 王明海.炼铁原理与艺.北京:冶金工业出版社,2006:
2982312.
2 胡 选.高炉热风炉操作技术.北京:冶金工业出版社,
2006:25250.
3 刘全兴.高炉热风炉操作与煤气知识问答.北京:冶金工
业出版社,2005:42251.
(收稿日期 2009-08-02)
(上接第49页)
参考文献
1 刘延章.中小型图书馆工作.北京:书目文献出版社,
1983:Ⅰ2Ⅱ.
2 张洪顺,邓舜扬.企业科技图书馆工作指南.上海:上海科
学技术文献出版社1992:729.
3 胡 刚.大学生与图书馆.北京:中国工人出版社,1997:
17218.
4 陈 淼,叶升阳.如何使用大学图书馆.北京:北京图书馆
出版社,2005:15216.
(收稿日期 2009-05-05)
7
5 2009年第4期 安 徽 冶 金。