活性染料剥色剂Dyapol+ECO
过氧化氢酶(纺织专用)
YR-CatL过氧化氢酶(纺织专用)◇产品概述:纺织用过氧化氢酶(除氧酶)是一种用来去除残余过氧化氢的理想产品,它在活性染料染色前使用,因为活性染料对残余过氧化氢非常敏感,该酶具有宽广的pH和温度适用范围,在高浓度的过氧化氢条件下同样有效。
过氧化氢酶的优点如下:缩短工艺时间,提高产率、高效彻底分解过氧化氢、节水和节能、完全可生物降解、酶和分解产物对织物和染料均无影响。
该酶适用于喷射染色机、拉缸、溢流、筒子纱、卷染机等设备的浸染工艺。
◇产品规格:活力:50000 U/mL外观:棕色液体溶解度:完全溶解比重:1.17酶活力定义:CAT的活力是以单位U/mL表示,一个单位(U/mL)是指:在37℃时,pH7条件下,一分钟分解1微摩尔的过氧化氢所需的酶量。
◇产品特征:PH适用范围: 5-10 最佳PH 6.0-9.0温度适用范围20-55℃最佳温度40-55℃时间10-20分钟◇使用说明:参考用量0.1-0.4 g/L·去除残留双氧水的传统方法:漂白→清洗(加还原剂)→排水→清洗→染色·过氧化氢酶去除残留双氧水建议方法:漂白→清洗(加过氧化氢酶)→染色操作:1.排出漂白溶液2.重新注入水,选择适合后来染色的温度和浴比。
3.检查并确保pH:5-10,温度40-55℃。
4.加入0.1-0.4 g/l的NG50,开始去除过氧化氢。
5.15分钟后,检查溶液中过氧化氢的残留量,如果还有,再过5-10分钟复查。
6.一旦溶液中的过氧化氢已全部去除,在这同一溶液中即可进行染色。
◇产品包装及储存:本产品用无毒塑料桶装,每桶25公斤。
本产品属生物活性物质,应置于低温干燥处,避免阳光直射,常温下(25℃)储存三个月不低于标示活力。
◇使用注意事项:本产品无毒,可生物降解。
避免不必要接触,长期接触一些产品(如本产品)中的蛋白质会使有的人对该产品敏感。
每次接触产品后要用温水、香皂洗手,将产品放在儿童不能触及的地方。
EverzolEDDyes新型活性染料
技术交流Everzol ED D yes新型活性染料高永建 赖宝昆 许呈祥 宋德钦台湾永光化学集团明德国际仓储贸易(上海)有限公司(200336)摘 要 面对印染业界之营运困境,台湾永光化学集团特开发了Everzo l ED产品。
经过国内外许多用户实际使用一段时间后,证实其有别于一般市售产品,并确实拥有“染深、经济、环保”等优良的染色质量特性与效益,在市场上获得相当多之正面的回响。
叙 词: 染色 活性染料 增深 经济 环境保护中图分类号: TS19316321 前言1.1 印染业之经营困境与其突破印染业是一历史悠久之传统产业,在众多业者相继投入生产与竞争白热化的趋势下,致使产业获利能力急速下降,且由于在产品多样化的市场形态和客户的需求需迅速响应的情形下,印染业面临许多品质、成本及交货期问题。
印染业具有多项产业特性,而且这些特性促使印染业的营运更加艰辛。
这些产业特性包括:·耗用大量人力、水、电及热能;·工艺流程耗时,品质控制困难;·染后排放高色度与高盐含量之废水。
但是,人力、水、电及热能成本只升不降,尤其在活性染料染色时,其生产工艺繁复、重现性不佳,而且染后排放高色度废水,更让人误认印染业为高污染产业。
因此在生存压力之考验下,印染业无不使用各种手法来降低生产成本、提升品质与生产效能,并减少污染,以在严苛之市场环境下求生存。
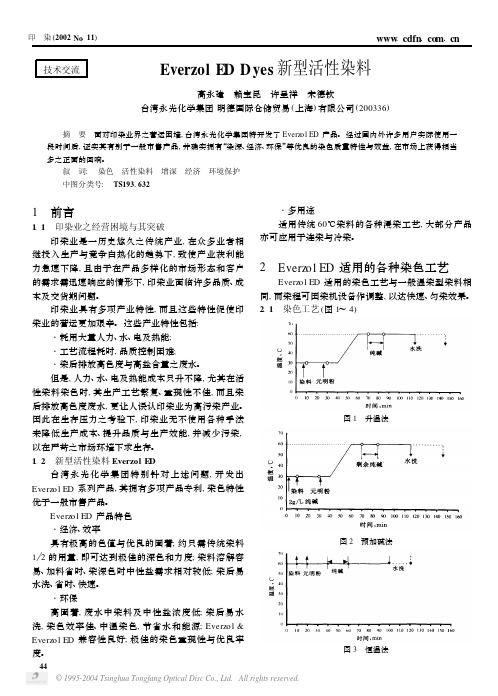
1.2 新型活性染料Everzol E D台湾永光化学集团特别针对上述问题,开发出Everzo l ED系列产品,其拥有多项产品专利,染色特性优于一般市售产品。
Everzo l ED产品特色·经济、效率具有极高的色值与优良的固着;约只需传统染料1 2的用量,即可达到极佳的深色和力度;染料溶解容易、加料省时、染深色时中性盐需求相对较低;染后易水洗、省时、快速。
·环保高固着,废水中染料及中性盐浓度低;染后易水洗,染色效率佳、中温染色,节省水和能源;Everzo l& Everzo l ED兼容性良好;极佳的染色重现性与优良牢度。
二氧化氯对活性染料的脱色

第 卷 第 期 年 月纺 织 学 报∏ × ¬ ∂文章编号 2 2 2二氧化氯对活性染料的脱色陈世良 吕慎水 魏莉莉 姚玉元 陈文兴浙江理工大学先进纺织材料与制备技术教育部重点实验室浙江杭州 摘 要 为寻求一种理想的活性染料氧化脱色技术 用二氧化氯 ≤ 对存在于染料废水及有色纺织品中的 种不同结构的活性染料进行脱色处理 分别用紫外可见光谱仪和测色配色仪对染料废水和织物中的染料进行脱色性能测试∀结果表明 在常温常压下 ≤ 对以这 种形式存在的染料均有较好的处理效果 染料废水中的 种染料经脱色处理 后脱色率均达到 以上 有色纺织品中的 种染料经剥色处理 后ΚΠΣ值明显下降 为有色纺织品的剥色提供了一种新思路∀关键词 二氧化氯 染料废水 有色纺织品 脱色中图分类号 ×≥ 文献标识码Στυδψονδεχολορατιονοφρεαχτιϖεδψεβψχηλορινεδιοξιδε≤ ∞ ≥ Β≥ ∏ •∞ ≠ ≠∏ ∏ ≤ ∞ • ¬ΚεψΛαβορατορψοφΑδϖανχεδΤεξτιλεΜατεριαλσανδΜανυφαχτυρινγΤεχηνολογψ ΜινιστρψοφΕδυχατιονΖηεϕιανγΣχι2ΤεχηΥνιϖερσιτψ Ηανγζηου Ζηεϕιανγ Χηινα Αβστραχτ × √ ∏ ¬ √ √ ¬ √√ ¬ ∏ ¬∏ ¬ ≤ × ∏ ¬ ∏ ∂2∂ ∏ ∏ ∏ ∏ × ≤ ¬ ¬ ∏ ∏ ∏ ¬ ∏ ∏ ∏ χ¬ ∏ ΚΠΣ√ ∏ ¬ √ √ ¬ Κεψωορδσ ¬ ∏ ¬收稿日期 修回日期基金项目 教育部/新世纪优秀人才支持计划0资助项目 ≤∞×2 2 高等学校博士学科点专项科研基金资助项目浙江省重点 重大 国际科技合作项目 ≤ 作者简介 陈世良 ) 男 硕士生∀研究方向为功能性纤维与环境治理∀陈文兴 通讯作者 ∞2 ¬ ∀染料废水具有色度高有机物含量高 组分复杂多变等特点≈ ∀国内对染料废水的处理以好氧生物处理法为主但生物处理法对色度的去除率不高 一般在 左右∀目前研究较多的是化学氧化法≈ 常用的氧化剂有 和 ≤ 但经济!环保等因素限制了这些氧化剂的推广应用∀二氧化氯 ≤ 是一种对环境友好的氧化剂对水中残存的有机物氧化后无氯代产物出现∀目前对≤ 在废水处理中的应用有较为广泛的研究≈其中包括对染料废水的脱色处理但对以另一种形式存在的染料 即已上染到织物上的染料的脱色研究 目前的报道还很少∀在用活性染料印染纺织品的过程中有超过的染料是被直接排放的≈因此 对这些染料的染色废水处理显得尤为重要∀本文选用几种不同结构的活性染料作为研究对象用≤ 对染料废水进行脱色处理考察了盐的存在对染料脱色性能的影响∀并进一步用≤ 对有色纺织品中的染料进行剥色处理 取得了较好的效果 为有色纺织品的剥色提供了一种新思路∀1 实 验111 材 料≤ 工业级活性艳红÷2 工业级 蒽醌染料活性艳蓝 2 工业级络合染料活性艳蓝 2 ∞ 工业级 ≤ ≤棉织物 1 ¬≅ 1 ¬ ∀112 仪 器紫外可见光分光光度计 2 计 恒温水浴 ≤≥ 型超级恒温水浴 测色配色仪 ≥ƒ ÷型电子测色配色仪 •≥⁄2 荧光白度仪∀113 染料的选择在棉!粘胶和麻等纤维素纤维的染色加工中 活性染料的应用最广泛∀本文选用 种含不同活性基团的活性染料活性艳红÷2 !活性艳蓝 2 和活性艳蓝 2 ∞作为研究对象 其结构式如图 所示∀图 种染料的分子结构ƒ ∏ ∏ ∏114 有色纺织品的制备配方 染料 浴比 Β 食盐 Π 用活性艳红÷2 和活性艳蓝 2 染色时纯碱用量为 Π 用活性艳蓝 2 ∞染色时则为 Π ∀活性艳红÷2 和活性艳蓝 2 的染色工艺εΠ 食盐 Π食盐 纯碱活性艳蓝 2 ∞染色工艺ε染料 食盐 Π Π纯碱 Π 纯碱Π 纯碱Π115 脱色性能测试用碘量法≈ 测得所用≤ 的初始浓度为1 Π ∀分别取浓度为 ≅Π的上述 种活性染料溶液 用微量进样器摄取适量≤ 加入到染料溶液中至所需浓度 反应一定时间后取少量反应液 用紫外可见光分光光度计测定染料最大吸收波长处的吸光度∀用ΑτΠΑ 表征其脱色效果 其中Α 和Ατ分别表示处理前和τ时刻染料废水在最大吸收波长处的吸光度∀116 剥色性能测试将 1 有色棉织物置于 的烧杯中 加入浓度为 ≅ Π的≤ 控制 值在中性范围反应一定时间后取出 水洗 烘干 用测色光谱仪测定ΚΠΣ值∀棉织物脱色后的白度测试在•≥⁄2 荧光白度仪上进行测 次取其平均值∀2 结果与讨论211 ΧλΟ2用量对染料废水脱色性能的影响保持染料活性艳红÷2 !活性艳蓝 2 和活性艳蓝 2 ∞的初始浓度为 ≅ Π调节≤ 的浓度依次为 ≅! 1 ≅! 1 ≅!1 ≅! 1 ≅Π测试染料在最大吸收波长处的吸光度随时间的变化情况∀结果表明染料的脱色速率及脱色率均随着≤用量的增加而增加∀考虑到≤ 的使用效率 对以上 种染料脱色时使用≤ 的最佳浓度分别为 1 ≅ ! 1 ≅和 1 ≅Π在这些浓度下各种染料脱色随时间变化曲线如图 所示∀图 种染料脱色随时间变化曲线ƒ ⁄ ≤图 为≤ 浓度为 1 ≅ Π 时活性艳红÷2 吸光度随时间变化的紫外∀# #第 期陈世良等 二氧化氯对活性染料的脱色图 活性艳红÷2 染料的紫外可见光谱变化ƒ ∂2∂ ∏ ÷2从图中可以看出 后染料的吸收峰有大幅度的下降 其中在最大吸收波长处 可见光范围内的特征吸收峰几乎消失表明染料的发色基团几乎被完全破坏∀在 左右萘环的吸收峰也有较大幅度的下降 说明染料的萘环结构也已被破坏≈ ∀随着反应的进行 溶液的颜色由最初的艳红逐渐变淡 直至红色完全消失 说明染料的发色基团已被破坏∀212 ΝαΧλ对染料脱色速率的影响染色时 有时需加入大量食盐等电解质 以促进染料的上染∀然而在纺织印染废水中含有大量溶解盐会影响废水处理的效果 ≈ 等人采用ƒΠ体系催化降解染料时发现当溶液中存在 ≤ 或 ≤ 等卤盐时 染料的降解率仅为不含盐时的 ∗ 降解效率大大降低 影响了废水处理效果∀本文测定了不同质量浓度的 ≤ 对染料脱色速率的影响 其中活性艳红÷2 脱色时 ≤ 对染料脱色速率的影响结果如图 所示∀图 ≤ 质量浓度对活性艳红÷2 脱色速率的影响ƒ ∞ ≤ ÷2由图可知 ≤ 的加入并没有抑制≤ 对染料的脱色 这与用ƒΠ 体系处理时的结果不同说明≤ 对染料的脱色不是通过# 产生作用的∀≤ 对染料的脱色作用是通过利用其强氧化性使染料的共轭体系破坏 使电子的最高已占轨道和最低空轨道之间的能级差增加电子跃迁能量变大 最大吸收波长移到可见光之外 从而达到脱色的目的≈ ∀213 ΧλΟ2对有色纺织品的剥色为了进一步考察≤ 对活性染料的脱色性能本文用经活性染料染色的棉织物进行脱色实验来测试其对固色后活性染料的氧化∀织物在染色加工过程中可能会出现染色不均匀 色差较大等问题 这时就需要对织物进行剥色处理∀常用的剥色方法是用保险粉处理 但保险粉稳定性较差 可能造成剥色不均匀等问题∀本文利用≤ 对含活性艳红÷2 !活性艳蓝 2 和活性艳蓝 2 ∞的有色棉织物进行剥色处理 有色棉织物的ΚΠΣ值变化结果如图 所示∀图 有色棉织物的ΚΠΣ值随时间变化曲线ƒ ΚΠΣ√ ∏ ∏ ¬由图可知 含活性艳红÷2 的棉织物经≤处理 后 ΚΠΣ值由原来的 1 迅速降为1 ∀当处理时间达到 时 ΚΠΣ值则降低为 1 ∀从外观上看棉布的颜色逐渐变淡 最终褪为白色 对含其他几种染料的棉织物处理时也得到相似的效果 这些都说明织物上的染料完全被破坏∀上染活性艳红÷2 的织物剥色后白度经测试达 而上染活性蓝 2 和活性艳蓝 2 ∞的有色棉织物剥色后白度分别为 和 ∀当用于棉纺织品漂白的氧化性漂白剂的氧化电位大于 1 ∂时 织物中的纤维素就会发生降解 如果氧化电位在 1 ∗ 1 ∂之间 只会对木质素!色素等氧化降解 而不会造成纤维素降解 使织物的强##纺织学报第 卷力造成损失∀≤在中性条件下的氧化电位约为 1 ∂≈ 因此棉织物经≤ 剥色后具有较高的强度保持率∀3结论选用 种含不同活性基团的活性染料 活性艳红÷2 !蒽醌染料活性艳蓝 2 和络合染料活性艳蓝 2 ∞作为研究对象 采用≤对以上 种染料废水进行脱色处理 经 脱色处理后脱色率均达到 以上∀溶液中 ≤ 的存在不会抑制≤ 对染料的脱色∀采用≤ 对用以上 种染料染色的纺织品进行剥色处理 ΚΠΣ值变化表明≤对有色纺织品有较理想的剥色效果 为有色纺织品的剥色提供了一种新思路∀ƒ ÷ 参考文献≈ 朱虹 孙杰 李剑超 印染废水处理技术≈ 北京 中国纺织出版社 ≈ 董永春 刘春燕 刘瑞华 等 偶氮染料分子结构与氧化脱色性能的定量关系≈ 纺织学报≈ 毕会锋 王斌 杨卫身 等 蒽醌染料活性艳蓝 2 的化学氧化脱色和矿化≈ 废水处理≈ 齐翔 论二氧化氯在废水处理中的作用≈ 中国科技信息≈ ; ≥ √ ∂ ° ƒ⁄ ∏ ∏ ¬ √≈ ° ≤≈ 王成国 邓兵 二氧化氯稳定溶液在棉织物漂白中的应用≈ 现代纺织技术≈ ≥ ⁄ ∂ ÷ ∞ ° 2 ∏∏ ∏ × ∏ ≈ ≤∞ √≈ ∂ √ ∏ ƒ ¬∏ √≤ ≈ ∞ √ ≥ × 1≈ 时文歆 于水利 赵丽晔 等 二氧化氯处理废水的研究现状与进展≈≤ ΠΠ中国土木工程学会水工分会第四届理事会第一次会议论文集 北京 中国土木工程学会##第 期陈世良等 二氧化氯对活性染料的脱色。
荧光增白剂和活性染料剥色剂Fabstrip-RTO

荧光增白剂和活性染料剥色剂Fabstrip-RTO
佚名
【期刊名称】《印染》
【年(卷),期】2017(43)16
【摘要】Sarex化学公司开发出一种环境友好型剥色剂Fabstrip—RTO,符合Oeko-Tex100标准。
适用于绝大部分染料和织物,尤其适用于棉织物剥色翠蓝色、荧光增白剂和活性染料,但不破坏织物本身,因此织物剥色后可以重新染色。
以4%活性翠蓝H2GP染色纯棉针织物为例,剥色条件为:3%-6%剥色剂Fabstrip—RTO,处理温度95~98℃,处理时间30min,浴比1:15;然后热水洗,冷水洗。
【总页数】1页(P60-60)
【关键词】荧光增白剂;活性染料;剥色剂;环境友好型;纯棉针织物;棉织物;化学公司;活性翠蓝
【正文语种】中文
【中图分类】TS193.632
【相关文献】
1.荧光增白剂ER(C.I.荧光增白剂199)紫外吸收测定方法的研究 [J], 董仲生
2.标准规定的荧光增白剂在洗涤剂中的应用是安全的——中国洗协召开“洗涤剂用荧光增白剂安全性”专家媒体见面会 [J],
3.走向世界的我国荧光增白剂工业——我国荧光增白剂工业五十年发展历程回顾[J], 范约明;张瑞合;竹百均;杨磊;程德文
4.洗涤剂用荧光增白剂第三讲洗涤剂中荧光增白剂的分析 [J], 赵章楣
5.“隐藏”的荧光增白剂——江苏省质监局再发荧光增白剂风险监测 [J], 刘京玲因版权原因,仅展示原文概要,查看原文内容请购买。
剥色回修技术
[转] 常用剥色及回修技术转载自思谷转载于2010年07月16日 08:39 阅读(2) 评论(0)分类:转载举报1.常用染料的剥色1.1活性染料的剥色染缸剥色工艺示例:色疵布→卷轴→热水2道→烧碱2道(20克/升) →剥色8道(保险粉15克/升,60℃)热水4道→冷水2道上卷→出布工艺示例:1.2酸性染料的剥色1.2.1尼龙剥色工艺示例:36Bé NaOH: 1%-3%(3-10g/l);平平加O: 15%-20%;合成洗涤剂: 5%-8%;浴比: 1:25-1:30;温度: 98℃;时间: 20-30min(至全部脱色为止)。
全部剥色后逐渐降温,充分水洗至净,再用0.5mL/L醋酸,30℃,10min充分中和残留在尼龙上的碱,再用清水洗净。
1.2.2间歇剥色工艺示例:平平加O: 2-4克/升;36Bé NaOH: 12-15毫升/升;保险粉: 5-6克/升;温度: 70-80℃,时间:30-60分钟,浴比:1:30-40。
1.3分散染料的剥色在聚酯上进行分散染料的剥色通常采用下列方法:次氯酸钠和蚁酸、在100℃和pH3.5下处理来完成的。
最佳结果是通过方法一处理、接着再通过方法二处理。
处理后尽可能套染黑色。
2.常用整理剂的剥除2.1硅油及柔软剂的剥除一般柔软剂可用洗涤剂清洗的方法去除,有时也采用纯碱加洗涤剂的方法;有些柔软剂须采用蚁酸加表面活性剂的方法去除。
去除的方法及工艺条件须经小样试验。
硅油较难去除,但用特殊的表面活性剂,在强碱性条件下,采用沸煮的方法可去除大多数硅油。
当然这些都须经小样试验。
2.2树脂整理剂的剥除树脂整理剂一般采用轧酸蒸洗的方法去除,其典型工艺是:浸轧酸液(盐酸浓度为1.6克/升)→堆置(85℃10分钟)→热水洗→冷水洗→烘干。
用此工艺在卷染机上可剥去织物上的树脂。
3.色光修正原理及技术3.1色光修正原理及技术互为余色的几对颜色是:红一绿,橙一蓝,黄一紫。
染料还原剥色粉剂(环利粉)

染料还原剥色粉剂(环利粉)佚名【期刊名称】《中国环保产业》【年(卷),期】2012(000)004【总页数】1页(P62-62)【正文语种】中文【中图分类】TQ131.12由石狮市清源精细化工有限公司开发的染料还原剥色粉剂(环利粉),适用于印染行业。
主要技术内容染料还原剥色粉剂(环利粉)是一种在印染行业取代保险粉的安全、环保、经济的新型产品。
保险粉广泛应用于印染行业中染料的还原和剥色。
但保险粉是一种吸湿性粉末,遇到少量水或暴露在潮湿空气中会发生分解反应,分解反应为放热反应,会产生冒烟现象甚至有燃烧爆炸的危险,其分解释放的SO2气体对环境和人体会造成一定的危害。
因此储藏不便,要求防潮密封保存,避免雨淋和阳光直接照射。
保险粉是一种流动性粉体,投料时会造成粉尘飞扬,给生产车间环境造成危害;保险粉对眼、皮肤、呼吸道有刺激性。
环利粉为一种可以抑制还原能力的阻滞剂与几种还原剂进行复配而生产出的染料还原剥色粉剂(环利粉)。
该产品能够在不改变保险粉的使用量和使用工艺的条件下,达到和使用保险粉同样的效果。
环境效益该产品的使用和推广,能够明显改善保险粉的可操作性和物理特性,降低印染行业的生产成本,减少保险粉对环境和人体健康的危害,为印染行业的清洁生产和可持续发展提供一定的保障。
该项目于2006年1月通过了福建省科学技术厅组织的鉴定。
鉴定意见认为该产品使用安全、方便,有利于环保,属于纺织印染产品的化工助剂复配产品,属国内领先水平,在印染行业具有推广意义。
该技术被中国环境保护产业协会评为2010年国家重点环境保护实用技术(B类)。
该技术2006年获泉州市科学进步奖三等奖,并被中国环境保护产业协会评为2010年国家重点环境保护实用技术(B类)。
企业联系电话:*************E-mail:******************。
活性染料染色棉织物的水溶液浸渍光催化剥色

活性染料染色棉织物的水溶液浸渍光催化剥色解昌峰;刘波;孙建平;唐人成;龙家杰【期刊名称】《纺织学报》【年(卷),期】2017(038)009【摘要】针对纺织品传统剥色工艺中化学品消耗量大、能耗高、环境污染严重等问题,采用光催化技术研发了活性染料染色棉织物的水溶液浸渍光催化(即UV/H2 O体系)剥色方法,探讨了水溶液中pH值、温度和剥色时间对剥色率和织物强力的影响,并通过红外光谱仪和扫描电子显微镜对剥色前后棉纤维结构及表面形态进行了分析.研究结果表明:采用UV/H2 O体系浸渍剥色法可在活性染料染色棉织物上获得良好的剥色效果;在溶液pH值为6,剥色温度为20℃及剥色处理时间为40 min的条件下,活性染色棉织物(1%(o.m.f)活性染料M-3BE)的剥色率能达到88%,其强力保留率达到93%;与染色样相比,UV/H2 O体系中短时间的光催化浸渍剥色对棉纤维的化学结构、表面形态影响相对较小.【总页数】8页(P81-88)【作者】解昌峰;刘波;孙建平;唐人成;龙家杰【作者单位】苏州大学纺织与服装工程学院,江苏苏州 215021;苏州大学纺织与服装工程学院,江苏苏州 215021;苏州大学分析测试中心,江苏苏州 215123;苏州大学纺织与服装工程学院,江苏苏州 215021;苏州大学纺织与服装工程学院,江苏苏州 215021【正文语种】中文【中图分类】TS193.73【相关文献】1.UV/Na2S2O4体系中棉织物上活性染料的浸轧剥色研究 [J], 刘波;解昌峰;孙建平;龙家杰2.棉上活性染料的UV/K2S2O8体系光催化剥色研究 [J], 解昌峰;李香;李帅兵;朱梦珂;何芳妮;胡俊惠;唐人成;龙家杰3.活性染料染色棉织物的二氧化硫脲剥色研究 [J], 陈益平; 王祥荣4.活性染料染色真丝绸的剥色技术探究 [J], 孔昱萤;关晋平;李智5.棉织物上活性黄X-R的纳米光催化剥色研究 [J], 何家铭;刘波;龙家杰因版权原因,仅展示原文概要,查看原文内容请购买。
靛蓝剥色方法
靛蓝剥色方法我折腾了好久靛蓝剥色的方法,总算找到点门道。
我一开始真是瞎摸索啊。
我就想着,靛蓝这颜色要从布料或者什么上面剥掉,肯定得用点强力的东西。
我最先试的就是漂白剂,就像我们打扫卫生时候想把那些顽固污渍去掉,觉得漂白剂无所不能一样。
我把有靛蓝颜色的布放进去泡着,等啊等,结果呢?你猜怎么着,布的颜色是变了,但是那个效果根本就不是剥色,布变得一块白一块蓝的,花花绿绿的特别难看,而且布的质地也变得很差,摸起来毛毛糙糙的,这就是盲目用漂白剂的下场,算是个失败的教训吧。
后来我又听说还原性的物质可能能去掉靛蓝的颜色。
我就开始试着用保险粉。
这个保险粉和水混合的时候,就感觉像在小心翼翼地调配魔法药水似的,得按照一定的比例来,我是按照差不多1:50的比例混合的。
然后把有靛蓝色的东西放进去泡,一开始泡了半小时,拿出来一看,有点效果,颜色淡了一点。
我心里就想,是不是时间不够呢?于是我又放进去泡了一个小时,这下效果就明显了很多,颜色确实褪去了不少。
不过呢,这个也有个问题,就是如果泡的时间太长,那个东西的颜色就变得有点发黄,不是纯粹的剥色后的白色了,这就有点美中不足。
再后来,我还试过用酸,像醋酸这种比较温和的酸。
我就想着,说不定就像我们有时候吃酸的东西能把牙齿上的一些脏东西弄掉一样,酸也许能把靛蓝颜色去掉呢。
我是加了一些醋酸在水里,让它有点微微的酸味,然后把靛蓝染色的物品放进去煮,小火慢慢煮着。
但是这个方法吧,效果就不是特别明显,煮了很久,颜色只是有一点点的变浅。
所以根据我的这些尝试,我觉得如果要剥靛蓝的色,用保险粉相对来说是比较有效果的,不过一定要掌握好时间。
而且在操作之前,最好先在小面积的地方试一下,看看会不会有什么意外的反应,就像我们新用一种护肤品会先在手腕上试试一样。
我做这些尝试的时候没怎么考虑温度的影响,我感觉这也是个可以研究的方向,如果在不同的温度下使用这些方法,说不定效果会更好呢。
目前我试过的这些就是这些情况了,希望能给也在摸索这个事儿的朋友一点参考。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[Yorksh/re(GZ)Chemicals Ltd.,GuangZbu 510660-China】 Abstract:Sodium hydrosulfite was often used as a stripping agent for reactive dyes.But it had some disadvantages。such as spontaneous combustion。unstable and unpleasant odor etc.In this paper。the new reductive stripping agent Dyapol ECO was used for three different types’reactive dyes stripping test.The results showed that.the optimal process condition was Dyapol ECO 10 g/L.pH value 5.treating at 100℃for 30 minutes.As a whole.the stripping effect of Dyapol ECO was depended on the structure of dyes.
5.65 3.45
Cottofix红HE.3B
址’
缸’
△6‘
3.30
2.7l
9.35
9.1l
一6.36 9.92
13.9
一11.7
9.32
肛
lO.3 14.9 20.4
从表2可知,碱性条件下使用Dyapol ECO剥色, 2.3剥色温度的影响
效果不明显;中性条件下剥色,织物颜色明显趋浅;酸
Dyapol ECO 10 g/L,pH值为5,时间30 min,改变
印染(2e09 No.14)肌帆cdfn·corn·竺.
廷三三三豸
活性染料剥色剂Dyapol ECO
李洪英,代云刚,许松华,李峥嵘,余洪渡
[约克夏(广州)化工有限公司,广东广州510660]
摘要:保险粉常用作活性染料的剥色剂,在使用过程中存在自燃、不稳定和气味难闻等问题。采用新型还
原剥色剂Dyapol ECO 10 s/L,于pH值5条件下,对不同结构活性染料染色织物在100℃处理30 mill。试验
6.77 —7.04 1.76
8.35
—9.56 3.63
凹
2.50 9.92 13.2
Cottozol黑B 150%
Us值 At,’
血‘
Ab。
16.50
3.79
—0.14 —0.34
5.55
33.3
—0.34 5.601.Biblioteka 542.51.90
11.3
衄
3.8l 33.8 44.0
K/S值 12.05
保险粉是常用的还原性剥色剂,但其在使用过程 中存在自燃、不稳定和气味难闻等问题。约克夏(广 州)化工有限公司推出的新型还原剂Dyapol ECO在存 储及使用过程中稳定安全,可用于偶氮结构活性染料
收稿日期"_2009一晒一15 作者简介:李洪英(1978一).女。硕士研究生,工程师,主要从事纺织品 染化剂的应用及工艺研究。
红色,如果再考虑复染相似的颜色,会存在鲜艳度的问 织物剥色效果的影响,见表2。
题。故建议剥色处理时间以30 min为宜。
表2 lb,apol ECO在不同pit值下的剥色效果
pH值 K/S值
9
9.00
7
5.05
5
4.15
Cottozol红3BF 150%
址‘
Aa’
Ab‘
1.03
一1.41 一1.79
剥色剂用●沙(∥L)
Couozol红3BF 150%
K/S值 址‘
Ad‘
△6‘
6
7.05 3.06 —4.54 1.45
8
6.80 3.85 —3.76 0.59
10
4.∞
7.18 —9.08 1.36
12
2.00
14.8 —22.3 5.85
AE 5.66 5.42 11.7 27.4
/O'S值
Cottozol黑B 150%
2 结果与讨论
2.1剥色时间的影响 在Dyapol ECO 10 g/L,pH值5,100'12的条件下,
织物用Dyapol ECO分别处理15,30,45 min,测试染样 剥色处理前后的/O'S值以及颜色参数的变化(表1)。
表1 Ib,apol ECO在不同处理时间下的剥色效果
处理时
Cottozol红3BF 150%
表1中,在相同工艺条件下,延长剥色处理时间, 织物表观深度降低,剥色效果明显。若处理45 min,虽 然颜色更浅,但与原色样相比,色光明显偏黄,特别是
2.2处理浴plt值的影响 在Dyapol ECO 10 g/L,100 oC剥色30 rain条件下,
改变处理浴pH值分别为9,7和5,考察pH值对染色
缸‘
△4‘ A6’
7.55
18.3 一1.12 0.40
5.75 25.6 一O.70 1.85
4.05 42.O 1.04 7.25
3.55
52.6 4.50 15.4
Cottofix红HE-3B
肛 K/S值 址‘ A口‘ △6’
18.3
7.55 7.68 —0.94 7.48
25.7 5.70 9.61 —4.87 7.94
30
5.65
5.60 一5.38 1.∞
7.83
3.00
34.9
1.10
5.87
35.4
3.00
15.6
—12.6
9.12
22.O
45
3.45
9.98 —12.5 2.42
16.2
2.55
38.9
1.09
6.87
39.4
2.95
14.5
—14.1
8.38
24.9
注:剥色前Cottozol红3BF 150%、Cottozol黑B 150%和Cottofix红HE-3B染色织物的K/S值分别为10.40,19.30和12.35, 下同。
结果表明,Dy.pol ECO对不同结构的活性染料的剥色效果略有不同,但都优于保险粉,且降低了对环境及操
作者在安全方面的不利影响。
关键词:染色;活性染料;剥色剂;连二亚硫酸钠;棉织物
中图分类号:TSl93.632
文献标识码:B
文章编号:1000—4017(2009 J14—0038—03
Stripping agent Dyapoi ECO for reactive dyes
42.6 4。15 12.1 —9.30 7.94
55.O 3.60 13.7 —11.2 7.18
衄
lO.8 13.4 17.2 19.1
由表4知,Dyapol ECO用量为6和8 g/L时,织物
表5 Dyaooi ECO剥色后对织物强力的影响
色深变化较小,且色光与剥色前基本一致,比较适合轻 微剥色处理;Dyapol ECO用量为10 g/L时,剥色效果 比较明显;Dyapol ECO用量为12 g/L时,虽然颜色更
活性染料与纤维素纤维所形成的共价键具有一定 的耐氧化、耐碱和耐氯漂等性能。一般的剥色方法是 在高温下采用化学试剂将该共价键断开,使染料从纤 维素上脱落,或者是破坏染料分子结构中的发色体系, 从而达到褪色或消色目的∞刮。其中,还原性剥色剂比 较适合偶氮结构染料的剥色,这是由于该类染料的偶 氮基可被还原成氨基而不能发色;而氧化性剥色剂用 于蒽醌类染料效果较佳,因其在一定条件下可破坏染 料分子中的发色基团,如偶氮基分解、氨基氧化、羟基 甲基化以及络合金属离子脱离等,这些不可逆的结构 变化可导致染料褪色或消色。
址‘
Aa’
△6‘
0.46
0.41
0.85
6.60 —7.66 0.98
5.20
-7.18
3.87
缸
1.89 10.2 9.68
K/¥值 6.30 1.30 2.70
Cottozol黑B 150%
址’
11.4
血’
一1.35
△6’ 一O.36
31.3 18.4
O.20 —0.45
4.73 1.77
肛
11.5 31.6 18.4
采用Dyapol ECO对织物进行一次和两次剥色,测 试织物的强力损失,结果见表5。
设备IR染样机(台湾瑞比),Datacolor 650电脑 测配色仪(Datacolor公司)。 1.2染色工艺
助剂染料元明粉
1.3剥色 对分别由红3BFN,黑B和红HE-3B采用上述工
辫j堕絷群剃色痢lOy,,pot ECO
印染(2009 No.14)
艺流程染色的纯棉针织物(染色深度l%)用不同配方 进行剥色。 1.4剥色效果评定 1.4.1 K/S值及CIE Lab值
K/S值 6.40 1.30 2.65
Cottofix红HE-3B
址‘
9.89 23.3 16.7
Aa’ —0.04 —24.7 —12.9
A6‘ 3.0r7 8.83 6.42
肛
10.4 35.1 22.1
从表3可知,80℃剥色,织物颜色稍变浅,色光与 剥色前基本一致,比较适合轻微剥色;100 oC下,剥色 效果非常明显;105℃剥色织物颜色反而较深。故建 议在100 cc进行剥色处理。
色相差越大[51。
1.4.2强力测试 按照GB/T 3917.1—1997《纺织品织物撕破性能