2016年ASME演示产品现场检查准备物品清单
现场需要准备的硬件
设备铭牌,如果没有需要粘贴上。
18
意见箱和意见本。
19
电缆沟需要完整覆盖,不能有大的缝隙和洞口,以防鼠害。
20
业务厅需要有各种标牌如收费、登录、报告发放等。
21
业务厅设置休息区标牌。
22
车间有强制通风设施。
23
轴重台高出地面,需要平整。
24
地沟通风管朝上吹气。
25
业务大厅分工明确,设置标牌
公式栏、公示各种手续规定、收费项目及标准、各岗位职责
26
电缆沟接地
27
气泵房、安装设备、接电源线、
28
气管、气罐到两车间之间、与设备连接、(需材料、热合机、接头及管道)
29
两车间之间的桥架、网线、监控线连接等
30
灯光仪(小车)基础稍高,其他部分穿线管放完线要用水泥抹平
31
地沟内:一风道不通;鼓风机安装;地沟照明、地沟用φ50鋼管焊安全框架、楼梯口扶手栏杆(不锈钢)
25业务大厅分工明确设置标牌公式栏公示各种手续规定收费项目及标准各岗位职责26电缆沟接地27气泵房安装设备接电源线28气管气罐到两车间之间与设备连接需材料热合机接头及管29两车间之间的桥架网线监控线连接等30灯光仪小车基础稍高其他部分穿线管放完线要用水泥抹平31地沟内
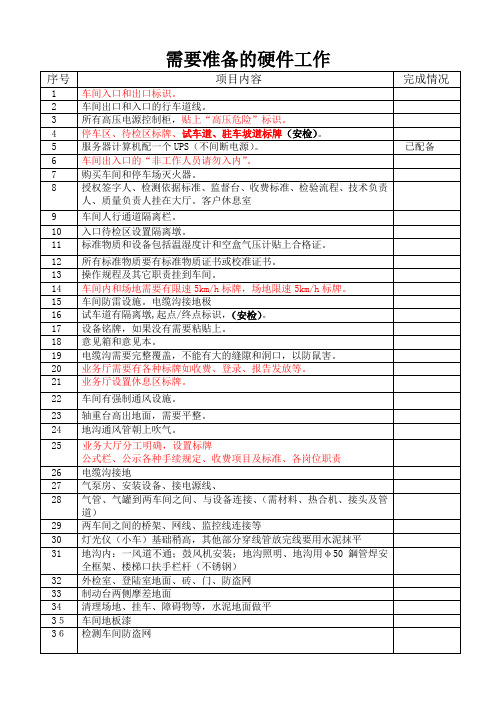
需要准备的硬件工作
序号
项目内容
完成情况
1
车间入口和出口标识。
2
车间出口和入口的行车道线。
3
所有高压电源控制柜,贴上“高压危险”标识。
4
停车区、待检区标牌、试车道、驻车坡道标牌(安检)。
5
服务器计算机配一个UPS(不间断电源)。
已配备
6
车间出入口的“非工作人员请勿入内”。
仪器设备投用前检查清单
□
□
□
□
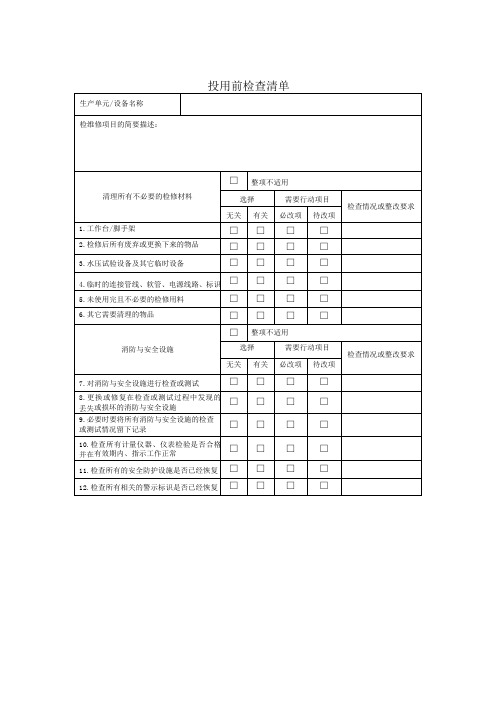
6.其它需要清理的物品
□
□
□
□
消防与安全设施
□
整项不适用
选择
需要行动项目
检查情况或整改要求
无关
有关
必改项
待改项
7.对消防与安全设施进行检查或测试
□
□
□
□
8.更换或修复在检查或测试过程中发现的丢失或损坏的消防与安全设施
□
□
□
□
9.必要时要将所有消防与安全设施的检查或测试情况留下记录
□
□
□
□
40.动力系统在投用前绝缘检测是否合
格,封头是否符合防爆要求
□
□
□
□
其它检查项目
□
整项不适用
选择
需要行动项目
检查情况或整改要求
无关
有关
必改项
待改项
41.确认所有操作与维护的程序符合要求
□
□
□
□
42.确认操作者已经拿到有关设备启动的操作程序,并经过培训合格后取 得相应的资格证书
□
□
□
□
43.与维护人员维修负责人讨论交换检查意见,一致同意所有的工作项目 已经完成
投用前检查清单
生产单元/设备名称
检维修项目的简要描述:
清理所有不必要的检修材料
□
整项不适用
选择
需要行动项目
检查情况或整改要求
无关
有关
必改项
待改项
1.工作台/脚手架
□
□
□
□
2.检修后所有废弃或更换下来的物品
□
□
□
施工现场安全检查测试仪器工具配备管理规定
施工现场安全检查测试仪器工具配备管理规定安全检查测试工具是施工安全检查必需的工具。
为规范施工项目安全检查器具的配置,确保安全检查仪器仪表及工具的质量和安全使用,保证施工作业安全,根据国家有关安检仪器工具配备规定,结合公司施工实际,特制定本规定。
一、施工现场安全检查仪器工具的配置各施工项目部根据施工机械设备、水电、消防设施等安全检查的需要,必须配置经纬仪、万用表、验电笔、绝缘手套、绝缘靴、安全帽、梯子、板手、起子等相应的安全检查检验仪器仪表及工具。
二、安全检查测试仪器工具的管理1、施工现场配备的安检仪器仪表工具应建立购置、验收、保管、领用制度,确定专人管理,明确分工,落实责任,实施全过程管理.2、安检仪器工具应存放在通风良好、清洁干燥的库房,做到分类放置,摆放整齐,统一编号,并定期进行检查、维护和保养。
3、安检仪器工具保管人员应按名称、数量、试验周期为主要内容建立台帐,严格执行管理制度,做到帐、物、卡相符,出入库必须登记.4、安检仪器工具必须按周期进行试验,不合格的仪器仪表及工具应及时检修报废,不得继续使用。
5、安检仪器仪表及工具严禁移作它用,未经项目负责人批准不得借用.6、项目部安全员是安检仪器工具管理的责任人,负责制定、申报安检仪器工具的配置、报废计划,组织、监督、检查安检仪器工具的定期试验、保管、使用等工作。
三、安全检查测试仪器工具的使用1、安检器具使用前,使用人必须对外观进行详细检查,对其可靠性有怀疑时,应做进一步检查或做简要的试验。
2、未经试验或试验不合格的安检仪器工具严禁使用,并不得放入保管间,以防误用。
试验不合格的仪器工具应及时注销报废。
3、在使用过程中,应爱护仪器仪表,避免损坏。
4、使用结束后,安检仪器工具应放回原位,禁止乱拿乱放。
5、安检仪器工具保管人每月应定期进行外观检查,发现损坏时,应及时报告维修,确保日常安全检查工作的需要。
四、安全检查测试仪器工具配置的监督1、各施工项目部应建立安全检查检验仪器仪表工具配备清单.2、公司安全监管部门定期对各项目部执行有关安检器具配置、管理使用情况进行监督检查,发现问题,及时予以纠正.。
FDA检查前须准备的材料

以下是FDA检查之前, 需要准备的东西(1) DMF 资料, DMF 中文资料整理递交过的DMF资料, 核对关键资料(工艺,批记录,方法,标准,稳定性数据) 是否和现场一致. 如果不一致需要更新.(2) 生产情况总结, 批档案资料整理从研发, 中试, 到放大的的批号清单, 整理这个产品的开发放大验证历史.审核所有验证, 商业化阶段的原始检测记录, 批记录,整理批档案.包括稳定性数据. 对于销售的商业化批号, DMF申报批号要特别引起注意.(3) 各个部门整理与产品有关的验证报告,审核方案, 报告和原始记录(4) QA部门整理关键 SOP 和实例.偏差处理变更控制 (COA, label, 检测方法, 工艺规程, 批记录, 规格标准, 供应商, 内控标准品)不合格处理SOP,返工SOP退货SOP客户投诉SOPOOS SOPSOP的SOP年度质量审核委托实验室GMP 自检SOP培训SOP批号制定SOP放行管理SOP(6) 准备其他清单全厂组织机构图人员, 列出各个部门的负责人, 包括生产, 仓库, 计量, 设备, 设施, 培训, QA, QC等生产部门组织机构图, 列出各个组的负责人, 员工数质量管理部门组织机构图, 列出各个室的负责人, 员工数DMF 资料SOP目录厂区平面图生产设备清单(工序, 设备名称, 编号, 材质)计量, 分析仪器校验清单(名称, 型号, 校验周期, 日常校验周期) QC分析仪器清单合格供应商清单水系统平面图精烘包平面图表格a : DMF资料申报及变更清单产品:* 递交主要内容是指工艺, 批记录, 规格标准, 检测方法, 标签, 报告单等.表格b: 最新DMF 中文/英文资料产品:表格c: 生产情况总结产品:* 去向: 注明销售去向, 如果有混粉, 注明量和混入的批号. 如果有返工注明, 返工的批号.* 备注: 注明哪些批号放了稳定性, 哪些批号进了DMF.表格d : 销售批号清单表格e: 稳定性总结产品: _________________表格f: 验证报告, 研究总结产品: _________________表格g: 变更历史变更文件: _______________表格h : 内控标准品复标台帐。
现场材料进场后所需要进行取样检测的材料

每5000㎡为一批,不足500㎡ 按一批抽样抽取1%做外观质 量合格的板材中任取一块做 物理性能检验。
50
胶粘剂
产品出厂合格证 取样复验报告 产品出厂合格证 取样复验报告 抹面 产品出厂合格证 现场取样复验报告
同一厂家生产的统一品种、 同一批(20t)的产品至少抽 样一次 每种基层做一组,每组为3只 同一厂家生产的统一品种、 同一批(20t)的产品至少抽 样一次
53
耐碱玻纤网格布
产品出厂合格证 取样复检报告
14
混凝土预制构件
15 二 、 预 应 力 工 程
钢绞线
16
锚具、夹具、连接 器 张拉设备
GB/T14370-2000《预应力筋用 锚具、夹具和连接器》
17
18
灌浆料
19
烧结普通砖、烧结 空心砖
按批送检(每批数量不大于 15万块)。
沪建安质监[2006]第156号
20
烧结多孔砖
按批送检(每批数量不大于5 沪建安质监[2006]第156号 万块)。
51
锚栓 界面砂浆 砂(胶)浆
52
1、GB50411-2007建筑节能工程 施工质量验收规范 2、JG149-2003外墙保温系统标 准; 3、JGJ144-2004保温工程技术 规程 4、DGJ-113-2005施工质量验收 规程 5、沪建安质监[2006]第156号 6、沪建安质监[2006]第154号 《关于加强本市建筑节能材料 质量监督管理的通知》 1、GB50411-2007建筑节能工程 施工质量验收规范 2、沪建安质监[2006]第156号 1、GB50411-2007建筑节能工程 施工质量验收规范 2、沪建安质监[2006]第156号 1、GB50411-2007建筑节能工程 施工质量验收规范 2、沪建安质监[2006]第156号
现场涂装检验设备

低压湿海绵法漏涂点测试仪
干 膜 测 厚 仪
标准 电 筒 摇 表
钢板温度计
检验设备
切 割 附 着 力 测 试 仪 高 压 电 火 花 针 孔 测 试 仪
常 规 检 测 仪 器 钢板温度计
粗 糙 度 测 试 仪 复制胶带法
表面处理前的检验
钢结构的检验标准: ISO8501-3 or NACE RP 0178 自由边倒角的检验设备:
钢板表面盐份含量的计算 ISO8502-9
(L2 - L1) x 4 = mg/m2 (L2 - L1) x 0.4=µ g/cm2 L2 = µ S/cm 清洗钢板后水的导电率 L1 = µ S/cm 清洗钢板前蒸馏水的导电率 使用的蒸馏水量 ,以ml计: 10 转换系数: 4 15 6 20 8 50 20
ISO 8503 – 1 比较样板四个பைடு நூலகம்别的粗糙度的值及误差
a) Comparators for steel, blast-cleaned with grit abrasives 喷砂 Nominal reading µm 25 60 100 150 Tolerance µm 3 10 15 20
b)
Comparators for steel. Blast-cleaned with shot abrasives 喷/抛丸
Fine (S)
Medium (S) Coarse (S)
Profiles equal to segment 1 and up to but excluding segment 2 粗糙度大于/等于样板1小于2 Profiles equal to segment 2 and up to but excluding segment 3 粗糙度大于/等于样板2小于3 Profiles equal to segment 3 and up to but excluding segment 4 粗糙度大于/等于样板3小于4
新设备工装和试验装备及量具检查清单
是否具备能在装备供方的设备上进行初始过程能力研究的量具?
√
利用原有设备
刘同浩
2004.7.04
16
是否将在生产工厂进行初试过程能力研究?
√
刘同浩
2004.7.04
17
是否已识别阻碍产品专门特性的过程特性?
√
李裕仓
2004.7.04
18
在确定标准时是否使用了专门产品特性?
√
李裕仓
2004.7.04
19
制造设备能否满足推测的生产量要求?
√
徐万莘
2004.7.04
20
是否有足够的试验能力?
√
刘同浩
2004.7.04
附:检查清单的支撑材料
日期:2004年07月04日
对以下内容的同意标准是否已达成一直意见:
8
·新设备?
√
利用原有设备
9
·新工装?
√
10
·新试验设备?
√
利用认证的实验室
11
在工装和/设备制造厂是否将进行初始能力研究?
√
12
是否已确定试验装备的可行性和准确度?
√
13
对装备和工装是否已完成预防性爱护打算?
√
14
新设备和工装的指导书是否完整并清晰易明白?
√
新设备工装和试验装备及量具检查清单
顾客或厂内零件名称图号:
问题
是
否
所要求的意见/措施
负责人
完成日期
工具和装置是否已考虑以下方面
1
·柔性系统,如单元生产?
√
2
·快速更换工装?
√
3
·产量波动?
√
4
·防错?
PSSR_检查表
有应急/备用电源吗?
64.
有变速驱动器,且在工厂里试运行
65.
房间通道、许可证、可维修性、设备的进/出口
66.
配电盘里的图纸袋
67.
电压警告标签
68.
通风充足吗?
69.
区域适宜性——国际防护等级、GMP适宜性、危险区域分类
泄放设备
70.
在P&ID图上有标准标记吗?
71.
泄放线排空到一个安全地点吗?
72.
释放线和泄放设备安全吗?尺寸足够大吗?
73.
有处于关闭状态就会抑制泄放阀的操作的隔离阀吗?如果有,请指定操作人员对其进行监视。如果没有,记录无。
74.
现场有泄放设备的标准操作规程吗?
现场确认
75.
照明充足吗?
76.
应急照明充足吗?
77.
位于人接近范围内的蒸汽管线、阀门或疏水器被隔离了吗?
78.
10.
仪表调校完成并建立了文档
11.
制定、批准和执行了验证协议
12.
压力测试完成并建立了文档
13.
系统已被清洗和冲洗
14.
检查消防系统,提供验收测试文件
15.
通风系统平衡
16.
局部排气系统的性能校验
17.
振动测量/记录
18.
现场放射性监测完成并按需要记录
19.
基础数据,如压力容器/管线的厚度读数
20.
设备清单
41.
储存设施要求的备品备件
42.
维修和操作部门的设备手册/说明
43.
供应商提供的印刷品
44.
递交预防维修要求
45.
服务合同到位
C5 ASME 检查和检验程序
共3页,第1页5.0 检查和检验程序本章规定按照ASME规范和用户技术条件制造规范产品的检查和检验程序。
5.1总则5.1.1 质检部主管应负责提供规范产品的检查和检验程序,并符合ASME规范和QC手册的要求。
5.2 工艺检验流转卡(COL)5.2.1 工艺工程师应按照图纸、规范和用户技术条件编制COL(样表5-1A,B&C)。
COL应包含所有需要的检查、检验和试验,并有质检员和AI对应签字和注明日期的栏目,以验证上述的质量活动。
COL应经质检工程师审核、计划部主管批准,以确保所有需要的检查、检验和试验均是合理、恰当的,并满足规范和用户技术条件的要求。
需要修改时,工艺工程师应准备新的COL或在原版上修改,新修改的内容须经和初版一样的审查和批准,插入原COL以取代需要更改内容,封面应升版,签字确认。
替换下来的内容也要附在后面。
5.2.2在制造开始之前,质保工程师负责将COL与相应的图纸、工艺或说明一并提交AI审核。
AI审核后,在COL上指明AI检验点,并在COL封面页上签字和注明日期。
5.3 AI检验5.3.1 AI检验点为AI在COL上签字和注明日期的检验点。
AI检验点分成停止点(H)、见证点(W)和审核点(R),定义如下:a) H:停止点是AI不到场,工序不得继续进行的检验点;b) W:见证点是AI不到场,但已事先经AI许可,本公司质检员认可后,工序可继续进行的检验点。
AI的事先许可由经济运行管理部主管写在相应的COL上。
此检查、检验或试验记录应在AI下一次到访时,提交AI认可。
如果AI不能到场指定RT抽拍位置,并且已经被告知,质检工程师负责代表AI指定抽拍点。
c) R:审核点是AI不在场,工序仍可以继续进行的检验点。
此检查、检验或试验记录要在最终检验和试验前,提交AI审核和认可。
5.3.2质保工程师应负责工序进行到“停止点(H)”和“见证点(W)”检验点之前、在合理的时间内通知AI。
5.4 制造过程检查、检验或试验5.4.1当接近过程检验工序时,车间班长负责要求质检员进行或见证检查、检验或试验。
ASME S(PP)钢印取证建议准备方案
ASME S(PP)钢印取证建议准备方案1.预备阶段时长壹(1)个月;时间:AI第一次访问之前的一个月之前;中文标准购买:从中石油ASME协作网(CACI);标准熟悉:标准必须从ASME购买正版纸质标准(以前有借标准的,现在已经行不通了,每套标准均有单独的授权号)Section ISection II- A / C / D D为公制单位的;Section VSection IXB16.5;B31.1SNT-TC-1ACP-189;ACCP, Rev 3, November 1997B36.10M;质保工程师:向ASME机构提出取证申请书及购买标准;熟悉提供的手册样本;初步建立质保体系人员,列出人员清单;熟悉Section I 附录A-300;熟悉Section 1 and B31.1b结构及内容;配备翻译;设计工程师及工艺工程师:II-D 表1A; VIII-1 (PG,PW,PWT);材料工程师:II-A:(SA-516 + SA-20);(SA-106 + SA-530);(SA-105 + SA961);(SA-210 + SAII-C:SFA-5.1 ;SFA-5.18;SFA-5.9;SA-5.17焊接工程师:II-C:SFA-5.1 ;SFA-5.18;SFA-5.9;SA-5.17Section I:PW;PWT;IX:QW-1XX;QW-2XX;QW-3XX;QW-4XX;无损检测工程师:(每个方法至少4年工作经验,高中毕业)无损检测人员资格要求:PW-50;附录A-260;附录A-270;SNT-TC-1A ;外聘ASME培训老师(III级);2 第二阶段:(指导与实践)为期1.5个月授权检验师(AI)见面会:为期2天;了解前期准备情况,熟悉各责任工程师;介绍ASME& NB ,ASME标准构成及其运用方法;质保手册各要素的介绍;确立ASME示范产品(材料厚度等需要按照市场材料调节);确立示范产品的焊接方案:工艺评定和焊工资格;ASME材料的确立(采购准备);工艺工程师的工艺交流;无损检测人员的确认(II & III 人员);计量工程师的交流;质保工程师:手册及程序文件的编制完成,特别表格的确认;设计工程师:完成图纸和计算书;编制材料请购单MR和采购技术要求PS;工艺工程师:编制流程图PFC及验收单COL;材料工程师/采购工程师:按照MR/PS编制采购单PO;采购材料并入库(包括板,管,锻及焊材等);焊接工程师:完成工艺评定和焊工考试,填写资料表格PQR/WPS/WPQ/WOPQ等;编制焊卡JIC和合格焊工清单;无损工程师:编制无损检测人员管理细则(WP);编制程序文件(RT/UT/MT/PT等);配置设备;完成对本厂III/II级人员的培训及考试,初步填表任命;本厂III级完成对无损检测设备的计量;计量工程师:列出ASME计量设备清单;并计量;3 第三阶段:自我完善为期1个月;3.1 手册与程序文件(除无损)人员:质量经理:文员:手册Quality Control System Manual;AI 签字;材料代码标识系统AI 签字;ASME质量控制体系审查导则质量经理编制手册的发放;程序文件的发放;3.2 设计控制人员:设计:校核:批准:文员:客户委托设计的技术文件(含模拟合同);图纸AI 签字;设计计算书AI 签字;材料请购单Material Requistion (板材,管子,锻件,封头成形,焊接材料)采购技术要求Material Purchasing Specification (若需要)工作令号的指定文件的发放(图纸)文件的发放(材料请购单MR和采购技术要求MPS)注:焊接材料MR由焊接工程师编制;3.3 材料的控制人员:采购员:采购经理:仓库保管员:入库验收检验员:材料工程师:编制采购合同(Purchasing Order):(板材,管子,锻件,封头成形,焊接材料)根据MR/MPS编制,要有商务合同;并且在商务合同上注明“技术要求按照PO-XXX Rev.0的要求”;入库检验验收(检验员)焊材验收合格标识材料质保书(材料工程师审核签字盖章)材料合格章不一致品报告(NCR);材料代码登记表(材料工程师)核查材料检验过程中测量器具的有限期和合格证3.4 焊接控制人员:焊接技术员:焊接责任工程师:一级库管理员:二级库管理员:焊工:焊工钢印清单焊接材料请购单MR编制;焊接接头识别图JIC(配置WPS/焊接位置);编制WPSs进行工艺评定PQR,并完成记录;焊工考试,并编制WPQs和合格焊工清单;编制合格焊工的连续记录;焊材库的台帐(建议挂牌),发放(包括工艺评定和焊工考试)焊材库温湿度控制(仪表与记录);焊材烘焙记录,烘箱的计量(证书需要注明温度范围);现场保温桶的使用和领用焊材标识;3.5 制造,检验人员:工艺员:工艺责任工程师:检验员:检验责任工程师:设备:演示立式容器;工艺编制流程图PFC / 下料图,并发放;工艺检验编制流转卡COL;检验检验要点:材料需要标识;材料焊工需要标识;焊接AI指定Spot RT位置检验射线布片位置标识;无损对接错边量,接头装配符合图纸要求;检验点焊质量检验焊缝余高;角焊缝的焊接高度(必须符合图纸要求);检验焊接记录检验封头样板及检验记录;检验筒体和封头坡口;AI检验点:“W”筒体和封头的对接;AI培训“H”接管1与筒体的点焊;预检“H”接管2与筒体的点焊;联检现场流程图PFC,流转卡COL;直尺;焊尺;测温仪,封头样板等;出具范产品的数据报告MDR-“U-1A”检验3.6 不一致品的控制人员:质量经理检验员材料工程师由质量经理负责:NCR编号需要标注在流转卡上扣留标签(Hold)拒收标签(Reject)3.7 无损检测按照每个方法人员:NDE level III RT UT MT PTNDE leve II RT UT MT PT外聘无损检测III级人员作为培训老师本单位的聘书;III级证书(外单位凭书)(复印件);评定记录(复印件);外单位的ASME证书(复印件);外单位无损检测人员考试,管理规程(WP)(复印件);连续工作记录(从任命到现在)(复印件);视力检验记录(从任命到现在)(复印件);编制无损检测人员考试,管理规程(Written Practice)编制无损检测人员培训计划;编制程序文件RT UT MT PT ;无损检测人员III级人员单位III级凭书无损检测人员评定记录;学历证书;无损检测证书复印件;工作经验(高中毕业,要求II以上时间至少4年;理工大专毕业,要求II以上至少2年;理工本科毕业,要求II以上至少1年);培训时间(至少包括I/II级时间,一般控制80小时以上);基础考试(55题/ 一套题包括四个方法)方法考试(65题/ RT UT MT PT );专业(20题/ RT UT MT PT );视力检查记录;连续操作记录;无损检测程序文件演示UT/MT/PT 无损检测人员III级AI见证;出具演示报告无损检测人员III级AI签字;无损检测人员II级人员单位无损检测II级凭书无损检测人员评定记录;学历证书;无损检测证书复印件;工作经验(工作经验一年以上,最好国内II级证);培训时间(至少包括I/II级时间,一般控制80小时以上);基础考试(40题/ RT UT MT PT );方法考试(40题/ RT UT MT PT );实践考试(20题/ RT UT MT PT );视力检查记录;连续操作记录;无损检测合格人员清单RT设备需要与程序文件相一致密度片:外校或新购一年有效;黑度计:RT III级计量90天有效;射线机:需在RT程序文件中体现;像质计ASTM 1A / ASTM 1B 至少各两付付合格证;B标记备多个高13mm, 厚1.6mm ;曝光室暗室已知缺陷试板RT III级出具缺陷图并签证确认UT设备UT仪器UT III级计量三个月有效;探头(直/斜45º,60º,70º)探头线ASME标准试块T=19mm ;孔直径3.2mm;深38mm ;可直接购买“济南模具厂”或自做并出具尺寸报告,UT III级签字确认;UT仪器校验试块自做并出具尺寸报告,UT III级签字确认;国内其他试块已知缺陷试板UT III级出具缺陷图并签证确认,编号钢印;耦合剂机油MT设备MT仪器MT III级计量一年有效;MT提升力校验试块大于或等于4.5Kg 称重设备计量合格证自校并出具重量报告,MT III级签字确认,编码钢印;已知表面缺陷试板MT III级出具缺陷图并签证确认,编号钢印;光照度计外校一年有效;照明设备安全灯36V/100W 或手提探照灯照明设备最小距离测试报告(MTIII级,1000Lx)磁膏或瓶装悬浮液反差增强剂梨形杯测量悬浮液中磁粉浓度浓度(1.5 ~ 4ml/100m l );PT设备清洗剂CL离子含量证书渗透剂CL离子含量证书显像剂CL离子含量证书产品射线报告RT Report 纵缝 / 环缝各一张UW-52 Spot合格;3.7 计量列出ASME计量设备清单;计量,带合格证;所有ASME设备贴有ASME特殊标记ASME特殊标记所有计量器具贴有计量合格标记计量合格标记计量要求:证书需要追溯至实物;计量标准按照国家标准或行业标准;计量要求精度要求,范围能够覆盖使用范围(例如焊材烘箱100~500度);计量证书需要体现母表的编号和有效期;4 第四阶段:力求完美为期半个月,预检;5 第五阶段:修心养性,功成圆满联检;口罩必须戴早点回来私家车回来的火车的先隔离。