110滚齿
滚齿机说明书

青岛农业大学海都学院本科生毕业论文(设计)题目:Y3150E滚齿机传动设计及机床的调整姓名:xxxx系别:工程系专业:机械设计制造及其自动化班级: xxx级x班学号:*********指导教师:***2013年6月18日目录摘要 (Ⅰ)Abstract (Ⅱ)前言 (5)第1章滚齿机概述 (7)1.1滚齿机机床简介及滚齿机分类 (7)1.1.2 Y3150E滚齿机的主要用途及工作方式 (8)1.1.3滚齿机分类 (8)第2章滚齿机传动设计 (9)2.1滚齿机主传动 (9)2.2传动系统的设计 (10)2.2.1设计分析 (10)2.3 齿轮的设计 (11)2.3.1齿轮传动的设计与强度校核 (11)2.3.2低速级大小齿轮的设计: (12)2.4传动轴及轴承的设计与校核 (14)2.4.1从动轴和轴承的设计与校核 (14)第3章Y3150E滚齿机机床的调整 (18)3.1 加工直齿圆柱齿轮时机床的调整 (18)3.1.1工件安装 (18)3.1.2滚刀的安装 (18)3.1.3 主轴转速的选择及调整 (19)3.1.4轴向进给量的调整 (19)3.1.5刀架工作行程挡块位置的调整 (20)3.1.6滚刀精加工的调整 (20)3.2 加工斜齿圆柱齿轮时机床的调整 (21)3.2.1工件的安装 (15)3.2.2滚刀的安装 (15)3.2.3 主轴转速的选择及调整 (16)3.2.4轴向进给量的调整 (16)3.2.5差动挂轮的计算和调整 (16)3.3加工质数直齿圆柱齿轮时机床的调整 (22)3.4加工大于100的质数及其整倍数的斜齿圆柱齿轮时机床的调整 (23)3.5径向进给滚切蜗轮时机床调整 (24)结论 (25)谢辞 (26)参考文献 (27)附件清单 ............................................................. 错误!未定义书签。
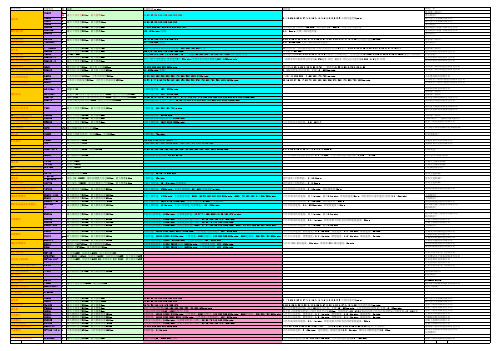
齿轮机床参数(表)
MKSJ1632(×10) 1
ME1332A 外圆磨床 MW1320B MW1332B M1332B×500 M2120A 内圆磨床 M2110C MK2110/J MK2110 MK215 EBW-4GE WG-DZW-6C EBM-06L/201-V2 (同时焊4工件) UFD-GC J4-001 …?… SRS410 Y7125A NHS200-CNC-4 ZX7550CW Y3150H Y3180J YWA4232 YP5150A Y5132A M2110C M2120A MW1332B MW1420B YB6012/PC
主轴转速(r/min) 40/50/63/80/100/125/160/200/250
进给量
0.4/0.56/0.63/0.87/1/1.16/1.41/1.6/1.8/2.5/2.9/4(轴向进给量mm/r) 40/50/63/80/100/125/160/200 77/100/126/157/193/248/319/393/488 120~540r/min(无级) 55/70/90/110/140/175/225/270 50~400r/min(无级) 插齿刀主轴每分钟的往复行程数:200/315/425/600次/分 255/340/450/600/795/1050(str/min) 低速:300/340/385/470/575/650/735 高速:460/521/589/720/880/994/1126(双行程数/分钟) 插齿刀的平均线速度,推荐选用24~30m/min;本机床允许的冲程数为150~1250str/min 80/100/125/160/200/250r/min 60~600r/min(无级) 60/80/110/150/200/280/350/470/660/900/1200/1700r/min 30/37.5/47.5/60/75/95/118/150/190/235/300/375/475/600/750/950/1180/1500r/min 径向进给量不要低于4mm/min;轴向进给量1~5mm/r,可适当加大进给量 0.1~5mm/r(无级)(轴向进给量) 0.20/0.26/0.30/0.38/0.48/0.56/0.67/0.80/1.00/1.27/1.48/1.85(径向进给速度mm/min) 0.2~500mm/min(无级)(Z轴滑板移动速度)
滚齿加工方法和加工方案
滚齿加工方法和加工方案(一)滚齿的原理及工艺特点滚齿是齿形加工方法中生产率较高、应用最广的一种加工方法。
在滚齿机上用齿轮滚刀加工齿轮的原理,相当于一对螺旋齿轮作无侧隙强制性的啮合,见图9-24所示。
滚齿加工的通用性较好,既可加工圆柱齿轮,又能加工蜗轮;既可加工渐开线齿形,又可加工圆弧、摆线等齿形;既可加工大模数齿轮,大直径齿轮。
滚齿可直接加工8~9级精度齿轮,也可用作7 级以上齿轮的粗加工及半精加工。
滚齿可以获得较高的运动精度,但因滚齿时齿面是由滚刀的刀齿包络而成,参加切削的刀齿数有限,因而齿面的表面粗糙度较粗。
为了提高滚齿的加工精度和齿面质量,宜将粗精滚齿分开。
(二)滚齿加工质量分析1.影响传动精度的加工误差分析影响齿轮传动精度的主要原因是在加工中滚刀和被切齿轮的相对位置和相对运动发生了变化。
相对位置的变化(几何偏心)产生齿轮的径向误差;相对运动的变化(运动偏心)产生齿轮的切向误差。
(1)齿轮的径向误差齿轮径向误差是指滚齿时,由于齿坯的实际回转中心与其基准孔中心不重合,使所切齿轮的轮齿发生径向位移而引起的周节累积公差,如图9—4所示。
齿轮的径向误差一般可通过测量齿圈径向跳动△Fr反映出来。
切齿时产生齿轮径向误差的主要原因如下:①调整夹具时,心轴和机床工作台回转中心不重合。
②齿坯基准孔与心轴间有间隙,装夹时偏向一边。
③基准端面定位不好,夹紧后内孔相对工作台回转中心产生偏心。
(2)齿轮的切向误差齿轮的切向误差是指滚齿时,实际齿廓相对理论位置沿圆周方向(切向)发生位移,如图9-5所示。
当齿轮出现切向位移时,可通过测量公法线长度变动公差△Fw来反映。
切齿时产生齿轮切向误差的主要原因是传动链的传动误差造成的。
在分齿传动链的各传动元件中,对传动误差影响最大的是工作台下的分度蜗轮。
分度蜗轮在制造和安装中与工作台回转中心不重合(运动偏心),使工作台回转中发生转角误差,并复映给齿轮。
其次,影响传动误差的另一重要因素是分齿挂轮的制造和安装误差,这些误差也以较大的比例传递到工作台上。
数控滚齿机滚刀架传动结构设计
伺服 电动 机 6的 电动 机 轴 旋 转 驱 动减 速 器 5旋
转, 减速 器 5的输 出轴 通过 联 轴 器 4直 接 驱 动 滚珠 丝
要 从 事立式 车床 、 式 车床 设 计 工作 , 卧 已发 表 论 文 8
篇, 获得 了 1项发 明专利 和 4项 实用新型 专利 。 ( 编辑
第一作 者 : 立强 , ,9 0年 生 , 李 男 17 高级 工程 师 , 主
并与大齿轮 2 键槽配合 , 0 主轴 1 8安装在 Ⅲ轴齿轮 1 5 的下部 , 主轴 1 8外花键 轴穿 在滑套 l 内花键 孔 中 , 9的
Ⅲ轴齿 轮 1 大齿轮 2 5与 0啮合 。
13 滚 刀架 y轴切 向进 给传 动过程 .
安装 在减 速器 5的左 端 面上 , 速 器 5的输 出轴 通 过 减 联轴 器 4与滚珠 丝 杠 3左 轴 端 联 结 , 滚珠 丝 杠 3安 装
滚 齿 机滚 刀架传 动结 构 。 为 了解 决 上述 问题 , 我们 设 计 了一种 新 型 数 控 滚 齿 机 滚刀架 传 动结 构 , 结 构 包括 刀 架 l轴 切 向进 给 该 ,
俗 易懂 , 实用性 、 可操作性强 , 易于学习掌握 。 本 书不仅 可以用作模具制造企业 的“ 模具制造过程控制检验标准” 也可用作汽车整车制造 厂新产 品开发 的“ 托制造模具 的 , 委
过程控制及验 收标 准” 。 来款请 寄 : 北京市朝 阳区望京路 4号 , 机床杂志社收 , 邮编 :0 12 100 。
飞轮 1 转 , 6旋 Ⅲ轴 齿 轮 1 转 驱动 大齿 轮 2 5旋 0旋 转 , 大齿轮 2 O通过 平键 1 7将扭 矩传递 给滑 套 l 滑套 1 9, 9 通过 内花键 孔将 扭 矩 传 递 给 主轴 1 , 动 主轴 1 8驱 8旋
人字齿轮滚齿的螺旋线对中误差研究

人字齿轮滚齿的螺旋线对中误差研究李超艺【摘要】提出了双圆弧人字齿轮加工对中误差最大允许值与侧隙、螺旋角之间的关系式,并对加工的侧量方法、选配安装方法进行了初步探讨.【期刊名称】《机械工程师》【年(卷),期】2016(000)009【总页数】2页(P110-111)【关键词】双圆弧;人字齿轮;对中误差;侧隙【作者】李超艺【作者单位】东北林业大学,哈尔滨150040【正文语种】中文【中图分类】TG61.2双圆弧齿轮传动在低速、重载、大功率传动中具有渐开线齿轮所无法比拟的优点。
双圆弧人字齿轮传动更具有传动平稳、振动和噪声都比较小等特点。
但双圆弧人字齿轮滚齿加工的螺旋线对中将比渐开线人字齿轮滚齿的螺旋线对中要困难。
“当切削人字齿轮时必须使两半人字齿螺旋线交于退刀槽中点,其误差对8级齿轮在0.5 mm以内,7级以上齿轮在0.2 mm以内。
”(见机械工程手册)这是对渐开线齿轮而言。
而对于中小模数的双圆弧人字齿轮,若在滚齿时按上述数值控制人字齿螺旋线对中交点误差,则将会发生装配上的困难,甚至装不进去,并且降低了双圆弧人字齿轮的承载能力。
根据我厂制造与修理双圆弧人字齿轮副的实践,对上面问题分析与探讨如下:1)对中误差的最大允许值与齿轮传动的侧隙及螺旋角大小有关。
图1 所示为具有对中误差最大允许值的人字齿轮轴与标准无加工误差人字齿轮的啮合示意图。
C为人字齿轮轴右旋齿线延长线与退刀槽对称中心线O—O的交点,C1为左旋齿线延长线与退刀槽对称中心线O—O的交点,O1为左右两条齿线延长线的交点,则CC1为两半人字齿对中误差垂直方向测量时的最大允许值TH,O1O对中误差水平方向测量时的最大允许值TV,jn为双圆弧齿轮啮合的法向侧隙,jt为圆周侧隙,由图1几何关系可知:TH=jn/ cosβ,TV=jn/2sinβ,对中误差可用人字齿轮外圆定位,测量对应齿尖交点高度得到,图中δH=TH=h右-h左。
双圆弧齿轮传动的侧隙与齿轮模数有关,而与齿轮精度无关。
齿轮机床参数(表)

济南四机数控机床有限公司
端面外圆磨床 数控高速端面外圆磨床
MB1632×1000 1
MB1632
1
MKS1620×750 9
MKSJ1632(×10) 1
最大磨削直径320mm,最大磨削长度1000mm 最大磨削直径320mm,最大磨削长度500mm 最大磨削直径200mm,最大磨削长度750mm
最大磨削直径320mm,最大磨削长度1000mm
径向进给量不要低于4mm/min;轴向进给量1~5mm/r,可适当加大进给量 0.1~5mm/r(无级)(轴向进给量)
制造厂家 陕西第二机床厂 重庆机床厂 浙江嘉力宝机械有限公司 浙江嘉力宝机械有限公司 重庆机床厂 重庆机床(集团)有限责任公司 重庆机床(集团)有限责任公司 重庆机床厂
万能剃齿机 数控剃齿机
沈阳机床股份有限公司 沈阳第一机床厂 沈阳第一机床厂 德州普利森机械制造有限公司 安阳机床集团有限责任公司
液压半自动车床
C7620
2 1
最大工件直径200mm,最大工件长度100mm
主轴转速:180/280/450/710 r/min
烟台富仕通机床制造有限公司 烟台优莱特机床设备有限公司
250毫米齿轮倒角机 数控齿轮倒角机 半自动齿轮倒角机
砂轮转速:11000/8000/6000/5000/4000r/min;工件转速(无级调速):100~500r/min
工作台运动速度:磨削速度:1.5~6m/min;修整速度:0.1~2m/min;最高速度:6m/min
砂轮转速:10000/18000/24000r/min;工件转速:50HZ电源时:180/250/355/500r/min,60HZ电源时:215/300/430/600r/min 工作台运动速度:修整速度:0.1~1m/min;磨削速度:1.5~6m/min;最高速度:8m/min
机械加工工时定额时间标准 (查表法)
3、本《标准》时间单位:
准终时间:(小时:分钟)
装卸时间:(分钟)
定额时间:(分钟)
目
录
车床:车床装卸、车外圆、内孔时间----------------------------1 车床钻孔、切槽、中心孔、车蜗杆时间----------------2 车床准终、T 型、三角螺纹时间-------------------------3
1
车床钻孔、扩孔时间标准
扩孔 K=0.8
铰孔 K=1.5
序 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
D
5 4/10 3/15 2/20 30 45 60 ( 75
90
110
)
装卸方法 0.5 0.6 0.7 0.9 1 1.2 1.5 1.8 2.1 2.6 3.1 3.7 4.5 5.3 6.4 0.7 0.8 1 1.2 1.5 1.7 2.1 2.5 3 3.6 4.3 5.2 6.2 7.5 9 2.1 2.5 3 3.6 4.4 5.2 6.3 7.5 9 11 13 16 19 22 27 4.2 5 6 7.3 8.7 10 13 15 18 22 26 31 37 45 54
20 41 67 100 142 194
3
4
28.2 31.2 35.1 39.9 46.1 53.7 63.3
18 20.1 22.8 26.1 30.3 35.7 42.5
19.4 22.1 25.7 30 35.6 42.6 51.5
说明:
1、车蜗杆头系数:
四个头数 K=3.2
一个头数 K=1
双联齿轮机械加工工艺规程
《机械加工工艺与夹具》课程设计说明书题目:双联齿轮工艺设计目录一、设计要求及参考………………………………………………………二、零件的分析……………………………………………………………三、工艺规程的设计………………………………………………………(一)确定毛坯的制作形式………………………………………………(二)基准的选择…………………………………………………………(三)工艺路线的拟定及工艺方案的分析………………………………(四)机械加工余量、工序尺寸及毛坯尺寸的确定……………………(五)各工序的定位夹紧方案及切削用量的选择………………………(六)各工序的基本工时…………………………………………………四、总结……………………………………………………………………五、主要参考文献…………………………………………………………六、设计总结………………………………………………………………………一.编制零件的工艺规程及设计夹具:双联齿轮如下图所示,成批生产(每批100件),材料为40Cr钢。
编制此双联齿轮的工艺规程并为加工花键设计夹具。
要求:零件毛坯图夹具装配图(A0或A1)设计说明书(附有工艺卡和工序卡)二、零件分析(一)零件的作用与结构特点双联齿轮主要用于一些机械设备变速箱中,通过与操作机构的结合,滑动齿轮从而实现变速。
圆柱齿轮一般分为齿圈和轮体两部分,根据齿轮轮体的结构形状来划分可知上图中的双联齿轮为盘类齿轮,有两个齿圈,在齿圈上切出直齿齿形,在轮体上带有花键孔。
(二)零件的工艺分析该零件属于齿轮类零件,形状规则,尺寸精度和形位精度要求均较高,零件的主要技术分析如下:(1)齿轮端面对准A的圆跳动公差不超过0.05mm,主要是保证端面平整光滑,双联是利用花键轴和花键孔进行配合定位,因此必须保证花键孔的尺寸精度。
双联齿轮之间啮合要求严格,要保证双联齿轮的齿形准确及同轴度较高。
(2)由于零件是双联齿轮,轴向距离较小,根据生产纲领是选择合理的加工工艺。
滚齿机极限尺寸加工参数优化选择
滚齿机极限尺寸加工参数优化选择
齐重数控装备股份有限公司 (黑龙江齐齐哈尔 161004) 张 庆 徐忠和
滚齿机按机床给定规格参数,加工临界规格尺 寸的齿轮时,时有滚刀架与工件干涉,以 及在加工人字齿时,刀具与出刀槽发生干 涉的问题,从而影响零件的加工。
通过多年的工作实践和相关技术资料,总结归 纳以下方法,防止工件与滚齿机滚刀架以及刀具与 零件的干涉现象,可在滚齿前对相关工艺参数进行 核准。
7 75 80 85 26 250 275 290
8 85 90 95 28 290 310 325
9 95 105 110 30 315 335 345
10 100 110 115 32 290 330 350
12 125 135 145 34 310 340 360
14 140 155 175 36 330 360 380
4. 结语 我们验证改进后机床的磨削效果,先后在4台 机床磨削6个品种共计228套阴阳转子,齿根齿顶咬 合表面擦伤与端面曲线啮合间隙大两项问题没有再 发生,达到了满意效果。
(收稿日期:20121213)
图3 X轴极限位置 (2)当 d >2时,应满足以下条件
2
式中,ω为滚刀安装角(ω=β±θ);D为工件分度
最小空刀槽宽度W
最小空刀槽宽度W
mn
βf=
βf=
βf=
mn
βf=
βf=
βf=
15°~ 25°~ 35°~
15°~ 25°~ 35°~
25° 35° 45°
25° 35° 45°
4 50 55 60 20 200 215 230
5 60 65 70 22 215 230 250
Y3150E滚齿机调整
实验五 Y3150E 滚齿机调整一、实验目的1. 学习滚齿机的传动系统和工作原理。
2. 了解滚齿机的性能和结构。
3. 本实验项目为验证性实验,要求同学认真预习有关课程知识。
二、机床传动系统图 1-4为Y3150E 型滚齿机传动系统图。
三、机床的调整计算1. 切削速度传动链(电动机-滚刀) V 切= 10000Dnπ 公尺/分其中:D —滚刀直径(㎜); n —主轴转数(转/分); n =Dπ10000转/分上表适用于逆铣法切削,使用顺铣时切削速度还可以提高一些,为了避免工作台蜗轮过早磨损,限制工作台的转数不得大于7.5转/分,选好滚刀转数后,验算工作台实际转数是否小于7.5转/分。
n 1=zkn刀≤7.5公尺/分其中:n1—工作台转数;K —滚刀头数;z —被加工齿轮齿数。
V切=1000刀nD公尺/分其中:D—滚刀直径(㎜);n 刀为主轴转数(转/分); n 刀=DV ∙π切1000 转/分上表适用于逆铣法切削,使用顺铣时切削速度还可以提高一些,为了避免工作台蜗轮过早磨损,限制工作台的转数不得大于7.5转/分,选好滚刀转数后,验算工作台实际转数是否小于7.5转/分。
n 1= zkn ∙刀 ≤7.5公尺/分其中:n 1—工作台转数; K —滚刀头数; z —被加工齿轮齿数。
主 轴 转 数 表2. 分齿挂轮计算与调整根据滚刀头数K 和工件Z 进行调整 当5≤KZ 1≤20时,取e=48,f=24; 当21≤KZ 1≤142时,取e=36,f=36; 当143≤KZ r 1时,取e=24,f=48。
式中e,f 挂轮是一对“结构性挂轮”,根据被加工齿轮齿数选取。
3. 轴向进给量的调整公式:πμμ4608.011fx b a f ==进给箱差动挂轮链的计算和调整当加工螺旋齿轮时,应根据齿轮的法向模数m 法和螺旋角β调整差动挂轮,其调整公式为μ附加=Km d c b a ∙=∙法βsin 355615.82222采用轴向进给方式加工斜齿圆柱齿轮时差动链的调整计算,此时差动链丝给予工作台的补偿运动是±一转。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
切削速度
走刀量
吃刀深度
走刀次数
工时(分)
r/min
m/min
mm/r
mm
机动
辅助
10
按图锻造并正火会签(日期)
标记
更改文件号
签字
日期
标记
更改文件号
签字
日期
单位名
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
齿轮轴
共页
第页
车间
工序号
工序名称
材料牌号
10
模锻
45
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
模锻
350mm╳ø150mm
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名
工序工时(分)
准终
单件
工步号
工步内容
工艺设备