硫酸生产检验规程
硫酸检验标准操作规程

文件制修订记录1.0目的:建立硫酸的标准操作程序,保证产品生产安全,质量稳定。
2.0适用范围:本标准适用于硫酸质量控制与质量评价3.0职责:质量管理部负责本规程的执行。
4.0控制要求4.1感官要求:在自然光下观察为白色或浅褐色,清亮、油装液体4.2检验方法:4.2.1警示本标准的试样具有强腐蚀性,检验方法中使用的部分试剂具有毒性或腐蚀性,操作时应采取适当的安全和保护措施。
4.2.2 一般规定本标准所用试剂和水在没有注明其他要求时,均指分析纯和GB/T6682—2008中规定的三级水。
试验中所用标准滴定溶液、制剂及制品,在没有注明其他要求时,均按GB/T601、GB/T602、GB/T603之规定制备。
所用溶液在未注明用何种溶剂配制时,均指水溶液。
4.3 鉴别试验4.3.1试剂和材料4.3.1.1氯化钡溶液:100g/L。
4.3.1.2盐酸溶液:1+1。
4.3.1.3乙酸铅溶液:80g/L。
4.3.1.4乙酸铵溶液:100/L。
4.3.2鉴别方法4.3.2.1取约1g试样,溶于20ml水,加入氯化钡溶液,即产生白色沉淀,此白色沉淀不溶于溶液。
4.3.2.2 取约1g试样,溶于20ml水,加入乙酸铅溶液,即产生白色沉淀,此白色沉淀溶于乙溶液。
4.3.2.3 取约1g试样,溶于20ml水,加入盐酸不产生沉淀。
4.4 硫酸(H2SO4)含量的测定4.4.1方法提要用氢氧化钠标准滴定溶液滴定试样溶液,根据氢氧化钠标准滴定溶液的消耗量,确定硫酸的含量。
4.4.2试剂4.4.2.1氢氧化钠标准滴定溶液:c(NaOH)=1mol/L。
4.4.2.2甲基红指示液:1g/L。
4.4.3分析步骤移取约1ml试样,置于已知质量的具塞小锥形瓶中,准确称取其质量,精确至0.0002g小心加入30ml水,冷却后滴入2滴甲基橙指示液,用氢氧化钠标准滴定溶液滴定至黄色。
同时作空白试验。
空白试验出不加试样外,其他操作及试剂的种类和量(标准滴定溶液除外)与测定试验相同。
硫酸生产检验规程
硫酸生产检验规程文件编号:QJ/XQH-ZJ-305版次:A/0受控标识:分发编号:编制:品管部日期:二OO四年十月十五日审核:日期:批准:日期:发布日期:二OO四年十月二十日实施日期:二OO四年十月二十一日目录一、前言二、气体中酸雾的测定三、气体中水分的测定四、气体中二氧化硫含量的测定和转化、尾吸率的计算五、气体中三氧化硫的测定和吸收率的计算六、硫酸含量的测定七、循环酸比重的测定硫酸生产检验规程QJ/XQH-ZJ-305前言本检验规程在技术内容上遵照相关的国标、行业等标准;同时,参照有关书籍的分析方法。
制订本规程的目的是用于科学地组织生产,并保证生产的产品能够满足顾客的要求。
本检验规程适用于硫酸生产中间控制项目及产成品的检验。
一、气体酸雾的测定1.范围本方法规定了棉塞法采样,然后用酸碱滴定法测定酸雾含量。
2.引用标准2.1 GB601化学试剂滴定分析用标准溶液的制备2.2 GB603化学试剂试验方法中所用制剂及制品的制备2.3 参照《硫酸分析规程》(1992年修订版)化学工业部化肥司组织编写。
3.方法提要将气体中的酸雾吸滤于有棉花塞的过滤管中。
然后将吸附有酸雾的棉花塞置于水中,先用碘标准溶液滴定其上吸附的二氧化硫,然后用氢氧化钠标准溶液滴定总硫酸量,求出酸雾含量。
反应式如下:I2+SO2+2H20=H2SO4+2HIH2SO4+2NaOH=Na2SO4+2H2OHI+ NaOH=NaI+H2O4.试剂和溶液4.1 中性脱脂棉;4.2 淀粉溶液:0.5%(m/v);4.3甲基红-亚甲基蓝混合指示液:二份0.1%甲基红乙醇溶液与一份0.1%次(亚)甲基蓝乙醇溶液混合。
4.4 碘标准溶液:c(1/2I2)=0.01mol/L。
4.5 氢氧化钠标准溶液:c(NaOH)= 0.01mol/L。
4.6 硫代硫酸钠溶液:c(Na2S2O3)=0.01mol/L。
5.仪器通用的化验室仪器和设备5.1 采样管:玻璃制。
硫酸检验规程

硫酸检验规程
1.适用范围
作为本厂进货物料液碱或其他厂商提供的样品。
2.抽样方法
以每槽罐为一批取样,样品总量100 ml左右封好瓶口
3.标准要求
3.1外观:无色透明液体。
3.2含量:≥98.0%
4.检验步骤
4.1外观:目视应为无色透明液体
4.2含量:称取约w(g)(准确到0.0001g)样品,置于预先放有50ml
水的250ml三角瓶中,加入2-3滴酚酞指示剂,用0.1ml/l的氢氧化钠标准溶液滴淀至溶液呈红色并保持红色半分钟不退色。
v×98
计算:X= C×
2×w×1000
试中:c-氢氧化钠标准溶液的浓度mol/l
v-消耗氢氧化钠标准浓度的体积ml
w-样品的质量g
98.0-硫酸的式量
5. 留样
取所剩样品,封瓶口贴上标签,写上批号.名称.日期.作留样保持三个月。
6判定
在检验中,有一项指标不符合标准要求时,应许加倍抽样检验,复验仍有不符合项,则判该批产品为不合格产品。
7.不合格品的处理参照《不合格品控制程序》
8.相关记录
原材料检验记录表。
工业级硫酸检验操作规程

工业级硫酸检验操作规程目的:建立工业级硫酸检验操作规程。
范围:工业级硫酸的检测责任:QC内容:1、外观目测应为无色或略带灰黄色稠厚液体。
2、铁2.1试剂和溶液10%氨水;10%盐酸羟胺;乙酸-乙酸钠缓冲溶液(PH3);2g/L邻菲罗啉溶液;铁标准溶(1.0含有0.10mg Fe)。
2.2测试步骤量取0.8ml(约1g)样品,注入蒸发皿中,蒸发至近干,冷却,用10%氨水中和至pH3-4,稀释至20ml,加2ml 10盐酸羟胺溶液,摇匀,放置5min。
加2ml乙酸-乙酸钠缓冲溶液(pH3),及2ml2g/L邻菲罗啉溶液,摇匀,所呈红色不得深于标准。
标准是取0.10mg的Fe,稀释至20ml,与同体积样品溶液同时同样处理。
3、砷3.1试剂和溶液硝酸(GB625-78,分析纯);盐酸(GB622-77,分析纯);碘化钾(GB1272-77,分析纯);400g/L氯化亚锡;无砷金属锌(沪Q/12-1002-81,分析纯);乙酸铅棉花;溴化汞试纸。
砷标准溶液(1.0ml=0.10mgAs)。
3.2测试步骤称取2g样品,注入蒸发皿中,加1ml硝酸,加热蒸发至1ml,冷却。
在搅拌下小心地沿壁加3ml水,继续加热蒸发至硫酸蒸气逸出,冷却。
再加3ml水重复蒸发,保持最后体积约为5ml,冷却。
按GB610.1-88之规定测定。
溴化汞试纸所呈棕黄色不得深于标准。
标准是取0.02mg的As,稀释至70ml,与同体积样品溶液同时同样处理。
4、重金属4.1试剂和溶液10%氨水;30%乙酸;饱和硫化氢水;铅标准溶液(1.0ml含有0.10mgPb)。
4.2测试步骤称取2g样品,注入蒸发皿中,蒸发至干,加2ml水,用10%氨水中和,稀释至40ml,加1ml30%乙酸及10ml新制备饱和硫化氢水溶液,摇匀,放置10min。
所呈暗色不得深于标准。
标准是取0.02mg的Pb,稀释至40ml,与同体积样品溶液同量同样处理。
5、含量测定5.1试剂和溶液1.0g/L甲基橙指示液;0.5mol/L氢氧化钠标准溶液。
硫酸使用管理安全操作规程
硫酸使用管理安全操作规程1 范围本规程规定了硫酸使用岗位的安全操作内容及要求。
本规程适用于湿法冶炼车间硫酸使用岗位工。
2 内容(一)关于硫酸的储存及出入库1、硫酸储存必须采用国家相关标准的储罐及其加工制作方法,加入硫酸前要对罐体进行严密性实验,检验各附属部件的安装质量情况,检验设备、管道质量情况,各方面均无质量问题后,罐体方可投用。
2、浓硫酸进厂后,须经化验室等相关部门测定浓度,并经重量计算符合进货计划各项要求指标后方可卸货。
达不到浓度指标一概拒收。
3、卸货过程中,须注意导管的严密性,不得出现滴漏现象。
卸货后导管中剩余硫酸可由专人使用专用桶盛装,倒入硫酸储罐中。
4、卸货过程中,凡接触硫酸人员,均须佩戴完整规范的防酸保护用具。
5、卸货过程中,时刻监视液位,发现异常情况及时停泵,并进行有效处理。
(二)相关设备、设施、管道的维护与管理1、严格执行硫酸泵运行安全技术操作规程,随时监视好硫酸泵的机械性能与严密性,发现异常情况立即采取有效措施处理。
2、定期定人负责维护和检查储罐和输送管道,发现有跑、冒、滴、漏现象立即处理。
处理过程中严格佩戴防护用具,严格执行各项安全、技术操作规范。
(三)硫酸的消防管理1、储罐周围不得存放各种油类产品,在日常维护过程中,要随时保持储罐周围设施清洁,做到没有油污。
2、储罐周围随时保持清洁,不得存放任何杂物。
3、储罐周围不得存放任何火种、可燃物及各类有毒有害物质,严禁烟火。
4、厂房内各种运输设备要保持与储罐的安全距离。
运输物料时,杜绝物料与罐体及围堰发生碰撞。
5、硫酸系统有动火、动焊作业时,须严格执行相关审批制度,严格执行相关操作规范。
6、硫酸着火时,一般可用雾状水或干砂、泡沫、干粉等扑救,不宜用高压水,以防酸液四溅,伤害扑救人员。
7、硝酸属一级无机酸性腐蚀品,应避免日光暴晒。
严禁与木屑、稻草和木材等有机物接触,否则会酿成火灾。
8、灭火人员应注意防腐蚀、防毒气,必须戴防毒口罩、防护眼镜或防毒面具,穿橡胶雨衣和长筒胶鞋,戴防腐蚀手套等。
硫酸检验规程
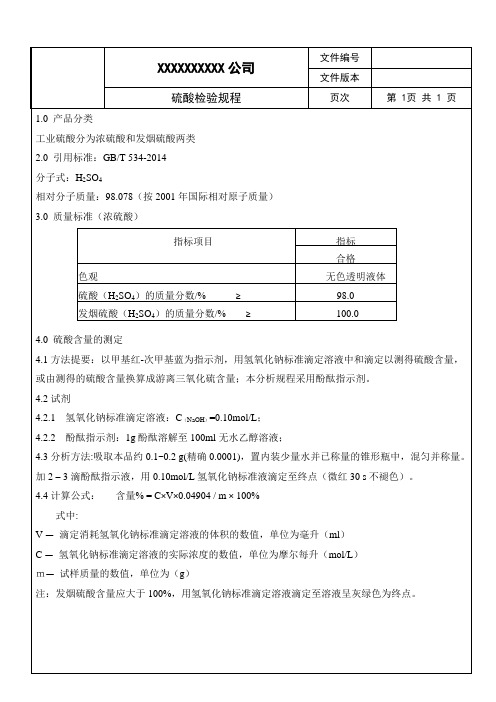
m—试样质量的数值,单位为(g)
注:发烟硫酸含量应大于100%,用氢氧化钠标准滴定溶液滴定至溶液呈灰绿色为终点。
100.0
4.0硫酸含量的测定
4.1方法提要:以甲基红-次甲基蓝为指示剂,用氢氧化钠标准滴定溶液中和滴定以测得硫酸含量,或由测得的硫酸含量换算成游离三氧化硫含量;本分析规程采用酚准滴定溶液:C(NaOH)=0.10mol/L;
4.2.2酚酞指示剂:1g酚酞溶解至100ml无水乙醇溶液;
1.0产品分类
工业硫酸分为浓硫酸和发烟硫酸两类
2.0引用标准:GB/T 534-2014
分子式:H2SO4
相对分子质量:98.078(按2001年国际相对原子质量)
3.0质量标准(浓硫酸)
指标项目
指标
合格
色观
无色透明液体
硫酸(H2SO4)的质量分数/%≥
98.0
98.0
发烟硫酸(H2SO4)的质量分数/%≥
4.3分析方法:吸取本品约0.1~0.2 g(精确0.0001),置内装少量水并已称量的锥形瓶中,混匀并称量。加2–3滴酚酞指示液,用0.10mol/L氢氧化钠标准液滴定至终点(微红30 s不褪色)。
4.4计算公式:含量% = C×V×0.04904 / m×100%
式中:
V—滴定消耗氢氧化钠标准滴定溶液的体积的数值,单位为毫升(ml)
硫酸的配置实验报告

硫酸的配置实验报告导言硫酸是一种常用的无机酸,广泛应用于化学实验、工业生产以及医药等领域。
本实验旨在探究硫酸的配置方法和注意事项,从而使学生掌握正确配置硫酸的技能,确保实验的安全性和有效性。
材料与仪器- 硫酸(浓硫酸)- 稀硫酸- 三角瓶- 烧杯- 搅拌棒- 蒸馏水实验步骤1. 取适量浓硫酸,放入烧杯中。
2. 慢慢加入适量的蒸馏水,同时用搅拌棒均匀搅拌。
3. 如果需要大量的稀硫酸,可以用三角瓶代替烧杯进行配置,但配置过程相同。
4. 将配置好的稀硫酸转移至干净的容器中,定期检查其浓度。
注意事项1. 配制硫酸时,应先加入硫酸,再加入蒸馏水,以减少溅溢的危险,同时搅拌均匀。
2. 在配制和使用硫酸的过程中,应穿戴安全眼镜和实验手套,以防止伤害。
3. 配制硫酸的容器必须干净无尘,以免污染溶液。
4. 硫酸是一种强酸,具有强腐蚀性,避免接触皮肤和吸入蒸气。
如不慎接触,应立即用大量清水冲洗,并求医生帮助。
5. 定期检查配置好的硫酸的浓度,确保其适用于实验需求。
结果与讨论通过本次实验,我们成功地配置了稀硫酸溶液。
在配置过程中,我们注意到硫酸是一种强酸,具有强腐蚀性,需要注意安全。
在实验中,我们严格按照正确的操作步骤进行,避免了危险事故的发生。
在实验过程中,我们还发现了一些问题,如硫酸的配置需谨慎:硫酸是一种强酸,加水过程中会产生大量热量,容易发生溅溢危险;配置好的稀硫酸应及时封存,避免其挥发或受到外界污染。
这些问题提醒我们在日常实验中更加注重安全,提高实验操作的规范性和准确性。
实验总结通过本次实验,我们学习了硫酸的正确配置方法和注意事项。
硫酸为我们提供了一种常用的酸性试剂,但也带来了一定的危险性。
在配置硫酸时,我们需要谨慎操作,遵守正确的步骤,同时保持实验环境的安全和清洁。
这次实验的成功进行,提高了我们的实验操作能力和安全意识。
在今后的学习和研究中,我们将继续加强对实验操作规范性的要求,始终把安全放在首位,以确保实验的顺利进行。
硫酸车间生产现场管理制度范文(4篇)
硫酸车间生产现场管理制度范文【前言】硫酸车间是生产硫酸的关键部门,为了保证生产安全和提高生产效率,建立一套完善的硫酸车间生产现场管理制度是非常必要的。
本文将提供一份硫酸车间生产现场管理制度范本,供您参考。
【第一章:总则】第一条:本制度是为规范硫酸车间生产现场管理,保证工人的安全和正常生产,提高工作效率而制定。
第二条:所有硫酸车间职工(包括管理人员、操作工人等)都应遵守本制度。
第三条:本制度的实施需要得到车间主任的指导和监督。
【第二章:责任】第四条:硫酸车间主任是硫酸车间的第一责任人,负责车间生产现场的安全和正常运行。
第五条:操作工人应熟悉硫酸生产的各项操作规程和安全技术措施,并按照规定执行。
第六条:若发现硫酸车间存在安全隐患或违反操作规程的情况,必须立即报告车间主任。
【第三章:安全生产】第七条:硫酸车间必须配备齐全的安全设施,包括消防设备、安全警示标识等。
第八条:操作工人必须严格按照操作规程进行操作,不得擅自更改操作方法。
第九条:操作工人必须佩戴个人防护用品,如防化服、防护眼镜、防护手套等。
第十条:硫酸车间应定期进行安全演练和培训,提高员工的安全意识和应急处理能力。
第十一条:硫酸车间必须建立安全巡检制度,定期巡视各设备、管道和通风系统的运行情况。
【第四章:保养维护】第十二条:硫酸车间的设备和管道必须进行定期的保养维护,保证其正常运行。
第十三条:设备保养记录必须详细记录设备的使用情况、保养时间和保养人员。
第十四条:设备故障必须及时报修,并由专业人员进行维护和修理。
第十五条:设备和管道的保养工作必须按照操作规程和设备厂家的要求进行。
【第五章:生产效率】第十六条:硫酸车间必须建立生产计划,保证生产任务的完成。
第十七条:硫酸车间应定期进行设备性能的检测和测试,确保产品的质量稳定。
第十八条:硫酸车间应定期进行设备的大修和改造,提高设备的生产能力。
第十九条:硫酸车间应建立生产数据统计分析制度,提高生产效率和产品质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硫酸生产检验规程文件编号:QJ/XQH-ZJ-305版次:A/0受控标识:分发编号:编制:品管部日期:二OO四年十月十五日审核:日期:批准:日期:发布日期:二OO四年十月二十日实施日期:二OO四年十月二十一日目录一、前言二、气体中酸雾的测定三、气体中水分的测定四、气体中二氧化硫含量的测定和转化、尾吸率的计算五、气体中三氧化硫的测定和吸收率的计算六、硫酸含量的测定七、循环酸比重的测定硫酸生产检验规程QJ/XQH-ZJ-305前言本检验规程在技术内容上遵照相关的国标、行业等标准;同时,参照有关书籍的分析方法。
制订本规程的目的是用于科学地组织生产,并保证生产的产品能够满足顾客的要求。
本检验规程适用于硫酸生产中间控制项目及产成品的检验。
一、气体酸雾的测定1.范围本方法规定了棉塞法采样,然后用酸碱滴定法测定酸雾含量。
2.引用标准2.1 GB601化学试剂滴定分析用标准溶液的制备2.2 GB603化学试剂试验方法中所用制剂及制品的制备2.3 参照《硫酸分析规程》(1992年修订版)化学工业部化肥司组织编写。
3.方法提要将气体中的酸雾吸滤于有棉花塞的过滤管中。
然后将吸附有酸雾的棉花塞置于水中,先用碘标准溶液滴定其上吸附的二氧化硫,然后用氢氧化钠标准溶液滴定总硫酸量,求出酸雾含量。
反应式如下:I2+SO2+2H20=H2SO4+2HIH2SO4+2NaOH=Na2SO4+2H2OHI+ NaOH=NaI+H2O4.试剂和溶液4.1 中性脱脂棉;4.2 淀粉溶液:0.5%(m/v);4.3甲基红-亚甲基蓝混合指示液:二份0.1%甲基红乙醇溶液与一份0.1%次(亚)甲基蓝乙醇溶液混合。
4.4 碘标准溶液:c(1/2I2)=0.01mol/L。
4.5 氢氧化钠标准溶液:c(NaOH)= 0.01mol/L。
4.6 硫代硫酸钠溶液:c(Na2S2O3)=0.01mol/L。
5.仪器通用的化验室仪器和设备5.1 采样管:玻璃制。
5.2 六连球管:两只三连球管对接5.3 压差式流速计6.试样采样点:过滤器出口、除雾器进口、除雾器出口。
7.分析步骤7.1测定准备7.1.1 称取中性脱脂棉(4.1)1.2~1.5g,均匀装入六连球管中。
7.1.2 将仪器连接好。
7.2 试样测定将采样管排气数分钟后,用螺旋止水夹将气体关闭,与采样仪器接好,调节螺旋止水夹使气体以2.0-2.5升/分的流速连续采样200-300升,停止采样。
记录采样时间、温度、压力和气体流速。
取下六连球管,用真空泵以每分钟1-2升的流速通入空气15分钟,以驱除棉花塞中的二氧化硫,将六连球内的棉花移入400ml烧杯中,加入0.5%淀粉溶液(4.2)2 ml,用碘标液(4.4)滴定至溶液呈蓝色,然后用硫代硫酸钠溶液(4.6)将蓝色褪去,加甲基红-亚甲基蓝混合指示剂(4.3)3-4滴,以氢氧化钠标准溶液(4.5)滴定至灰绿色出现为终点。
7.3空白实验称取与试样用一样重的中性脱脂棉(4.1)于400 ml烧杯中,加水200 ml,以下测定同7.2中试样测定。
8.分析结果的表述8.1采样体积以V表示,按下式计算:V(升)=γ.t式中:γ------气体采样流速,升/分;t ------采样时间,分。
8.2采样体积V换算为标准状态下的体积V0以升表示,按下式计算:式中 :T------气体温度,℃; P------压力计的读数,mmHg ; 718 -------当地大气压,mmHg 。
8.3气体中酸雾(H 2SO 4)以mg/m 3表示,按下式计算:式中:c 1——氢氧化钠标准溶液的浓度,mol/L; v 1——试样耗氢氧化钠标准溶液的体积 ,ml ; v 1’——空白实验耗氢氧化钠标准溶液的体积,ml;c 2——碘标准溶液的浓度,mol/L; v 2——试样耗碘标准溶液的体积,ml; v 2——空白实验耗碘标准溶液的体积,ml; v 0——采样气体体积(标准状态),L ; 0.04904—硫酸的毫摩尔质量,g/mmol 。
()()[]1000)(0'222'11104904.0242⨯=⨯---v v v c v vc SO H 酸雾7607182732730)(P TV V ++⨯⨯=升二、气体中水分的测定1.范围本方法规定了用重量法测定气体中水分的含量。
2.引用标准参照《硫酸生产分析规程》(1992年修订版)化学工业部化肥司组织编写。
3.方法提要含有水分的气体,通过装有五氧化二磷吸收剂的干燥管,吸收掉其中的水分,根据吸收水分后干燥管有增重和通过气体体积,即可求出气体中水分含量。
反应按下式进行:P2O5+H20=2HPO3P2O5+2H20=H4P2O7P2O5+3H20=2H3PO44.试剂4.1 粉末状五氧化二磷(分析纯)4.2中性玻璃纤维:取玻璃纤维适量,放入烧杯中,加浓盐酸浸泡24小时,然后洗涤至中性,在105℃条件下烘干后备用。
5.仪器5.1 U型干燥管;5.2旋风分离管;5.3采样管;5.4压差流速计;5.5温度计;5.6压力计;6.试样采样点:过滤器出口、干燥塔出口、干燥塔进口。
7.分析步骤7.1测定准备7.1.1五氧化二磷干燥管的准备:将中性玻璃纤维(4.2)截成长约6mm 的短丝,铺一层在带盖的量杯杯底上,加入粉状五氧化二磷(4.1)和玻璃纤维短丝,同时用玻璃棒搅拌均匀,然后,将其迅速装入洁净干燥的带塞U 型干燥管中,擦净管口和支管,装上旋塞封口。
使用前,通入干燥炉气约5分钟,置换管中空气,然后放入干燥器内20-30分钟,称量备用,称准至0.0002g 。
7.1.2如果测定干燥前气体水分,U 型干燥管前需装干燥的旋风分离管,而且需事先称量(准确至0.0002g ) 7.2试样测定在不连接干燥管的情况下排气数分钟,用螺旋止水夹将气体关闭后,与五氧化二磷干燥管连接,调节螺旋止水夹使气体以2升/分左右的流速连续采集150升,停止采样。
记录采样时间、温度、压力和气体流速,取下五氧化二磷干燥管,放入干燥器,半小时后准确称量。
8. 分析结果的表述气体中水分以mg/m 3表示的含量按下式计算:式中: m-------五氧化二磷干燥管采样后增重量,g ; v 0------采样体积(标准状态),L 。
注:采样体积V 换算为标准状态下的体积V O 同酸雾测定中8.2条。
610v m ⨯=水分含量三、气体中二氧化硫的测定和转化率、尾吸率的计算1.范围本方法规定了用碘量法测定气体中二氧化硫含量。
2.引用标准2.1 GB 601化学试剂滴定分析用标准溶液的制备2.2 GB 603化学试剂试验方法中所用制剂及制品的制备2.3 参照《硫酸生产分析规程》(1992年修订版)化学工业部化肥司组织编写3.方法提要气体二氧化硫通过定量碘溶液时被氧化成硫酸和氢碘酸,以淀粉溶液为指示剂,根据碘的用量和余气体积可计算出气体中二氧化硫含量。
反应按下式进行:SO2+I2+2H2O=H2SO4+2HI4.试剂和溶液4.1碘标准溶液:c(1/2I2)=0.1mol/L;4.2碘标准溶液:c(1/2I2)=0.01mol/L;4.3淀粉溶液:0.5%(m/v);4.4经过处理后不耗碘的蒸馏水。
5.仪器5.1反应管5.2量气管(500 ml或1000 ml);5.3水准瓶或下口瓶(500 ml或1000 ml);5.4温度计:0-100℃;5.5采样管。
6. 试样在一转出口、一吸出口、一段进口、二段进口、三段进口、四段进口、五段进口、五段出口、二吸出口、尾吸出口取样。
7. 分析步骤7.1测定准备:检查量气管、水准瓶及仪器装置不漏气。
7.2试样的测定用棕色酸式滴定管量取碘标准溶液(4.1)[c (1/2I 2 )=0.1mol/L]10.00ml 和(4.2)[c(1/2I 2)=0.01mol/L]5.00ml 、1.00ml ,分别注入三支反应管中,加水(4.4)至反应管容量的3/4处,加淀粉溶液(4.3)2ml ,塞紧橡皮塞备用。
将采样管排气数分钟后与反应管连接,反应管的出气管与水准瓶相连,使气流能连续冒出气泡,直到溶液蓝色刚刚消失时,停止通气,使量气管内水位与水准瓶水位成水平,读取量气管内气体体积和温度,根据余气体积进行查表或计算得出二氧化硫含量。
测定完毕后,提高量气管,使量气管内水位恢复至零点。
8. 分析结果的表述8.1气体中二氧化硫以体积百分数表示的含量按下式计算:8.2排空二氧化硫以PPm 表示的含量按下式计算:]SO 2(ppm)=SO 2%×104 (2)(1)、(2)式中:v---碘标准溶液的用量,ml ; c---碘标准溶液的浓度,mol/L ;v 0---余气体积(标准状态)的毫升数,ml ; 10.945---每毫摩尔二氧化硫所占的气体体积,ml 。
())1..(....................100(%)945.10945.1020⨯=⨯⨯+⨯⨯v c v v c SO9. 注意事项c(1/2I 2)=0.1mol/L10.00ml 为气体过滤器出口和一转进口中SO 2;c(1/2I 2)=0.01mol/L5.00ml 和1.00ml 分别为测定一吸塔出口、二吸塔出口和尾吸出口中SO 2。
10. 转化率的计算:式中:A---转化器入口二氧化硫浓度,%;B---转化器出口二氧化硫浓度,%;0.015---推导本公式中,计算所得常数。
11. 尾吸率的计算式中:A---尾吸进口中二氧化硫的含量,%;B---尾吸出口(排空中)二氧化硫的含量,%。
100)015.01((%)⨯-⨯-=B A BA 转化率100(%)⨯-=A B A 尾吸率四、气体中的三氧化硫的规定和吸收率的计算1.范围本方法规定了用棉塞法规定气体中三氧化硫含量。
2.引用标准2.1 GB 601化学试剂滴定分析用标准溶液的制备2.2 GB603化学试剂试验方法中所有用制剂及制品的制备2.3 参照《硫酸生产分析规程》(1992年修定)化学工业部化肥司组织编写3.方法提要气体通过润湿的棉花塞,其中三氧化硫即与水结合成酸雾而被棉花过滤下来。
将棉花塞所捕集的酸雾溶与水,用标准碘溶液滴定棉花上吸附着的二氧化硫,再以标准氢氧化钠溶液滴定总酸量。
根据滴定时用标准溶液量及通过气样体积,计算出三氧化硫的含量。
反应式如下:SO3+H2O=H2SO4SO2+I2+H2O=H2SO4+2HI2NaOH+H2SO4=Na2SO4+2H2OHI+NaOH=NaI+H2O4.试剂和溶液4.1氢氧化钠标准溶液:c(NaOH)=0.01mol/L。
4.2碘标准溶液:c(1/2I2)=0.01mol/L。
4.3硫代硫酸钠溶液:c(Na2S2O3)=0.01mol/L。