造纸机辊筒铸造工艺设计
7.3铸造工艺设计解析
冒口
上
上
中
下
单件小批
中 下
放收缩率1% 余量:上面>侧面>下面
手工三箱造型 大批量
外 型 芯 块
两箱机器造型
7.3.5铸造工艺设计示例
例:支架零件如下图所示,材料为HT200, 单件、小批量生产工作时承受中等静载荷, 试进行铸造工艺设计。 1.零件结构分析:筒壁过厚,转角处未采用 圆角。修改后的结构如图b)所示。 2.选择铸造方法及造型方法 采用砂型铸造 (手工造型)中的两箱造型。 3.选择浇注位置和分型面
1.铸造工艺图: 利用各种的工艺符号,把制造模型和
铸型所需的资料直接绘在零件图上所得到 的图样。
即表示铸型浇注位置、分型面、浇冒口 系统、工艺参数、型芯结构尺寸、控制凝 固措施等的图样。
2. 铸件图:又称毛坯图,是反映铸件实际形 状、尺寸和技术要求的图样,也是铸造生产、 铸件检验与验收的主要依据。
(1)定义: 指铸件从线收缩开始温度冷却至室温时,
线尺寸的相对收缩量。 (2)选取: 大件、重要件不同部位可选取不同的收缩率; 一般件可选取同一收缩率。
4. 起模斜度
(1)定义:为了起模方便,在平行于起模方向的侧壁 加放的一定斜度。
(2)选取:对同一件,尽可能选用同一起模斜度; 立壁愈高,斜度应越小; 内壁的斜度值应大于外壁; 机器造型比手工造型斜度小; 金属模比木模斜度小。
3.铸型装配图:表示合型后铸型各组元之间
装配关系的工艺图。包括:浇注位置、型芯、 浇冒口系统和冷铁布置及砂箱结构和尺寸等。
7.3.2 铸造方法和造型方法选择
1.选择依据: 1)零件结构特点;2)合金种类; 3)生产批量等
2.选择原则: 单件、小批生产时一般采用砂型铸造
小型滚筒式卧式离心铸造机设计方案刘

理工学院毕业设计学生姓名:刘江泽学号:08L0608122专业:材料成型及控制工程题目:小型滚筒式卧式离心铸造机的设计指导教师:贾丽敏(讲师)评阅教师:2012年6 月河北科技大学理工学院毕业设计成绩评定表姓名刘江泽学号08L0608122 成绩专业材料成型及控制工程题目小型卧式滚筒式离心铸造机的设计指导教师评语及成绩指导教师:年月日评阅教师评语及成绩评阅教师:年月日答辩小组评语及成绩答辩小组组长:年月日答辩委员会意见答辩委员会主任:年月日毕业设计中文摘要本文对滚筒形状离心铸件进行铸造工艺设计。
首先完成离心铸造工艺设计,对于生产条件的确定以及离心机的选择并对离心铸造的浇注温度、速度、时间和铸型转动时间进行确定。
根据零件设计出衬套、挡板和后盖,画出其零件图,并组装成整体模具图。
利用重力系数公式计算铸型转速,再根据公式计算转矩,选择联轴器和离合器。
然后根据转速计算出最小轴径,进而设计出整体的轴,并对轴进行了校核。
利用CAD绘制出小型滚筒式卧式离心铸造机的整体图形以及零件图。
关键词:卧式,离心铸造,滚筒,CAD毕业设计外文摘要Title Design of horizontal centerfugal casting machine with small drum shapedAbstractThe drum shape centrifugal casting foundry process design. First to complete the design of centrifugal casting process to determine the rotation time of the production conditions to determine the centrifuge selection and centrifugal casting,pouring temperature,speed,time,and cast. Bushings,bezel and back cover,according to the part design to draw the parts diagram,and assembled into the overall die map. Gravity coefficient was calculated as the casting speed,according to the formula to calculate torque,select the couplings and clutches. According to speed to calculate the minimum shaft diameter,and then design the whole axis and the axis was calibrated. Use of CAD drawing overall graphics and parts diagram of a small drum horizontal centrifugal casting machine.Key Words Horizontal Centrifugal casting Roller CAD目录1 绪论 (1)1.1铸造简介 (1)1.2离心铸造简介 (1)1.345钢简介 (3)1.4离心铸管机的设计原则 (4)1.5本课题研究的对象 (4)2 离心铸造工艺 (5)2.1生产条件的确定 (5)2.2金属模涂料 (6)2.3浇注温度 (8)2.4浇注速度 (8)2.5浇注系统 (8)2.6铸型转动时间 (9)3 离心铸管缺陷分析及预防 (10)3.1合金钢管缺陷分析 (10)3.2缺陷预防措施 (10)4 模具设计 (12)4.1模具的结构 (12)4.2模具参数的计算 (12)4.3铸型转速的计算 (14)5 零件的选择 (17)5.1联轴器的选择 (17)5.2离合器的选择 (19)5.3轴承的选择 (20)6 轴的设计 (22)6.1轴长的确定 (22)6.2轴的校核 (23)6.3键与销的选取和校核 (25)结论 (27)致谢 (22)参考文献 (22)1 绪论1.1 铸造简介1.1.1 铸造的定义铸造[1]是熔炼金属,制造铸型,并将熔融金属浇入铸型,凝固后获得具有一定形状、尺寸和性能金属零件毛坯的成型方法。
铸造工艺图及设计实例

汇报人: 日期:
目录
• 铸造工艺图 • 铸造材料及特性 • 铸造设备及工具 • 铸造设计实例 • 铸造工艺优化及改进建议 • 铸造工艺图及设计软件应用
01
铸造工艺图
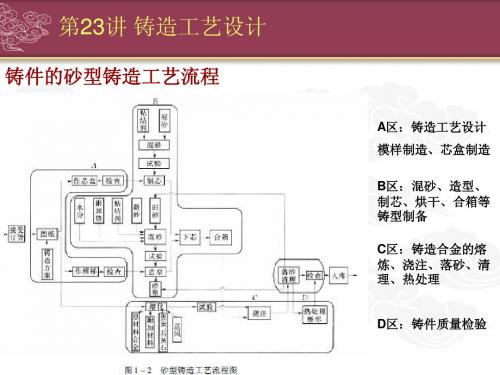
铸造工艺流程图
造型材料准备
包括对铸造用砂、型砂等的选择 、混砂、配制等过程。
模样和芯盒准备
根据图纸准备木模、木芯盒等。
造型和制芯
将模样放入芯盒内,填入型砂, 形成铸型。
落砂和清理
铸件冷却后打开铸型,去除铸件 表面和内部的残砂和夹杂物。
浇注
将熔融的金属注入铸型中。
合型
将上、下铸型组合起来,形成完 整的铸型。
铸造模具设计图
模具材料选择
根据铸造合金和模具使用条件 选择模具材料,如铸铁、铜合
金等。
模具结构设计
根据产品图纸和铸造工艺要求 ,设计模具结构,包括浇口位 置、分型面选择等。
组成。
数控铣床
用于模具型腔的铣削加工,主要由 主轴、工作台、控制系统等组成。
数控磨床
用于模具型腔的磨削加工,主要由 工作台、主轴、控制系统等组成。
铸造用辅助设备
混砂机
用于混制型砂,一般由混砂转子、型砂输送装置、润 湿装置等组成。
砂处理设备
用于对型砂进行干燥、冷却、输送等处理,一般由干 燥器、冷却器、输送装置等组成。
浇注机
用于浇注金属液体,一般由浇包、浇道、控制系统等 组成。
铸造工具及选用
1 2
模样和芯盒
用于制作铸造用的模样和芯盒,一般由木材或塑 料制成。
浇口杯和分流锥
用于浇注金属液体,一般由耐火材料制成。
3
冒口和冷铁
用于控制铸件的温度和补缩,一般由铸铁或铸钢 制成。
铸造工艺图及设计实例

铸造工艺图及设计实例引言铸造工艺是一项重要的金属加工技术,通过将熔融金属倒入铸型,使其冷却凝固形成所需的零部件或产品。
铸造工艺图是一种用于记录和描述铸造工艺过程的图形表示方法,可以帮助工程师和技术人员更好地理解和掌握铸造过程。
本文将介绍铸造工艺图的基本要素和设计实例,帮助读者了解铸造工艺图的编制方法以及在实际工程中的应用。
铸造工艺图的基本要素铸造工艺图主要包括如下几个基本要素:1.铸型:铸型是用于容纳熔融金属并形成所需形状的模具。
根据铸型的形状和结构,可以分为砂型、金属型、陶瓷型等多种类型。
2.浇注系统:浇注系统是用于引导熔融金属进入铸型的通道系统,包括浇口、冒口、滚口、过渡通道等组成。
合理设计的浇注系统能够保证熔融金属均匀地填充到铸型中,避免缺陷和质量问题的发生。
3.冷却系统:冷却系统用于控制铸件凝固过程,保证铸件在凝固过程中获得均匀的组织和性能。
冷却系统主要包括冷却剂通道和冷却剂的送进出口。
4.剥离系统:剥离系统用于将凝固后的铸件从铸型中取出。
剥离系统的设计要考虑到铸件与铸型之间的粘着力,以及取出铸件后是否会引起变形和损坏。
5.拆模系统:拆模系统用于拆卸铸型并装配新的铸型。
拆模系统的设计要考虑到拆卸和装配的便利性,同时还要避免对铸件和铸型的破坏。
以上是铸造工艺图的基本要素,不同的铸造工艺和铸造产品会有一些特殊的要求和要素,需要根据具体情况进行设计。
铸造工艺图的设计实例实例一:砂型铸造砂型铸造是一种常见的铸造工艺,适用于大部分金属材料和复杂形状的铸件。
下面是一个砂型铸造的工艺图设计实例:1. 铸型:采用砂型铸造法,铸型由砂芯和砂箱组成。
2. 砂芯:铸件内部复杂的形状通过制作砂芯来实现。
砂芯由砂料、粘土和水等材料混合而成。
3. 浇注系统:采用顶水平式浇注系统,浇口位于砂箱的上方。
4. 冷却系统:在砂型中设置冷却剂通道,以加快铸件的冷却速度。
5. 剥离系统:采用震动剥离装置,将铸件从砂型中剥离出来。
铸造工艺方案及工艺图示例PPT课件

属液易于填充。缺点是凸台E、A和槽C都需采用活块或型
芯,而内腔型芯上大下小、稳定性差;若铸出轴孔,则
其缺点与方案Ⅱ同。
整理版课件
19
上述诸方案虽各有其优缺点,但结合具体条件,仍可找出 最佳方案。
(1)大批量生产 为减少切削加工量,九个轴孔应当铸 出。
此时,为了简化造型工艺只能采用方案工分型。为便于采用机器造 型,凸台和凹槽均应采用型芯。
可以看出,方案Ⅱ、 Ⅲ的优点多于方案I。
整理版课件
11
但在不同生产批量下,具体方案可选择如下: (1)单件、小批生产
由于轴孔直径较小、
勿需铸出,而手工造
型便于进行挖砂和活
块造型,此时依靠方
下
案Ⅱ分型较为经济合
上
理。
整理版课件
12
但在不同生产批量下,具体方案可选择如下:
(2)大批量生产
机器造型难以使用活 块,故应采用型芯制 出轴孔内凸台。
整理版课件
9
(2)方案Ⅱ 沿底面分型,铸件全 部位于下箱,为铸出 110 mm凹槽必须采用 挖砂造型。
方案Ⅱ克服了方案工的 缺点,但轴孔内凸台 妨碍起模,必须采用 两个活块或下型芯。 当采用活块造型时, φ30 mm轴孔难以下芯。
整理版课件
10
(3)方案Ⅲ 沿110 mm凹槽底面分 型。
优缺点与方案Ⅱ类同, 仅是将挖砂造型改用 分模造型或假箱造型, 以适应不同的生产条 件。
⑤冷铁的形状、位置、尺寸和数量;
⑥ 其他。
整理版课件
7
铸造工艺方案示例1
整理版课件
8
(1)方案I 沿底板中心线分型,即 采用分模造型。
优点:底面上110 mm凹槽 容易铸出,轴孔下芯方 便,轴孔内凸台不妨碍 起模。
铸造工艺毕业设计

铸造工艺毕业设计铸造工艺毕业设计【篇一:铸造工艺毕业论文】毕业论文题目浅谈铸造工艺与品质检查姓名所在系别专业班级学号指导教师日期摘要:为了提高铸件的可靠性、适用性;提高产品在市场上的竞争能力,对铸件质量的要求不断提高。
铸件质量的概念也发生了相应的变化,“质量”的含义至少包含两个方面的内容:一是产品质量,即铸件满足用户要求的程度;或按其用途在使用中应取得的功效,这功效是反映铸件结构特征、材质的工作特性和物理力学特性的总和,是评价铸件质量水平和技术水平的基本指标。
二是工程质量,指的是铸制毛坯和铸制零件的生产过程对产品质量的保证程度,即铸件在具体使用条件下的可靠性。
这一指标在相当大的程度上决定于前述的功效指标,还与稳定性、耐用性和工艺性等指标有关。
标准是由国家承认的标准制订单位批准的对各种产品(铸件)规格、材料规格、试验方法、术语定义或推荐的工艺方法的规定。
我国的国家标准是由国家技术监督局批准并颁行的,有关铸件质量的各种标准一经接纳、贯彻与实施,可取得明显的效果和效益。
国际标准是由国际标准化组织批准并颁行的。
我国是国际标准化组织的主要成员国之一,按国家现行的政策,国际标准可以等效地视为国家标准。
关键词:铸件质量;提高铸件品质;稳定性;耐用性目录引言 (3)第一章铸件质量标准 (4)1.1 铸件精度标准 (4)第二章铸件缺陷分类 (6)2.1铸件缺陷 (6)2.2废品与铸件质量 (11)2.3 修补与缺陷防止 (11)第三章铸造过程中的质量控制技术................................. 错误!未定义书签。
3.1影响铸件质量的因素 (12)3.2 技术准备过程的质量控制 (13)3.2.1质量标准的制定 (13)3.2.2铸件设计 (14)3.2.3铸造工艺、工装设计及验证 (15)3.3生产工艺过程的质量控制 (15)3.3.1原材料的质量控制 (15)3.3.2设备及工装的质量控制 (16)3.3.3 工艺过程的质量控制 (16)第四章铸件质量检测技术与缺陷诊断方法 (17)4.1铸件外观质量检测 (17)4.1.1 铸件形状和尺寸检测 (17)4.2 铸件内在质量检测 (17)4.3 铸件质量无损检测技术 (18)结论......................................................................... 18 参考文献..19 答谢。
铸造(原理、工艺、设备)工艺设计
尤其铝合金、镁合金铸件
(4) 尽量少用或不用砂芯;若需要使用砂芯时,应保证其安放稳 固、通气顺利和检查方便。
2. 铸型分型面的选择
特点:铸件尺寸精度不易保证,铸型装配困 难,清理工作量大
特点:外形尺寸精度较高,内腔尺寸较差
特点:铸型易于装配,铸件尺寸精度较高。
特点:不铸孔,简化铸造工艺,尺寸精度高。
(3) 铸件的内壁厚度 铸件的内壁厚度应比外壁厚度薄。
铸件内壁的合理结构 a,b)不合理
c)合理
注:铸件内腔尺寸大的取下限
采取什么措施可达到保证铸件的强度和刚度,又节约金属减轻铸件重量?
◆ 选择合理的截面形状,如可选用“T”型或“工”型截面。 ◆ 采用加强筋也可减小铸件壁厚。筋厚﹤内壁厚﹤外壁厚
砂型铸造特别适于交货期限较短、批量不大的铸件生产。
4. 铸件的技术要求
砂型铸件性能均匀、内应力小、内部质量好,但尺寸精度较差,表面 粗糙度12.5
5. 经济分析
结论:单件小批量生产时,砂型铸造成本最低。
二、铸件浇注位置及分型面的选择
浇注位置:浇注时铸件在铸型内的位置。
分型面:铸型组元间的接合面。 铸型相互分开、组合接触的表面。
4. 铸型装配图
表示合型后铸型各组元间装配关系的工艺图。包括铸件 浇注位置,型芯数量、序号、固定方式、下芯和抽芯顺序, 浇冒口系统和冷铁布置,以及砂箱结构和尺寸等。
◆
铸造工装设计的内容
1. 模样图
2. 芯盒图
3. 模板图
零件图(支座)
铸造工艺图\模样图
铸型图
◆
铸造工艺及工装设计的一般步骤
(1)对零件图纸进行审查和进行铸造工艺性分析 (2)选择铸造方法 (3)确定铸造工艺方案 (4)绘制铸造工艺图 (5)绘制铸件图 (6)填写铸造工艺卡和绘制铸型装配图
滚筒通用工艺

DTⅡ(TK)滚筒通用工艺目录一、适用范围........................................................................................................二、滚筒制作工艺流程............................................................................................三、筒皮的制作.....................................................................................................四、轻型和中型滚筒接盘的制作...............................................................................五、重型滚筒的铸造接盘加工 ..................................................................................六、滚筒轴的加工..................................................................................................七、滚筒轴与接盘热装............................................................................................八、筒皮与接盘焊接...............................................................................................九、滚筒筒体的加工...............................................................................................十、筒体的铸胶(外协) ........................................................................................ 十一、轴与筒体的装配............................................................................................ 十二、静平衡试验 .................................................................................................. 十三、轴承与轴装配...............................................................................................一、适用范围本标准适用于唐山旗骏公司生产的TD75、1T、DX滚筒的制作,非标滚筒如无特殊要求,其结构形式与常规滚筒相同时,一律按照本规定执行。